Область и уровень техники
Изобретение относится к способу сборки шин и системе сборки шин, предназначенным, в частности, для навивки ленты.
В JP 2004-299184 A раскрыто, что традиционно измерение профиля отформованной шины, то есть профиля, определяемого ее внешней формой, выполняли после завершения формования шины. Однако оценка качества формования занимает время, и в результате процесс формования удлиняется. Кроме того, при известном измерении профиля было невозможно получить информацию о качестве формования во время навивки. В результате имели место непроизводительные затраты материалов и рабочего времени в случае, если после завершения формирования шины определяли, что возникла проблема, связанная с качеством.
В JP 2004-299184 A раскрыт прибор для измерения профиля, предназначенный для решения вышеупомянутых проблем и предусмотренный с датчиком смещения, который расположен вблизи экструзионного сопла для незамедлительного измерения образуемого профиля при навивке ленты и формировании профиля за счет наложения слоя на слой. При одновременном определении углового положения барабана и горизонтального положения сопла вычислительный блок может точно рассчитать образуемый профиль в реальном времени от начала формования до завершения формования. Следовательно, любые проблемы, связанные с качеством, могут быть выявлены во время формования вместо их выявления после завершения формования.
В WO 2017/198465 A1 раскрыта система для изготовления шин, предназначенная для контроля профиля изделия, имеющего один или более эластомерных слоев, которые получены посредством непрерывной экструзии ленты. Ленту накладывают по спирали вокруг формообразующей поверхности так, чтобы соседние края ленты не перекрывались. Длину окружности/окружную периферию каждого слоя измеряют во время наложения данного слоя и сравнивают со прогнозируемым пороговым значением. Процесс может включать завершение цикла наложения до последующего наложения другого слоя при индикации неэквивалентности при сравнении определенного значения с заданным значением длины окружности. После этого параметр процесса регулируют, и процесс повторяют во время последующих циклов наложения для гарантирования того, что длина окружности/окружная периферия любого профиля изделия будет соответствовать прогнозируемому значению.
Сущность изобретения
Недостаток известных средств измерений согласно JP 2004-299184 A и WO 2017/198465 A1 состоит в том, что они просто обеспечивают контроль качества в реальном времени в отношении образованного профиля, который образуется во время изготовления. Если проблема, связанная с качеством, возникает в конце или незадолго до конца формования шины, материал и рабочее время и в этом случае будут затрачены непроизводительно, и данное решение не лучше обычного измерения профиля. Несмотря на то, что такой завершенный производственный цикл может быть расценен как пробная операция, ясно, что исходной задачей производственного цикла было получение готового изделия. Следовательно, параметры и значения, которые были использованы, соответствуют профилю, который был сформирован. Оператор может путем проб и ошибок незначительно отрегулировать различные параметры на основе завершенного производственного цикла, но должен ожидать формования шины, чтобы дойти до той же стадии, на которой ранее возникла проблема, связанная с качеством, для определения того, действительно ли улучшилось качество. Кроме того, при переходе к новой смеси исходного материала или другому типу компонента шины новые проблемы, связанные с качеством, могут возникнуть в разных частях при формовании шины, и процесс c использованием метода проб и ошибок начинается сначала.
Следовательно, решения, раскрытые в JP 2004-299184 A и WO 2017/198465 A1, не обеспечивают надлежащей обратной связи, которая позволяет оператору прогнозировать поведение ленты во время последующего формования шины и в первую очередь принять меры для предотвращения возникновения проблем, связанных с качеством.
Задача настоящего изобретения состоит в том, чтобы предложить систему сборки шин и способ, в частности, предназначенные для навивки ленты, при которых качество сборки шин может быть повышено.
Согласно первому аспекту изобретения предложен способ сборки шин, включающий этап:
- обеспечения выбора между технологическим режимом, предназначенным для формирования компонента шины, и тестовым режимом, предназначенным для получения результатов измерений в тестовом режиме, при этом выбор обеспечивается перед выполнением тестового режима;
при этом тестовый режим включает этапы:
- обеспечения наличия цилиндрической поверхности для измерений, проходящей концентрически вокруг центральной оси;
- спиральной навивки непрерывной испытательной ленты в виде множества витков вокруг указанной центральной оси на цилиндрической поверхности для измерений, при этом один или более витков из множества витков испытательной ленты имеют шаг в аксиальном направлении, параллельном центральной оси, который больше ширины испытательной ленты в том же аксиальном направлении в указанных одном или более витках; и
- получения результатов измерений в тестовом режиме для по меньшей мере одного из витков из данных одного или более витков испытательной ленты;
при этом технологический режим включает этап:
- формирования компонента шины из технологической ленты на технологической поверхности посредством использования одного или более параметров формирования;
при этом способ дополнительно включает этапы выполнения сначала тестового режима и последующего выполнения технологического режима, при этом по меньшей мере один из данных одного или более параметров формирования задают до формирования компонента шины на основе результатов измерений испытательной ленты, полученных в тестовом режиме.
Спиральная навивка данных одного или более витков испытательной ленты при заданном шаге приводит к тому, что указанные один или более витков будут отделены или расположены на расстоянии в аксиальном направлении от витков, следующих непосредственно за ними. Другими словами, данные один или более витков могут быть наложены без перекрывания на цилиндрическую поверхность для измерений. Следовательно, результаты измерений, которые получены для данных одного или более витков испытательной ленты, могут обеспечить точную обратную связь для оператора по результатам измерений и/или характеристикам указанной испытательной ленты, полученным из указанных результатов измерений отдельных витков. Выбор инициирования тестового режима вместо технологического режима имеет преимущество, заключающееся в том, что указанный тестовый режим не ограничен параметрами и/или значениями, используемыми в технологическом режиме. Вместо этого большое число самых разных параметров формирования и/или большой диапазон значений одного или более параметров формирования могут быть проверены на отдельных витках одной и той же испытательной ленты для получения большого числа результатов измерений. Этот большой объем данных обратной связи может быть использован для более точного прогнозирования поведения технологической ленты во время технологического режима. Результаты измерений также могут быть использованы для прогнозирования поведения технологической ленты во время реализации различных программ производства, то есть при переходе к другому типу компонента шины. В частности, на основе одного тестового режима оператор может определить, вычислить, проверить, откалибровать и/или отрегулировать параметры формирования для формирования компонентов шины одного или более типов. На основе результатов измерений оператор может в конечном счете запрограммировать или задать параметры формирования для повышения качества сборки шин.
В предпочтительном варианте осуществления выбор обеспечивают для оператора посредством пользовательского интерфейса. Следовательно, оператор может вручную осуществить выбор тестового режима или технологического режима перед выполнением одного из указанных режимов.
В другом варианте осуществления технологическую ленту навивают, используя первый параметр формирования со значением, которое задано во время навивки технологической ленты согласно технологической последовательности на основе положения технологической ленты в компоненте шины, который формируется, при этом испытательную ленту навивают, используя первый параметр формирования со значением, которое задано во время навивки испытательной ленты согласно тестовой последовательности, которая не зависит от технологической последовательности. Другими словами, тестовая последовательность не ограничена значениями, параметрами формирования, программами формирования и/или порядка выполнения указанных программ формирования. Следовательно, испытательная лента может быть изготовлена при большом числе самых разных параметров формирования и/или большом диапазоне значений указанных параметров формирования, поскольку указанная испытательная лента не предназначена для производства.
В другом варианте осуществления технологическую ленту навивают, используя первый параметр формирования с технологическими значениями, которые все находятся в пределах диапазона технологических значений, при этом испытательную ленту навивают, используя первый параметр формирования с по меньшей мере одним значением для испытаний, которое находится за пределами диапазона технологических значений. Следовательно, в отличие от технологического режима относительно большое число результатов измерений может быть получено для значений, которые находятся в пределах, а также за пределами нормального диапазона, который используется во время технологического режима. Это обеспечивает возможность использования результатов измерений для задания параметров формирования для программ производства, отличающихся от той, которая выбрана в настоящий момент. Следовательно, тестовый режим необязательно должен выполняться снова для каждого перехода к новому типу компонента шины.
В еще одном варианте осуществления первый виток из данных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный с первым значением, и второй виток из данных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный со вторым значением, отличающимся от первого значения, при этом способ включает этап интерполяции или экстраполяции результатов измерений испытательной ленты, полученных в тестовом режиме, для значений первого параметра формирования соответственно в диапазоне между первым значением и вторым значением или за пределами диапазона, ограниченного первым значением и вторым значением. При интерполяции или экстраполяции результатов измерений, полученных в тестовом режиме, результаты измерений, полученные в тестовом режиме, могут быть спрогнозированы в большом диапазоне без фактического получения результатов измерений для каждого значения в данном диапазоне.
Испытательную ленту, полученную во время тестового режима, предпочтительно не используют для формирования компонента шины или его части в технологическом режиме. Аналогично вышеуказанному, поскольку испытательная лента не используется в технологическом режиме, параметры формирования и/или их значения могут быть изменены в значительной степени независимо от технологического режима.
В дополнительном варианте осуществления первый виток из данных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный с первым значением, и второй виток из данных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный со вторым значением, отличающимся от первого значения, при этом первый виток, второй виток или оба витка по меньшей мере частично навивают, используя второй параметр формирования, отличающийся от первого параметра формирования и заданный с третьим значением, при этом третий виток из данных одного или более витков испытательной ленты по меньшей мере частично навивают, используя второй параметр формирования, заданный с четвертым значением, отличающимся от третьего значения. При сравнении результатов измерений первого витка, второго витка или обоих витков с результатами измерений третьего витка эффект от изменения третьего значения на четвертое значение можно оценить и использовать для прогнозирования поведения ленты для формирования при задании второго параметра формирования.
В альтернативном варианте параметры формирования сохраняют постоянными для всех витков из множества витков испытательной ленты, при этом по меньшей мере один из данных одного или более параметров формирования регулируют в технологическом режиме для компенсации изменения в результатах измерений, полученных в тестовом режиме, с течением времени. Испытательная лента может начать вести себя по-другому с течением времени, например, вследствие того, что испытательная лента начинает затвердевать. Результаты измерений, полученные в тестовом режиме, могут обеспечить обратную связь для оператора в отношении влияния этих изменений с течением времени на испытательную ленту, чтобы дать возможность оператору отрегулировать один или более из параметров формирования для выполнения соответствующей компенсации.
