Область техники
Настоящее изобретение относится к области техники очистки поверхности стальной полосы и, в частности, относится к устройству и способу обезжиривания стальной полосы.
Уровень техники
Качество поверхности стальной полосы является одним из ключевых факторов, влияющих на улучшение характеристик продукта. После холодной прокатки к поверхности стальной полосы прилипают прокатное масло, смазка, пыль, железный порошок и т.д. Если их не очищают окончательно, то это повлияет на последующий процесс обработки, возможно привести к ослаблению эффекта обезуглероживания процесса отжига, загрязнению атмосферы в печи и даже науглероживанию, из-за чего образуется налипание на печном ролике, и в конечном итоге приводит к ухудшению качества поверхности полосы и царапанию полосы.
Для очистки холоднокатаной полосы обычно используется комбинация химической очистки + электролитической очистки + физической промывки. Электролитическая очистка отличается высокой скоростью очистки и хорошим эффектом обезжиривания. Однако в настоящее время в основном используется устройство для электролитической очистки с обычной плотностью тока, которое имеет недостатки, такие как быстрая коррозия электрода, частная замена электрода, высокое потребление энергии, образование большего количества пузырьков и большое количество щелочных паров. Ванна для электролитического обезжиривания играет важную роль в процессе обезжиривания, но он также относится к оборудованию с высокими фиксированными инвестиционными затратами (около 600000/комплект) и высокими эксплуатационными расходами (250 кВт/ч/комплект). Кроме того, коррозия электрода является серьезной и часто требуется замена электрода и остановка устройства. Срочно нужно разработать новую технологию обезжиривания взамен электролитического обезжиривания.
В Китае были поданы патенты или заявки на патенты на использование ультразвуковой усиленной тщательной очистки полосы. Например, на патенте CN 104117510 B опубликовано устройство и способ для промывки кремнистой стали с использованием ультразвуковых волн в ванне промывки горячей водой. CN 206240948 U и CN 201669281 U раскрывают устройство с использованием ультразвука для усиления очистки полосы, но в патенте ультразвуковой вибратор размещается с одной стороны полосы. Результаты экспериментов показывают, что при кратковременном контакте ультразвуковых волн затухание энергии звуковой волны очень велико, когда звуковая волна проникает через высокоскоростную движущуюся полосу, и практически отсутствует эффект очистки на другой стороне полосы, и невозможно получить полосу с чистой верхней и нижней поверхностями. Поэтому эффективность и практичность очистки поверхности полосы еще не может соответствовать требованиям. CN 206676826 U имеет длительный процесс очистки, а также имеет недостатки размещения ультразвука с одной стороны, и производственная линия не подходит для непрерывной очистки полосы с большим сечением и высоким натяжением. Аналогично, CN 206670203 U имеет длительный процесс очистки и использует щеточное устройство, которое сложно обслуживать и которое легко забивает трубные участки.
Содержание изобретения
Техническая проблема, решаемая настоящим изобретением, заключается в создании устройства и способа обезжиривания стальной полосы, которые снижают стоимость технологии и улучшают качество обезжиривания поверхности полосы.
Технические решения, принятые настоящим изобретением для решения технической проблемы, включают: создание устройства обезжиривания стальной полосы, которое включает в себя ванну ультразвуковой щелочной очистки, ванну ультразвуковой промывки и ванну распылительной очистки, соединенные последовательно. Ванны ультразвуковой щелочной очистки, ультразвуковой промывки и распылительной очистки оснащены тянущими роликами для транспортировки стальной полосы. Передняя секция ванны ультразвуковой щелочной очистки представляет собой секцию распылительной очистки щелочным раствором, оснащенную форсунками распыления щелочного раствора, а задняя секция ванны ультразвуковой щелочной очистки представляет собой секцию ультразвуковой очистки, оснащенную ультразвуковыми вибраторами. Внутри ванны ультразвуковой промывки также предусмотрены ультразвуковые вибраторы. Ультразвуковые вибраторы расположены над и под полосой, или на боковой стенке ванны, и соединен с ультразвуковым генератором. В ванне распылительной очистки предусмотрены форсунки для распыления горячей воды, и вода перетекает с ванны распылительной очистки на ванну ультразвуковой промывки.
