Изобретение относится к формированию графеноподобной структуры графита из жидкого углеводорода. Оно может быть использовано для получения монолитных изделий или заготовок изделий из получаемого графита, используемых в нефтяной, энергетической, химической, медицинской промышленностях.
Известен способ соединения графитовых изделий (а.с.№199116, опубл. 13.07.1967 г.), заключающийся в том, что проводят соединение графитовых изделий в расплавленных или жидких углеводородах (парафин, масло и т.д). Место соединения нагревают до высоких температур (1250°C) током высокой частоты, индукционным током, дуговым разрядом и т.д. В процессе нагрева жидкий углеводород, соприкасаясь с поверхностью графитовых деталей, диссоциирует с выделением на изделии углерода, который плотно и прочно соединяет две графитовые детали. При нагреве до 1250°C в течение 1,5 минуты достаточно, чтобы образовалось покрытие места соединения. Материал покрытия - углерод.
Недостатки известного способа:
способ бездоказателен. Нет сведений, что за углерод образуется на поверхности соединения двух частей изделия и почему именно он прочно и плотно соединяет место соединения за 1,5 минуты. Способ не применим для получения графита для формирования сразу из него готового изделия в процессе графитизации.
Известен способ наращивания слоев титанового сплава ВТ20 методом 3Д-печати с помощью аргонодуговой наплавки (Журнал Инновационные технологии в материаловедении и машиностроении. Материалы 4-й научно-практической конференции. Из-во ПНИПУ, Пермь 2019 г., Микроструктура титанового сплава ВТ20 после 3Д-печати с помощью аргонодуговой наплавки. с.171) заключающийся в том, что из сплава ВТ20 была изготовлена подложка, на которую, используя оборудование для многослойной наплавки, наплавляли проволоку из этого же титанового сплава ВТ20 в камере с контролируемой атмосферой типа ВКС-11. В качестве контролируемой атмосферы используют неон ВД-201-АД. При наплавке проволоки на подложке используют сварочный ток 90 А. В результате получают заготовку в виде слоистого изделия. В результате наплавки происходит тепловое воздействие на всю толщину подложки. В зоне наплавления, в слоях зерна имеют вытянутую форму. Увеличение количества слоев наплавки приводит к образованию зерен больших размеров (10 мм в длину и 4 мм в ширину). Зерна прорастают через слои и вытягиваются в сторону увеличения количества слоев. Встречаются полосы со структурой неоднородности по всей ширине наплавки. Структура - в виде корзинного плетения.
Недостатки способа:
- способ усложнен использованием инертной среды при наплавке.
- способ рассчитан на наплавку слоями металла на металл и не может быть использован для получения слоев из неметаллического материала типа жидкого углеводорода (масла).
- способ организует наплавку металла на металл, используя большой ток, который не может быть реализован в случае получения и жидкого углеводорода слоев графита с наноструктурой или подобной ей.
Известен способ электроимпульсного метода обработки (Технология конструкционных материалов. Под редакцией Г.А. Прейса. Киев. Издательство Вища школа, 1984 г, с.321), который содержит две детали. Одна деталь в виде стержня подсоединена к плюсу (+). Другая деталь в виде пластины или прямоугольника подсоединена к минусу (-). Размещены детали с зазором друг к другу. Деталь-стержень обеспечена приводным электродвигателем, который передает движение генератору импульсов на деталь- стержень через регулятор подачи. Детали размещены в емкости с диэлектрической жидкостью.
Недостатки способа:
- способ использует разнородные детали, что заведомо деталь-стержень плюс (+) становится анодом - расходным материалом, который работает как элемент, выглаживающий поверхность контактной с ним детали - пластины искровым электроимпульсным методом. Следовательно, он не пригоден для использования для получения графита и наращивания слоев из используемой жидкости (масла) для получения графита и графитовой заготовки из получаемого графита или изделий различного назначения. Тем более со структурой графеноподобного типа, позволяющий заготовке, а затем и изделию с такой структурой материала иметь заданные свойства наноматериала.
- способ ограничивает функцию жидкого углеводорода - масла, т.к. оно только охлаждает место обработки (как СОЖ) в процессе нагрева деталей до 4000-5000°C.
Известен способ изготовления углеграфитовых изделий (патент №2636536, МПК B22 F3/105 от 08.11.2 2016 г.), включающий приготовление смеси на основе угля в качестве наполнителя и связующего, размещения смеси в виде слоя в области формирования изделия и ее облучения лазерным излучением в атмосфере инертного газа. Приготовление смеси осуществляют путем введения в углеродосодержащий наполнитель связующего и размещают полученную смесь в области формирования изделия в виде последовательно накладываемых слоев толщиной 0.15-0.5 мм, каждый из которых облучают лазерным излучением с нагревом до температуры от 1000°C до 1800°C с постоянным обдувом инертным газом, при этом перед накладкой очередного слоя предыдущий свой охлаждают до 90°C-100°C, а в качестве связующего используют высокомолекулярное органическое связующее или ароматические смолы.
Недостатки способа:
- способ сложен, работает в инертной среде и при использовании твердых смесей (графит со связующим).
