Изобретение относится к области металлургии, а именно к технологии обработки жаропрочных мартенситных сталей, применяемых в энергетической промышленности в качестве конструкционных материалов для производства котлов, роторов и другого оборудования тепловых электростанций нового поколения, работающих при температуре до 650°C.
Известны жаропрочные высокохромистые стали мартенситного класса типа Р92, которые используются для изготовления высокотемпературных трактов котлов, главных паропроводов, паровых турбин угольных энергоблоков с рабочей температурой пара до 650°С, поскольку обладают высоким сопротивлением ползучести. Высокая жаропрочность этих сталей обусловлена структурой троостита отпуска, в которой сохраняется дислокационная структура пакетного мартенсита, формирующегося при нормализации. Стабильность структуры при высоких температурах обеспечивается выделяющимися при отпуске дисперсными частицами карбидов М23С6, преимущественно расположенными по границам исходных аустенитных зерен, пакетов, блоков и реек мартенсита, и карбонитридов МX, равномерно распределенных внутри реек.
В настоящее время термическая обработка жаропрочных сталей мартенситного класса типа Р92 обычно представляет собой выдержку в аустенитной области при 1040-1100°C с последующим охлаждением на воздухе и отпуском при температурах 750-780°C. В процессе выдержки при температурах 1040 - 1150°С происходит практически полное растворение карбидов и карбонитридов присутствовавших в сталях, а при дальнейшем охлаждении на воздухе или в воде в сталях формируется структура пакетного мартенсита. Последующий отпуск при температуре 650 -780°С приводит к выделению карбидов М23С6 (размером 50 - 170 нм) и карбонитридов и MX (размером 14 - 40 нм) [Маruуаmа K. Strengthening mechanisms of creep resistant tempered martensitic steel / K. Maruyama, K. Sawada, J. Koike // ISIJ Int. - 2001. - Vol.41. - P. 641-653; Ennis, P. J. Recent advances in creep resistant steels for power plant applications / P. J. Ennis, A. Czyrska-Filemonowicz // Operat. Maint. Mater. - 2002. - Vol.1. - P. 1-28]. Дисперсные частицы сдерживают движение дислокаций и миграцию границ. В результате, структура троостита отпуска сохраняется в процессе ползучести при повышенных температурах. Именно сочетание дислокационной структуры троостита отпуска с наночастицами вторичных фаз обеспечивает уникальные свойства сталей мартенситного класса.
Наиболее близким к заявляемому является способ термической обработки жаропрочной стали мартенситного класса 10Х10К3В2МФБР, в состав которой входят в мас. %: 0,1 С; 0,06 Si; 0,1 Mn; 10,0 Cr; 0,17 Ni; 0,7 Mo; 0,05 Nb; 0,2 V; 0,003 N; 0,008 B; 2,0 W; 3,0 Co; 0,002 Ti; 0,006 Cu; 0,01 Al; остальное – Fe, который был выбран в качестве прототипа, описанный в научной статье [Mishnev R., Dudova N., Kaibyshev R. On the Origin of the Superior Long-Term Creep Resistance of a 10%Cr Steel, Materials Science & Engineering A V. 713, 2018 pp. 161-173]. Способ термической обработки включает:
- выдержку в аустенитной области при температуре 1060°C в течение 1 часа с последующим охлаждением на воздухе;
- отпуск при температуре 770°C в течение 3 часов с последующим охлаждением на воздухе.
Структура, полученная в результате термообработки, обеспечивает высокое сопротивление ползучести: предел длительной прочности стали 10Х10К3В2МФБР при температуре 650°С на базе 105 часов составляет 107 МПа, что почти на 40% выше предела длительной прочности стали Р92. Кроме того, сталь демонстрирует совершенно уникальное время до разрушения при температуре 650°С и нагрузке 120 МПа. Время до разрушения составляет 39437 часов, что не имеет аналогов во всем мире [Kaibyshev R., Mishnev R., Fedoseeva A., Dudova, N. The role of microstructure in creep strength of 9-12%Cr steels, Materials Science Forum, Volume 879, 2017, Pages 36-41].
Однако в результате испытаний был выявлен и недостаток данной стали, который может существенно ограничить ее применение в промышленности. Предел ползучести данного материала составляет всего 66 МПа на базе 105 часов, кроме того на начальной стадии ползучести, а именно до деформации 2%, сталь демонстрирует достаточно высокую скорость деформации. Предел ползучести важный показатель для элементов турбины, а именно лопаток, при проектировании которых предъявляются допуски к удлинению в процессе эксплуатации. Для оценки предела ползучести сталей используется эмпирическая зависимость между напряжением и временем до достижения 1% деформации (уравнение Ларсена–Миллера):

где P - параметр Ларсена-Миллера, τ - время до достижения 1% деформации при ползучести. Увеличение времени до достижения 1% деформации приводит к увеличению предела ползучести.
Задачей изобретения является разработка способа обработки жаропрочной стали мартенситного класса 10Х10К3В2МФБР, обеспечивающего увеличение времени до достижения 1% деформации при испытании на ползучесть, и сохранение высокого сопротивления ползучести при температуре 650°С.
