Настоящее изобретение относится к способу лазерной сварки одного или нескольких стальных листов, изготовленных из закаленной под прессом борсодержащей марганцовистой стали, причем по меньшей мере один из стальных листов имеет покрытие, выполненное из алюминия, и лазерная сварка выполняется посредством подачи дополнительной проволоки в сварочную ванну, которая образуется исключительно лазерным лучом, причем дополнительная проволока содержит по меньшей мере один легирующий элемент, влияющий на стабилизацию аустенита, и лазерный луч настроен таким образом, что он колеблется поперек направления сварки.
Способ этого типа известен из WO 201/103149 A1.
Так называемые закаленные под прессом стальные листы, подвергаемые горячему формованию и изготавливаемые из борсодержащей марганцовистой стали, например, из стали 22MnB5, всё в большей степени становятся востребованными в производстве автомобилей. В состоянии поставки, т.е. перед закалкой под прессом, борсодержащие марганцовистые стали имеют предел прочности при растяжении приблизительно 600 МПа и феррито-перлитную микроструктуру. Полностью мартенситная микроструктура может быть получена посредством закалки под давлением и соответствующего быстрого охлаждения после формования, что позволяет получать пределы прочности при растяжении 1500 – 2000 МПа.
Во избежание образования окалины во время горячего формования таких стальных листов, используемых для последующего изготовления компонентов, на соответствующие стальные листы обычно наносят покрытие, выполненное из алюминия, например, алюминий-кремниевое покрытие. Это поверхностное покрытие защищает обрабатываемые изделия от окисления в печи и устраняет необходимость дополнительного этапа очистки для удаления окалины после формования. Однако поверхностное покрытие весьма отрицательно влияет на качество сварных швов. Поскольку содержащее алюминий поверхностное покрытие также расплавляется в добавление к основному материалу в результате сварки плавлением стальных листов с покрытием (например, с помощью процессов лазерной сварки во время производства тонколистовых сварных составных заготовок), алюминий попадает в сварной шов.
Алюминий растворяется в железе или стали только до массового соотношения приблизительно 10%. В случае большего массового соотношения образуются хрупкие интерметаллические фазы, которые весьма отрицательно влияют на механико-технологические свойства сварного шва и могут обусловливать разрушение сварного шва даже в случае низких механических напряжений. Если содержание алюминия в сварном шве составляет 2 – 10% масс., интерметаллические фазы не образуются, но образуются ферритные области (фазы), которые обусловливают уменьшение прочности сварного шва. Прочность сварного шва в таких случаях ниже прочности основного материала, так что следует ожидать разрушения соответствующего компонента в сварном шве независимо от комбинации толщин соединенных листов. Согласно техническим условиям, действующим в автомобильной промышленности, это считается нежелательным или даже недопустимым.
По существующему уровню техники во избежание образования интерметаллических фаз и образования феррита перед процессом сварки всё поверхностное покрытие или его часть в области кромок листов, подлежащих сварке, удаляют с помощью механических инструментов или лазерной абляции (см. EP 2 007 545 B1). Однако для этого по меньшей мере частичного удаления поверхностного покрытия требуется дополнительный этап обработки, который является неэкономичным и трудоемким и, следовательно, снижает эффективность производства компонентов описываемого типа.
В документе US 2008/0011720 A1 приведено описание процесса гибридной лазерной сварки, в котором листы толщиной более 3 мм, изготовленные из борсодержащей марганцовистой стали и имеющие содержащий алюминий поверхностный слой, соединяют друг с другом в стыковом соединении, причем лазерный луч действует совместно по меньшей мере с одной электрической дугой для расплавления металла в стыковом соединении и сварки листов. Электрическая дуга образуется вольфрамовым сварочным электродом или образуется с помощью горелки для дуговой сварки плавящимся электродом в инертном газе на конце дополнительной проволоки. Дополнительная проволока может содержать элементы (например, Mn, Ni и Cu), которые индуцируют превращение стали в аустенитную микроструктуру и способствуют поддержанию аустенитного превращения в сварочной ванне. Использование этого процесса гибридной сварки позволяет сваривать подвергаемые горячему формованию листы, изготовленные из борсодержащей марганцовистой стали и имеющие алюминий-кремниевое покрытие, без предварительного удаления материала покрытия в области выполняемого сварного шва, при этом всё же обеспечивается, что алюминий, расположенный на кромках соединения листов, не обусловливает снижения прочности компонента в сварном шве. Благодаря присутствию электрической дуги за лазерным лучом, сварочная ванна становится однородной и, следовательно, исключаются местные концентрации алюминия больше 1,2% масс., ведущие к образованию ферритной структуры.
Этот известный процесс гибридной сварки является относительно неэкономичным с точки зрения расхода энергии из-за образования электрической дуги. Кроме того, скорость сварки относительно низкая. Помимо этого, сварной шов, выполняемый с помощью гибридной лазерной сварки, имеет форму шва, неблагоприятную для дальнейшего формования, которая, при необходимости, требует последующей обработки.
Задача настоящего изобретения состоит в том, чтобы предложить способ лазерной сварки, с помощью которого можно соединять стальные листы с алюминиевым покрытием, изготовленные из закаленной под прессом борсодержащей марганцовистой стали, с образованием сварного шва, который имеет прочность, сравнимую с прочностью основного материала после горячего формования (закалки под прессом), причем способ должен отличаться высокой производительностью, высоким качеством сварного шва и относительно низким расходом энергии.