В вышеуказанном варианте ультразвуковые вибраторы подвешены с помощью опоры в ваннах ультразвуковой щелочной очистки и ультразвуковой промывки.
В вышеуказанном варианте опора соединена с винтовой муфтой, и положение опоры регулируется с помощью винтовой муфты.
В вышеуказанном варианте, ультразвуковой вибратор изготовлен из нержавеющей стали, титанового сплава или керамики, а поверхность ультразвукового вибратора покрыта ПТФЭ или танталом.
В вышеуказанном варианте, предусмотрены уровнемеры в ваннах ультразвуковой щелочной очистки и ультразвуковой промывки. Ультразвуковой генератор соединен с уровнемером.
В вышеуказанном варианте, нижняя часть боковой стенки секции распылительной очистки щелочным раствором и секции ультразвуковой очистки наклонена к середине, и на дне секции распылительной очистки щелочным раствором и секции ультразвуковой очистки предусмотрены выходы для сточных вод.
В вышеуказанном варианте, нижняя часть боковой стенки ванны ультразвуковой промывки наклонена к середине, и на дне ванны ультразвуковой промывки предусмотрен выход для сточных вод.
В вышеуказанном варианте, предусмотрены отклоняющие ролики в ваннах ультразвуковой щелочной очистки и ультразвуковой промывки.
Настоящее изобретение также предоставляет способ обезжиривания полосы с использованием устройства обезжиривания полосы, включающий следующие этапы:
S1. Подают раствор для очистки в ванну ультразвуковой щелочной очистки с температурой 40-80°С. Раствор для очистки содержит следующие компоненты в массовых процентах: 1-3% NaOH, 0,1-0,5% Na2SiO3 и 0,01-0,5% составного ПАВ, остальное - вода;
S2. Включают ультразвуковой генератор, и после того, как полоса пройдет через секцию распылительной очистки щелочным раствором и секцию ультразвуковой очистки для завершения очистки, она поступает в ванну ультразвуковой промывки для промывки;
S3. Промытую стальную полосу на этапе S2 направляют в ванну распылительной очистки, где форсунки распыляют горячую воду с температурой 70-80°С.
Устройство и способ обезжиривания стальной полосы по настоящему изобретению имеют следующие положительные эффекты:
1. В настоящем изобретении стальная полоса проходит через секцию распылительной очистки щелочным раствором ванны ультразвуковой щелочной очистки с помощью тянущего ролика и реализуются смачивание поверхности полосы и разрыв масляной пленки под действием усилия сдвига струй щелочного раствора высокого давления. Затем завершается высокоэффективное обезжиривание ультразвуком в секции ультразвуковой очистки, жир и щелочной раствор удаляются и заменяются в ванне ультразвуковой промывки, а окончательная очистка полосы завершается в ванне распылительной очистки горячей водой.
2. Настоящее изобретение подходит для промышленной непрерывной очистки стальных полос разной толщины и с различным рабочими скоростями; Впервые отменили процесс электролитического обезжиривания с большими инвестициями, высоким энергопотреблением и большим количеством щелочных паров, а также устройство щеточной очистки/стирания, у которого существует проблема выпадения волос щетки и сложного обслуживания. Значительно снижает энергопотребление агрегата, цикл и себестоимость технического обслуживания агрегата, и в конечном итоге снижает затраты очистку на тонну стали и улучшает экологические условия, и получится полоса с чистыми верхней и нижней поверхностями.