- Способ ограничен образованием графитоподобных зародышей и их внедрением в аморфный углерод при спекании. Следовательно, он не применим при получении изделий графитизацией из жидкого углеводорода с получением однородной структуры графита - только с графеноподобной структурой.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ сварки графита с графитом нагревом в жидких углеводородах (Сварка в машиностроении: Справочник в 4-х т./Редкол.: Г.А. Николаев и др. - М.: Машиностроение, 1978 - Т. 2/ Под ред. А. И. Акулова - с.432-434), заключающийся в соединении двух деталей из графита, помещенных в жидкую углеводородного среду (масло). Детали закрепляют предварительно в токопроводниках. Пропускают по ним ток, при этом одна деталь подключена к+, другая к - от сварочного аппарата - источника тока типа ПС-500 или ТСД-1000. Одну из деталей, подсоединенную к полюсу (+), и играющую роль анода, выполняют с конусообразным пазом в торце. Другую деталь, подсоединенную к минусу (-), играющую роль катода, выполняют с конусообразным выступом, соответствующим конусообразному пазу. Детали вставлены друг в друга. После подключения тока к деталям они нагреваются до высокой температуры (1700°С). При этом, вокруг деталей образуется область паров из минерального масла. Пары масла соприкасаются с поверхностями деталей. Продукты разложения масла осаждаются в виде углерода с образованием слоев на деталях из графита. Одновременно усиливается соединение этих деталей во время заполнения графитом места стыковки деталей за счет служащей анодом детали, активизированной в результате нагрева - как расходный материал. Данный способ принят за прототип.
Недостатки известного способа, принятого за прототип:
- в способе нет сведений о типе структуры образующего графита покрытия.
- Способ рассчитан на сварку двух деталей с получением одной детали.
- Способ позволяет получить только слой покрытия в месте стыковки деталей из графита, а не слои.
- Способ ограничен функционально: необходимо соединить готовый графит с готовым графитом. При этом, детали плотно соединены друг с другом. Деталь-стержень (+) является расходным материалом, т.е. основным сырьевым материалом является она, а графит из жидкого углеводорода дополнением. Углерод же, образующийся из масла, покрывает только внешнюю поверхность этих деталей в зоне нагрева.
- В способе нет подтверждения, что при заявленных температуре нагрева и времени выдержки, обеспечиваются плотность и прочность соединения поскольку нет сведений о свойствах соединяемых деталей.
- Нет сведения о силе тока, обеспечивающей графитизацию жидкого углеводорода.
Задачей изобретения является разработка способа получения готового изделия или заготовки из графита, получаемого в процессе графитизации его из жидкого углеводорода (масла трансформаторного или индустриального) с формированием наноструктуры, образующегося графита.
Технический результат, достигаемый при осуществлении изобретения, -
получение монолитного изделия или заготовки из графита.
Технический результат достигается тем, что в известном способе графитизации из жидкого углеводорода, заключающемся в размещении в жидком углеводороде деталей из графита, в подключении к плюсу токопровода сварочного приспособления одну из деталей в форме стержня, подключение к минусу сварочного приспособления другой детали, в нагревании при атмосферном давлении деталей при высокой температуре, в образовании электрической дуги между деталями, в испарении жидкого углеводорода с образованием углерода на поверхности деталей, согласно изобретению, деталь, подключенную к минусу, выполняют в виде пластины, функционирующей в качестве подложки, обе детали размещают в жидком углеводороде с зазором друг под другом, деталь-стержень устанавливают с возможностью возвратно-поступательного перемещения при нагреве как в горизонтальной, так и в вертикальной плоскостях относительно детали-пластины, проводят нагрев током 30-60 А, образуют слои графита из жидкого углеводорода (масла) на поверхности детали-подложки, наращивают слои в зазоре между деталями с образованием графита со структурой типа графен, при этом используют обе детали с одним и тем же электрохимическим потенциалом, деталь в форме стержня используют в качестве катализатора процесса, в качестве основного сырьевого материала для получаемых заготовки или изделия используют жидкий углеводород.
Сопоставительный анализ заявляемого способа с прототипом показал, что заявляемый способ обладает критериями «новизна», «изобретательский уровень», «практическая применимость» - как ранее неизвестный, существенно отличающийся от ранее известных, и в применении не требуется новых материалов, сложных взаимодействий и средств для осуществления поставленной задачи.
