Изобретение относится к прокатному производству, в частности к способам правки фасонных профилей с помощью роликоправильной машины горизонтального типа с регулировкой осевого смещения роликов.
Известен способ правки фланцевых профилей патент RU №2203757 С2 (заявка № 2000108501/02 от 04.04.2000г МПК7 В21D 3/16, опубл. 10.06.2003), включающий воздействие на фланец профиля знакопеременными усилиями, прикладываемыми в шахматном порядке в одной плоскости перпендикулярно к поверхности фланца, причем, воздействие на фланец знакопеременными нагрузками осуществляется на двух участках по его ширине, расположенных симметрично относительно оси фланца.
Недостатком данного изобретения является то, что используя данную технологию возможно производить правку только симметричных профилей.
Известен способ «APPARATUS FOR STRAIGHTENING OF WELDED GIRDERS патент GB№1355431 (A) (заявка GB № 34649/71 от 24 июля 1970 г.) B21D3/16; B21D7/08; (МПК1-7): B21B1/10; B21D3/02, опубл. 1974-06-05, где сварную балку углового сечения правят путем одновременной прокатки и гибки балки в области сварного соединения между стенкой 2 и поясом 3, рис. 3, верхним и нижним валками 6, 7, расположенными между парой гибочных валков 8, 9, при этом прокатка происходит в плоскости, содержащей оси верхних и нижних валков, в которой будут возникать наибольшие напряжения, вызванные изгибом.
Недостатком данного изобретения является то, что предложенная технология распространяется на сварные профиля, а также суммарный изгибающий момент распределён по краям профиля.
Наиболее близким (прототипом) по технической сущности к заявленному устройству, по количеству сходных признаков, является изобретение «Способ изготовления гнутых зетовых профилей» патент RU №2065791 С1 (заявка № 92002525/08 от 27.10.1992 МПК6 В21D 5/06, опубл. 27.08.1996 г.), включающий, последовательную по переходам подгибку полок профиля на одинаковые углы, отличающийся тем, что при изготовлении гнутых зетовых профилей с конечными углами подгибки между стенкой и полками, превышающими 90°, подгибку по переходам осуществляют при плоскопараллельном перемещении полок друг относительно друга одновременно с поворотом стенки вокруг оси формовки, проходящей через её центр тяжести в сторону, противоположную направлению подгибки полок, в каждом переходе на угол, равный углу подгибки полок в этом переходе, а в предчистовых переходах полки изгибают по радиусу и затем выпрямляют с фиксацией свободных концов полок, обеспечивая перемещение мест изгиба между стенкой и полками по взаимно противоположных направлениях до заданного положения.
Недостатком данного изобретения является то, что технология применяется для гнутого из листа, а не горячекатанного зетового профиля, при этом все происходит в профилегибочном комплексе, с большим количеством роликов.
Технический результат на достижение которого направлено данное изобретение является:
- уменьшение остаточного скручивания профиля после одного пропуска, возможность устранения кривизны профиля с высокой серповидностью и как следствие снижение брака по кривизне;
- смещение суммарного изгибающего момента правки к центру профиля, соответственно снижение консольной нагрузки на подшипники и как следствие увеличение рабочей нагрузки роликоправильной машины, с осуществлением полной правки за меньшее количество пропусков, равномерное распределение нагрузки по поверхности бандажа, и уменьшение износа, с повышением стойкости бандажей в 2 раза.
Указанный технический результат достигается тем, что способ правки зетового профиля, включающий, задачу полосы в роликоправильную машину и правку ее роликами пропусков, согласно изобретения бандажи роликов попарного смещают по оси правки, при этом обеспечивают зону контакта бандажа поочередно, вначале нижнего бандажа 3 с опорной полкой 5 с созданием рассредоточенного усилия Q2, а затем верхнего бандажа 2 со сварной полкой 6 с созданием рассредоточенного усилия Q1.