Объяснения к рисункам
Настоящее изобретение будет дополнительно описано ниже вместе с рисунками и вариантами осуществления. Представлены следующие рисунки:
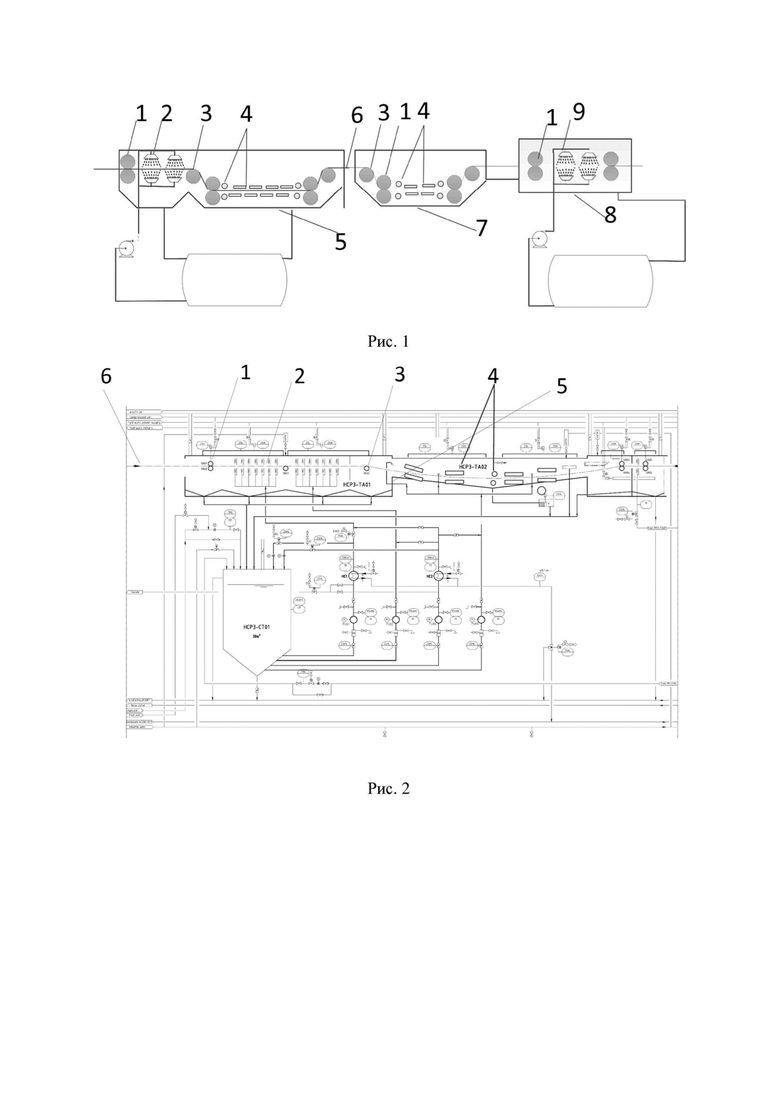
Рис. 1 представляет собой эскиз устройства обезжиривания полосы, предусмотренного настоящим изобретением;
Рис. 2 представляет собой эскиз работы ванны ультразвуковой щелочной.
Подробные способы осуществления
Чтобы иметь более ясное представление о технических особенностях, целях и эффектах настоящего изобретения, теперь будут подробно описаны конкретные варианты осуществления настоящего изобретения со ссылкой на прилагаемые рисунки.
Как показано на рис. 1, 2, устройство обезжиривания стальной полосы, предусмотренное настоящим изобретением, включает в себя ванну ультразвуковой щелочной очистки 5, ванну ультразвуковой промывки 7, ванну распылительной очистки 8, которые соединены последовательно. И бак циркуляции щелочного раствора, бак дем. воды. Бак циркуляции щелочного раствора соединен с ванной ультразвуковой щелочной очистки 5, а бак дем. воды соединен с ванной распылительной очистки 8. Для ванны ультразвуковой промывки 7 не предусмотрен отдельный бак циркуляции, жидкость для промывки поступает от перелива с ванны распылительной очистки 8 чтобы сократить процесс очистки и снизить расход воды.
В ванне ультразвуковой щелочной очистки 5, ванне ультразвуковой промывки 7 и ванне распылительной очистки 8 предусмотрены тянущие ролики 1 для транспортировки полосы 6, в ванне ультразвуковой щелочной очистки 5 и ванне ультразвуковой промывки 7 также предусмотрены отклоняющие ролики 3, с помощью отклоняющих роликов 3 и тянущих роликов 1 реализуется транспортировка полосы 6. В ванне распылительной очистки 8 установлены форсунки горячей воды 9, и вода от ванны распылительной очистки 8 перетекает в ванну ультразвуковой промывки 7.