В качестве деталей, подключенных к источнику тока, используют детали в виде стержня, подключаемого к полюсу (+) источника тока и в виде пластины, подключенной к полюсу (-), что обеспечивает при обязательном использовании обеих деталей одинакового состава иное, чем в прототипе перераспределение активности и взаимодействия с жидким углеводородом в процессе нагрева. Так вместо расходного материала (в прототипе) в заявляемом техническом решении служит уже не графит в детали, а жидкий углеводород. За счет того, что деталь-стержень имеет те же свойства, что и деталь-пластина, деталь-стержень приобретает только каталитические свойства. Каталитические свойства детали-стержня обеспечивают ускорение процесса разложения углеводорода при меньших токе и температуре. Размещение детали-стержня с зазором над деталью-пластиной обеспечивает возможность на подложке активно наращивать слои, образующегося графита из жидкого углеводорода. Возможность перемещения детали стержня за счет возвратно-поступательного движения вначале к пластине в вертикальной плоскости - для организации дугового процесса наращивания слоев, образующегося графита из жидкого углеводорода между деталями (а не на поверхности деталей как в прототипе) и отложения слой за слоем вновь образовавшегося графита на детали-пластине (пластине-подложке для слоев), а затем (в вертикальной плоскости) движения от пластины - для возможности поступления новых порций жидкого углеводорода в зазор и наращивания нового слоя графита на уже образовавшемся слое или слоях графита. Таким образом, регулируется количество слоев, необходимых для получения заданного размера заготовки или изделия. Форму заданного изделия обеспечивают перемещением детали-стержня в зоне наращивания слоев при возвратно-поступательном перемещении в горизонтальной и вертикальной плоскостях относительно детали-подложки (аналогично методу 3D-печати). Деталь-стержень активизирует структурообразование нового материала, связь между элементами новой структуры графита из жидкого углеводорода.
Появляется возможность улучшить структуру вновь образующуюся между деталями (стержнем и пластиной) из периодически поступающих в зазор порций жидкого углеводорода, оптимизируя режимы нагрева (30-60 А), образование дуги и обеспечения зазора между деталью-стержнем и подложкой, и вновь образовавшимися слоями на пластине.
Неожиданно, сочетая детали-электроды между собой не только графит-графит (как в прототипе), но и медь-медь, никель-никель удалось обеспечить тот же эффект наращивания слоев графита в виде плотно упакованных элементов структуры и получение изделия из жидкого углеводорода. Таким образом, структурообразование слоев позволило расширить функциональные возможности - получения изделий из графита, полученных из жидкого углеводорода при сочетании различных неметаллических или металлических деталей в качестве электродов. При этом структура слоев из разложившегося жидкого углеводорода одна и та же - типичная для графеноподобного графита - в виде трубок сетчатого строения.
Плотная упаковка элементов структуры обеспечивает монолитность слоистых изделий. Подача к деталям графит-графит тока в пределах 30-60 А позволяет обеспечить формирование графеноподобных структур в слоях, обеспечивающую графиту более высокую организацию структуры, чем ранее (в прототипе получают слои графита с той же структурой, что и в соединяемых деталях). К тому же ток в пределах 30-60 А позволяет получить одну и ту же структуру, используя детали, нагреваемые током 30-60 А, как неметаллические (графит-графит как в прототипе), так и металлические (медь-медь, никель-никель и так далее), неожиданно проявляющие себя как катализаторы, графенобразующие из жидкого углеводорода.
Первичным и единственным строительным материалом для получения элементов графита является жидкий углеводород-масла, преимущественно в виде трансформаторного Т-1500 (ГОСТ 982-80) и индустриального И-40 (ГОСТ 20799-88).
Наилучшими условиями получения графена подобного графита являются: наличие в зазоре постоянного присутствия углеводорода - между деталью-стержнем и деталью-пластиной в процессе нагрева их в условиях атмосферного давления. При этом оптимально взаимодействует графит-графитовая система электродов при постоянном токе 30-60 А с использованием дугового сварочного инверторного аппарата "Кедр ММА 220" с частотой 50 Гц, напряжением 63 В, мощности 5,5 кВт.
При взаимодействии пары электродов медь-медь наилучшими условиями получения графеноподобной структуры в изделии является использование тока в пределах 30-40 А, как и пары никель-никель, при обязательном соблюдении присутствия в зазоре между электродами жидкого углеводорода в процессе дугообразования и образование слоев на пластине из элементов графита графеноподобной структуры.
При исследовании типа структуры получаемого графита используют оптический микроскоп (Цифровой Альтами МЕТ 5) и многофункциональный спектрометр композиционного рассеяния света с Фурье-преобразованием Senterra (Bruker, Германия) при длине волны излучающего зазора 532 нанометра и мощности излучателя 10 mW, проводя обработку спектров с помощью программного обеспечения OPUS 65 в полуавтоматическом режиме с использованием функции Гаусса.