В еще одном варианте осуществления данные один или более витков испытательной ленты включают начальный виток испытательной ленты, образуемый на цилиндрической поверхности для измерений во время начальной стадии спиральной навивки испытательной ленты, при этом результаты измерений, полученные в тестовом режиме, включают результаты измерений начала начального витка на цилиндрической поверхности для измерений. В качестве дополнения или альтернативы данные один или более витков испытательной ленты включают последний виток испытательной ленты, образуемый на цилиндрической поверхности для измерений во время конечной стадии спиральной навивки испытательной ленты, при этом результаты измерений, полученные в тестовом режиме, включают результаты измерений конца последнего витка на цилиндрической поверхности для измерений. В начале навивки испытательная лента может вести себя по-другому, например, в результате запуска экструдера или в результате наложения переднего конца испытательной ленты на поверхность для измерений. В конце навивки последнего витка испытательная лента может вести себя по-другому, например, в результате отрезки или отрыва испытательной ленты. Результаты измерений, полученные в тестовом режиме, могут обеспечить обратную связь для оператора в отношении поведения испытательной ленты во время начала навивки начального витка или во время окончания навивки последнего витка, при этом указанные данные обратной связи могут быть использованы для регулирования одного или более из параметров формирования для обеспечения соответствующей компенсации.
В дополнительном варианте осуществления множество витков навивают в виде одного слоя вокруг цилиндрической поверхности для измерений, при этом тестовый режим заканчивают после завершения формирования данного одного слоя. При навивке испытательной ленты в виде одного слоя каждый виток виден и может быть измерен снаружи.
В дополнительном варианте осуществления цилиндрическая поверхность для измерений представляет собой технологическую поверхность, при этом способ включает этап удаления испытательной ленты с поверхности для измерений перед формированием компонента шины в технологическом режиме. Поскольку технологическая поверхность и поверхность для измерений представляют собой одну и ту же поверхность, поведение испытательной ленты на поверхности для измерений соответствует поведению технологической ленты на технологической поверхности. Следовательно, результаты измерений испытательной ленты, полученные в тестовом режиме, могут быть использованы в качестве надежных данных обратной связи для прогнозирования поведения технологической ленты на технологической поверхности.
В альтернативном варианте технологическая поверхность представляет собой цилиндрическую технологическую поверхность, при этом способ включает этапы установки приспособления для измерений вокруг цилиндрической технологической поверхности перед спиральной навивкой испытательной ленты и удаления приспособления для измерений с технологической поверхности после завершения спиральной навивки испытательной ленты и перед формированием компонента шины, при этом цилиндрическая поверхность для измерений образована приспособлением для измерений и проходит концентрически вокруг центральной оси, когда приспособление для измерений установлено вокруг цилиндрической технологической поверхности. Цилиндрическая технологическая поверхность может быть не оптимизирована для получения результатов измерений. Например, контраст может быть слишком малым для обеспечения возможности оптических измерений, технологическая поверхность может быть недостаточно гладкой или может быть не идеально круглой. В некоторых применениях технологическая поверхность содержит прорези или зазоры, которые создают возможность проникновения материала испытательной ленты. Для получения более надежных и/или более достоверных результатов измерений, полученных в тестовом режиме, поверхность для измерений может быть предусмотрена на приспособлении для измерений, которое проходит вокруг технологической поверхности. Наружный диаметр поверхности для измерений на приспособлении для измерений предпочтительно является как можно более близким к наружному диаметру технологической поверхности, чтобы эффект от увеличения диаметра на приспособлении для измерений был минимизирован и/или был пренебрежимо малым.
В другом альтернативном варианте осуществления технологическая поверхность представляет собой цилиндрическую технологическую поверхность, при этом цилиндрическая поверхность для измерений и цилиндрическая технологическая поверхность смещены друг относительно друга в аксиальном направлении. При выполнении поверхности для измерений в аксиальном направлении сбоку по отношению к технологической поверхности формирование компонента шины не будет зависеть от и/или не будет задерживаться вследствие удаления приспособления для измерений согласно предыдущему варианту осуществления или удаления испытательной ленты с технологической поверхности в варианте осуществления, предшествующем данному варианту.
В каждом из предшествующих вариантов осуществления, в которых предусмотрена цилиндрическая технологическая поверхность, компонент шины может быть сформирован посредством спиральной навивки технологической ленты в виде множества витков на технологической поверхности. Поскольку осуществляется навивка как испытательной ленты, так и технологической ленты, результаты измерений испытательной ленты, полученные в тестовом режиме, могут обеспечить полезную обратную связь для прогнозирования поведения технологической ленты в аналогичных витках.
Множество витков технологической ленты предпочтительно имеют шаг в аксиальном направлении, который меньше ширины технологической ленты в том же аксиальном направлении. Следовательно, в отличие от испытательной ленты витки технологической ленты размещают с перекрытием для формирования компонента шины из витков указанной технологической ленты.
Более предпочтительно, если шаг данных одного или более витков испытательной ленты по меньшей мере в полтора раза или в два раза превышает наибольший шаг спиральных витков технологической ленты. Следовательно, витки испытательной ленты могут быть в достаточной степени разнесены для обеспечения возможности получения результатов измерений в тестовом режиме для каждого отдельного витка.
В другом варианте осуществления шаг данных одного или более витков испытательной ленты является постоянным. Следовательно, витки могут быть расположены на одинаковом расстоянии друг от друга и/или витки могут быть расположены в известных местах или с известными интервалами.
В соответствии со вторым аспектом изобретения предложена система сборки шин, содержащая элемент для подачи ленты, предназначенный для подачи непрерывной испытательной ленты, цилиндрическую поверхность для измерений, предназначенную для приема указанной испытательной ленты от элемента для подачи ленты, привод вращения, предназначенный для обеспечения вращения цилиндрической поверхности для измерений вокруг центральной оси концентрически по отношению к указанной цилиндрической поверхности для измерений, и шаговый привод для обеспечения смещения цилиндрической поверхности для измерений и подающего элемента друг относительно друга в аксиальном направлении, параллельном центральной оси, при этом система сборки шин дополнительно содержит блок управления, который выполнен с возможностью переключения между тестовым режимом, в котором управление приводом вращения и шаговым приводом осуществляется так, чтобы испытательная лента навивалась по спирали на цилиндрическую поверхность для измерений в виде множества витков вокруг центральной оси с шагом в аксиальном направлении, и технологическим режимом, в котором компонент шины формируется из технологической ленты на технологической поверхности посредством использования одного или более параметров формирования, при этом подающий элемент содержит формующую головку с отверстием формующей головки для придания определенной формы испытательной ленте, при этом отверстие формующей головки имеет ширину формующей головки, которая определяет ширину испытательной ленты, при этом блок управления выполнен с возможностью управления приводом вращения и шаговым приводом так, чтобы шаг одного или более витков из множества витков испытательной ленты в аксиальном направлении был больше ширины формующей головки, при этом система сборки шин дополнительно содержит датчик для получения результатов измерений в тестовом режиме для данных одного или более витков испытательной ленты на цилиндрической поверхности для измерений, при этом блок управления выполнен с возможностью обеспечения выбора между тестовым режимом и технологическим режимом перед выполнением тестового режима и с возможностью - после завершения тестового режима и перед формированием компонента шины - использования результатов измерений, полученных в тестовом режиме, для задания по меньшей мере одного из данных одного или более параметров формирования на основе результатов измерений испытательной ленты, полученных в тестовом режиме.
Блок управления системы сборки шин выполнен с возможностью обеспечения такого же выбора, как и в вышеуказанном способе согласно первому аспекту изобретения, и, следовательно, имеет такие же технические преимущества.
В предпочтительном варианте осуществления система сборки шин содержит пользовательский интерфейс, который функционально соединен с блоком управления, при этом блок управления выполнен с возможностью управления пользовательским интерфейсом для обеспечения выбора для оператора.
В другом предпочтительном варианте осуществления система сборки шин содержит запоминающее устройство, которое функционально соединено с блоком управления, при этом в запоминающее устройство загружены технологическая последовательность и тестовая последовательность, при этом навивка технологической ленты осуществляется при использовании первого параметра формирования со значением, которое задано во время навивки технологической ленты согласно технологической последовательности на основе положения технологической ленты в компоненте шины, который формируется, при этом навивка испытательной ленты осуществляется при использовании первого параметра формирования со значением, которое задано во время навивки испытательной ленты в соответствии с тестовой последовательностью, которая не зависит от технологической последовательности.
Шаг данных одного или более витков испытательной ленты предпочтительно по меньшей мере в полтора раза или в два раза превышает ширину формующей головки. Система сборки шин предпочтительно содержит барабан с валом барабана и множеством сегментов, которые выполнены с возможностью перемещения в радиальном направлении, перпендикулярном к валу барабана, при этом множество сегментов образуют технологическую поверхность. В одном варианте осуществления цилиндрическая поверхность для измерений представляет собой технологическую поверхность. Поскольку технологическая поверхность и поверхность для измерений представляют собой одну и ту же поверхность, поведение испытательной ленты на поверхности для измерений соответствует поведению технологической ленты на технологической поверхности.
В альтернативном варианте осуществления технологическая поверхность представляет собой цилиндрическую технологическую поверхность, при этом система сборки шин дополнительно содержит приспособление для измерений, которое выполнено с возможностью установки вокруг цилиндрической технологической поверхности, при этом цилиндрическая поверхность для измерений образована приспособлением для измерений и проходит концентрически вокруг цилиндрической технологической поверхности, когда приспособление для измерений установлено вокруг цилиндрической технологической поверхности.
Цилиндрическая поверхность для измерений предпочтительно является более круглой, чем цилиндрическая технологическая поверхность, и предпочтительно приближается к идеальной окружности или образует идеальную окружность. В дополнительном альтернативном варианте осуществления технологическая поверхность представляет собой цилиндрическую технологическую поверхность, при этом цилиндрическая поверхность для измерений и цилиндрическая технологическая поверхность смещены друг относительно друга в аксиальном направлении. В еще одном варианте осуществления блок управления выполнен с возможностью управления приводом вращения и шаговым приводом в технологическом режиме так, чтобы технологическая лента навивалась по спирали в виде множества витков с шагом в аксиальном направлении на технологической поверхности, при этом множество витков технологической ленты имеют шаг в аксиальном направлении, который меньше ширины формующей головки. Различные аспекты и признаки, описанные и показанные в описании, могут быть применены по отдельности во всех случаях, где это возможно. Эти отдельные аспекты, в частности, аспекты и признаки, описанные в приложенных зависимых пунктах формулы изобретения, могут быть сделаны предметом выделенных патентных заявок.
