Изобретение относится к металлургии по изготовлению полых металлических заготовок.
Наиболее близким к заявленному способу изготовления полой литой металлической заготовки является способ, включающий в себя заливку подготовленной литейной формы жидким расплавом, выдержку залитой формы для затвердевания в ней полой заготовки с применением стержней, извлечение остывшей отливки из полости формы (Специальные способы литья. Степанов Ю.А., и др. М: Машиностроение, 1970, стр. 97-105).
Недостатком такого способа является невысокое качество получаемой заготовки.
Технический результат, получаемый при осуществлении изобретения, заключается в получении качественного металлоизделия сложной конфигурации.
Изготовление полой литой металлокерамической заготовки осуществляется путем заливки жидкого металла в подготовленную литейную форму, выдержку охлаждающегося металла в форме до образования определенной величины корочки, слив остатков незатвердевшего жидкого металла из формы, нанесения на затвердевшую внутреннюю поверхность заготовки керамического покрытия, герметизации формы с одновременной подачей дозированного количества жидкости во внутреннюю полость заготовки с последующей выдержкой, которая, испаряясь, создает внутри полости необходимой величины гидростатическое давление, далее разгерметизируют форму и повторно выполняют выше перечисленные операции, при этом может быть осуществлена заливка жидкого металла с другими отличными от исходного металла физическими свойствами, после чего следует окончательная выдержка затвердевающей заготовки под газовым давлением до полного затвердевания заготовки, после чего осуществляют разгерметизацию формы с извлечением остывшей заготовки.
Ограничительные признаки: осуществляют заливку жидкого металла в подготовленную литейную форму, выдержку металла в залитой форме, извлечение остывшей заготовки из полости формы.
Отличительные признаки: после заливки жидкого металла в литейную форму следует выдержка до образования корочки определенной величины, после чего удаляют остатки незатвердевшего жидкого металла и на затвердевшую внутреннюю поверхность заготовки наносят керамическое покрытие, герметизируют форму и одновременно подают внутрь дозированное количество жидкости. Эти операции повторяют многократно с разными металлами по заданной технологии.
Причинно-следственная связь между совокупностью признаков заявляемого способа и достигаемым техническим результатом достигается в следующем.
При охлаждении жидкого металла на стенках формы нарастает корочка кристаллизующегося металла. После удаления остатков незатвердевшего жидкого металла из формы, на внутреннюю поверхность заготовки наносят керамическое покрытие заданной толщины, после чего в полость вводят дозированный объем жидкости, которая, испаряясь, создает гидростатическое давление, при котором происходит вдавливание керамической смеси в раскаленную корочку с последующим ее упрочнением (увеличением плотности). Данная процедура может быть повторена неоднократно по заданному технологическому процессу. Тем самым, получается заготовка с качественной для заданного технологического процесса структурой и физическими свойствами.
Способ изготовления литой многослойной металлокерамической заготовки осуществляется следующим образом:
Жидкий металл заливается в подготовленную литейную форму, внутренняя поверхность которой предварительно обработана противопригарным покрытием, выдерживается в ней до получения корочки требуемой величины. После этого остатки незатвердевшего жидкого металла удаляются, и на внутреннюю поверхность заготовки наносят керамическое покрытие (например, из корунда). Далее, к литниковой воронке формы устанавливается устройство, обеспечивающее ее герметизацию и осуществляющее дозированную подачу жидкости (например, воды), которая, испаряясь, создает гидростатическое давление заданной величины внутри формы.
Под этим давлением происходит вдавливание нанесенного керамического материала в закристаллизовавшуюся корочку с последующим ее упрочнением. Далее процесс повторяется, а именно разгерметизация формы, заливка жидкого металла, напыление керамического покрытия, ввод жидкости и т.д.
При этом при последующей заливке может (для придания заготовке определенных физических свойств) использоваться металл с другими физическими свойствами, например, медь.
После того, как процесс многократной операции заливки завершен, следует полное затвердевание заготовки в герметизированной форме под гидростатическим давлением и извлечение остывшей заготовки из полости формы.