Передняя секция ванны ультразвуковой щелочной очистки 5 представляет собой секцию распылительной очистки щелочным раствором, оснащенную форсунками распыления щелочного раствора 2, а задняя секция ванны ультразвуковой щелочной очистки 5 представляет собой секцию ультразвуковой очистки, оснащенную ультразвуковыми вибраторами 4. Внутри ванны ультразвуковой промывки 7 также предусмотрены ультразвуковые вибраторы 4, которые расположены над и под полосой 6, или на боковой стенке ванны. Ультразвуковой вибратор 4 соединен с ультразвуковым генератором. Ультразвуковой вибратор 4 подвешен с помощью опоры в ваннах ультразвуковой щелочной очистки 5 и ультразвуковой промывки 7. Опора соединена с винтовой муфтой, и положение опоры регулируется с помощью винтовой муфты.
Ультразвуковой вибратор 4 изготовлен из нержавеющей стали, титанового сплава или керамики, а поверхность ультразвукового вибратора 4 покрыта ПТФЭ или танталом, имеющим лучшую устойчивость к коррозии.
Предусмотрены уровнемеры в ваннах ультразвуковой щелочной очистки 5 и ультразвуковой промывки 7. Ультразвуковой генератор соединен с уровнемером, чтобы реализовать защитную блокировку при низком уровне и защитить ультразвукового генератора от работы без жидкости.
Нижняя часть боковой стенки секции распылительной очистки щелочным раствором и секции ультразвуковой очистки наклонена к середине, имеется форма V, и на дне секции распылительной очистки щелочным раствором и секции ультразвуковой очистки предусмотрены выходы для сточных вод. Нижняя часть боковой стенки ванны ультразвуковой промывки 7 наклонена к середине, имеется форма V, и на дне ванны ультразвуковой промывки 7 предусмотрен выход для сточных вод. V-образная канава удобна для слива, и жидкость очистки сохраняется относительно чистой.
Настоящее изобретение также предоставляет способ обезжиривания полосы с использованием устройства обезжиривания полосы, включающий следующие этапы:
S1. Подавать раствор для очистки в ванну ультразвуковой щелочной очистки с температурой 40-80°C. Раствор для очистки содержит следующие компоненты в массовых процентах: 1-3% NaOH, 0,1-0,5% Na2SiO3 и 0,01-0,5% составного ПАВ, остальное вода; В качестве составного ПАВ может использовать AES, ОР-10 или MES.
S2. Включить ультразвуковой генератор, и после того, как полоса пройдет через секцию распылительной очистки щелочным раствором и секцию ультразвуковой очистки для завершения очистки, она поступит в ванну ультразвуковой промывки для промывки;
S3. Промытую стальную полосу на этапе S2 направляют в ванну распылительной очистки, где форсунки распыляет горячую воду с температурой 70-80°С.
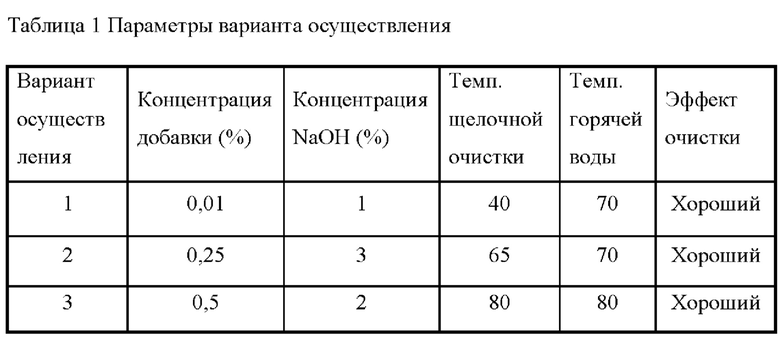
Параметры каждого варианта осуществления настоящей технологии представлены в таблице 1
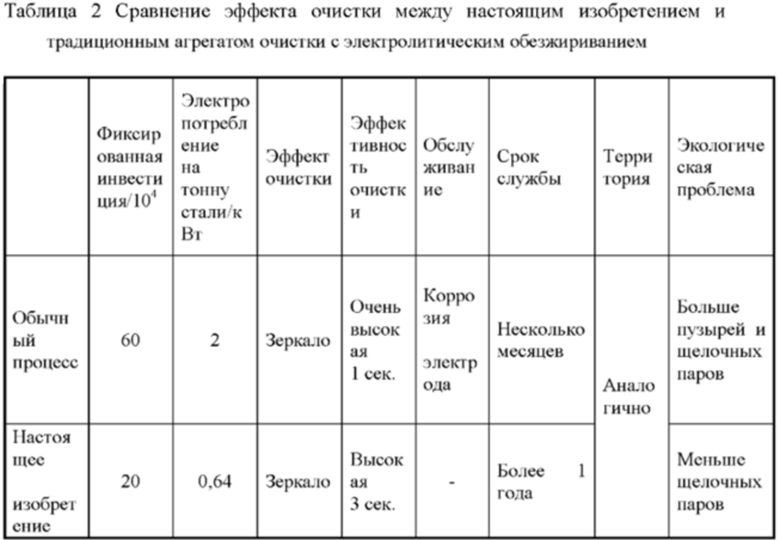
Для агрегата, производящего полосу толщиной 0,2 мм и шириной 1200 мм при скорости 120 mpm, чистота поверхности полосы является хорошей при использовании технологии очистки, предусмотренной настоящим изобретением. Результат сравнения с традиционным агрегатом электролитического обезжиривания показан в таблице 2.