Для решения этой задачи предлагается способ, имеющий признаки, указанные в п. 1 формулы изобретения. Предпочтительные и преимущественные варианты способа по изобретению указаны в зависимых пунктах формулы изобретения.
Изобретение предлагает, чтобы в случае способа лазерной сварки такого типа, который указан во введении, частота колебания лазерного луча составляла по меньшей мере 200Гц, предпочтительно по меньшей мере 500 Гц, при этом также определяется геометрия сварного шва, а частота колебания и/или амплитуда колеблющегося лазерного луча варьируются в зависимости от определенной ранее геометрии сварного шва.
Благодаря подаче дополнительной проволоки, которая, по существу, не содержит алюминия, со свойствами, влияющими на стабилизацию аустенита, в сварочную ванну, образованную лазерным лучом, алюминий, попадающий в сварочную ванну в результате плавления содержащего алюминий поверхностного покрытия, растворяется, и сварной шов становится однородным.
Изобретение основано на идее достижения улучшенной однородности сварного шва посредством колебания лазерного луча поперек направления сварки (линейно или в определенных формах луча) и сведения к минимуму металлургических подрезов в основном материале. Благодаря колебанию лазерного луча достигается оптимизированное смешивание алюминия, попадающего в сварной шов, по всему сечению сварного шва. Испытания показали, что посредством колебания лазерного луча алюминиевое покрытие в области корня сварного шва вытесняется из сварочной ванны, так что благодаря колебанию лазерного луча можно свести к минимуму поступление алюминия в сварочную ванну и, следовательно, содержание алюминия в сварном шве.
Способ по изобретению предлагает преимущества по затратам, поскольку с помощью этого способа можно исключить или исключается дополнительный этап обработки, связанный с удалением алюминиевого покрытия в области сварного шва у кромок листов, подлежащих сварке. В отличие от обычной лазерной сварки стальных листов из борсодержащей марганцовистой стали с алюминиевым покрытием после удаления покрытия с кромок листов, подлежащих сварке в стыковом соединении, способ по изобретению обеспечивает получение оптимизированной геометрии сварного шва в форме сечения с большей несущей способностью. Это повышает, в частности, динамическую несущую способность сварного шва или уменьшает усталость материала в области сварного шва.
Кроме того, способ лазерной сварки по изобретению в отличие от гибридной лазерной сварки предлагает преимущество, состоящее в том, что полученный лазерный сварной шов является относительно узким и отличается улучшенной геометрией шва, в частности, в области корня сварного шва.
Способ по изобретению можно использовать не только в случае соединения множества стальных листов равной или разной толщины в стыковом соединении, из которых по меньшей мере один лист изготовлен из борсодержащей марганцовистой стали и имеет на одной или обеих сторонах покрытие, выполненное из алюминия, но, например, также в случае лазерной сварки одного отдельного стального листа или стальной полосы, выполненной из закаленной под прессом борсодержащей марганцовистой стали, которая также имеет покрытие, выполненное из алюминия, причем в последнем случае кромки листа, подлежащие сварке друг с другом, перемещают друг к другу посредством формования, например, посредством гибки или вальцевания, так что они, в конечном счете, располагаются напротив друг друга в стыковом соединении. Кроме того, изобретение также распространяется на использование способа по изобретению в случае лазерной сварки одного или нескольких стальных листов, изготовленных из закаленной под прессом борсодержащей марганцовистой стали, в нахлесточном соединении, причем по меньшей мере один из стальных листов имеет на одной или обеих сторонах покрытие, выполненное из алюминия, и лазерная сварка выполняется посредством подачи дополнительной проволоки в сварочную ванну, образованную исключительно лазерным лучом, и дополнительная проволока содержит по меньшей мере один легирующий элемент, влияющий на стабилизацию аустенита.
Регулирование частоты колебания и/или амплитуды лазерного луча в зависимости от геометрии сварного шва по изобретению предпочтительно выполняется в виде автоматического регулирования с помощью сенсорного устройства, определяющего геометрию сварного шва, компьютера для оценки измерительных сигналов сенсорного устройства и исполнительного устройства, управляемого компьютером, для регулирования вибратора лазерного луча, например, поворотного или колеблющегося отклоняющего зеркала. Таким образом, обеспечиваются высокое качество сварного шва и высокая производительность.
Вариант изобретения предусматривает, что стальной лист (стальные листы) соединяется (соединяются) во время лазерной сварки в стыковом соединении или нахлесточном соединении с зазором менее 0,8 мм, предпочтительно менее 0,6 мм, наиболее предпочтительно менее 0,4 мм. Небольшая ширина зазора в диапазоне нескольких десятых миллиметра способствует высокой скорости сварки и, следовательно, высокой производительности способа сварки. Кроме того, небольшая ширина зазора в указанном диапазоне способствует оптимизации геометрии шва.
Другой вариант изобретения предусматривает амплитуду колебания лазерного луча менее 2 мм, предпочтительно менее 1 мм. Амплитуда колебания лазерного луча в этом диапазоне допускает использование высокой скорости сварки и, следовательно, высокую производительность способа сварки. Относительно небольшая амплитуда колебания лазерного луча может обеспечиваться с помощью компактных лазерных устройств, предпочтительно с помощью поворотного или колеблющегося отклоняющего зеркала.