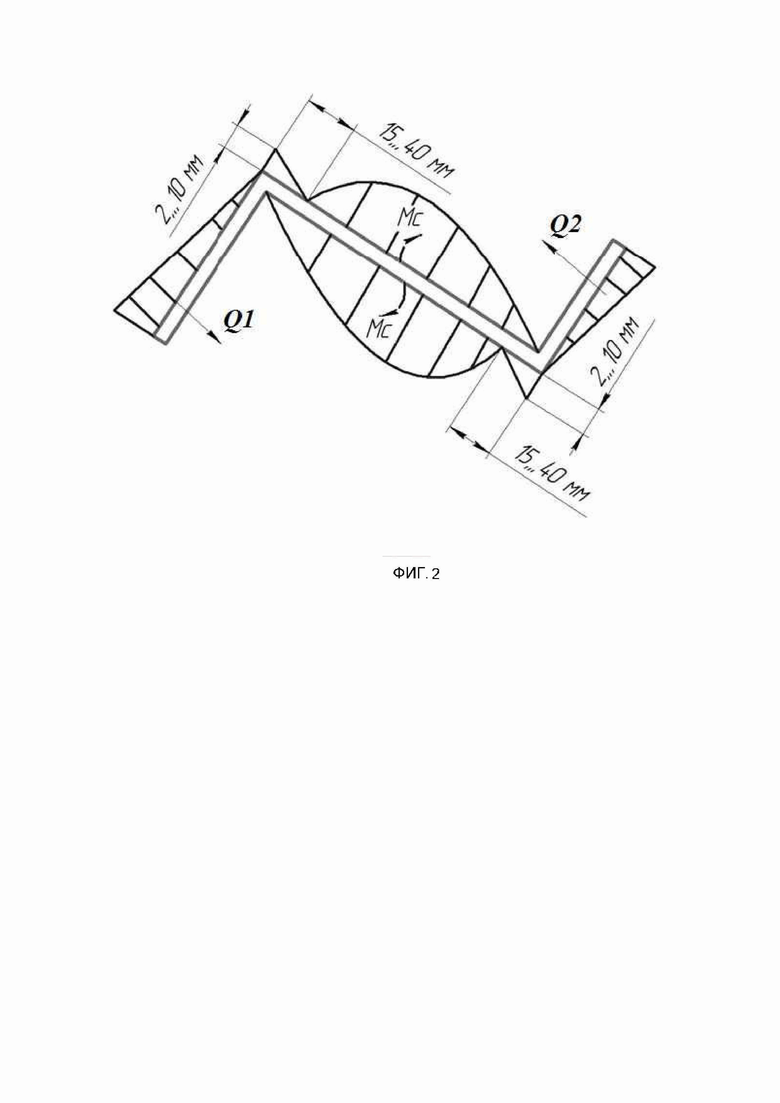
Кроме того, производят проточку канавки 7 на глубину от 2 до 10
мм шириной от 15 до 40 мм, с освобождением угловой зоны профиля от прямого контакта с бандажом, причем смещают суммарный изгибающий момент ближе к центру профиля.
Уменьшение величины проточки канавки на глубину ниже 2 мм и шириной ниже 15 мм приведет к недостаточному эффекту и будет создаваться контакт зетового профиля с поверхностью канавки, что не даст возможности работы по предложенной схеме.
Увеличение величины проточки канавки на глубину выше 10мм и шириной выше 40 мм приведет к отсутствию контакта на поверхности более 40 мм, и как следствие к возможной остаточной кривизне профиля в процессе правки по поверхности контакта с канавками.
Попарное смещение бандажей роликов по оси правки, с обеспечением зоны контакта бандажа поочередно, вначале нижнего бандажа 3 с опорной полкой 5 с созданием рассредоточенного усилия Q2, а затем верхнего бандажа 2 со сварной полкой 6 с созданием рассредоточенного усилия Q1, обеспечивает возможность правки зетового профиля, со смещением момента нагружения, за счет применения расточенных канавок в ребровых впадинах и осевого смещения бандажей относительно исходной линии правки для создания переменной нагрузки на стенку и полки профиля, что благоприятно влияет на рассредоточенность напряжений и качество правки.