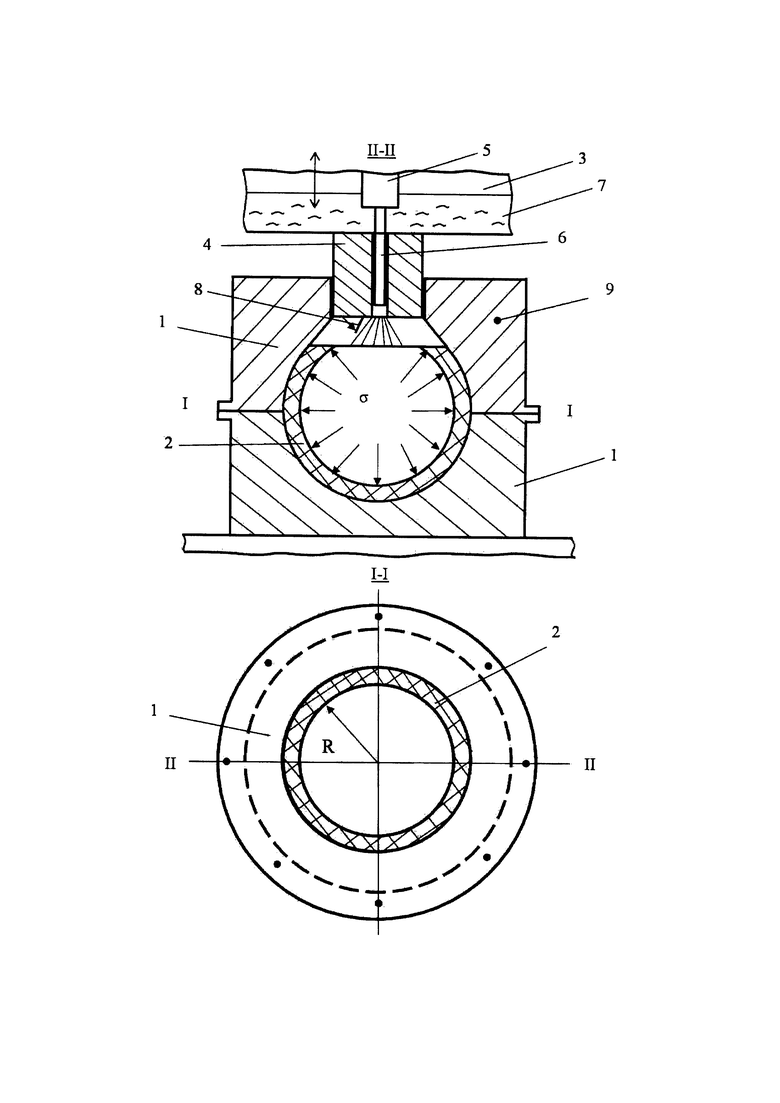
Приведем пример реализации такого способа при изготовлении шаровой опоры (Фиг.).
После заливки жидкого металла (стали) в разъемную форму 1, в которой образовалась затвердевшая корочка 2 требуемой толщины, ее (форму) помещают под устройство 3, реализующее герметизацию формы 1 штоком 4 и подвижным пуансоном 5, имеющим наконечник 6. Пуансон 5 поднимается вверх до жидкости 7, заполняет цилиндрическую полость в штоке 4, которая закрыта клапаном 8. При движении вниз цилиндрический наконечник 6 входит в цилиндрическую полость штока 4 и происходит впрыскивание жидкости в полость разъемной формы 1, в которой сформировалась корочка 2, имеющая температуру кристаллизации застывающего металла. Испаряясь, жидкость создает гидростатическое давление на корочку, которое контролируется датчиками 9, установленными в теле разъемной формы. При необходимости данная процедура (заливка, впрыскивание жидкости) может производиться многократно до требуемого результата.
В данном процессе для получения пустотелой внутренней поверхности не требуется применение стержней, которые обязательны к применению в прототипе.
Так, например: Возьмем R=4 см - радиус внутренней поверхности получаемой заготовки.
Объем внутренней шаровой полости:
Физические характеристики:
Воздух: плотность γ0=1 кг/м3=10-6 кг/см3 при давлении Р0=1 атм=1 кг/см2 и температуре t0=20°С.