Частота колебания лазерного луча в случае способа по изобретению предпочтительно составляет от 200 Гц до 1,2 кГц, особо предпочтительно от 300 Гц до 1 кГц. Этот вариант способствует в случае высокой скорости сварки оптимизированному смешиванию алюминия, который вытекает из поверхностного покрытия в сварочную ванну, и уменьшению металлургических подрезов в основном материале.
Для выполнения максимально возможного однородного сварного шва с минимальным содержанием алюминия и оптимизированной геометрией шва также является благоприятным, когда лазерная сварка выполняется со скоростью подачи (скоростью сварки) более 4 м/мин, предпочтительно со скоростью подачи 5 – 8 м/мин при осуществлении способа по изобретению.
По другому варианту изобретения колебание лазерного луча происходит с линейным, кольцевым или многоугольным профилем. Такие профили колебания (формы луча) являются предпочтительными для обеспечения однородности сварного шва и уменьшения подрезов металла в основном материале.
В предпочтительном варианте изобретения стальной лист (листы), подлежащие сварке, выбирают таким образом, чтобы их основной материал (борсодержащая марганцовистая сталь) имела следующий состав: C – 0,10 - 0,50% масс., Si – не более 0,40% масс., Mn – 0,50 - 2,00% масс., P – не более 0,025% масс., S – не более 0,010% масс., Cr – не более 0,60% масс., Mo – не более 0,50% масс., Ti – не более 0,050% масс., B – 0,0008 - 0,0070% масс. и Al – не менее 0,010% масс., остальное – Fe и неизбежные примеси. Компоненты, изготавливаемые из такой стали, имеют относительно высокий предел прочности при растяжении посла закалки под прессом.
Стальные листы из борсодержащей марганцовистой стали, имеющие предел прочности при растяжении 1500 – 2000 МПа после закалки под прессом, могут наиболее предпочтительно использоваться согласно способу по изобретению.
Другой преимущественный вариант изобретения предлагает, чтобы дополнительная проволока, используемая для внедрения способа лазерной сварки, имела массовую долю углерода по меньшей мере 0,1% масс., предпочтительно по меньшей мере 0,3% масс. Таким образом, улучшается закаливаемость сварного шва.
Дополнительная проволока, используемая для внедрения способа по изобретению, предпочтительно, имеет следующий состав: C – 0,1 - 0,4% масс., Si – 0,5 - 2,0% масс., Mn – 1,0 - 2,5% масс., Cr+Mo – 0,5 – 5,0% масс. и Ni – 1,0 – 4,0% масс., остальное – железо и неизбежные примеси. Испытания показали, что полное превращение сварного шва в мартенситную микроструктуру можно весьма надежно обеспечить с помощью такой дополнительной проволоки, используя способ по изобретению во время закалки под прессом соединяемых стальных листов.