Способ поясняется чертежами:
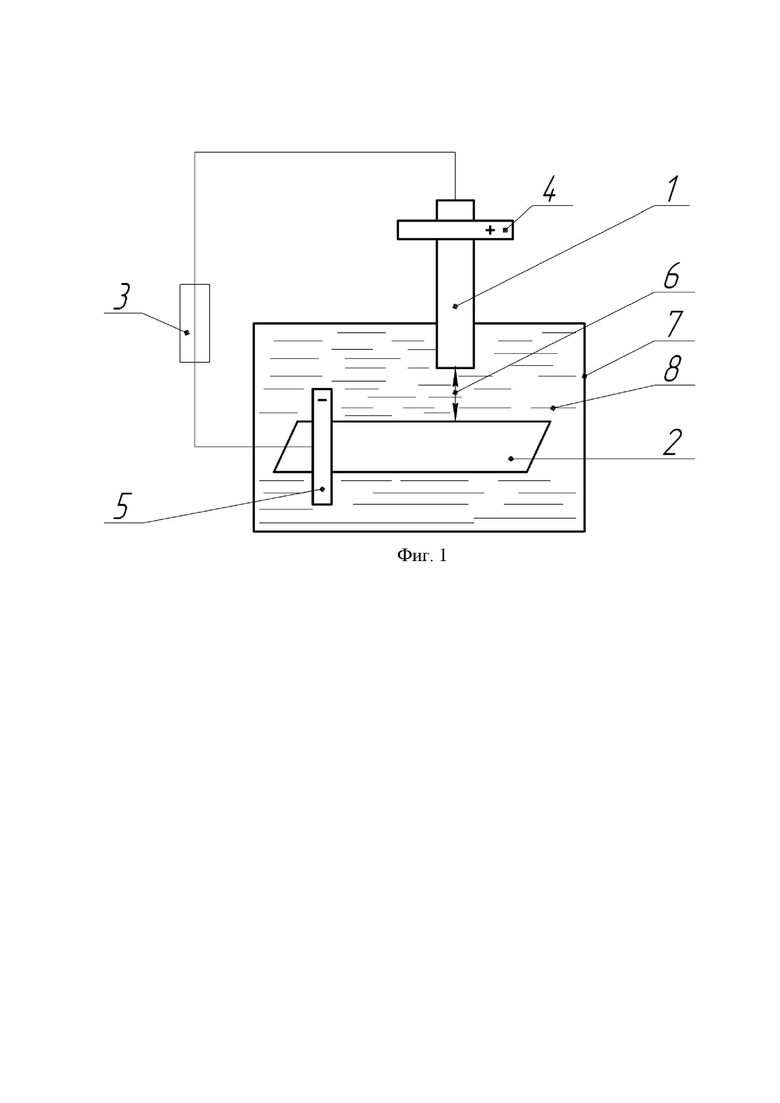
На фиг.1 схематично показано устройство для осуществления этого способа.
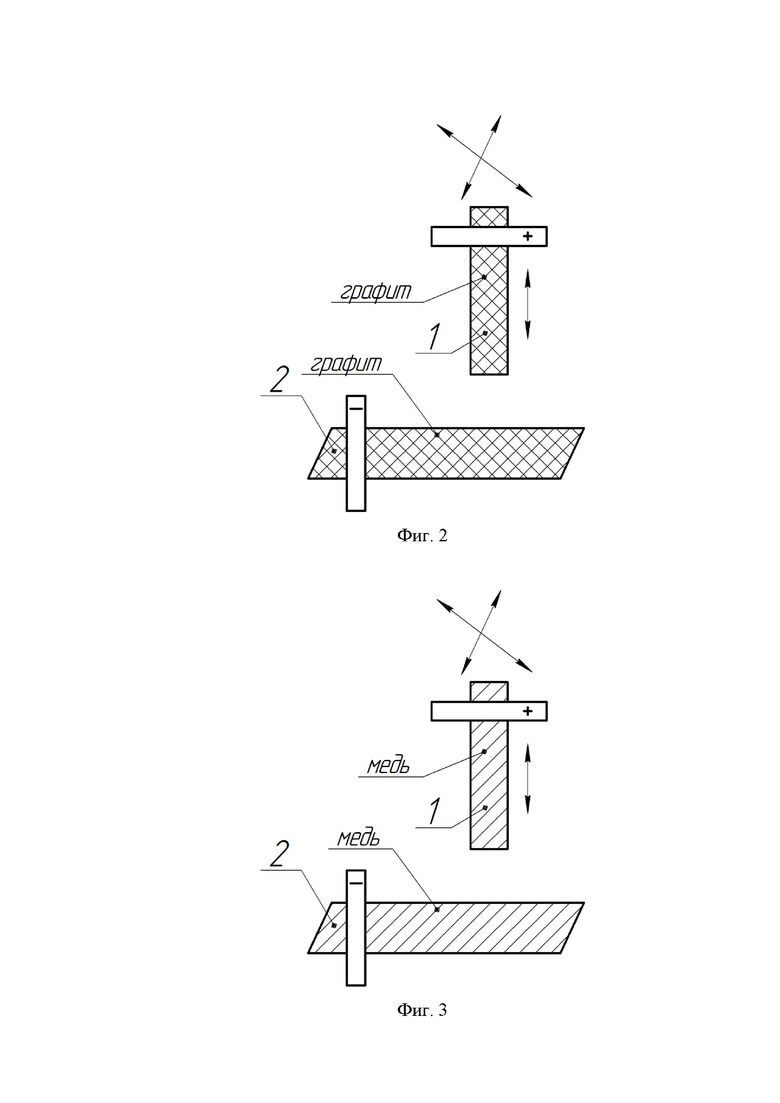
На фиг.2 схематично показана связь деталей графит-графит в процессе получения графита из жидкого углеводорода (масла) и возможность перемещения детали (+) в процессе образования из него слоев графита.
На фиг.3 схематично показана связь деталей медь-медь в процессе получения графита из жидкого углеводорода (масла) и возможность перемещения детали (+) в процессе образования из него слоев графита.