Краткое описание чертежей
Изобретение будет разъяснено на основе иллюстративного варианта осуществления, показанного на приложенных схематических чертежах, на которых:
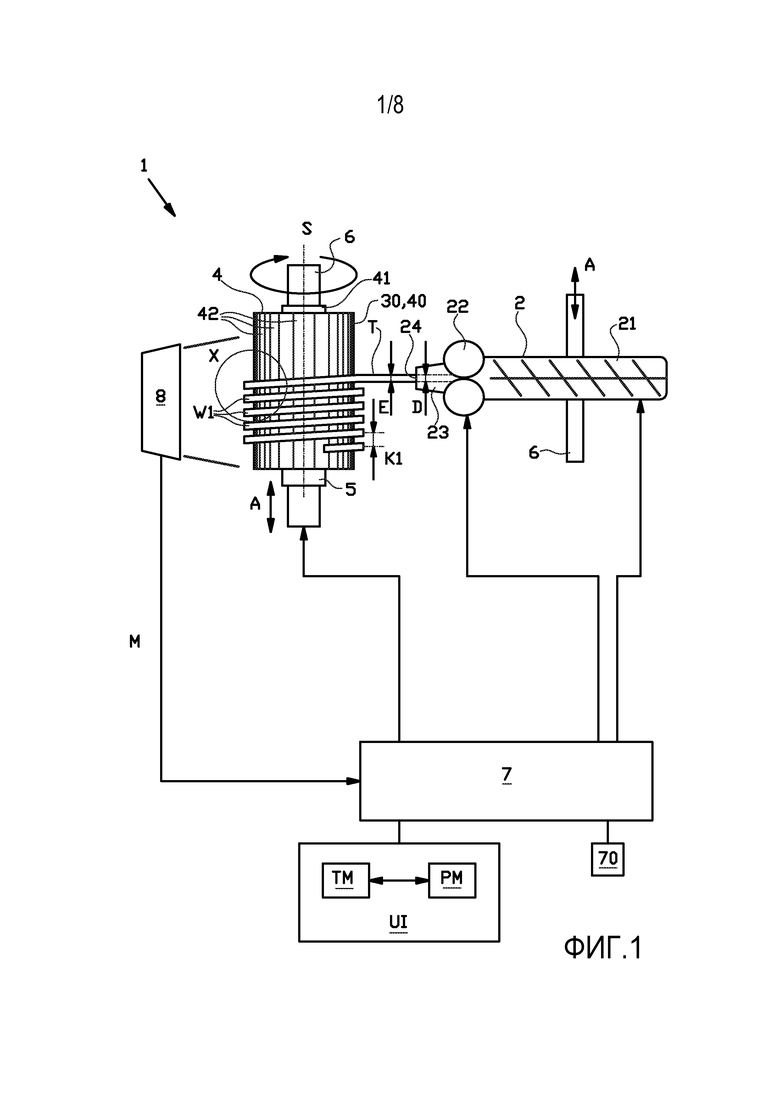
фиг. 1 - вид сверху системы сборки шин согласно первому варианту осуществления изобретения во время тестового режима;
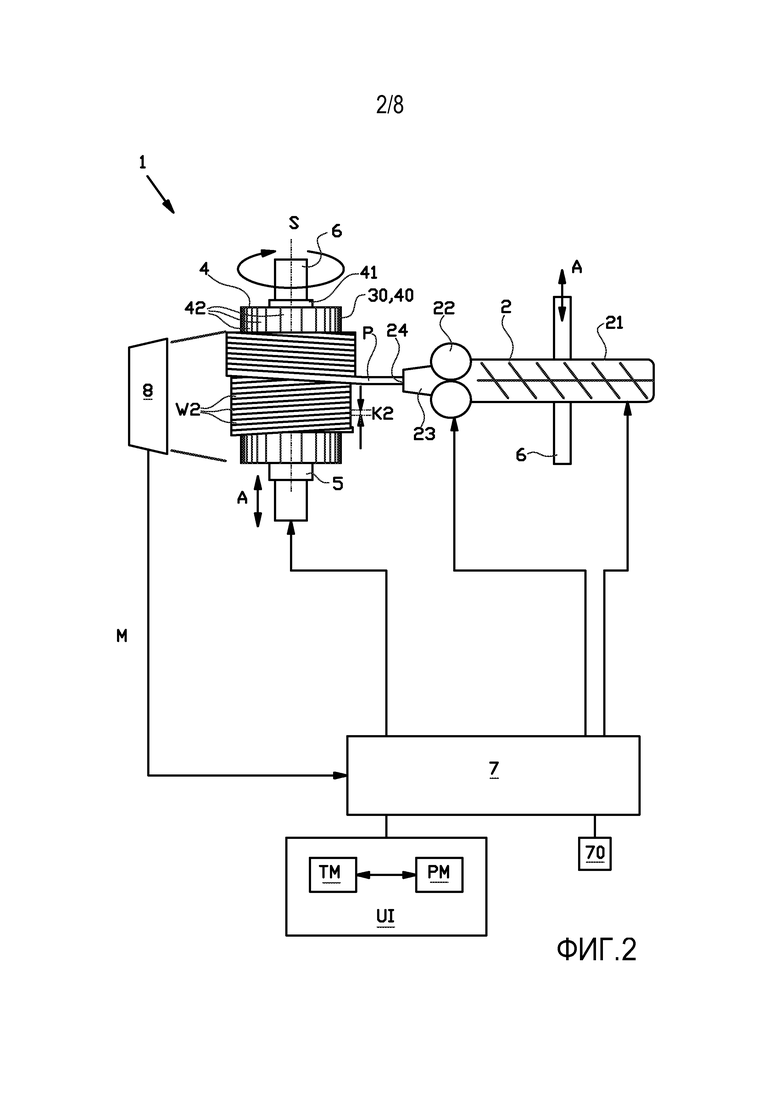
фиг. 2 - вид сверху системы сборки шин с фиг. 1 во время технологического режима;
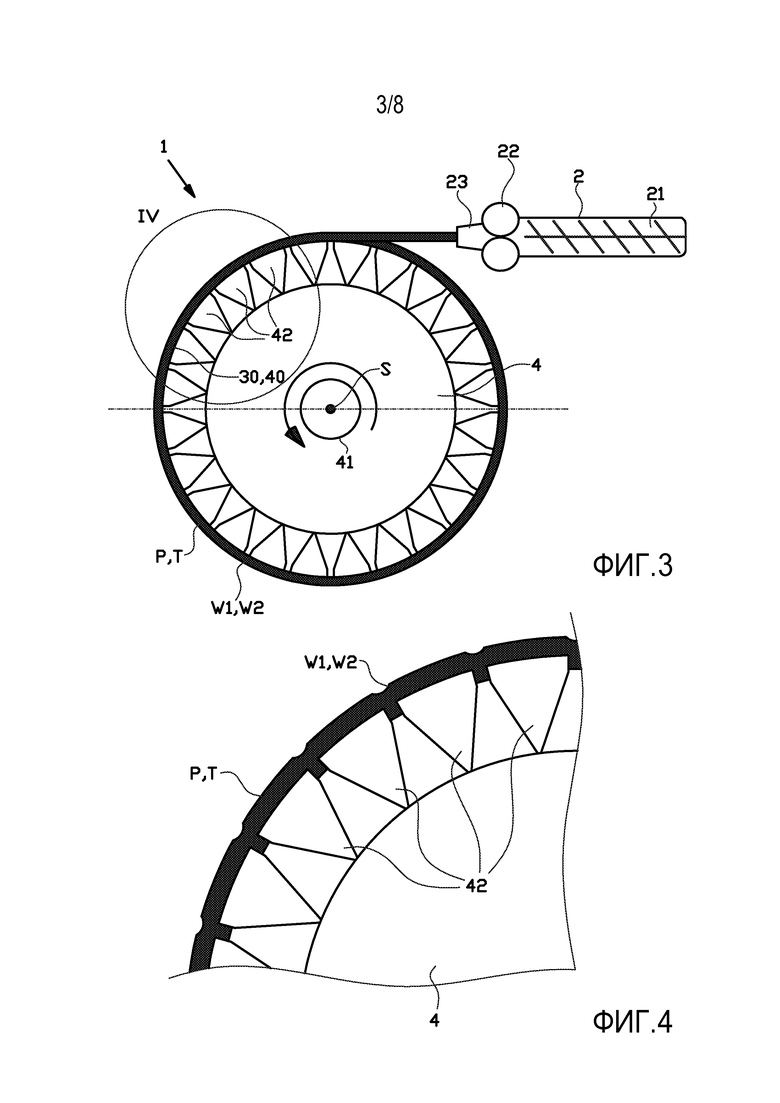
фиг. 3 - вид сбоку системы сборки шин с фиг. 1;
фиг. 4 - фрагмент системы сборки шин, соответствующий кружку IV с фиг. 3;
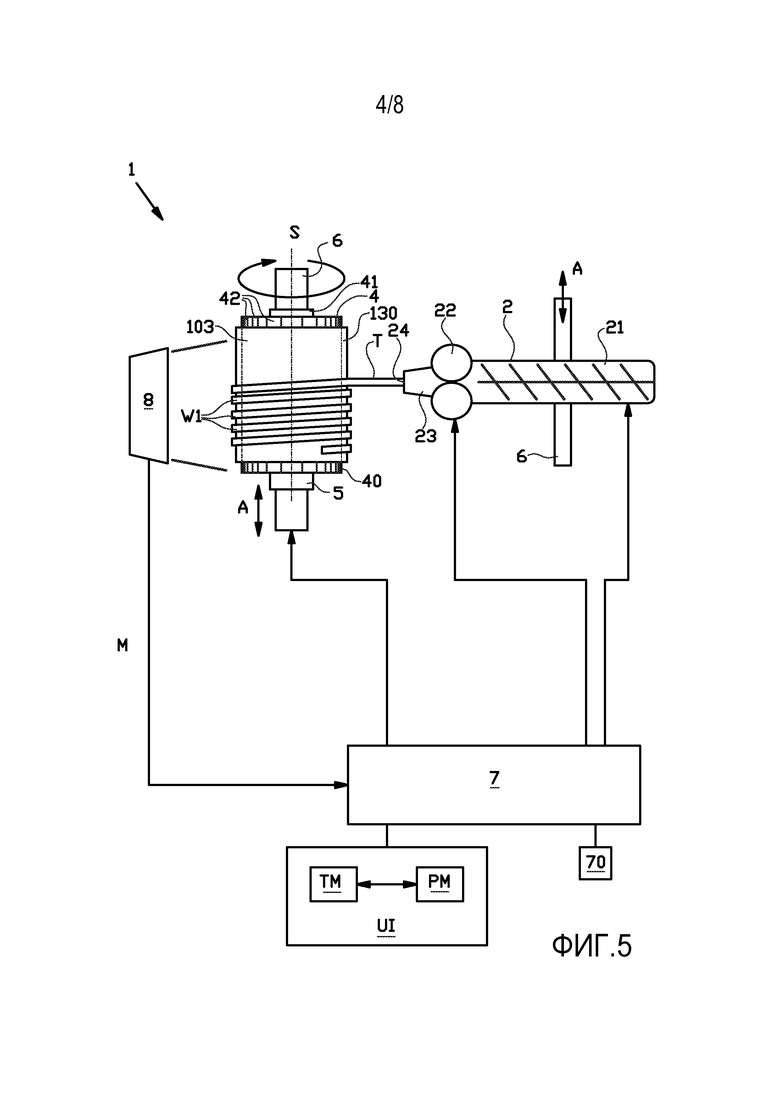
фиг. 5 - вид сверху альтернативной системы сборки шин согласно второму варианту осуществления изобретения;