Другой преимущественный вариант изобретения отличается тем, что дополнительная проволока нагревается перед подачей в сварочную ванну по меньшей мере на продольном участке до температуры по меньшей мере 50°C, предпочтительно по меньшей мере до 90°C. Таким образом, может быть достигнута более высокая скорость процесса или более высокая производительность. В частности, для расплавления дополнительной проволоки требуется небольшое количество энергии. Кроме того, нагрев дополнительной проволоки способствует обеспечению однородности сварного шва.
Во избежание охрупчивания сварного шва другой вариант способа по изобретению предлагает подачу инертного газа во время лазерной сварки в сварочную ванну. Используемый инертный газ предпочтительно является чистым аргоном, гелием, азотом или их смесью или смесью аргона, гелия, азота и/или углекислого газа и/или кислорода.
Стальные листы, используемые для внедрения способа по изобретению, имеют толщину, например, 0,5 – 4 мм, предпочтительно 0,5 – 2,5 мм. Стальные листы в этом случае могут иметь разные толщины и/или разные пределы прочности при растяжении.
Ниже приведено подробное описание изобретения со ссылкой на чертежи ряда примеров вариантов выполнения, на которых:
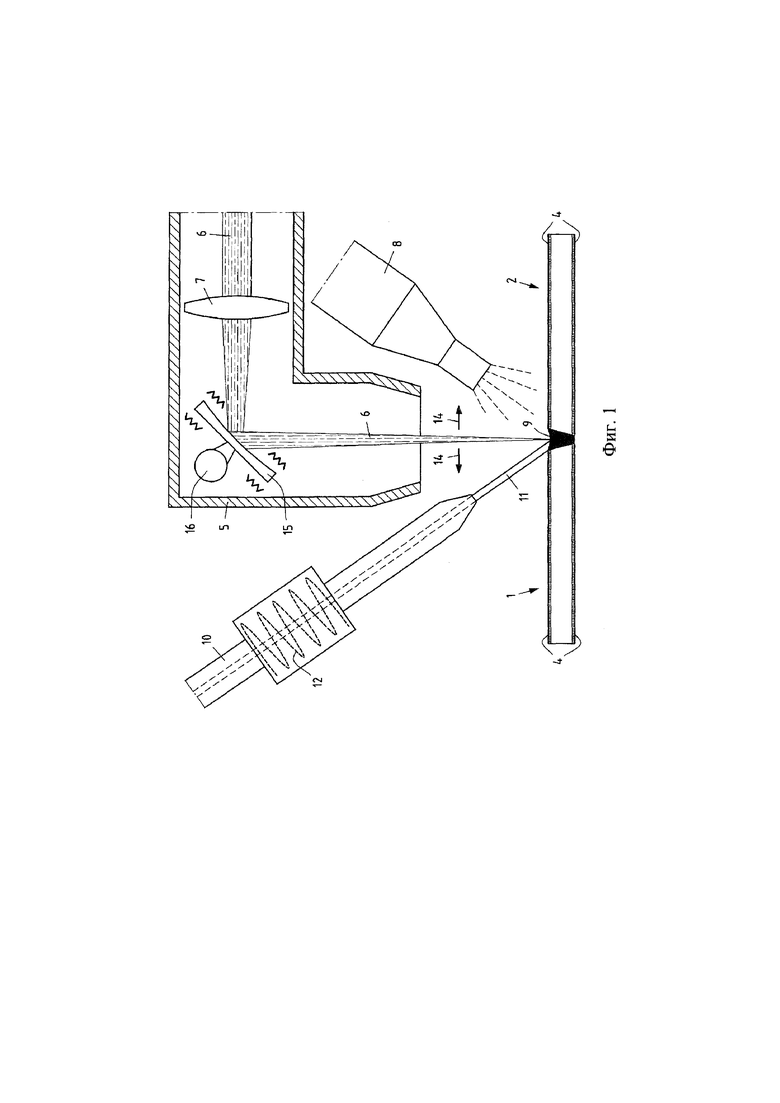
фиг. 1 – частичный схематический вид компонентов устройства для осуществления способа лазерной сварки по изобретению в вертикальном разрезе, где свариваются два закаленных под прессом стальных листа одинаковой толщины;
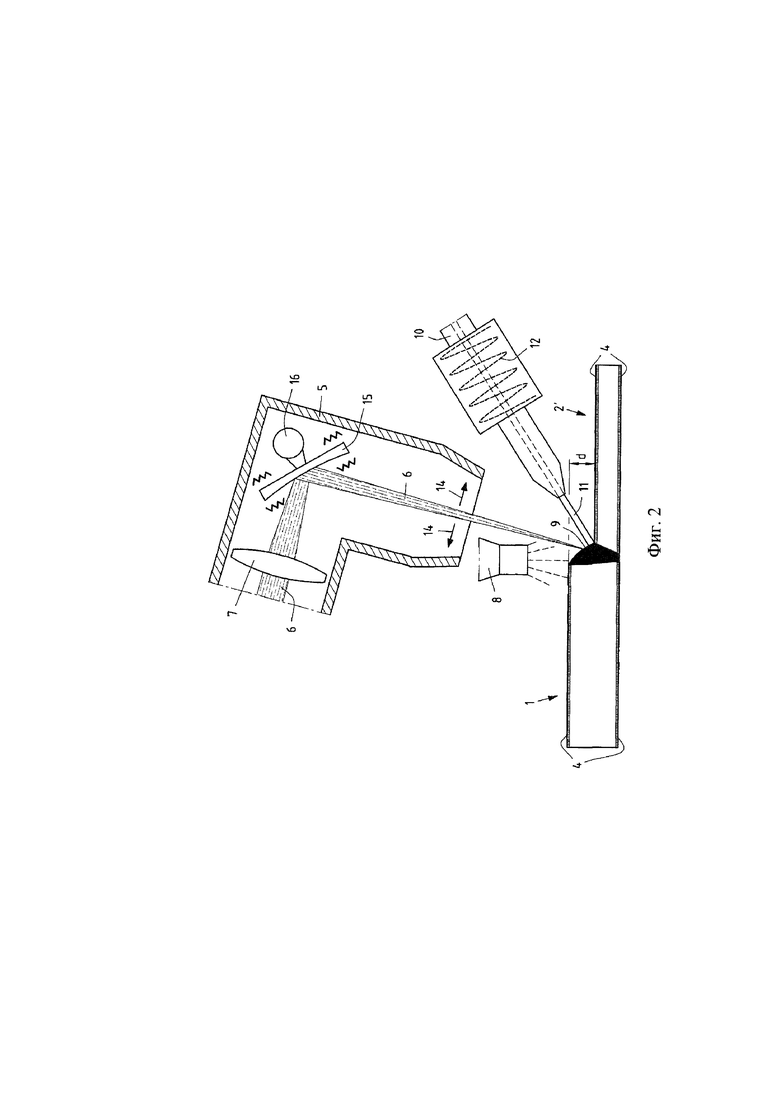
фиг. 2 – частичный схематический вид компонентов устройства для осуществления способа лазерной сварки по изобретению в вертикальном разрезе, где свариваются два закаленных под прессом стальных листа разной толщины;
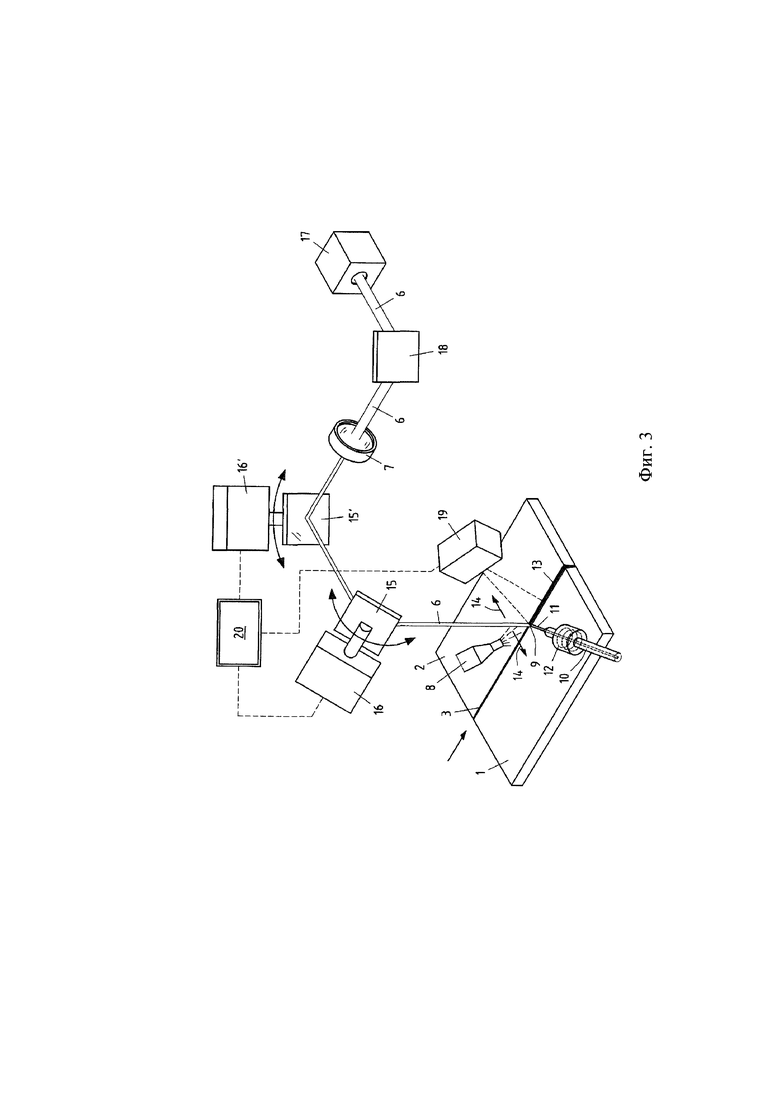
фиг. 3 – перспективный схематический вид компонентов устройства, где свариваются два закаленных под прессом стальных листа.
На фиг. 1 схематично показано устройство для лазерной сварки, с помощью которого можно осуществлять способ по изобретению. Устройство содержит основание (не показано), на котором расположены две полосы или два листа 1, 2, изготовленные из сталей с одинаковыми или отличающимися свойствами материалов, так что их кромки, подлежащие сварке, расположены напротив друг друга для образования стыкового соединения. По меньшей мере, один из стальных листов 1, 2 изготовлен из закаленной под прессом борсодержащей марганцовистой стали. Стальные листы 1, 2 соединены с зазором 3 в стыковом соединении несколько десятых миллиметра (см. фиг. 3). Этот зазор, к примеру, составляет менее 0,6 мм, предпочтительно менее 0,4 мм. При условии, что стальные листы 1, 2 изготавливаются из сталей с отличающимися свойствами материалов, один стальной лист 1 или 2, к примеру, имеет относительно высокую способность к глубокой вытяжке, в то время как лист 2 или 1 состоит из стали повышенной прочности.