Технический результат изобретения заключается в том, что разработанный режим термомеханической обработки стали 10Х10К3В2МФБР обеспечивает увеличение времени до достижения 1% деформации при испытании стали на ползучесть, при этом сохраняется высокое время до разрушения при температуре 650°С и напряжении 120 МПа. Деформация при этом происходит за счет движения имеющихся в материале дислокаций без активации источников Франка-Рида, испускающих новые дислокации, что приводит к сохранению высокой плотности дислокаций в структуре троостита отпуска без активации реакции взаимодействия реечных границ и решеточных дислокаций; и увеличению числа дислокаций закрепленных наноразмерными частицами карбонитридов МX.
Поставленная задача решается предложенным способом термомеханической обработки жаропрочной стали мартенситного класса 10Х10К3В2МФБР, включающий выдержку стали в аустенитной области при температуре 1040-1100°С с последующим охлаждением на воздухе и отпуск при температуре 760-780°C, в который внесены новые признаки:
- дополнительная термомеханическая обработка, которая заключается в деформации от 0,5 до 2% при температуре в интервале ±100°С около температуры эксплуатации, со скоростью от 10-3 до 10-6с-1;
- при этом при изготовлении труб деформацию во время дополнительной термомеханической обработки осуществляют путем правки, а при изготовлении лопаток - используют калибровку.
Новизна подтверждается тем, что в уровне техники не обнаружены технические решения с предложенной совокупностью признаков, которые обеспечивают достижение заявленного результата. Изобретательский уровень подтверждается тем, что известность влияния указанных отличительных признаков на заявленный технический результат не установлена. Соответствие условию «промышленная применимость подтверждается приведенными ниже примерами.
Примеры осуществления
Сталь 10Х10К3В2МФБР, содержащая в мас. %: 0,1 С; 0,06 Si; 0,1 Mn; 10,0 Cr; 0,17 Ni; 0,7 Mo; 0,05 Nb; 0,2 V; 0,003 N; 0,008 B; 2,0 W; 3,0 Co; 0,002 Ti; 0,006 Cu; 0,01 Al; остальное – Fe, была обработана двумя различными способами: первый – традиционной термообработкой, второй – обработка согласно предполагаемому изобретению.
Пример № 1. Традиционный способ. Выдержка при температуре 1060°C в течение 60 минут с последующим охлаждением на воздухе и отпуск при температуре 770°C в течение 3-х часов с последующим охлаждением на воздухе.
Пример № 2. Выдержка при температуре 1060°C в течение 60 минут с последующим охлаждением на воздухе, отпуск при температуре 770°C в течение 3-х часов с последующим охлаждением на воздухе и деформация по схеме одноосного растяжения при температуре 650°С до степени 1% при скорости деформации ε = 10-6 с-1.
Пример № 3. Выдержка при температуре 1060°C в течение 60 минут с последующим охлаждением на воздухе, отпуск при температуре 770°C в течение 3-х часов с последующим охлаждением на воздухе и деформация по схеме одноосного растяжения при температуре 750°С до степени 1% при скорости деформации ε = 10-3 с-1.
Пример № 4. Выдержка при температуре 1060°C в течение 60 минут с последующим охлаждением на воздухе, отпуск при температуре 770°C в течение 3-х часов с последующим охлаждением на воздухе и деформация по схеме одноосного растяжения при температуре 550°С до степени 1% при скорости деформации ε = 10-6 с-1.
Пример № 5. Выдержка при температуре 1060°C в течение 60 минут с последующим охлаждением на воздухе, отпуск при температуре 770°C в течение 3-х часов с последующим охлаждением на воздухе и деформация по схеме одноосного растяжения при температуре 650°С до степени 2% при скорости деформации ε = 10-6 с-1.
Пример № 6. Выдержка при температуре 1060°C в течение 60 минут с последующим охлаждением на воздухе, отпуск при температуре 770°C в течение 3-х часов с последующим охлаждением на воздухе и деформация по схеме одноосного растяжения при температуре 650°С до степени 0,5% при скорости деформации ε = 10-6 с-1.
Результаты испытаний стали на длительную прочность и ползучесть при температуре 650°C и напряжении 120 МПа, которые проводились по ASTM Е139-06 и ГОСТ 3248-81, приведены в табл.1.