Вода: плотность γ=1 гр/см3 при t0=20°С.
Таким образом, 1 гр. воды, испаряясь, займет объем V0=103 см3.
По закону Бойля-Мариотта
где T(K)=t+273.
Примем, что один впрыск воды составляет 100 мл=100 г;
Температура кристаллизации стали 1450°С. Примем, что пар от испарения воды нагревается до 500°С.
Тогда имеем: Р0=1 атм, V0=100⋅103 см3, Т0=293 K, V=268 см3, Т=773 K.

Значит, давление на закристаллизовавшуюся корочку будет 984 атм. или 9,84 кг/мм2 а это давление горячей пластической деформации стали, что приводит к повышению плотности металла заготовки.
Если принять, что диаметр наконечника для ввода жидкости в форму составляет 6 мм, то давление на пуансон составит ≈280 кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полой литой металлической заготовки | 2022 |
|
RU2782365C1 |
| Способ литья с кристаллизацией под давлением | 2022 |
|
RU2806789C1 |
| Способ литья вакуумным всасыванием в керамическую газопроницаемую форму и устройство для его осуществления | 1981 |
|
SU996089A1 |
| Способ получения биметаллических трубчатых изделий | 1981 |
|
SU1014647A1 |
| Способ изготовления заготовок бесшовных цилиндрических корпусов твердотопливных газогенераторов | 2021 |
|
RU2762225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ ЗАГОТОВКИ БОЧКИ МУКОМОЛЬНОГО ВАЛЬЦА | 2022 |
|
RU2784634C1 |
| Способ литья под газовым давлением | 1983 |
|
SU1118475A1 |
| Стержень для получения полых отливок | 1989 |
|
SU1731418A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ДВУХСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ С РАБОЧИМ СЛОЕМ ИЗ ВЫСОКОЛЕГИРОВАННОГО ЧУГУНА | 1998 |
|
RU2148471C1 |
Изобретение относится к области металлургии. Способ изготовления литой многослойной металлокерамической заготовки включает заливку формы жидким расплавом, выдержку залитой формы для затвердевания в ней заготовки и извлечение остывшей заготовки из полости формы. После выдержки залитого жидкого металла в форме, внутренняя поверхность которой обработана противопригарным покрытием, и образования затвердевшей корочки остатки незатвердевшего металла сливают из полости формы, а на затвердевшую внутреннюю поверхность заготовки наносят керамическое покрытие. Затем форму герметизируют и одновременно подают жидкость во внутреннюю полость заготовки. Форму с заготовкой, формирующейся в ней под газовым давлением от испарения жидкости, выдерживают, а