Техническая сущность изобретения поясняется чертежами, на которых изображены:
ФИГ.1. Существующая схема правки, расположение роликов пропусков.
ФИГ.2 Предлагаемая схема правки – нагрузочная схема усилий и моментов.
Где: Q1 – равнодействующая от контакта верхнего бандажа со сварной полкой 6;
Q2 – равнодействующая от контакта нижнего бандажа с опорной полкой 5;
Mс – cуммарный изгибающий момент.
Описание ссылочных позиционных номеров:
1 - стенка профиля;
2 - верхний бандаж;
3 - нижний бандаж;
4 - поверхность зажатия профиля;
5 - опорная полка;
6 - сварная полка;
7 - канавка.
В процессе правки зетового профиля (в частности профиля Z хребтовой балки шкворневого узла железнодорожных вагонов) (Фиг.1.) основная нагрузка приходится на стенку профиля 1, что характеризуется плотным зажатием стенки профиля 1 между верхним 2 и нижним 3 бандажом по поверхности 4. Также максимальный крутящий момент приходится на поверхность, находящуюся ближе к вершине впадины 7, а данное место бандажа из-за особенности конструкции имеет минимальную твердость, в связи с максимальной глубиной, где в процессе объемной закалки, которая применяется при термообработке бандажей происходит максимальное удаление закаленного слоя, поэтому в процессе работы в данной зоне 7 по мере износа бандажа, происходит снижение качества правки.
Данный способ осуществляют следующим образом:
Для обеспечения более равномерной правки производят проточку канавки 7 на глубину от 2 до 10 мм шириной от 15 до 40 мм, с освобождением данной зоны от прямого контакта (Фиг. 2), затем правку осуществляют за счет попарного осевого смещения бандажей, обеспечивая зону контакта бандажа поочередно нижнего бандажа 3 с опорной полкой 5, создавая рассредоточенное усилие Q2 и верхнего бандажа 6 со сварной полкой 7, создавая рассредоточенное усилие Q1, что уменьшает суммарный изгибающий момент Мс на стенку 1, смещая его равнодействующую к центру стенки 1, при этом создается благоприятное условие для правки, а также более равномерный износ поверхности бандажей.
Данный способ может быть реализован с помощью роликоправильной машины горизонтального типа с регулировкой осевого смещения роликов.
Так, например, предлагаемый способ был опробован в рельсобалочном цехе на АО «ЕВРАЗ Нижнетагильский металлургическом комбинате» при изготовлении зетового профиля Z310, предназначенного для дальнейшего изготовления хребтовой балки шкворневого узла железнодорожных вагонов из стали Сталь 3сп, имевшую высоту стенки 310 мм, ширину опорной полки 130 мм, ширину сварной полки 186 мм. По разработанной технологии по данному способу профиль формировался в шести переходах, при этом изгиб полок производился за один переход.
Замеры зетовых профилей Z310 мм, изготовленные данным способом и способом, известным из наиболее близкого аналога, позволили установить следующее отклонения:
- фактический угол между сварной полкой и стенкой составил 90±0,3º,
- фактический угол между опорной полкой и стенкой составил 90±0,2º, что существенно превышает требования ГОСТ 5267.3-90
Таким образом, данное техническое решение соответствует критерию «новизна».
Применение предлагаемого способа правки зетового профиля обеспечивает возможность правки профиля зетового, со смещением момента нагружения, за счет применения расточенных канавок в ребровых впадинах и осевого смещения бандажей относительно исходной линии правки для создания переменной нагрузки на стенку и полки профиля, что благоприятно влияет на рассредоточенность напряжений и качество правки.