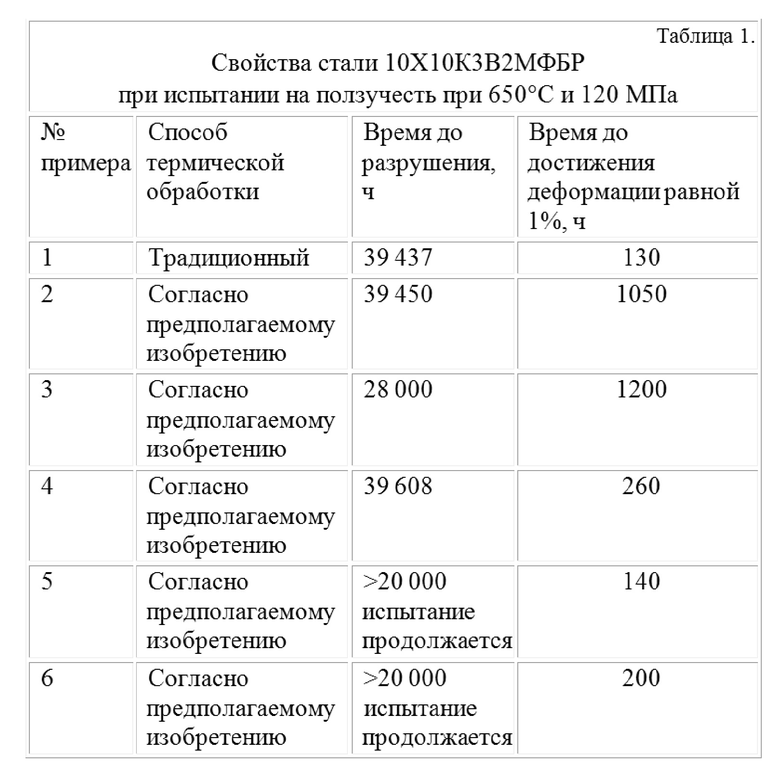
Из таблицы 1 видно, что характеристики ползучести стали 10Х10К3В2МФБР, обработанной по предлагаемому способу, превосходят соответствующие характеристики стали, обработанной традиционным способом, например, время до достижения деформации равной 1% при температуре испытания 650°C напряжении 120 МПа примерно в 8 раз больше у образца, обработанного по примеру 2, чем у прототипа.
Таким образом, приведенные примеры подтверждают, что задача по разработке способа термомеханической обработки жаропрочной стали мартенситного класса 10Х10К3В2МФБР, обеспечивающего с одновременно высоким временем до разрушения, увеличение времени до достижения 1% деформации при испытании на ползучесть при температуре испытания 650°C решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |
| Способ обработки жаропрочных низкоуглеродистых сталей мартенситного класса | 2022 |
|
RU2789958C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2013 |
|
RU2520286C1 |
| ЖАРОПРОЧНАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2598725C2 |
| ЖАРОПРОЧНАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА | 2014 |
|
RU2558738C1 |
| Жаропрочная сталь мартенситного класса | 2020 |
|
RU2757923C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ МАРТЕНСИТНОЙ ВЫСОКОХРОМИСТОЙ СТАЛИ | 2023 |
|
RU2805532C1 |
| Жаропрочная сталь мартенситного класса | 2017 |
|
RU2655496C1 |
| ЖАРОПРОЧНАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА | 2010 |
|
RU2437956C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
Изобретение относится к области металлургии, а именно к технологии обработки жаропрочных мартенситных сплавов, применяемых в энергетической промышленности в качестве конструкционных материалов для производства котлов, роторов и другого оборудования тепловых электростанций нового поколения, работающих при температуре до 650°C. Способ включает выдержку стали в аустенитной области при температуре 1040-1100°С с последующим охлаждением на воздухе, отпуск при температуре 760-780°C и термомеханическую обработку. Термомеханическая обработка заключается в деформации от 0,5 до 2% при температуре в интервале ±100°С около температуры эксплуатации со скоростью от 10-3 до 10-6 с-1. При изготовлении труб деформацию во время термомеханической обработки осуществляют путем правки, а при изготовлении лопаток используют калибровку. 1 з.п. ф-лы, 1 табл.
1. Способ термомеханической обработки жаропрочной стали мартенситного класса, содержащей в мас.%: 0,1 С, 0,06 Si, 0,1 Mn, 10,0 Cr, 0,17 Ni, 0,7 Mo, 0,05 Nb, 0,2 V, 0,003 N, 0,008 В, 2,0 W, 3,0 Co, 0,002 Ti, 0,006 Cu, 0,01 Al, остальное - Fe, включающий термическую обработку путем выдержки стали в аустенитной области при температуре 1040-1100°С с последующим охлаждением на воздухе и отпуском при температуре 760-780°С, отличающийся тем, что после термической обработки осуществляют деформацию стали со степенью от 0,5 до 2% при температуре 650±100°С со скоростью деформации от 10-3 до 10-6 с-1.
2. Способ по п. 1, отличающийся тем, что деформацию осуществляют путем правки при изготовлении труб или путем калибровки при изготовлении лопаток.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2013 |
|
RU2520286C1 |
| Способ обработки нержавеющих сталей мартенситного класса | 1983 |
|
SU1090735A1 |
| Жаропрочная сталь мартенситного класса | 2017 |
|
RU2655496C1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ | 1991 |
|
RU2034048C1 |
| ЗАКАЛЕННАЯ МАРТЕНСИТНАЯ СТАЛЬ С НИЗКИМ СОДЕРЖАНИЕМ КОБАЛЬТА, СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛИ ИЗ ЭТОЙ СТАЛИ И ДЕТАЛЬ, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2009 |
|
RU2497974C2 |