Закаленная под прессом сталь, из которой состоит по меньшей мере один из стальных листов 1, 2, подлежащих соединению встык друг с другом, может, к примеру, иметь следующий химический состав:
C – не более 0,45% масс.
Si – не более 0,40% масс.
Mn – не более 2,0% масс.
P – не более 0,025% масс.
S – не более 0,010% масс.
Cr + Mo – не более 0,8% масс.
Ti – не более 0,05% масс.
B – не более 0,0050% масс., и
Al – не менее 0,010% масс.
остальное – железо и неизбежные примеси.
В состоянии поставки, т.е. перед термообработкой и быстрым охлаждением закаленные под прессом стальные листы 1, 2 имеют предел Re текучести предпочтительно по меньшей мере 300 МПа, предел прочности Rm при растяжении, к примеру по меньшей мере 480 МПа, и относительное удлинение A80 при разрыве предпочтительно по меньшей мере 10%. После горячего формования (закалки под прессом), т.е. нагрева до температуры аустенизации приблизительно 900 - 950°, формования при этой температуре и последующего быстрого охлаждения стальные листы имеют предел Re текучести приблизительно 1100 МПа, предел прочности Rm при растяжении приблизительно 1500 – 2000 МПа и относительное удлинение A80 при разрыве приблизительно 5,0%.
Стальные листы 1, 2 имеют металлическое покрытие 4, выполненное из алюминия. Это покрытие предпочтительно является покрытием AL-Si Металлическое покрытие 4 наносят на основной материал с обеих сторон, например, с помощью горячего покрытия окунанием, направляя полосу, изготовленную из закаленной под прессом борсодержащей марганцовистой стали, через ванну с расплавом Al-Si и сдувая излишний материал покрытия с полосы с последующей обработкой покрытой полосы, в частности, посредством нагрева. Содержание алюминия в покрытии 4 может составлять 70 – 90% масс.
Как вариант, только один из подлежащих сварке стальных листов 1, 2 может содержать алюминиевое покрытие 4. Кроме того, в требуемых случаях алюминиевое покрытие 4 может быть нанесено только на одну сторону стального листа (листов) 1, 2, например, с помощью физического осаждения из паровой фазы (PVD) или процесса нанесения электролитического покрытия.
Стальные листы 1, 2, к примеру, по существу, имеют одинаковую толщину, как показано в примере варианта выполнения на фиг. 1. Толщина листа, например, составляет 0,8 – 3,0 мм, причем толщина покрытия на соответствующей стороне листа составляет менее 100 мкм, в частности, менее 50 мкм.