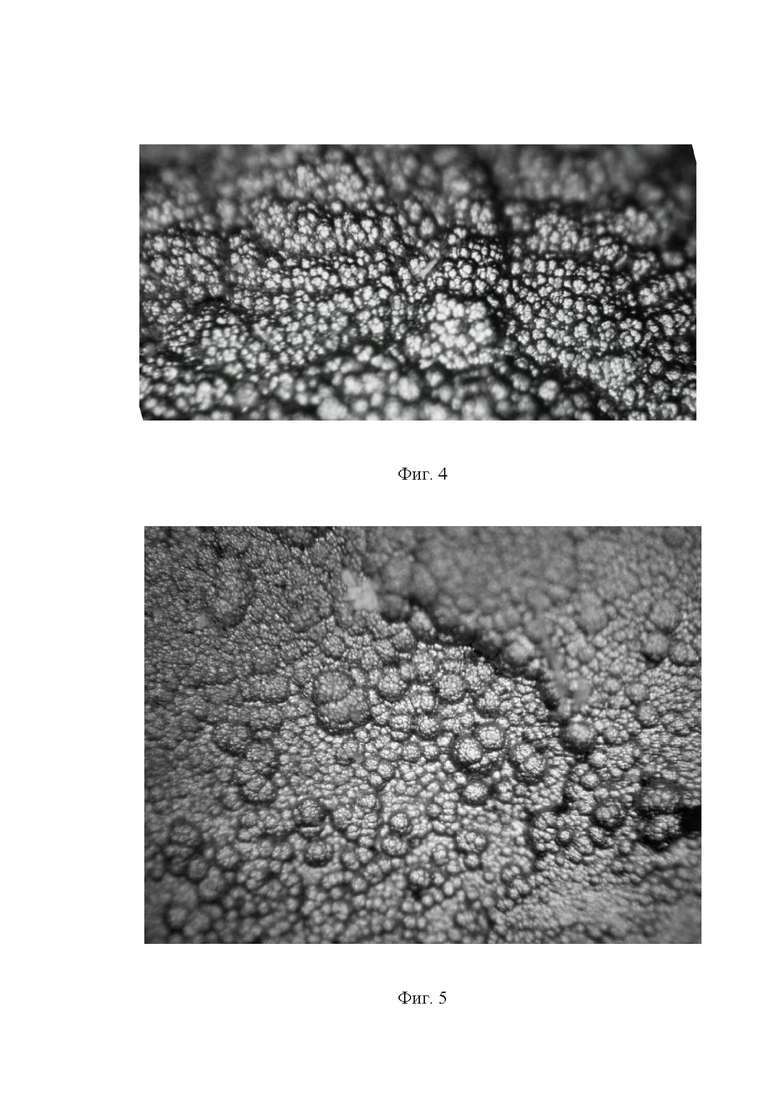
На фиг.4 показаны слои графита, полученные в процессе наращивания их при граффитизации из трансформаторного масла Т1500 и использовании электродов графит-графит.
На фиг.5 показаны слои графита, полученные в процессе их наращивания при графитизации из индустриального масла с использованием электродов медь-медь.
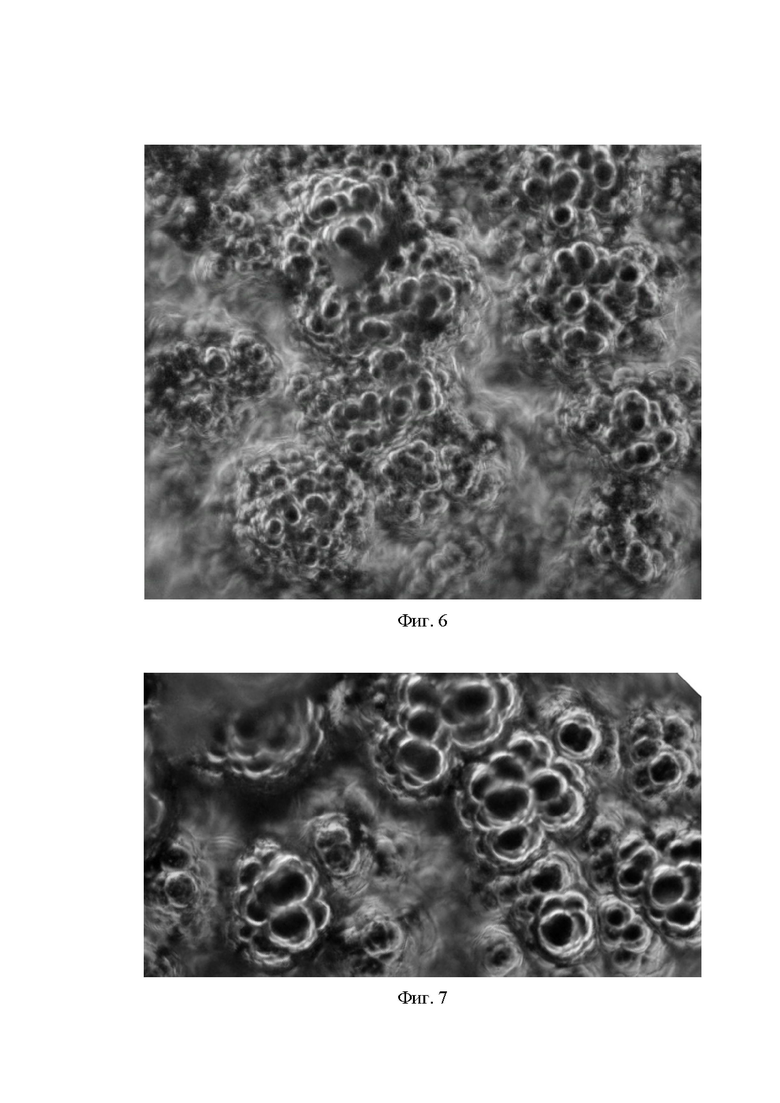
На фиг.6 показана графеноподобная структура, полученная в процессе графитизации из трансформаторного масла (х1000).
На фиг.7 показана графеноподобная структура полученного графита при графитизации из индустриального масла (х1000).
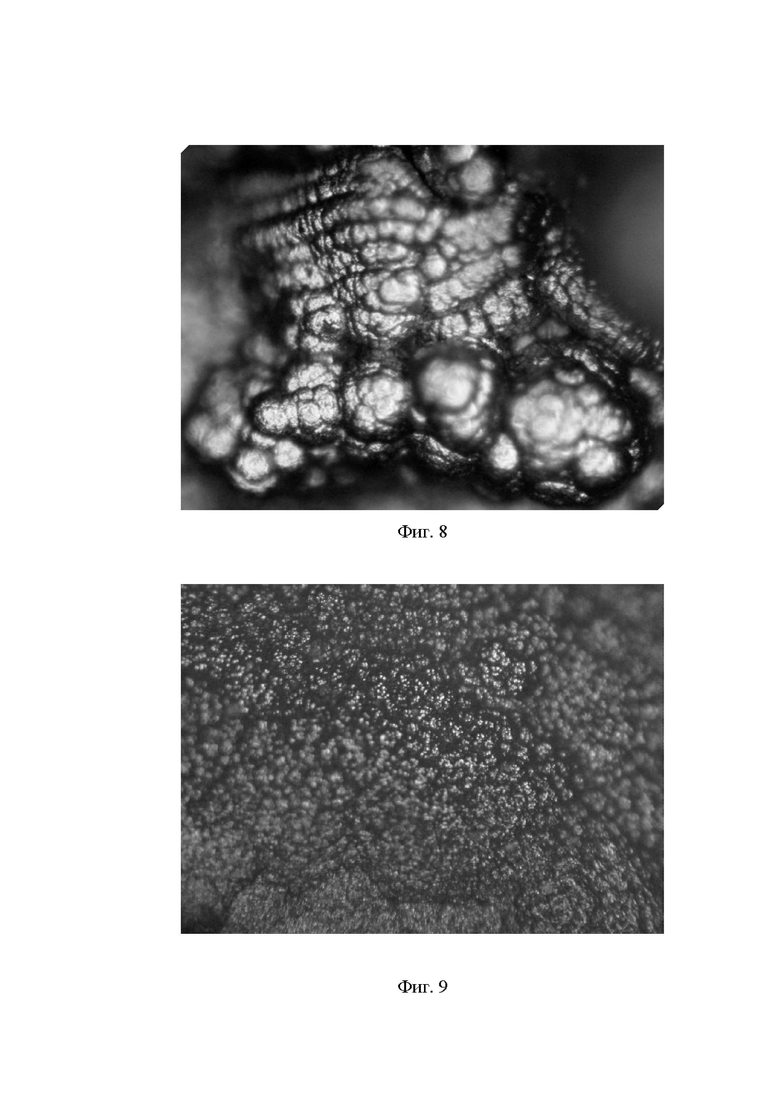
На фиг.8 показано слоистое изделие, полученное из жидкого углеводорода при сочетании электродов графит-графит.
На фиг.9 показано слоистое изделие, полученное из жидкого углеводорода при сочетании электродов медь-медь.
Устройство для осуществления заявляемого способа содержит деталь 1 в форме стержня и деталь 2 в форме пластины. Детали 1 и 2 подключены к плюс (+) и минус (-) токопроводам 4 и 5, соответственно, через сварочный агрегат - источник тока 3. Детали размещены с зазором 6 относительно друг друга в емкости 7, заполненной жидким углеводородом (трансформаторным Т1500 или индустриальным маслом) - 8.
Способ осуществляется следующим образом.
Берут по две детали 1, 2 из графита, меди, никеля одного и того же состава (фиг.1, 2, 3), чтобы минимизировать разницу электродного потенциала между ними. Подключают детали к источнику тока 3. Деталь 1 в форме стержня подключают к плюсу (+) 4. Деталь 2 в форме пластины - к минусу (-) 5. Деталь-стержень 1 устанавливают над деталью -пластиной 2 с зазором 6. Установку деталей осуществляют в емкости 7, в которую перед включением тока вливают жидкий углеводород 8 (трансформаторное Т1500 или индустриальное масло). Деталь-стержень 1 обеспечивают возможностью перемещения кареткой (не показана) от подложки, то есть возвратно-поступательное перемещение в горизонтальной и вертикальной плоскостях (аналогично методу 3D-печати) для постоянного поступления в зазор 6 жидкого углеводорода (масла) 8 и для наращивания слоев. Включают сварочный агрегат 3 - источник тока. При этом деталь-стержень 1 сближают с пластиной 2 до образования электрической дуги между деталями 1, 2. При этом подают ток 30-60 А.
После выдержки в течение времени, обеспечивающем получение слоя графита, деталь-стержень 1 приподнимают для подачи самотеком свежей порции масла. Вновь устанавливают стержень 1 на расстоянии дугобразования между вновь образовавшимися слоями графита на детали-пластине 2 (она же подложка для наращивания слоев) и деталью-стержнем 1 (анодом). Вновь образуется электрическая дуга, но уже между образовавшимися слоями графеноподобного графита (фиг.6, 7) из жидкого углеводорода (масла) 8 и деталью-стержнем 1 (катализатором). Выдерживают новую порцию масла в течение заданного времени в режиме подачи тока, предварительно подобранного как оптимальный - 30-60 А. И повторяют таким образом наращивание слоев и связей между элементами структуры в слоях и между слоями с получением заданного объема и формы заготовки или изделия. Заготовку или изделие (фиг.8, 9) получают слоистыми с плотной упаковкой объемных элементов структуры (фиг.4) типа графена - виде трубок сетчатого строения (фиг.6) - при варианте пары электродов - плюс (+) и минус (-) графит-графит деталей.
При сочетании электродов плюс (+) и минус (-) медь-медь деталей характерна структура того же типа, сформированная из графеноподобных элементов, плотно упакованных в слоях и между ними (фиг.5).
Дополнительно - возможен вариант получения гранул из меди, покрытых графеноподобным типом графита, полученного из жидкого углеводорода (индустриального масла). Заготовки или изделия из слоев графита в процессе испарения в зоне дугового возбуждения энергии между двумя деталями медь-стержень и медь-подложка в виде пластины при токе 30-40А всякий раз с выдержкой по времени, достаточной для образования очередного слоя.
Использование тока менее 30 А недостаточно для завершения структуры графита графеноподобного типа и получения плотной упаковки элементов структуры при любой паре деталей (графит-графит, медь-медь, никель-никель и т.д.).
Использование тока более 60 А - для пары электродов графит-графит или более 40 А - для пары медь-медь, никель-никель приводит к появлению элементов структуры различного размера и появлению зон с рыхлой связью между элементами структуры.
В качестве жидкого углеводорода использовали индустриальное масло И-40 (ГОСТ 20799-88) и трансформаторное масло Т-1500 (ГОСТ 982-80).
В качестве электродов использовали графит (ГОСТ 10274-82), медь марки М1, никель марки Н-1.
При этом размер графеноподобного элемента сетчатой структуры при использовании пары деталей графит-графит 1 мкм, как и никель-никель.
А размер графеноподобного элемента сетчатой структуры при использовании пары деталей медь-медь 0.5 мкм.
За счет того, что используют деталь-стержень плюс (+) из материала того же состава и свойства, что и деталь-пластину, то деталь-стержень при контакте с деталью-пластиной, не имея разницы в электропотенциале между ними, только условно можно назвать традиционным анодом, т.к. он не является расходным материалом, а служит в основном катализатором процесса структурообразования графита в виде графена при наращивании слоев до заданного размера заготовки или изделия из этого графита, полученного только из жидкого углеводорода.
Температуру задают подбором силы тока для каждой пары электродов в пределах, обеспечивающих дугобразование при их сближении и возвратно-поступательном перемещении в горизонтальной и вертикальной плоскостях детали-стержня для формирования элементов структуры в виде графена, обеспечения связи между ними в слоях и между слоями, равновероятности реакции образования структуры в них.
Преимущества заявляемого способа, по сравнению с прототипом, состоят в том, что он позволяет:
- получить заготовки или изделия из графита из жидких углеводородов со структурой типа графена, обладающего более высокими свойствами;
- получить графит в виде слоистого материала не только при наплавке на поверхность (в качестве покрытия), но и как уже готовые заготовку или изделие на подложке при сочетании графит-графит, медь-медь, никель-никель электродов и как катализатор - электрод в качестве анода;
- оптимизировать режим получения слоистого материала без закрепления его на катоде или подложке;
- получить графит, обладающий графеноподобного типа структурой и при сочетании металла медь-медь, никель-никель и так далее в качестве электродов и не металлического материала графит-графит в новом качестве, расширяя функциональные возможности;
- получить графит со структурой типа наноструктуры - графена при атмосферном давлении для получения готовых изделий в виде монолитных изделий или пористых изделий, варьируя режим наплавки слоев на подложке;
- получить покрытие на трущихся поверхностях, оставляя в основной части масла образующийся графеноподобный материал с получением композита;
- утилизировать отработанные жидкие углеводороды-масла с получением графита, решая, таким образом, и экологические задачи. При этом используется дешевое углеводородное вещество - масло, повышается степень превращения жидкого углеводорода в графеноподобный материал без использования инертных газов в качестве защитной среды, при силе тока в заявляемом диапазоне.
Кроме того, способ граффитизации для получения графеноподобного материала или изделий из него не имеет ограничений по производительности и обеспечивает безотходный и экологически чистый процесс.
Предлагаемый способ может быть использован также и как аэрозолеобразующий материал, когда элементы графитоподобного материала в виде трубок в форме порошка приобретают высокую маскирующую способность (маскирующий дым). При этом при охлаждении капельки масла с графеноподобными элементами структуры приобретают сетчатую структуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДЛОЖКА ДЛЯ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ (CVD) АЛМАЗА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2577638C2 |
| Композитный катодный материал и способ его получения | 2020 |
|
RU2758442C1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2219033C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |
| ПИРОУГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ ДЛЯ АНОДА ЛИТИЙ-ИОННОГО АККУМУЛЯТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2133527C1 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2110619C1 |
| Технологии получения гибких и прозрачных электронных компонентов на основе графеноподобных структур в полимере для электроники и микроэлектроники | 2021 |
|
RU2778215C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
| ЧУГУН | 1995 |
|
RU2098507C1 |
| ДУГОВОЙ СПОСОБ ПОЛУЧЕНИЯ ГРАФЕНА | 2017 |
|
RU2681630C1 |
Изобретение относится к способу графитизации из жидкого углеводорода. Способ заключается в размещении в жидком углеводороде деталей из графита, в подключении к плюсу токопровода сварочного приспособления одной из деталей в форме стержня, подключение к минусу сварочного приспособления другой детали, в нагревании при атмосферном давлении деталей при высокой температуре, в образовании электрической дуги между деталями, в испарении жидкого углеводорода с образованием углерода на поверхности деталей. При этом способ характеризуется тем, что деталь, подключённую к минусу, выполняют в виде пластины, функционирующей в качестве подложки, обе детали размещают в жидком углеводороде с зазором друг под другом, деталь-стержень устанавливают с возможностью возвратно-поступательного перемещения при нагреве как в горизонтальной, так и в вертикальной плоскостях относительно детали-пластины, проводят нагрев током 30–60 А, образуют слои графита из жидкого углеводорода – масла на поверхности детали–подложки, наращивают слои в зазоре между деталями с образованием графита со структурой типа графен, при этом используют обе детали с одним и тем же электрохимическим потенциалом, деталь в форме стержня используют в качестве катализатора процесса, в качестве основного сырьевого материала для получаемых заготовки или изделия используют жидкий углеводород. Использование предлагаемого способа позволяет получать монолитное изделие или заготовки из графита. 9 ил.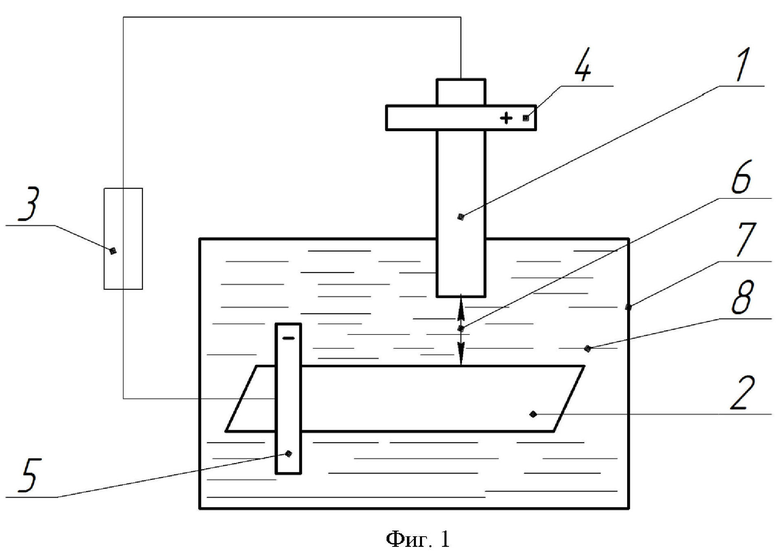
Способ графитизации из жидкого углеводорода, заключающийся в размещении в жидком углеводороде деталей из графита, в подключении к плюсу токопровода сварочного приспособления одной из деталей в форме стержня, подключение к минусу сварочного приспособления другой детали, в нагревании при атмосферном давлении деталей при высокой температуре, в образовании электрической дуги между деталями, в испарении жидкого углеводорода с образованием углерода на поверхности деталей, отличающийся тем, что деталь, подключённую к минусу, выполняют в виде пластины, функционирующей в качестве подложки, обе детали размещают в жидком углеводороде с зазором друг под другом, деталь-стержень устанавливают с возможностью возвратно-поступательного перемещения при нагреве как в горизонтальной, так и в вертикальной плоскостях относительно детали-пластины, проводят нагрев током 30–60 А, образуют слои графита из жидкого углеводорода – масла на поверхности детали–подложки, наращивают слои в зазоре между деталями с образованием графита со структурой типа графен, при этом используют обе детали с одним и тем же электрохимическим потенциалом, деталь в форме стержня используют в качестве катализатора процесса, в качестве основного сырьевого материала для получаемых заготовки или изделия используют жидкий углеводород.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| А | |||
| И | |||
| ПЛУГ С ВРАЩАЮЩИМИСЯ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 1925 |
|
SU432A1 |
| RU 97113993 A, 10.10.1998 | |||
| AU 2021101152 A4), 06.05.2021. | |||