Анализ патентов и научно-технической информации не выявил использования новых существенных признаков, используемых в предлагаемом решении. Следовательно, предлагаемое изобретение соответствует критерию «изобретательский уровень».
Подтверждено, что использование данного изобретения дает следующий эффект:
- уменьшение остаточного скручивания профиля после одного пропуска;
- возможность устранения кривизны профиля с высокой серповидностью;
- смещение суммарного изгибающего момента правки к центру профиля, соответственно снижение консольной нагрузки на подшипники и как следствие увеличение рабочей нагрузки роликоправильной машины, с осуществлением полной правки за меньшее количество пропусков;
- равномерное распределение нагрузки по поверхности бандажа, и уменьшение износа, с повышением стойкости бандажей в 2 раза.
Источники информации
[1] Патент № RU 2203757 С2 (заявка № 2000108501/02 от 04.04.2000г) МПК7 В21D 3/16, опубл. 10.06.2003, «СПОСОБ ПРАВКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ».
[2] Патент № GB1355431 (A) (заявка № GB 19710034649 19710723 от 24 июля 1970 г.) B21D3/16 ; B21D7/08 ; (МПК1-7): B21B1/10; B21D3/02, «APPARATUS FOR STRAIGHTENING OF WELDED GIRDERS», опубл. 1974-06-05.
[3] Патент RU 2065791 С1 (заявка № 92002525/08 от 27.10.1992) МПК6 В21D 5/06, опубл. 27.08.1996 г. «Способ изготовления гнутых зетовых профилей».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 2008 |
|
RU2386508C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ | 2001 |
|
RU2212288C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| Способ изготовления гнутых зетовых профилей проката | 1988 |
|
SU1519812A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |

Изобретение относится к прокатному производству и может быть использовано при правке фасонных профилей в роликоправильной машине горизонтального типа с регулировкой осевого смещения роликов. Создают нагрузку на стенку и полки профиля бандажами роликов пропусков роликоправильной машины. При этом используют бандажи с расточенной в ребровых впадинах канавкой, имеющей глубину от 2 до 10 мм и ширину от 15 до 40 мм. Осуществляют попарное осевое смещение бандажей роликов относительно линии правки с обеспечением зоны контакта бандажей с полками поочередно. Вначале создают зону контакта нижнего бандажа с опорной полкой зетового профиля с созданием рассредоточенного усилия. Затем обеспечивают зону контакта верхнего бандажа со сварной полкой зетового профиля с созданием рассредоточенного усилия. В результате обеспечивается снижение брака по кривизне, осуществление полной правки за меньшее количество пропусков и повышение стойкости бандажей роликов. 2 ил.
Способ правки зетового профиля, имеющего стенку и опорную и сварную полки, включающий создание нагрузки на стенку и полки профиля бандажами роликов пропусков роликоправильной машины, при этом используют бандажи с расточенной в ребровых впадинах канавкой, имеющей глубину от 2 до 10 мм и ширину от 15 до 40 мм, и осуществляют попарное осевое смещение бандажей роликов относительно линии правки с обеспечением зоны контакта бандажей с полками поочередно, причем вначале обеспечивают зону контакта нижнего бандажа с опорной полкой зетового профиля с созданием рассредоточенного усилия, а затем – зону контакта верхнего бандажа со сварной полкой зетового профиля с созданием рассредоточенного усилия.
| Вальцевой станок для правки уголкового, зетового и другого тому подобного профиля железа | 1931 |
|
SU36139A1 |
| СПОСОБ ПРАВКИ ГОРЯЧЕГО ФАСОННОГО ПРОКАТА | 2004 |
|
RU2366526C2 |
| US 2974710 A1, 14.03.1961 | |||
| US 20080202187 A1, 28.08.2008 | |||
| Способ хирургического лечения рецидива кистозного образования над телом клапанного дренажа "Ahmed" | 2023 |
|
RU2806508C1 |