Над стальными листами 1, 2 показана в разрезе головка 5 для лазерной сварки, которая оснащена оптическими устройствами для формирования и наведения лазерного луча 6, в частности, фокусирующая линза 7. Лазерный луч 6 генерируется, к примеру, с помощью лазерной системы Nd:YAG, которая вырабатывает выходную мощность, к примеру, в диапазоне 5 – 6 кВт.
Головка 5 для лазерной сварки функционирует совместно с линией 8 подачи инертного газа. Выпуск линии 8 подачи инертного газа, по существу, направлен в сварочную ванну 9, которая образуется лазерным лучом 6. В качестве инертного газа предпочтительно используют чистый аргон или, к примеру, смесь аргона, гелия и/или углекислого газа.
Кроме того, головка 5 для лазерной сварки функционирует совместно с устройством 10 подачи проволоки, с помощью которого в сварочную ванну 9 подают специальный дополнительный материал в виде проволоки 11, которая также расплавляется лазерным лучом 6. Дополнительная проволока 11 поступает в сварочную ванну 9 предпочтительно в нагретом состоянии. С этой целью устройство 10 подачи проволоки оснащено по меньшей мере одним нагревательным элементом 12, например, нагревательной спиралью, окружающей проволоку 11. С помощью нагревательного элемента дополнительная проволока 11 предпочтительно нагревается до температуры по меньшей мере 50°C, в частности, предпочтительно, до 90°C.
Дополнительная проволока 11, по существу, не содержит алюминия. К примеру, она имеет следующий химический состав:
C – 0,1% масс.
Si – 0,8% масс.
Mn – 1,8% масс.
Cr –0,35% масс.
Mo – 0,6% масс., и
Ni – 2,25% масс.
остальное – железо и неизбежные примеси.
Дополнительная проволока 11 поступает в сварочную ванну 9, образованную лазерным лучом 6, для уменьшения массового содержания алюминия, поступающего в сварочную ванну 9 в результате плавления покрытия 4, и обеспечения однородности сварочной ванны 9 или сварного шва. Дополнительная проволока 11 содержит легирующие элементы, влияющие на стабилизацию аустенита.
Содержание марганца в дополнительной проволоке 11 в этом случае всегда выше содержания марганца в основном материале стальных листов 1, 2 с покрытием. Содержание марганца в дополнительной проволоке 11 предпочтительно приблизительно выше на 0,2% масс., чем содержание марганца в основном материале стальных листов 1, 2 с покрытием. Кроме того, считается благоприятным, когда содержание хрома и молибдена в дополнительной проволоке 11 выше, чем в основном материале стальных листов 1, 2. Общее содержание хрома и молибдена в дополнительной проволоке 11 предпочтительно приблизительно выше на 0,2% масс., чем общее содержание хрома и молибдена в основном материале стальных листов 1, 2. Содержание никеля в дополнительной проволоке 11 предпочтительно составляет 1 – 4% масс. Кроме того, дополнительная проволока 11 предпочтительно имеет содержание углерода по меньшей мере 0,1% масс., особо предпочтительно по меньшей мере 0,3% масс.
Для достижения улучшенной однородности сварного шва и уменьшения надрезов в металле основного материала колебание лазерного луча 6 задают таким образом, чтобы он колебался с высокой частотой поперек направления сварки.
Колебание лазерного луча 6 показано на фиг. 1 стрелками 14, направленными поперек соединения. Частота колебаний лазерного луча 6 составляет по меньшей мере 200 Гц, предпочтительно по меньшей мере 500 Гц, наиболее предпочтительно по меньшей мере 600 Гц. Колебание лазерного луча 6, к примеру, вызывается с помощью отражательного зеркала (отклоняющего зеркала) 15, которое оснащено исполнительным механизмом 16, обеспечивающим высокочастотные колебания зеркала 15, например, пьезоприводом (пьезоэлектрическим приводом). Отражательное зеркало также может быть выполнено как фокусирующее зеркало.
Амплитуда колебания лазерного луча предпочтительно составляет менее 2 мм. Во время соединения стальных листов 1, 2 с зазором 3 несколько десятых миллиметра, например, с шириной зазора 0,9 – 0,2 мм, амплитуда колебания лазерного луча может составлять, например, 1,5 – 0,5 мм. Колебание лазерного луча 6 осуществляется с заданным профилем колебания (формой луча). Исполнительный механизм, связанный с отражательным зеркалом (отклоняющим зеркалом), и опора отражательного зеркала 15 предпочтительно выполнены или настраиваются таким образом, что колебание лазерного луча 6 имеет линейный, кольцевой или многоугольный профиль колебания. Форма кольцевого луча в этом случае может иметь контур профиля колебания в виде круглого кольца, овала или 8-угольный контур колебания. В отличие от этого форма многоугольного луча может, в частности, иметь треугольный, прямоугольный или трапециевидный контур профиля колебания. Опора отражательного зеркала 15, которая может обеспечивать колебание, к примеру, внедрена с помощью пружинящей подвески и/или шарнирно-неподвижной опоры.
Стальные листы 1, 2 свариваются со скоростью подачи предпочтительно более 4 м/мин, например, со скоростью подачи 5 – 6 м/мин, причем или стальные листы 1, 2 движутся с помощью подвижного основания относительно лазерного луча 6 или лазерный луч 6 движется с помощью манипулятора робота относительно стальных листов 1, 2. В этом случае обеспечивается совмещение профиля колебания лазерного луча 6 с движением подачи стальных листов 1, 2 или головки 5 для лазерной сварки.