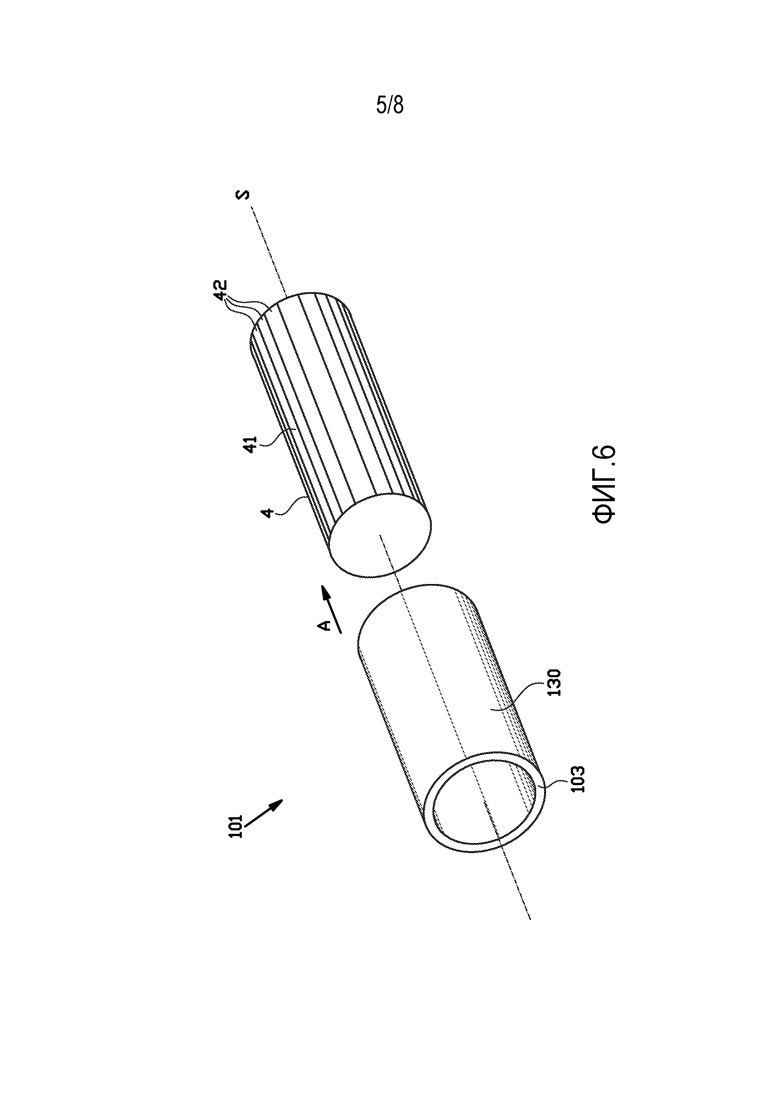
фиг. 6 - изометрическое изображение альтернативной системы сборки шин с фиг. 5;
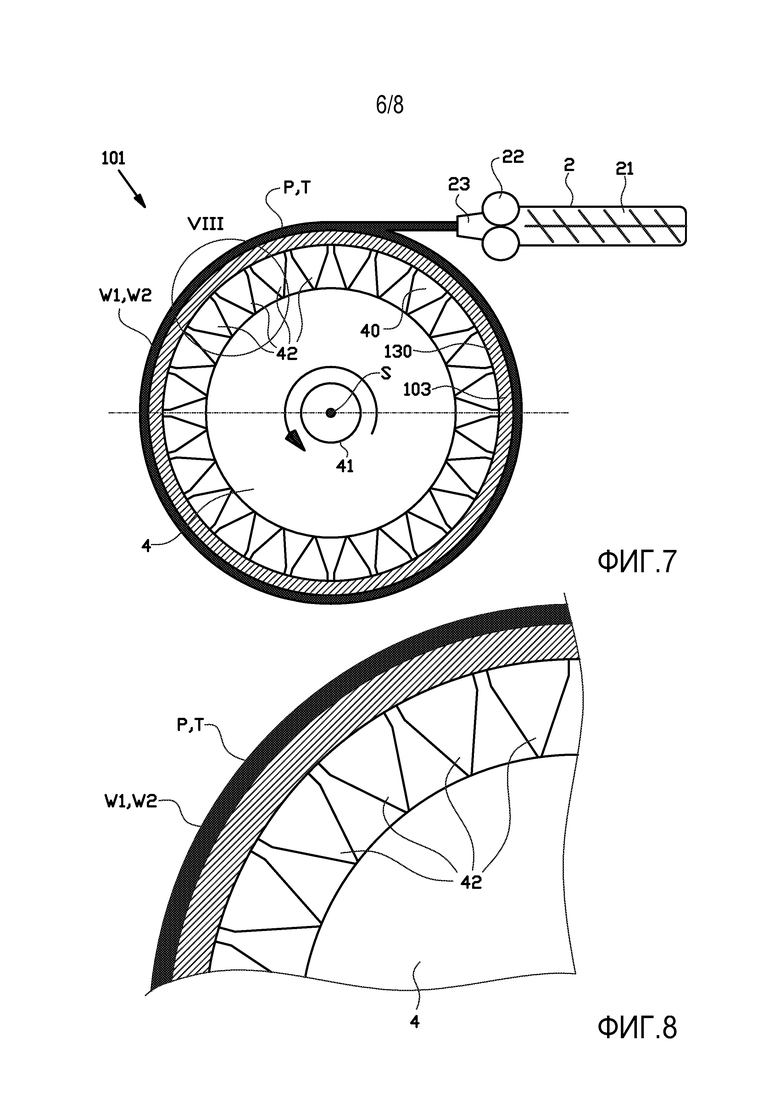
фиг. 7 - вид сбоку альтернативной системы сборки шин с фиг. 5;
фиг. 8 - фрагмент альтернативной системы сборки шин, соответствующий кружку VIII с фиг. 7;
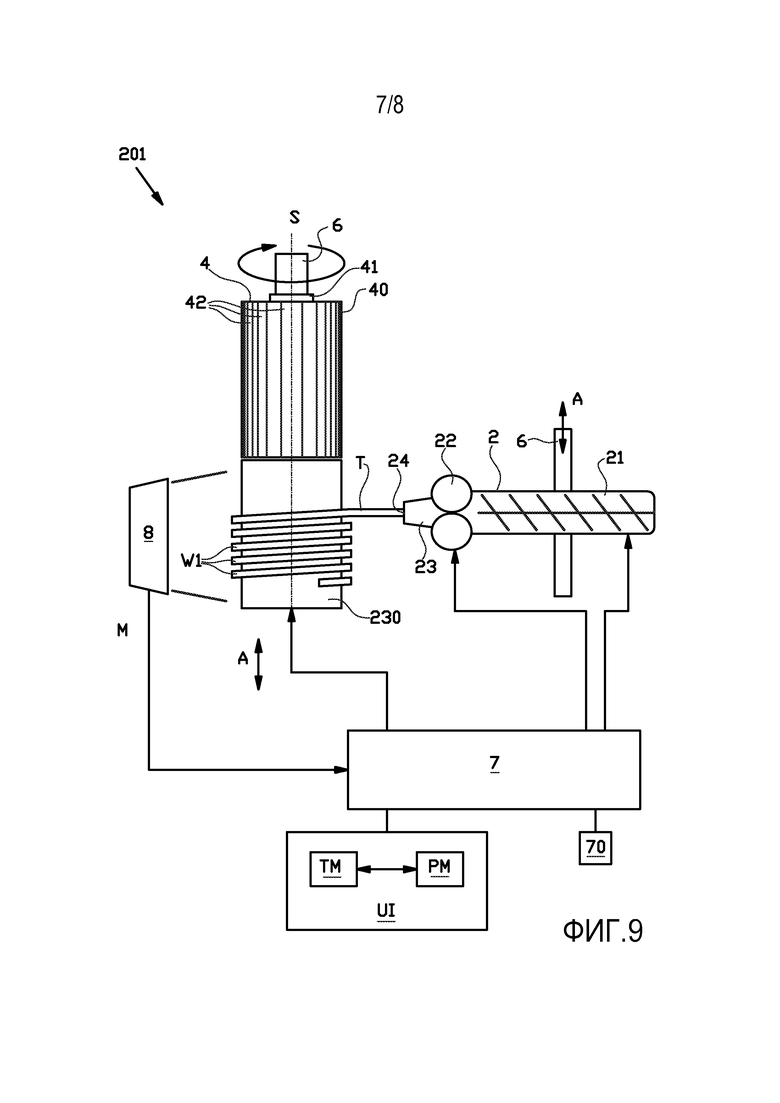
фиг. 9 - вид сверху дополнительной альтернативной системы сборки шин согласно третьему варианту осуществления изобретения;
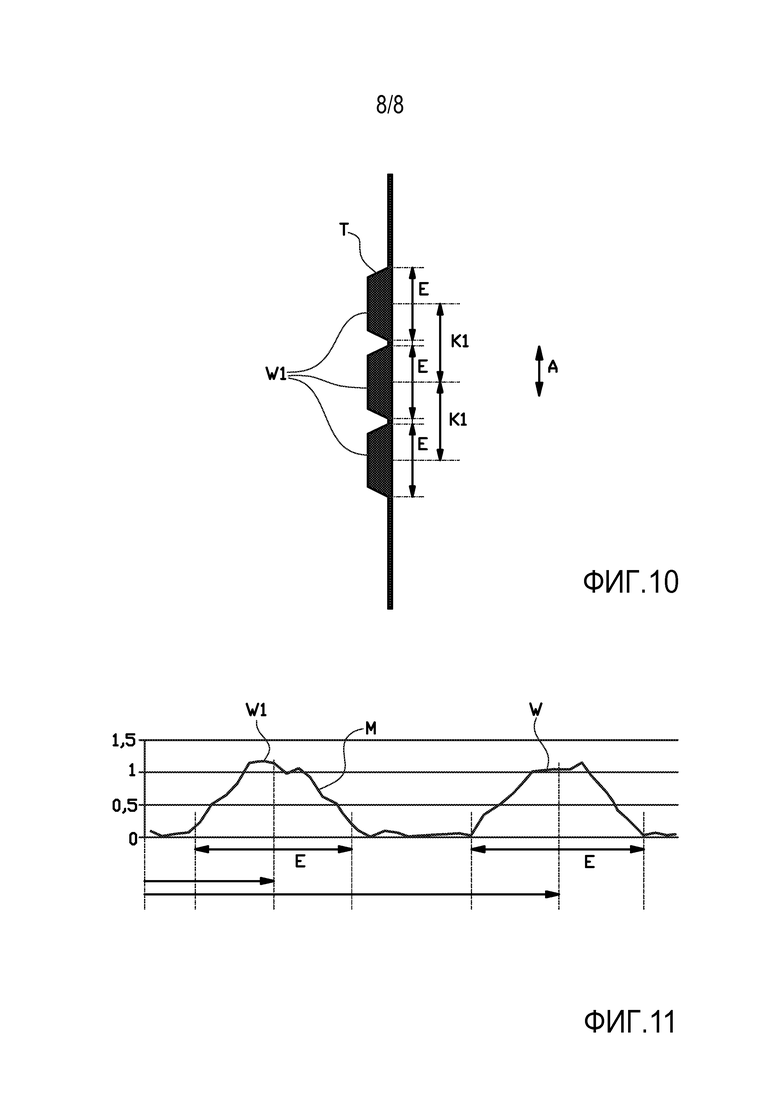
фиг. 10 - фрагмент испытательной ленты, образованный на поверхности для измерений в системе сборки шин, соответствующий кружку Х с фиг. 1; и
фиг. 11 - график, представляющий результаты измерений, полученные в тестовом режиме для испытательной ленты с фиг. 10.
Подробное описание изобретения
Фиг. 1-4 показывают систему 1 сборки шин, предназначенную, в частности, для навивки ленты, в соответствии с иллюстративным первым вариантом осуществления изобретения.
Как показано на фиг. 1, система 1 сборки шин содержит элемент 2 для подачи ленты, который выполнен с возможностью подачи непрерывной испытательной ленты Т в тестовом режиме ТМ. В данном иллюстративном варианте осуществления элемент 2 для подачи ленты содержит экструдер 21 и шестеренчатый насос 22. Элемент 2 для подачи ленты дополнительно содержит формующую головку 23 с отверстием 24 формующей головки, предназначенным для придания определенной формы испытательной ленте Т. Указанное отверстие 24 формующей головки имеет ширину D формующей головки, которая определяет ширину Е ленты, представляющей собой испытательную ленту Т. Система 1 сборки шин дополнительно содержит цилиндрическую поверхность 30 для измерений, предназначенную для приема указанной испытательной ленты Т от элемента 2 для подачи ленты в тестовом режиме ТМ.
Как показано на фиг. 2, элемент 2 для подачи ленты выполнен с возможностью подачи непрерывной технологической ленты Р в технологическом режиме РМ. Система 1 сборки шин предусмотрена с барабаном 4, в частности, барабаном для навивки ленты, с цилиндрической технологической поверхностью 40, предназначенной для приема непрерывной технологической ленты Р от элемента 2 для подачи ленты в технологическом режиме РМ. Барабан 4 выполнен с возможностью установки на валу 41 барабана, который проходит вдоль центральной оси S в аксиальном направлении А. Барабан 4 содержит множество сегментов 42, которые выполнены с возможностью перемещения в радиальном направлении, перпендикулярном к оси 41 барабана и/или к центральной оси S, для изменения диаметра барабана 4. При каждом диаметре барабана 4 сегменты 42 образуют окружную периферийную поверхность, которая приближается к поверхности цилиндра. Указанная окружная периферийная поверхность образует технологическую поверхность 40. Сегменты 42 могут не обеспечивать возможности образования идеально цилиндрической или круглой технологической поверхности 40 при каждом диаметре барабана 4. В частности, технологическая поверхность 40 может быть слегка неровной и/или многоугольной. Кроме того, могут иметься небольшие прорези или зазоры между сегментами 42, которые создают возможность проникновения материала технологической ленты Р между сегментами 42, как схематически показано на фиг. 4.
В данном иллюстративном варианте осуществления цилиндрическая технологическая поверхность 40 также образует цилиндрическую поверхность 30 для измерений. Следовательно, испытательная лента Т и технологическая лента Р поступают на одну и ту же цилиндрическую поверхность 30, 40, но во время разных режимов системы 1 сборки шин.
Как показано на фиг. 1 и 2, система 1 сборки шин предусмотрена с приводом 5 вращения, предназначенным для обеспечения вращения барабана 4 - и, следовательно, цилиндрической технологической поверхности 40 и цилиндрической поверхности 30 для измерений - вокруг центральной оси S концентрически относительно указанной цилиндрической поверхности 30 для измерений. Система 1 сборки шин дополнительно предусмотрена с шаговым приводом 6 для обеспечения смещения барабана 4 и подающего элемента 2 друг относительно друга в аксиальном направлении А, параллельном центральной оси S. Шаговый привод 6 может быть выполнен с возможностью обеспечения перемещения подающего элемента 2, барабана 4 или обоих данных элементов.
Система 1 сборки шин также содержит блок 7 управления, который выполнен с возможностью управления системой 1 сборки шин в тестовом режиме ТМ и технологическом режиме РМ. Система 1 сборки шин дополнительно содержит пользовательский интерфейс UI, который функционально соединен с блоком 7 управления. Блок 7 управления управляет пользовательским интерфейсом UI, чтобы обеспечить для оператора возможность выбора между тестовым режимом ТМ и технологическим режимом РМ перед выполнением одного из указанных режимов ТМ, РМ. Система 1 сборки шин дополнительно содержит запоминающее устройство 70, которое функционально соединено с блоком 7 управления. В запоминающее устройство 70 загружены программа испытания или тестовая последовательность, то есть ряд команд в заданном порядке, предназначенная (-ый) для выполнения тестового режима ТМ, и программа изготовления или технологическая последовательность, то есть ряд команд в заданном порядке, предназначенная (-ый) для выполнения технологического режима. Тестовая последовательность не зависит от технологической последовательности или не связана с ней. Другими словами, порядок команд, содержание команд и/или тип команд в тестовой последовательности могут отличаться или полностью отличаться от порядка, содержания и/или типа команд, используемых в технологической последовательности.
Блок 7 управления функционально и/или с помощью электронных средств соединен с приводом 5 вращения и шаговым приводом 6. В частности, блок 7 управления выполнен с возможностью управления приводом 5 вращения и шаговым приводом 6 в тестовом режиме ТМ так, чтобы испытательная лента Т навивалась по спирали в виде множества витков W1 вокруг центральной оси S, как показано на фиг. 1. Более конкретно, блок 7 управления выполнен с возможностью управления приводом 5 вращения и шаговым приводом 6 в тестовом режиме ТМ так, чтобы один или более из витков W1 испытательной ленты Т навивались с шагом К1 в аксиальном направлении А, который больше ширины D формующей головки и/или ширины Е ленты. Шаг К1 данных одного или более витков W1 испытательной ленты Т предпочтительно по меньшей мере в полтора раза или в два раза превышает ширину D формующей головки и/или ширину Е ленты. Шаг К1 представляет собой высоту одного витка, витка/полного оборота или витка W1 испытательной ленты Т, измеренную в аксиальном направлении А или параллельно аксиальному направлению А. Три из витков W1 показаны более подробно на фиг. 10.
При наличии шага К1, который больше ширины D формующей головки и/или ширины Е ленты, каждый виток из данных одного или более витков W1 будет расположен на расстоянии от витков W1, непосредственно соседних с ним в аксиальном направлении А. Другими словами, данные один или более витков W1 испытательной ленты Т наложены без перекрывания.
На фиг. 1 все витки W1 испытательной ленты Т имеют шаг К1, который больше ширины D формующей головки и/или ширины Е ленты. Все витки W1 из данных одного или более витков W1 предпочтительно имеют постоянный шаг К1.
Блок 7 управления дополнительно выполнен с возможностью управления приводом 5 вращения и шаговым приводом 6 так, чтобы витки W1 испытательной ленты Т были наложены только в виде одного слоя. Следовательно, отсутствуют слои из витков W1 испытательной ленты Т, перекрывающие указанный один слой из витков W1.
Как показано на фиг. 1, система 1 сборки шин дополнительно содержит датчик 8 для получения результатов М измерений в тестовом режиме, как показано на фиг. 11, для по меньшей мере одного из данных одного или более витков W1 испытательной ленты Т на цилиндрической поверхности 30 для измерений. Датчик 30 предпочтительно выполнен с возможностью одновременного получения результатов измерений для нескольких витков W1 испытательной ленты Т. В частности, датчик 8 может представлять собой часть оптической системы или системы лазерной триангуляции с полем обзора, которое проходит вдоль ширины нескольких витков W1 на поверхности 30 для измерений. Датчик 8 выполнен с возможностью получения результатов измерений М в тестовом режиме, включая данные о положении витков W1, такие как высота или ширина, как показано на фиг. 11.
Блок 7 управления функционально и/или с помощью электронных средств соединен с датчиком 8 для приема и/или обработки результатов М измерений, полученных в тестовом режиме, от датчика 8. Блок 7 управления может, например, вычислять объем или площадь поперечного сечения витков W исходя из измеренных высоты и ширины.
Блок 7 управления выполнен с возможностью перевода системы 1 сборки шин из тестового режима ТМ в технологический режим РМ. Блок 7 управления выполнен с возможностью управления приводом 5 вращения и шаговым приводом 6 в технологическом режиме РМ так, чтобы технологическая лента Р навивалась по спирали в виде множества витков W2 вокруг центральной оси S, как показано на фиг. 2, для формирования или создания компонента шины (непоказанного) посредством навивки ленты. Более конкретно, блок 7 управления выполнен с возможностью управления приводом 5 вращения и шаговым приводом 6 в технологическом режиме РМ так, чтобы один или более витков W2 технологической ленты Р навивались с шагом К2 в аксиальном направлении А, который меньше ширины D формующей головки и/или ширины Е ленты. Следовательно, витки W2 технологической ленты Р навиваются с перекрыванием, то есть без интервала между витками W2, непосредственно соседними друг с другом. Кроме того, витки W2 технологической ленты Р наложены друг на друга в виде нескольких слоев для создания компонента шины с толщиной, которая больше толщины отдельных витков W2.
Компонент шины создают на технологической поверхности 40, используя один или более параметров формирования. Параметры формирования могут включать параметры из группы, включающей: скорость, отношение скоростей, скорость потока/расход, температуру, давление или условия окружающей среды, такие как влажность или температура окружающей среды. В данном конкретном примере при экструзии технологической ленты Р посредством экструдера 21 один из параметров формирования может представлять собой скорость экструзии, скорость потока при экструзии, температуру при экструзии или давление экструзии. Кроме того, в данном конкретном примере при дозированной подаче технологической ленты Р посредством шестеренчатого насоса 22 один из параметров формирования может представлять собой число оборотов шестеренчатого насоса, производительность шестеренчатого насоса, или давление на выходе шестеренчатого насоса. В качестве дополнения или альтернативы при подаче технологической ленты Р по направлению к технологической поверхности 40 со скоростью подачи и перемещении технологической поверхности 40 со скоростью приема один из параметров формирования может представлять собой скорость подачи, скорость приема или отношение скоростей между скоростью подачи и скоростью приема.
Данные один или более параметров формирования могут быть рассчитаны посредством блока 7 управления или введены оператором посредством пользовательского интерфейса (не показано). Блок 7 управления может также «предложить» один или более параметров формирования, которые затем рассматриваются, модифицируются и/или подтверждаются оператором. Блок 7 управления функционально и/или с помощью электронных средств соединен с одним или более из подающего элемента 2, экструдера 21, шестеренчатого насоса 22, привода 5 вращения и шагового привода 6 для управления одним или более из указанных соответствующих компонентов системы 1 сборки шин на основе данных одного или более параметров формирования.
Способ сборки шин, предназначенный для формирования компонента шины (непоказанного), будет описан ниже более подробно со ссылкой на фиг. 1-4, 10, 11.
Способ включает вначале этап обеспечения выбора между тестовым режимом ТМ и технологическим режимом РМ, как схематически показано на пользовательском интерфейсе UI. Выбор осуществляют перед выполнением тестового режима ТМ. После завершения выполнения тестового режима ТМ инициируют выполнение технологического режима РМ.
Фиг. 1 показывает тестовый режим ТМ системы 1 сборки шин. В начале тестового режима ТМ цилиндрическая поверхность 30 для измерений пуста. Любые оставшиеся ленты Р, Т из предыдущего цикла способа были удалены. В данный момент система 1 сборки шин готова к инициированию тестового режима ТМ.
На фиг. 1 участок ленты Т непрерывной испытательной ленты Т был подан подающим элементом 2 посредством использования одного или более параметров формирования, которые также используются для подачи в конце концов технологической ленты Р. Блок 7 управления управлял одновременно приводом 5 вращения и шаговым приводом 6 для спиральной навивки непрерывной испытательной ленты Т в виде множества витков W1 вокруг центральной оси S на цилиндрической поверхности 30 для измерений. Шаг К1 одного или более витков W1 из множества витков W1 превышает ширину D формующей головки и/или ширину Е ленты в аксиальном направлении А. Во время и/или после навивки испытательной ленты Т датчик 8 получает данные М измерений в тестовом режиме для по меньшей мере одного из витков W1 из данных одного или более витков W1 испытательной ленты Т, как показано на фиг.11. Указанные данные/результаты М измерений, полученные в тестовом режиме, могут обеспечить полезную обратную связь в отношении того, как параметры формирования, используемые для навивки испытательной ленты Т, влияют на характеристики витков W1 указанной испытательной ленты Т.
При предпочтительном применении испытательную ленту Т навивают, используя первый параметр формирования с по меньшей мере одним значением для испытаний, которое находится за пределами диапазона технологических значений. Более предпочтительно использование значений для испытаний, которые находятся в диапазоне, который значительно больше диапазона технологических значений. Следовательно, может быть обеспечено генерирование относительно большого числа результатов М измерений для большого разнообразия производственных сценариев.
В некоторых применениях могут быть целесообразными навивка первого витка W1 из данных одного или более витков W1 посредством использования первого параметра формирования, заданного с первым значением, и навивка второго витка W1 из данных одного или более витков W1 посредством использования первого параметра формирования, заданного со вторым значением, отличающимся от первого значения. Следовательно, результаты М измерений, полученные в тестовом режиме, обеспечат обратную связь в отношении того, как изменение значений первого параметра формирования влияет на измеряемые характеристики испытательной ленты Т.
В дополнительном случае применения или первый виток W1, или второй виток W1, или оба витка навивают по меньшей мере частично посредством использования второго параметра формирования, заданного с третьим значением. При этом может быть предпочтительной навивка третьего витка W1 из данных одного или более витков W1 посредством использования второго параметра формирования, заданного с четвертым значением, отличающимся от третьего значения. Как и в предыдущем случае, результаты М измерений, полученные в тестовом режиме, обеспечат обратную связь в отношении того, как изменение значений первого параметра формирования влияет на измеряемые характеристики испытательной ленты Т.
Для специалиста в данной области техники будет очевидно, что может быть проверено значительно больше параметров формирования и значений указанных параметров формирования, при этом ограничение обусловлено только числом витков W1 испытательной ленты Т, которые могут быть размещены на цилиндрической поверхности 30 для измерений. При необходимости различные значения параметров формирования могут быть проверены в пределах одного витка W1. Например, один виток W1 может быть частично навит посредством использования первого параметра формирования с первым значением и частично навит посредством использования первого параметра формирования со вторым значением.
Блок 7 управления выполнен с возможностью сохранения параметров формирования и значений, используемых для каждого витка или части витка, и соотнесения сохраненных параметров формирования и значений с результатами М измерений в тестовом режиме, полученными датчиком 8. Для этого система 1 сборки шин может быть предусмотрена с одним или более датчиками положения (непоказанными), например, кодовыми датчиками положения и/или датчиками смещения, предназначенными для точного определения положений соответствующих компонентов системы 1 сборки шин и передачи сигналов, характеризующих указанные положения, в блок 7 управления.
В альтернативном варианте параметры формирования могут сохраняться постоянными для всех витков W1 их множества витков W1 испытательной ленты Т. Это может обеспечить полезную обратную связь в отношении того, как характеристики испытательной ленты Т изменяются с течением времени, например, в результате затвердевания материала.
Начальный виток W1 испытательной ленты Т на цилиндрической поверхности 30 для измерений предпочтительно навивают, используя шаг К1, не вызывающий перекрывания, так что результат М измерения в тестовом режиме может быть получен во время начальной стадии спиральной навивки испытательной ленты Т. Аналогичным образом предпочтительно, чтобы последний виток W1 испытательной ленты Т на цилиндрической поверхности 30 для измерений был навит при использовании шага К1, не вызывающего перекрывание, так что результаты М измерений в тестовом режиме могут включать результаты измерения конца последнего витка W1 на цилиндрической поверхности 30 для измерений во время конечной стадии спиральной навивки.
Результаты М измерений, полученные в тестовом режиме, передаются в блок 7 управления для обработки. Блок 7 управления может преобразовывать необработанные данные из результатов М измерений, полученных в тестовом режиме, в графическое представление, например, аналогичное графику, показанному на фиг. 11, для обеспечения полезной обратной связи для оператора. В альтернативном варианте необработанные данные из результатов М измерений, полученных в тестовом режиме, могут быть предоставлены непосредственно оператору. В еще одном возможном варианте осуществления блок 7 управления может выполнять вычисления на основе данных из результатов М измерений, полученных в тестовом режиме, например, для получения площади поперечного сечения или объема испытательной ленты Т из измеренных высоты и ширины. Блок 7 управления также может быть выполнен с возможностью интерполяции результатов М измерений испытательной ленты Т, полученных в тестовом режиме, для значений первого параметра формирования, находящихся в диапазоне между первым значением и вторым значением, или экстраполяции результатов М измерений испытательной ленты Т, полученных в тестовом режиме, для значений первого параметра формирования, находящихся за пределами диапазона, ограниченного первым значением и вторым значением.
Фиг. 2 показывает технологический режим РМ системы 1 сборки шин. Испытательная лента Т не используется или не может использоваться в технологическом режиме РМ из-за большого разнообразия параметров формирования и/или значений, используемых в тестовом режиме ТМ. Следовательно, в технологическом режиме РМ испытательная лента Т из тестового режима ТМ удалена с цилиндрической поверхности 30 для измерений, которая в данном примере также образует технологическую поверхность 40. После этого компонент шины (непоказанный) формируют, используя один или более параметров формирования.
Перед переключением из тестового режима ТМ, показанного на фиг. 1, на технологический режим РМ, показанный на фиг. 2, блок 7 управления и/или оператор задают один или более параметров формирования. В способе согласно настоящему изобретению по меньшей мере один из данных одного или более из параметров формирования/сборки шины задают, регулируют, конфигурируют, калибруют, подтверждают и/или проверяют на основе результатов М измерений испытательной ленты Т, полученных в тестовом режиме. В частности, блок 7 управления и/или оператор могут принять решение - на основе результатов М измерений испытательной ленты Т, полученных в тестовом режиме, - скорректировать или компенсировать разницу, полученную посредством измерений испытательной ленты Т, между ожидаемыми результатами и результатами измерений. Кроме того, один из параметров формирования может быть отрегулирован для компенсации изменения результатов М измерений, полученных в тестовом режиме, с течением времени, например, вследствие затвердевания. Результаты М измерений, полученные в тестовом режиме, также могут быть использованы для прогнозирования эффектов разбухания экструдируемого потока, то есть склонности испытательной ленты Т к расширению в поперечном сечении по ходу за отверстием 24 формующей головки. В более совершенных применениях результаты М измерений, полученные в тестовом режиме, могут даже обеспечивать возможность уведомления о чрезмерном износе экструдера 21, шестеренчатого насоса 22 и/или формующей головки 23 за счет сравнения ожидаемых характеристик испытательной ленты Т, например, объема или поперечного сечения, с фактическими измеренными характеристиками испытательной ленты Т.
Следовательно, результаты М измерений, полученные в тестовом режиме, могут быть эффективно использованы для прогнозирования поведения технологической ленты Р на основе измеренных характеристик испытательной ленты Т. Обратная связь, которая обеспечивается посредством результатов М измерений испытательной ленты Т, полученных в тестовом режиме ТМ, может быть использована для задания или регулирования одного или более из параметров формирования соответствующим образом и, тем самым, предотвращения возникновения проблем, связанных с качеством, во время формирования компонента шины и/или повышения качества компонента шины во время технологического режима РМ. Результаты измерений могут быть использованы оператором для задания вручную одного или более из параметров формирования. В альтернативном варианте результаты измерений могут быть использованы в качестве набора данных для программы машинного обучения и/или интеллектуальной программы для автоматического регулирования параметров формирования и/или технологического режима РМ и/или автоматического управления параметрами формирования и/или технологическим режимом РМ.