Варианты осуществления настоящего изобретения описаны выше со ссылкой на прилагаемые рисунки, но настоящее изобретение не ограничивается вышеупомянутыми конкретными вариантами осуществления. Вышеупомянутые конкретные варианты осуществления являются только иллюстративными, а не ограничительными. Специалисты в данной области техники, ознакомившись с настоящим изобретением, могут создать множество других форм, не выходя за рамки цели настоящего изобретения и объема защиты формулы изобретения, и все они подпадают под защиту настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2357809C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО КОМПОНЕНТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ, ОБЕСПЕЧИВАЮЩИМ ЗАЩИТУ ОТ КОРРОЗИИ, И СТАЛЬНОЙ КОМПОНЕНТ | 2010 |
|
RU2496887C1 |
| СПОСОБ ПАССИВАЦИИ ПОЛОСОВОЙ ЧЕРНОЙ ЖЕСТИ | 2014 |
|
RU2663232C2 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ХОЛОДНОКАТАНОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ | 2021 |
|
RU2771904C1 |
| СПОСОБ ОБРАБОТКИ СМАЗКОЙ ДЛЯ ПРЕСС-ФОРМЫ, ПРЕСС-ФОРМА, СПОСОБ ИЗГОТОВЛЕНИЯ АНТИОТРАЖАЮЩЕЙ ПЛЕНКИ, УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СМАЗКОЙ ДЛЯ ПРЕСС-ФОРМЫ И УСТРОЙСТВО ДЛЯ ПРОМЫВКИ/ПРОСУШКИ ПРЕСС-ФОРМЫ | 2011 |
|
RU2519411C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УВЕЛИЧЕНИЯ МОЩНОСТИ В ГАЗОВЫХ ТУРБИНАХ ПОСРЕДСТВОМ МОКРОГО СЖАТИЯ | 1997 |
|
RU2178532C2 |
| СПОСОБ ПРОИЗВОДСТВА ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА | 2014 |
|
RU2639188C2 |
| Линия одностороннего нанесения свинца на стальную полосу | 1979 |
|
SU901341A1 |
| УСТРОЙСТВО ТУРБУЛЕНТНОГО ТРАВЛЕНИЯ И СИСТЕМА ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2811802C2 |
Изобретение относится к устройству и способу обезжиривания стальной полосы. Устройство включает в себя ванну ультразвуковой щелочной очистки, ванну ультразвуковой промывки и ванну распылительной очистки, соединенные последовательно. Ванны ультразвуковой щелочной очистки, ультразвуковой промывки и распылительной очистки оснащены тянущими роликами для транспортировки стальной полосы. Передняя секция ванны ультразвуковой щелочной очистки представляет собой секцию распылительной очистки щелочным раствором, оснащенную форсунками распыления щелочного раствора, а задняя секция ванны ультразвуковой щелочной очистки представляет собой секцию ультразвуковой очистки, оснащенную ультразвуковыми вибраторами. Внутри ванны ультразвуковой промывки также предусмотрены ультразвуковые вибраторы. Ультразвуковые вибраторы расположены над и под полосой, или на боковой стенке ванны, и соединены с ультразвуковым генератором. В ванне распылительной очистки предусмотрены форсунки для распыления горячей воды, и вода перетекает с ванны распылительной очистки на ванну ультразвуковой промывки. Технический результат изобретения - улучшение качества поверхности стальной полосы. 2 н.п. ф-лы, 2 ил., 2 табл.
1. Устройство обезжиривания стальной полосы, отличающееся тем, что оно включает в себя ванну ультразвуковой щелочной очистки, ванну ультразвуковой промывки и ванну распылительной очистки, при этом ванны ультразвуковой щелочной очистки, ультразвуковой промывки и распылительной очистки оснащены тянущими роликами для транспортировки стальной полосы, передняя секция ванны ультразвуковой щелочной очистки представляет собой секцию распылительной очистки щелочным раствором, оснащенную форсунками распыления щелочного раствора, а задняя секция ванны ультразвуковой щелочной очистки представляет собой секцию ультразвуковой очистки, оснащенную ультразвуковыми вибраторами, внутри ванны ультразвуковой промывки также предусмотрены ультразвуковые вибраторы; ультразвуковые вибраторы расположены над и под полосой, или на боковой стенке ванны, и соединены с ультразвуковым генератором; в ванне распылительной очистки предусмотрены форсунки для распыления горячей воды, и вода перетекает с ванны распылительной очистки на ванну ультразвуковой промывки; ультразвуковые вибраторы подвешены с помощью опоры в ваннах ультразвуковой щелочной очистки и ультразвуковой промывки; упомянутая опора соединена с винтовой муфтой, и положение опоры регулируется с помощью винтовой муфты; ультразвуковой вибратор изготовлен из нержавеющей стали, титанового сплава или керамики, а поверхность ультразвукового вибратора покрыта ПТФЭ или танталом; в ваннах ультразвуковой щелочной очистки и ультразвуковой промывки предусмотрены уровнемеры, и ультразвуковой генератор соединен с уровнемером; нижняя часть боковой стенки секции распылительной очистки щелочным раствором и секции ультразвуковой очистки наклонена к середине, и на дне секции распылительной очистки щелочным раствором и секции ультразвуковой очистки предусмотрены выходы для сточных вод; нижняя часть боковой стенки ванны ультразвуковой промывки наклонена к середине, и на дне ванны ультразвуковой промывки предусмотрен выход для сточных вод; в ваннах ультразвуковой щелочной очистки и ультразвуковой промывки предусмотрены отклоняющие ролики.
2. Способ обезжиривания стальной полосы с использованием устройства обезжиривания стальной полосы по п. 1, отличающийся тем, что он включает следующие этапы:
S1. подают раствор для очистки в ванну ультразвуковой щелочной очистки с температурой 40-80°С, при этом раствор для очистки содержит следующие компоненты в массовых процентах: 1-3% NaOH, 0,1-0,5% Na2SiO3 и 0,01-0,5% составного ПАВ, остальное - вода;
S2. включают ультразвуковой генератор, и после того как полоса пройдет через секцию распылительной очистки щелочным раствором и секцию ультразвуковой очистки для завершения очистки, она поступает в ванну ультразвуковой промывки для промывки;
S3. промытую стальную полосу на этапе S2 направляют в ванну распылительной очистки, где форсунки распыляют горячую воду с температурой 70-80°С.
| CN 106423963 A, 22.02.2017 | |||
| CN 202162161 U, 14.03.2012 | |||
| Муфтовое устройство с покрытием для эксплуатации в газонефтяных скважинах | 2015 |
|
RU2608454C1 |
| УСТРОЙСТВО для МОЙКИ ТРОЛЛЕЕВ | 0 |
|
SU303969A1 |
| СПОСОБ ОЧИСТКИ СТАЛЬНОГО ЛИСТА И СИСТЕМА НЕПРЕРЫВНОЙ ОЧИСТКИ СТАЛЬНОГО ЛИСТА | 2008 |
|
RU2429313C2 |
| Устройство для обезжиривания протяжных металлических изделий | 1972 |
|
SU465446A1 |
| УСТРОЙСТВО для УЛЬТРАЗВУКОВОЙ очистки | 0 |
|
SU328216A1 |
| МОЮЩЕЕ СРЕДСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ОТ ОРГАНИЧЕСКИХ ЗАГРЯЗНЕНИЙ | 2010 |
|
RU2425864C1 |
| CN 204912175 U, 30.12.2015. | |||