Вариант выполнения, схематически показанный на фиг. 2, отличается от примера, показанного на фиг. 1, тем, что стальные листы 1, 2' имеют разные толщины, поэтому в стыковом соединении имеется ступень d в направлении по толщине. Например, стальной лист 2' имеете толщину 0,8 – 1,2 мм, в то время как стальной лист 1 имеет толщину 1,6 – 3,0 мм. Кроме того, стальные листы 1, 2', подлежащие соединению друг с другом с помощью стыкового соединения, также могут отличаться друг от друга свойствами материалов. Например, более толстый стальной лист 1 изготавливают из стали повышенной прочности, в то время как более тонкий стальной лист 2' имеет относительно высокую способность к глубокой вытяжке. Стальные листы 1, 2' также соединяют друг с другом с зазором несколько десятых миллиметра.
Устройство для лазерной сварки, используемое для соединения стальных листов 1, 2', по существу, соответствует устройству для лазерной сварки на фиг. 1, так что с учетом компоновки этого устройства дается ссылка на предыдущее описание.
На фиг. 3 показан другой пример варианта выполнения устройства для осуществления способа лазерной сварки по изобретению. Устройство для лазерной сварки содержит генератор 17 лазерного луча, лазерный луч 6 которого направляется с помощью отклоняющего зеркала 18 или т.п. на фокусирующую линзу 7. Сфокусированный лазерный луч 6 далее направляется с помощью по меньшей мере одного колебательного отклоняющего устройства к соединению, ограничивающему небольшой зазор 3 между стальными листами 1, 2, подлежащими сварке в стыковом соединении. Колебательное отклоняющее устройство может быть образовано в этом случае одним или несколькими отклоняющими зеркалами 15, 15’. Отклоняющие зеркала 15, 15' оснащены колебательным исполнительным механизмом 16, 16', например, пьезоприводом.
Дополнительный материал, имеющий свойства, влияющие на стабилизацию аустенита, в форме проволоки 11 поступает в сварочную ванну 9, которая образуется исключительно с помощью колеблющегося лазерного луча 6, с помощью устройства 10 подачи проволоки, причем конец дополнительной проволоки расплавляется в сварочной ванной 9 или в рабочей точке лазерного луча 6. С помощью линии 8 подачи инертного газа, выпуск которой направлен в сварочную ванну 8, инертный газ, например, аргон и/или гелий, поступает в эту сварочную ванну.
Кроме того, устройство для лазерной сварки на фиг. 3 содержит устройство, с помощью которого определяется геометрия сварного шва 13, и частота колебания и/или амплитуда колеблющегося лазерного луча 6 автоматически варьируются в зависимости от определяемой геометрии сварного шва 13. Геометрия лазерного сварного шва, к примеру, определяется с помощью сенсорного устройства 19, которое имеет камеру и подсветку лазерной линии, причем геометрия сварного шва 13, в частности, профили различных высот и их положения определяются по методу триангуляции. Как вариант или дополнительно, геометрия сварного шва 13 также может быть определена с помощью индуктивных методов измерения, в частности, с помощью токовихревых испытаний или токовихревого датчика. Измерительные сигналы от сенсорного устройства передаются на компьютер 20, который оценивает измерительные сигналы и регулирует колебательный исполнительный механизм (механизмы) 16, 16' в зависимости от измерительных сигналов сенсорного устройства.
Внедрение изобретения не ограничивается до примеров вариантов выполнения, схематически показанных на чертежах. Фактически, допустимы многочисленные варианты, которые также используются в изобретении в случае, когда конструкция отличается от схематических примеров, как указано в приложенной формуле изобретения. В частности, объем изобретения предусматривает совместное использование множества признаков примеров вариантов выполнения, описанных на основании фиг. 1 – 3.
Перечень номеров позиций
1 – стальной лист (лист толщиной более 3мм)
2 – стальной лист (лист толщиной более 3мм)
2’ – стальной лист (лист толщиной более 3мм)
3 – зазор
4 – металлическое покрытие, выполненное из AL, например, Al-Si
5 – головка для лазерной сварки
6 – лазерный луч
7 – фокусирующая линза
8 – линия подачи инертного газа
9 – сварочная ванна
10 – устройство подачи проволоки
11 – дополнительная проволока
12 – нагревательный элемент
13 – сварной шов
14 – стрелки
15, 15' – отражательное зеркало (отклоняющее зеркало)
16, 16' – исполнительный механизм
17 – генератор лазерного луча
18 – отклоняющее зеркало