Тестовый режим ТМ может быть повторен перед каждым циклом формирования в технологическом режиме РМ или - для экономии времени - может быть инициирован только при переходе к новой смеси или новому составу исходного материала. Результаты измерений из тестового режима ТМ могут быть использованы для задания параметров формирования для повторяющегося изготовления одного типа компонентов шины, или, если количество измерений достаточно для прогнозирования относительно большого ряда параметров формирования, они могут быть использованы для задания параметров формирования различных типов компонентов шины при отсутствии необходимости в повторном выполнении тестового режима ТМ перед переходом к новому типу компонента шины.
Фиг. 5-8 показывают альтернативную систему 101 сборки шин согласно иллюстративному второму варианту осуществления изобретения.
Альтернативная система 101 сборки шин отличается от рассмотренной ранее системы 1 сборки шин тем, что она предусмотрена с приспособлением 103 для измерений, отдельным или выполненным с возможностью отделения от барабана 4. Приспособление 103 для измерений выполнено с возможностью установки вокруг цилиндрической технологической поверхности 40 барабана 4. Приспособление 103 для измерений проходит концентрически вокруг цилиндрической технологической последовательности 40, когда приспособление 103 для измерений установлено вокруг цилиндрической технологической поверхности 40. Приспособление 103 для измерений образует цилиндрическую поверхность 130 для измерений снаружи цилиндрической технологической поверхности 40 или с диаметром, который больше диаметра цилиндрической технологической поверхности 40. Наружный диаметр приспособления 103 для измерений предпочтительно только незначительно превышает наружный диаметр цилиндрической технологической поверхности 40. Цилиндрическая поверхность 130 для измерений является более круглой, чем цилиндрическая технологическая поверхность 40. В частности, цилиндрическая поверхность 130 для измерений в отличие от технологической поверхности 40, расположенной под ней, может образовывать идеальную окружность. Следовательно, могут быть предотвращены отрицательные воздействия зазоров или прорезей между сегментами 42 барабана 4, и могут быть повышены согласованность, точность и/или надежность результатов М измерений, полученных в тестовом режиме при использовании указанной идеально цилиндрической поверхности 130 для измерений. Цилиндрическая поверхность 130 для измерений может быть также оптимизирована для измерений, например, посредством обеспечения большего контраста.
Фиг. 9 показывает дополнительную альтернативную систему 201 сборки шин согласно иллюстративному третьему варианту осуществления изобретения. Дополнительная альтернативная система 201 сборки шин отличается от ранее рассмотренных систем 1, 101 сборки шин только тем, что она предусмотрена с альтернативной цилиндрической поверхностью 230 для измерений, которая смещена в аксиальном направлении А относительно цилиндрической технологической поверхности 40. В частности, цилиндрическая поверхность 230 для измерений может быть предусмотрена на отдельной части барабана 4 или на добавленном или дополнительном барабане для измерений, расположенном рядом с барабаном 4, который образует технологическую поверхность 40.
Следует понимать, что вышеприведенное описание включено для иллюстрации функционирования предпочтительных вариантов осуществления и не предназначено для ограничения объема изобретения. Для специалиста в данной области техники из вышеприведенного рассмотрения будут очевидными многие варианты, которые тем не менее будут охватываться объемом настоящего изобретения.
Хотя это не показано в явном виде, специалисту в данной области техники будет ясно, что результаты измерений, полученные в тестовом режиме для витков W испытательной ленты Т, могут быть также использованы для прогнозирования поведения технологической ленты Р на нецилиндрической технологической поверхности, например, плоской технологической поверхности или конвейере.
Перечень ссылочных позиций
1 - система сборки шин
2 - элемент для подачи ленты
21 - экструдер
22 - шестеренчатый насос
23 - формующая головка
24 - отверстие формующей головки
30 - цилиндрическая поверхность для измерений
4 - барабан
40 - цилиндрическая технологическая поверхность
41 - вал барабана
42 - сегменты
5 - привод вращения
6 - шаговый привод
7 - блок управления
70 - запоминающее устройство
8 - датчик
101 - альтернативная система сборки шин
103 - приспособление для измерений
130 - цилиндрическая поверхность для измерений
201 - дополнительная альтернативная система сборки шин
230 - цилиндрическая поверхность для измерений
А - аксиальное направление
D - ширина формующей головки
Е - ширина ленты
М - результаты измерений
Р - непрерывная технологическая лента
РМ - технологический режим
К1 - шаг испытательной ленты
К2 - шаг технологической ленты
S - центральная ось
Т - непрерывная испытательная лента
ТМ - тестовый режим
UI - пользовательский интерфейс
W1 - витки испытательной ленты
W2 - витки технологической ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБРИДНАЯ РЕЗИНОВАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2007 |
|
RU2428320C2 |
| Пневматическая радиальная легковая шина | 2021 |
|
RU2793768C2 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2797707C2 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2000 |
|
RU2185288C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2700599C2 |
| СПОСОБ КОНТРОЛЯ НЕПРЕРЫВНОГО УДЛИНЕННОГО ЭЛЕМЕНТА ВО ВРЕМЯ СБОРКИ ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ И УСТАНОВКА ДЛЯ СБОРКИ ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2752472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВОГО ЭЛЕМЕНТА ДЛЯ ШИНЫ И ПНЕВМАТИЧЕСКАЯ ШИНА | 2006 |
|
RU2395394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2007 |
|
RU2347678C1 |
| БОРТОВОЕ КОЛЬЦО ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1995 |
|
RU2097209C1 |
Изобретение относится к способу сборки шин. Техническим результатом является повышение качества сборки шин. Техническим результат достигается способом сборки шин, который включает обеспечение выбора между технологическим режимом, предназначенным для формирования компонента шины, и тестовым режимом, предназначенным для получения результатов измерений в тестовом режиме. При этом выбор обеспечивается перед выполнением тестового режима. Причем тестовый режим включает обеспечение наличия цилиндрической поверхности для измерений, проходящей концентрически вокруг центральной оси. Затем проводят спиральную навивку непрерывной испытательной ленты в виде множества витков вокруг указанной центральной оси на цилиндрической поверхности для измерений. При этом один или более витков из множества витков испытательной ленты имеют шаг в аксиальном направлении, параллельном центральной оси, который превышает ширину испытательной ленты в том же аксиальном направлении в указанных одном или более витках. Далее получают результаты измерений в тестовом режиме для по меньшей мере одного из витков из указанных одного или более витков испытательной ленты. Причем технологический режим включает формирование компонента шины из технологической ленты на технологической поверхности посредством использования одного или более параметров формирования. При этом способ дополнительно включает этапы сначала выполнения тестового режима и затем выполнения технологического режима. Причем по меньшей мере один из указанных одного или более параметров формирования задают до формирования компонента шины на основе результатов измерений испытательной ленты, полученных в тестовом режиме. 2 н. и 30 з.п. ф-лы, 11 ил.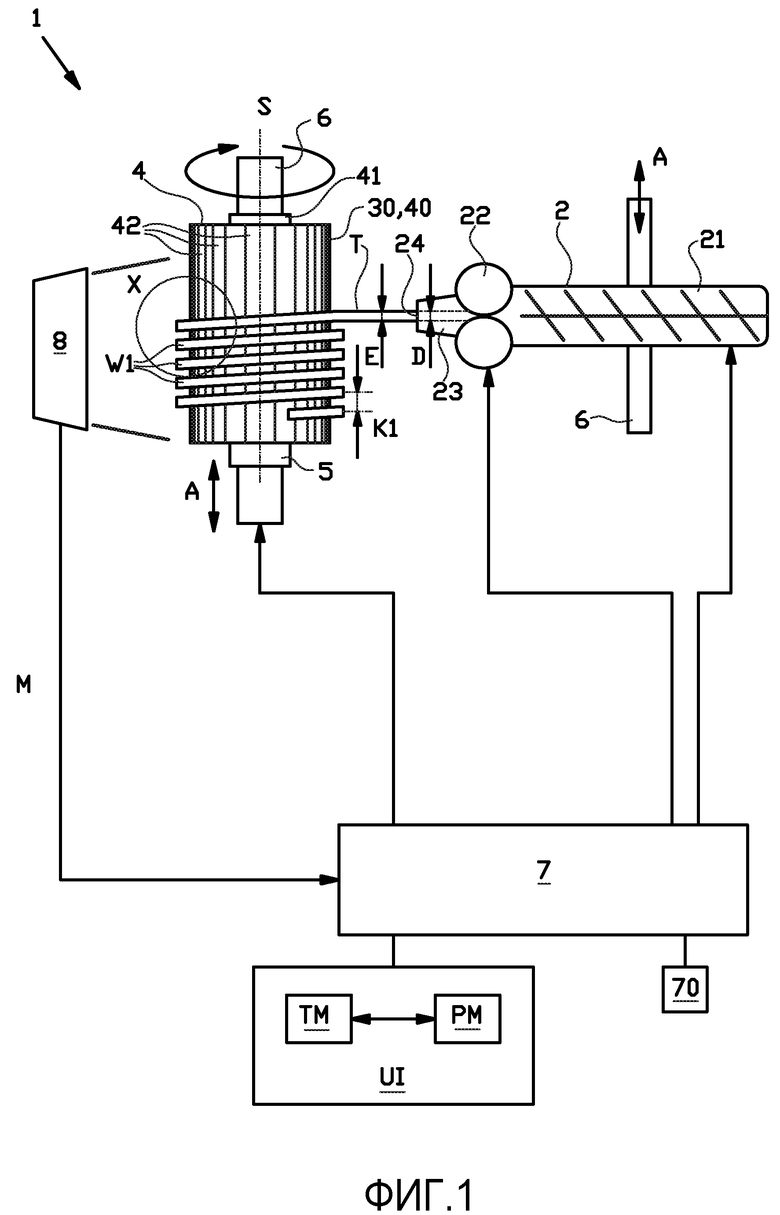
1. Способ сборки шин, включающий этап:
- обеспечения выбора между технологическим режимом, предназначенным для формирования компонента шины, и тестовым режимом, предназначенным для получения результатов измерений в тестовом режиме, при этом выбор обеспечивается перед выполнением тестового режима;
причем тестовый режим включает этапы:
- обеспечения наличия цилиндрической поверхности для измерений, проходящей концентрически вокруг центральной оси;
- спиральной навивки непрерывной испытательной ленты в виде множества витков вокруг указанной центральной оси на цилиндрической поверхности для измерений, при этом один или более витков из множества витков испытательной ленты имеют шаг в аксиальном направлении, параллельном центральной оси, который превышает ширину испытательной ленты в том же аксиальном направлении в указанных одном или более витках; и
- получения результатов измерений в тестовом режиме для по меньшей мере одного из витков из указанных одного или более витков испытательной ленты;
причем технологический режим включает этап:
- формирования компонента шины из технологической ленты на технологической поверхности посредством использования одного или более параметров формирования;
при этом способ дополнительно включает этапы сначала выполнения тестового режима и затем выполнения технологического режима, причем по меньшей мере один из указанных одного или более параметров формирования задают до формирования компонента шины на основе результатов измерений испытательной ленты, полученных в тестовом режиме.
2. Способ сборки шин по п.1, при котором выбор обеспечивают для оператора посредством пользовательского интерфейса.
3. Способ сборки шин по п.1 или 2, при котором технологическую ленту навивают, используя первый параметр формирования со значением, которое задано во время навивки технологической ленты согласно технологической последовательности на основе положения технологической ленты в компоненте шины, который формируется, при этом испытательную ленту навивают, используя первый параметр формирования со значением, которое задано во время навивки испытательной ленты согласно тестовой последовательности, которая не зависит от технологической последовательности.
4. Способ сборки шин по п.1, при котором технологическую ленту навивают, используя первый параметр формирования с технологическими значениями, которые все находятся в пределах диапазона технологических значений, причем испытательную ленту навивают, используя первый параметр формирования с по меньшей мере одним значением для испытаний, которое находится за пределами диапазона технологических значений.
5. Способ сборки шин по п.1, при котором первый виток из указанных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный с первым значением, и второй виток из указанных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный со вторым значением, отличающимся от первого значения, при этом способ включает этап интерполяции или экстраполяции результатов измерений испытательной ленты, полученных в тестовом режиме, для значений первого параметра формирования соответственно в диапазоне между первым значением и вторым значением или за пределами диапазона, ограниченного первым значением и вторым значением.
6. Способ сборки шин по п.1, при котором испытательную ленту, полученную во время тестового режима, не используют для формирования компонента шины или его части в технологическом режиме.
7. Способ сборки шин по п.1, при котором первый виток из указанных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный с первым значением, и второй виток из указанных одного или более витков испытательной ленты по меньшей мере частично навивают, используя первый параметр формирования, заданный со вторым значением, отличающимся от первого значения, причем первый виток, второй виток или оба витка по меньшей мере частично навивают, используя второй параметр формирования, отличающийся от первого параметра формирования и заданный с третьим значением, при этом третий виток из данных одного или более витков испытательной ленты по меньшей мере частично навивают, используя второй параметр формирования, заданный с четвертым значением, отличающимся от третьего значения.
8. Способ сборки шин по п.1, при котором параметры формирования сохраняют постоянными для всех витков из множества витков испытательной ленты, причем по меньшей мере один из указанных одного или более параметров формирования регулируют в технологическом режиме для компенсации изменения в результатах измерений, полученных в тестовом режиме, с течением времени.
9. Способ сборки шин по п.1, при котором указанные один или более витков испытательной ленты включают начальный виток испытательной ленты, образуемый на цилиндрической поверхности для измерений во время начальной стадии спиральной навивки испытательной ленты, или последний виток испытательной ленты, образуемый на цилиндрической поверхности для измерений во время конечной стадии спиральной навивки испытательной ленты, при этом результаты измерений, полученные в тестовом режиме, включают результаты измерений соответственно начала начального витка на цилиндрической поверхности для измерений или конца последнего витка на цилиндрической поверхности для измерений.
10. Способ сборки шин по п.1, при котором множество витков навивают в виде одного слоя вокруг цилиндрической поверхности для измерений, причем тестовый режим заканчивают после завершения формирования данного одного слоя.
11. Способ сборки шин по п.1, при котором цилиндрическая поверхность для измерений представляет собой технологическую поверхность, при этом способ включает этап удаления испытательной ленты с поверхности для измерений перед формированием компонента шины в технологическом режиме.
12. Способ сборки шин по п.11, при котором компонент шины формируют посредством спиральной навивки технологической ленты в виде множества витков на технологической поверхности.
13. Способ сборки шин по п.12, при котором множество витков технологической ленты имеют шаг в аксиальном направлении, который меньше ширины технологической ленты в том же аксиальном направлении.
14. Способ сборки шин по п.13, при котором шаг указанных одного или более витков испытательной ленты по меньшей мере в полтора раза или в два раза превышает наибольший шаг спиральных витков технологической ленты.
15. Способ сборки шин по п.1, при котором технологическая поверхность представляет собой цилиндрическую технологическую поверхность, причем способ включает этапы установки приспособления для измерений вокруг цилиндрической технологической поверхности перед спиральной навивкой испытательной ленты и удаления приспособления для измерений с технологической поверхности после завершения спиральной навивки испытательной ленты и перед формированием компонента шины, при этом цилиндрическая поверхность для измерений образована приспособлением для измерений и проходит концентрически вокруг центральной оси, когда приспособление для измерений установлено вокруг цилиндрической технологической поверхности.
16. Способ сборки шин по п.15, при котором компонент шины формируют посредством спиральной навивки технологической ленты в виде множества витков на технологической поверхности.
17. Способ сборки шин по п.16, при котором множество витков технологической ленты имеют шаг в аксиальном направлении, который меньше ширины технологической ленты в том же аксиальном направлении.
18. Способ сборки шин по п.17, при котором шаг указанных одного или более витков испытательной ленты по меньшей мере в полтора раза или в два раза превышает наибольший шаг спиральных витков технологической ленты.
19. Способ сборки шин по п.1, при котором технологическая поверхность представляет собой цилиндрическую технологическую поверхность, причем цилиндрическая поверхность для измерений и цилиндрическая технологическая поверхность смещены относительно друг друга в аксиальном направлении.
20. Способ сборки шин по п.19, при котором компонент шины формируют посредством спиральной навивки технологической ленты в виде множества витков на технологической поверхности.
21. Способ сборки шин по п.20, при котором множество витков технологической ленты имеют шаг в аксиальном направлении, который меньше ширины технологической ленты в том же аксиальном направлении.
22. Способ сборки шин по п.21, при котором шаг указанных одного или более витков испытательной ленты по меньшей мере в полтора раза или в два раза превышает наибольший шаг спиральных витков технологической ленты.
23. Система сборки шин, содержащая элемент для подачи ленты, выполненный с возможностью подачи непрерывной испытательной ленты, цилиндрическую поверхность для измерений, предназначенную для приема испытательной ленты от элемента для подачи ленты, привод вращения, выполненный с возможностью вращения цилиндрической поверхности для измерений вокруг центральной оси концентрически по отношению к цилиндрической поверхности для измерений, и шаговый привод для обеспечения смещения цилиндрической поверхности для измерений и подающего элемента относительно друг друга в аксиальном направлении, параллельном центральной оси, при этом система сборки шин дополнительно содержит блок управления, который выполнен с возможностью переключения между тестовым режимом, в котором управление приводом вращения и шаговым приводом осуществляется так, чтобы испытательная лента навивалась по спирали на цилиндрическую поверхность для измерений в виде множества витков вокруг центральной оси с шагом в аксиальном направлении, и технологическим режимом, в котором компонент шины формируется из технологической ленты на технологической поверхности посредством использования одного или более параметров формирования, причем подающий элемент содержит формующую головку с отверстием формующей головки для придания определенной формы испытательной ленте, при этом отверстие формующей головки имеет ширину формующей головки, которая определяет ширину испытательной ленты, причем блок управления выполнен с возможностью управления приводом вращения и шаговым приводом так, чтобы шаг одного или более витков из множества витков испытательной ленты в аксиальном направлении был больше ширины формующей головки, при этом система сборки шин дополнительно содержит датчик для получения результатов измерений в тестовом режиме для указанных одного или более витков испытательной ленты на цилиндрической поверхности для измерений, причем блок управления выполнен с возможностью обеспечения выбора между тестовым режимом и технологическим режимом перед выполнением тестового режима и с возможностью, после завершения тестового режима и перед формированием компонента шины, использования результатов измерений, полученных в тестовом режиме, для задания по меньшей мере одного из указанных одного или более параметров формирования на основе результатов измерений испытательной ленты, полученных в тестовом режиме.
24. Система сборки шин по п.23, содержащая пользовательский интерфейс, который функционально соединен с блоком управления, причем блок управления выполнен с возможностью управления пользовательским интерфейсом для обеспечения выбора для оператора.
25. Система сборки шин по п.23, содержащая запоминающее устройство, которое функционально соединено с блоком управления, причем в запоминающее устройство загружены технологическая последовательность и тестовая последовательность, при этом навивка технологической ленты осуществляется при использовании первого параметра формирования со значением, которое задано во время навивки технологической ленты согласно технологической последовательности на основе положения технологической ленты в компоненте шины, который формируется, причем навивка испытательной ленты осуществляется при использовании первого параметра формирования со значением, которое задано во время навивки испытательной ленты в соответствии с тестовой последовательностью, которая не зависит от технологической последовательности.
26. Система сборки шин по п.23, в которой шаг указанных одного или более витков испытательной ленты по меньшей мере в полтора раза или в два раза превышает ширину формующей головки.
27. Система сборки шин по п.23, содержащая барабан с валом барабана и множеством сегментов, которые выполнены с возможностью перемещения в радиальном направлении, перпендикулярном к валу барабана, причем множество сегментов образуют технологическую поверхность.
28. Система сборки шин по п.23, в которой цилиндрическая поверхность для измерений представляет собой технологическую поверхность.
29. Система сборки шин по п.23, в которой технологическая поверхность представляет собой цилиндрическую технологическую поверхность, при этом система сборки шин дополнительно содержит приспособление для измерений, которое выполнено с возможностью установки вокруг цилиндрической технологической поверхности, причем цилиндрическая поверхность для измерений образована приспособлением для измерений и проходит концентрически вокруг цилиндрической технологической поверхности, когда приспособление для измерений установлено вокруг цилиндрической технологической поверхности.
30. Система сборки шин по п.28, в которой цилиндрическая поверхность для измерений является более круглой, чем цилиндрическая технологическая поверхность.
31. Система сборки шин по п.23, в которой технологическая поверхность представляет собой цилиндрическую технологическую поверхность, при этом цилиндрическая поверхность для измерений и цилиндрическая технологическая поверхность смещены относительно друг друга в аксиальном направлении.
32. Система сборки шин по п.23, в которой блок управления выполнен с возможностью управления приводом вращения и шаговым приводом в технологическом режиме так, чтобы технологическая лента навивалась по спирали в виде множества витков с шагом в аксиальном направлении на технологической поверхности, причем множество витков технологической ленты имеют шаг в аксиальном направлении, который меньше ширины формующей головки.
| WO 2017198465 A1, 23.11.2017 | |||
| WO 2016122311 A1, 04.08.2016 | |||
| JP 2017127986 A, 27.07.2017 | |||
| US 20190184663 A1, 20.06.2019 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2002 |
|
RU2324594C2 |