затем разгерметизируют и повторно заливают во внутреннюю полость заготовки жидкий металл. Указанные операции, начиная со слива остатков незатвердевшего металла и нанесения керамического покрытия, повторяют до получения металлокерамической заготовки требуемой конфигурации, толщины стенки и внутренней структуры. Обеспечивается получение качественной многослойной металлокерамической заготовки. 1 з.п. ф-лы, 1 ил., 1 пр.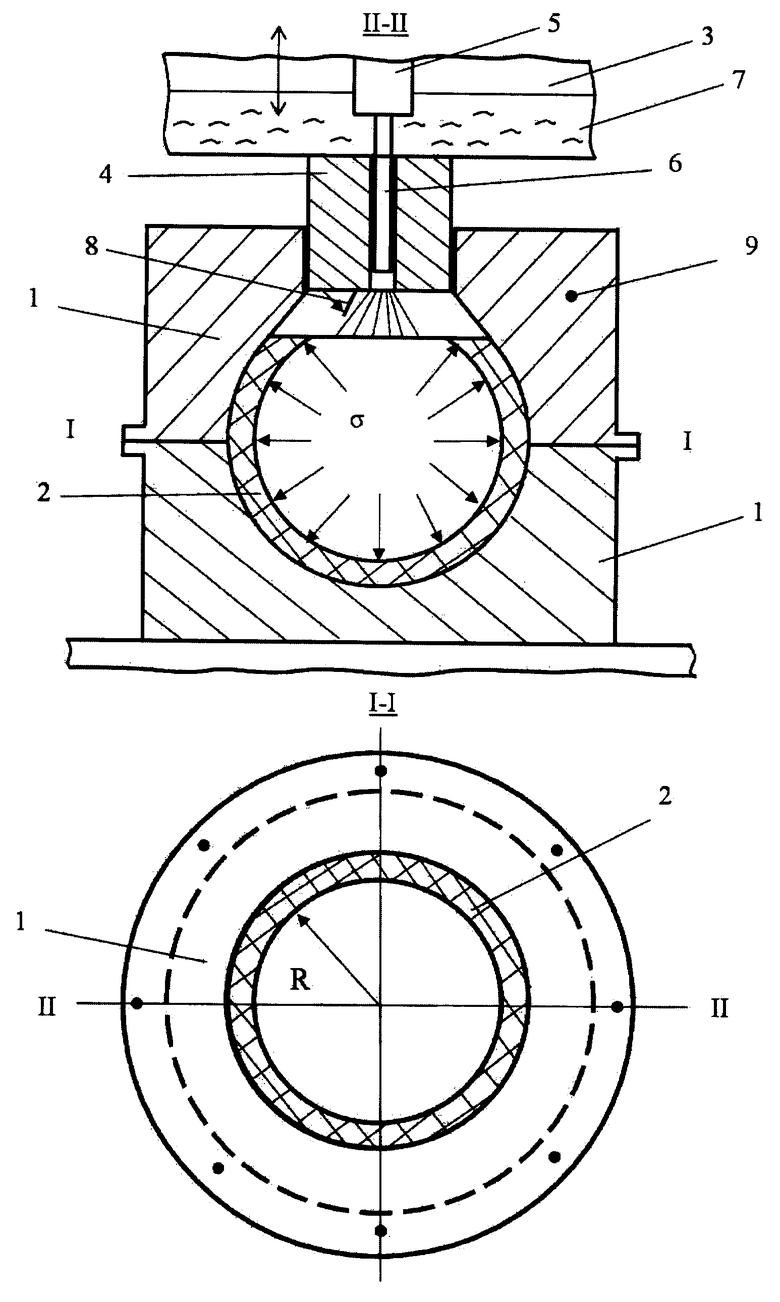
1. Способ изготовления литой многослойной металлокерамической заготовки, включающий заливку формы жидким расплавом, выдержку залитой формы для затвердевания в ней заготовки, извлечение остывшей заготовки из полости формы, отличающийся тем, что после выдержки залитого жидкого металла в форме, внутренняя поверхность которой обработана противопригарным покрытием, и образования затвердевшей корочки осуществляют слив остатков незатвердевшего жидкого металла из полости формы и последующее нанесение керамического покрытия на затвердевшую внутреннюю поверхность заготовки, после чего герметизируют форму и одновременно подают жидкость во внутреннюю полость заготовки, осуществляют выдержку формы с формирующейся в ней под газовым давлением от испарения жидкости заготовкой, далее форму разгерметизируют и повторно заливают во внутреннюю полость заготовки жидкий металл с последующим повторением перечисленных технологических операций, начиная с операции слива остатков незатвердевшего жидкого металла и нанесения керамического покрытия, до получения металлокерамической заготовки требуемой конфигурации, толщины стенки и внутренней структуры, после чего осуществляют окончательную выдержку затвердевающей заготовки под газовым давлением, разгерметизацию формы и извлечение остывшей металлокерамической заготовки.
2. Способ по п. 1, отличающийся тем, что в качестве заливаемого металла для формирования слоев заготовки используют металлы с разными физико-механическими свойствами.
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2307003C1 |
| Установка для литья оболочковых металлических стержней | 1975 |
|
SU549248A1 |
| СТАНОК ДЛЯ ИЗГИБАНИЯ ЛИСТОВОГО И ПОЛОСОВОГО МАТЕРИАЛА | 1930 |
|
SU21867A1 |
| AU 2004376 A, 01.06.1978 | |||
| СПОСОБ ОДНОНАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК И СВЯЗАННОЕ С НИМ УСТРОЙСТВО | 2006 |
|
RU2569857C2 |
| US 20050011630 A1, 20.01.2005. | |||