19 – сенсорное устройство
20 – компьютер (контроллер)
d – ступень в направлении толщины
Изобретение относится к способу лазерной сварки одного или нескольких стальных листов, изготовленных из закаленной под прессом борсодержащей марганцовистой стали, причем по меньшей мере один и стальных листов (1, 2; 2') имеет покрытие (4), выполненное из алюминия. Выполняют лазерную сварку с подачей дополнительной проволоки (11) в сварочную ванну (9), образованную с помощью лазерного луча (6). Дополнительная проволока (11) содержит по меньшей мере один легирующий элемент, влияющий на стабилизацию аустенита. Лазерный луч (6) настраивают таким образом, что он колеблется поперек направления сварки с частотой по меньшей мере 200 Гц. Технический результат состоит в том, что при относительно низком расходе энергии обеспечивается прочность сварного шва после горячего формования (закалки под прессом), сопоставимая с прочностью основного материала, при этом можно исключить удаление алюминиевого покрытия на кромках листов, подлежащих сварке. 11 з.п. ф-лы, 3 ил.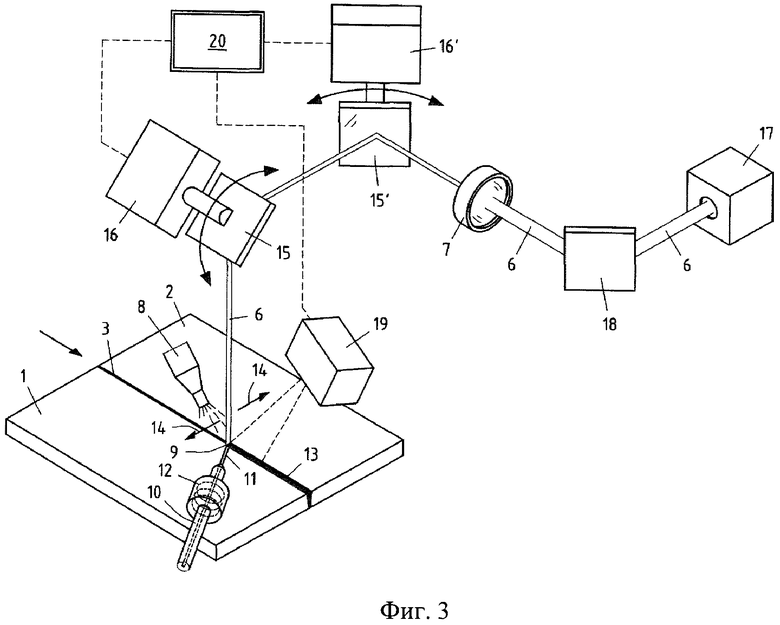
1. Способ лазерной сварки одного или нескольких стальных листов, изготовленных из закаленной под прессом борсодержащей марганцовистой стали, причем по меньшей мере один из стальных листов (1, 2; 2') имеет покрытие (4), выполненное из алюминия, включающий выполнение лазерной сварки посредством подачи присадочной проволоки (11) в сварочную ванну (9), образованную исключительно с помощью лазерного луча (6), причем подают присадочную проволоку (11), содержащую по меньшей мере один легирующий элемент, влияющий на стабилизацию аустенита, при этом лазерный луч (6) приводят в колебание таким образом, что он колеблется поперек направления сварки, отличающийся тем, что лазерный луч (6) колеблют с частотой по меньшей мере 200 Гц, при этом определяют геометрию сварного шва (13), а частоту колебаний и/или амплитуду колебаний лазерного луча (6) изменяют в зависимости от определенной геометрии сварного шва (13).
2. Способ по п. 1, отличающийся тем, что лазерный луч (6) колеблют с частотой предпочтительно по меньшей мере 500 Гц.
3. Способ по п. 1, отличающийся тем, что стальной лист или стальные листы (1, 2; 2') соединяют при лазерной сварке стыковым соединением или нахлесточным соединением с зазором (3) менее 0,8 мм, предпочтительно менее 0,6 мм, наиболее предпочтительно менее 0,4 мм.
4. Способ по п. 1 или 3, отличающийся тем, что амплитуда колебания лазерного луча (6) составляет менее 2 мм, предпочтительно менее 1 мм.
5. Способ по любому из пп. 1-4, отличающийся тем, что лазерную сварку выполняют со скоростью подачи более 4 м/мин, предпочтительно со скоростью подачи 5-8 м/мин.
6. Способ по любому из пп. 1-5, отличающийся тем, что осуществляют колебание лазерного луча (6) с линейным, кольцевым или многоугольным профилем.
7. Способ по любому из пп. 1-6, отличающийся тем, что присадочная проволока (11) имеет массовую долю углерода по меньшей мере 0,1% масс., предпочтительно по меньшей мере 0,3% масс.
8. Способ по любому из пп. 1-7, отличающийся тем, что присадочная проволока (11) имеет следующий состав:
C 0,1-0,4% масс.,
Si 0,5-2,0% масс.,
Mn 1,0-2,5% масс.,
Cr+Mo 0,5-2,0% масс. и
Ni 1,0-4,0% масс.,
остальное - железо и неизбежные примеси.
9. Способ по любому из пп. 1-8, отличающийся тем, что присадочную проволоку (11) нагревают перед подачей в сварочную ванну (9) по меньшей мере на продольном участке до температуры по меньшей мере 50°C, предпочтительно по меньшей мере до 90°C.
10. Способ по любому из пп. 1-9, отличающийся тем, что во время лазерной сварки в сварочную ванну (9) подают инертный газ.
11. Способ по любому из пп. 1-10, отличающийся тем, что стальной лист или листы (1, 2; 2') имеет толщину 0,5-4 мм, предпочтительно 0,8-2,5 мм.
12. Способ по любому из пп. 1-11, отличающийся тем, что стальные листы (1, 2; 2') имеют разные толщины и/или разные пределы прочности при растяжении.
| WO 2017103149 A1, 22.06.2017 | |||
| DE 102012008940 A1, 14.11.2013 | |||
| US 20140054273 A1, 27.02.2014 | |||
| DE 102015115915 A1, 23.03.2017 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 2011 |
|
RU2547987C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛА | 1993 |
|
RU2094225C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ ИМПУЛЬСНЫМ ИЗЛУЧЕНИЕМ В ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1633646A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |

