Изобретение относится к способу химико-термической обработки и может быть использовано для повышения эксплуатационной стойкости изделий из хромоникелевой сталей.
Известен способ химико-термической обработки с насыщением ниобием поверхностного слоя металлов и сплавов. Наибольшее применение имеет газовый метод в среде Н2 + HCl + NbCl2, NbCl5. Жидкое ниобирование проводят в ваннах электролизом расплава K2NDF6 + NaCl в инертной газовой среде. В процессе ниобирования стали с 0,25 - 1,18% С при 1200°С на ее поверхности формируется карбидный слой. Ниобированная углеродистая сталь отличается повышенной коррозионной стойкостью в 98% H2SO4 и водном растворе 10% NaCl (Энциклопедический словарь по металлургии / Под редакцией Н.П. Лякишева. М.: Интермет Инжиниринг. 2000. - 821 с.). Недостатком способа является сложная методика приготовления содержащей смеси и высокая продолжительность термообработки.
Также известен простой и эффективный способ ниобирования, осуществляющийся в смеси порошков, содержащей, % вес.: оксида ниобия 36-56; алюминия 10-24; хлористого аммония 1-3; окиси алюминия - остальное (А.С. 726209 / Состав для ниобирования твердосплавного инструмента / Борисенок Г.В., Ворошнин Л.Г., Васильев Л.А., Ляхович Л.С., Иваницкий Н.И., Громов Ю.Н., Витязь Н.А., заявл. 24.04.1978, опубл. 05.04.1980). Процесс ниобирования проводят при температуре 950-1100°С в течение 1-6 ч в контейнерах (в шахтной силитовой печи) без использования вакуума или защитных атмосфер. На поверхности твердосплавного инструмента формируется покрытие толщиной 7-15 мкм. Преимущества состава: возможность использования стандартного термического оборудования, обеспечивающего нагрев до температуры 900-1100°С; более значительное повышение эксплуатационной стойкости режущего инструмента по сравнению со стойкостью инструмента, подвергавшегося ниобированию иными способами. Недостатком способа является сложная методика фиксации ниобийсодержащей обмазки на поверхности материала, т.к. основные компоненты смеси - это порошки, а также высокая продолжительность термообработки.
В качестве наиболее близкого аналога выбран способ ниобирования поверхности подложки из хромоникелевой стали, включающий нанесение ниобийсодержащей обмазки на поверхность подложки из хромоникелевой стали и нагрев упомянутой подложки с обмазкой с применением металлического магния и без него, но с проведением в этом случае процесса в восстановленной атмосфере водорода, при этом диффузионные слои получаются в несколько раз толще по сравнению со слоями, полученными без применения магния (А.С. 172170 / Способ химико-термической обработки металлов и сплавов в твердой порошкообразной смеси / Земсков Г.В., Мельник П.И., заявл. 28.11.1963, опубл. 22.06.1965] - прототип. Недостатком способа является продолжительная технология химико-термической обработки металла, а также небезопасные условия работы с водородом и магнием.
Изобретение направлено на решение проблемы повышения качества покрытий путем формирования диффузионной зоны на границе раздела покрытие - подложка и производительности процесса формирования покрытия.
Техническим результатом заявляемого изобретения является расширение арсенала средств для ниобирования, а также использование обмазки в смеси с оксидом ниобия Nb2O5 (шихты) по ТУ 6-09-4047-86, где для повышения качества ниобированного приповерхностного слоя жаропрочной медицинской хромоникелевой стали ЭП648 (ХН50ВМТЮБ), обмазка содержит 50 мас. % ди-аммонийной соли 2-моноэтаноламина и лимонной кислоты, 25 мас. % сажи Т-900 и 25 мас. % оксида ниобия Nb2O5, а нагрев проводят при температуре 950-1325°С с выдержкой 4,5-9,5 мин.
Для достижения технической проблемы и заявляемого результата проводится нанесение на поверхность подложки обмазки, вступающей под действием высокотемпературного воздействия с материалом подложки в экзотермическую химическую реакцию с образованием химических соединений, обладающих нужным набором физико-механических свойств. Реализацию химических реакций и формирование диффузионной зоны осуществляют интенсивным тепловыделением в поверхностном слое упрочняемой хромоникелевой стали с ниобийсодержащей обмазкой.
Разработанный способ ниобирования поверхностных слоев хромоникелевой стали поясняется фиг. 1-4, где:
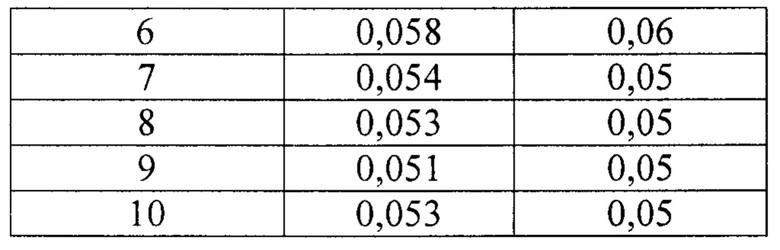
фиг. 1 - инфракрасный спектр синтезированной соли
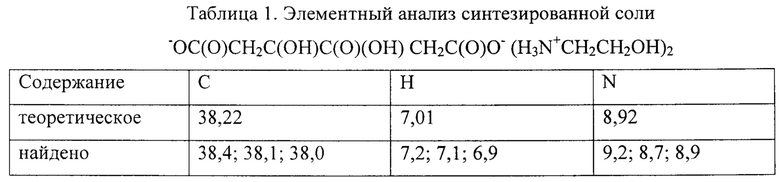
-ОС(O)СН2С(ОН)С(O)(ОН)СН2С(O)O- (H3N+CH2CH2OH)2,
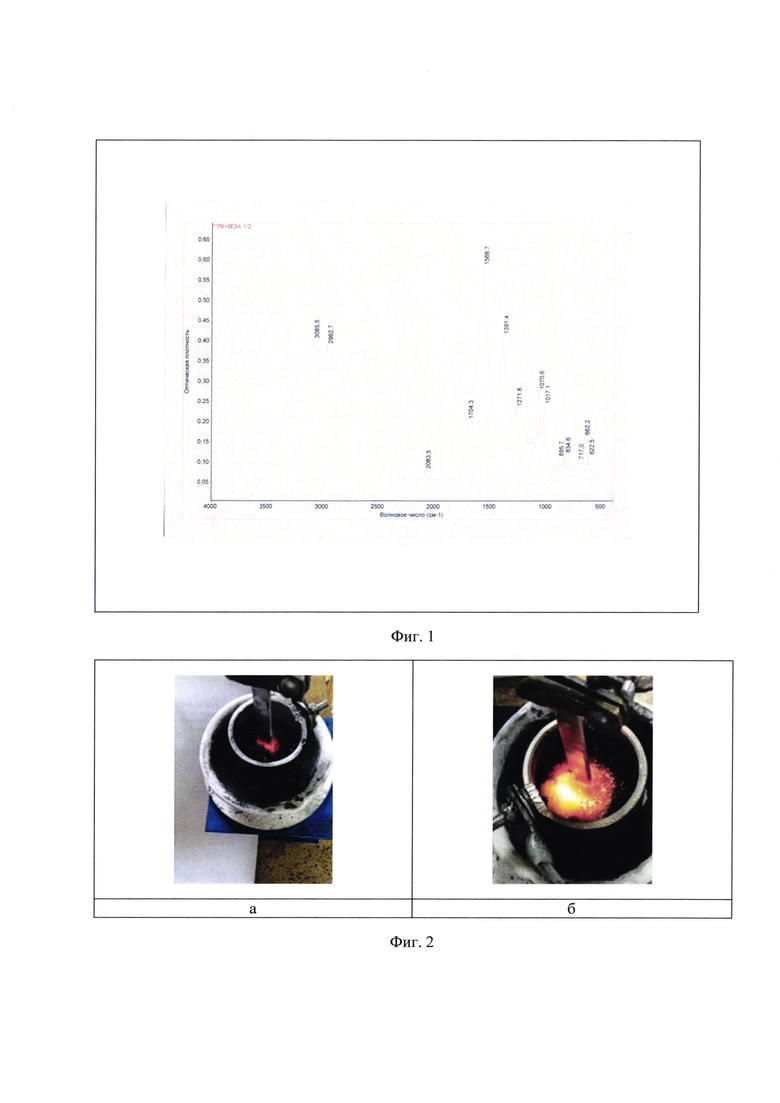
фиг. 2 - ячейка ниобирования, пример 2 (2а), ячейка ниобирования, пример 3 (2б),
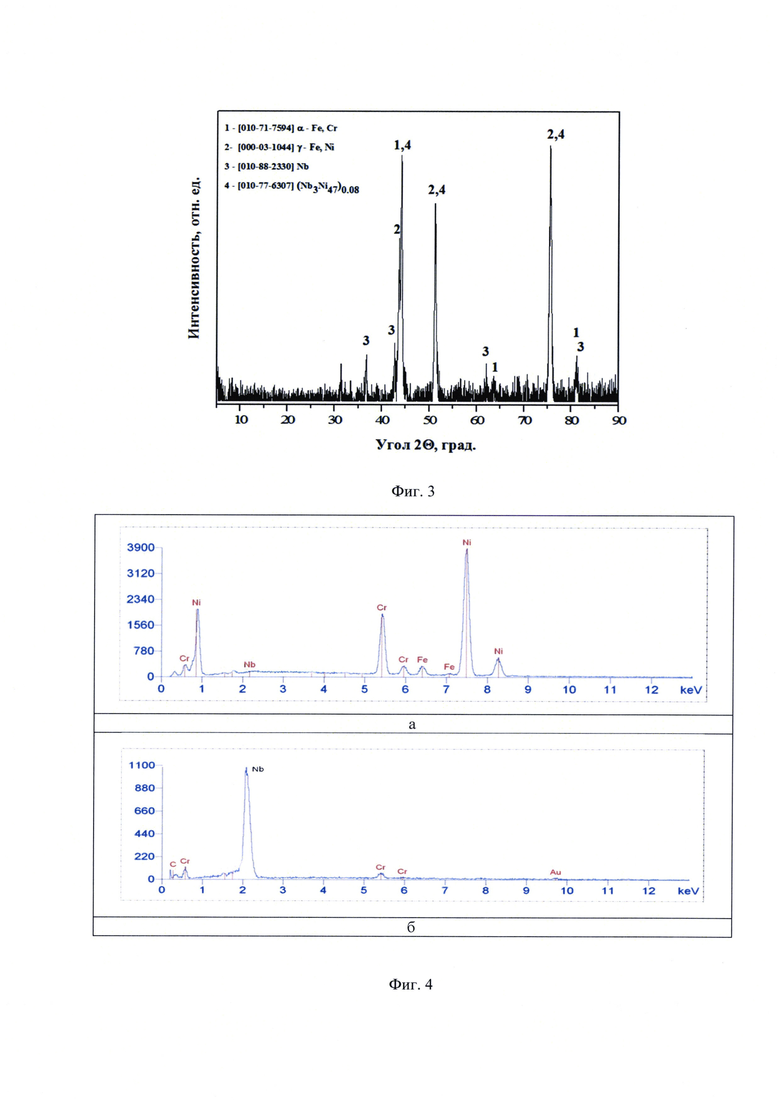
фиг. 3 - рентгенофазовый анализ (РФА) образца хромоникелевой стали после ниобирования,
фиг. 4 - энергодисперсионный рентгеновский анализ (ЭДРА) хромоникелевой стали до (а) и после ниобирования (б).
Примеры конкретного выполнения
Пример 1. Синтез ди-аммонийной соли 2-моноэтаноламина и лимонной кислоты.
Смешение 2-моноэтаноламина СТП ТУ КОМП 2-198-10, лимонной (2-гидроксипропан-1,2,3-трикарбоновая) кислоты ГОСТ 908-04 и дистиллированной воды в качестве растворителя проводили в мольном соотношении 2:1:1 в литровой колбе при нагревании до температуры 90-95°С. Стабилизацию смеси осуществляли путем ее выдержки в течение не менее 2 часов с последующим удалением воды на ротационном испарителе при подъеме температуры до 98-100°С. После чего полученную вязкую массу ди-аммонийной соли 2-моноаминоэтанола и лимонной кислоты переносили в отдельную емкость. Элементный анализ синтезированной соли и ИК - спектр подтверждают образование соединения - -ОС(O)СН2С(ОН)С(O)(ОН)СН2С(O)O- (H3N+CH2CH2OH)2, табл. 1, фиг. 1.
Основные полосы поглощения: 3085,5 см-1 - ассиметричные, 2962,7 см-1 - симметричные валентные колебания СН2-групп; 1704,3, 1633,0-плечо, 1568,7 и 1391,4 см-1 - анион сложноэфирной группы - С(O)O-, 3500-3400 см-1 - катион -NH3+ - группы, полоса карбонильной группы С=O накладывается на полосу 1704,3 см-1.
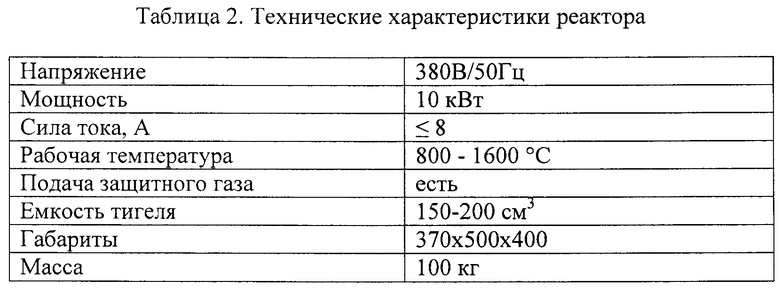
Пример 2. На дистальный конец образца 10*8*2 мм общей длиной 28-30 мм из жаропрочной медицинской хромоникелевой стали ЭП648 (ХН50ВМТЮБ по ТУ 14-1-1052-2013 наносили слой обмазки, состоящей из смеси в соотношении 50 мас. % синтезированной ди-аммонийной соли 2-моноаминоэтанола и лимонной кислоты, 25 мас. % сажи Т-900 по ГОСТ 7885-86 (Углерод технический для производства резины) и 25 мас. % оксида ниобия Nb2O5 по ТУ 6-09-4047-86. Обмазку готовили следующим образом: на 2,0 г синтезированной соли добавляли 1,0 г сажи и 1,0 г оксида ниобия Nb2O5. Затем дистальный конец прутка помещали в реактор, характеристики которого приведены в табл. 2. Осуществляли медленный нагрев до 900°С в течение 5-7 минут и выдержку при этой температуре 5±0,5 минут. Проводили ниобирование стали ЭП648 при 950±30°С в течение 4,5±0,5 мин, фиг. 2.
В ходе нагрева образца с обмазкой соль разлагается на аммиак и далее на азот и водород, выполняющих роль переносчика ниобия, образующегося при взаимодействии оксида ниобия с сажей. Ниобий диффундирует в глубину структуры стального образца, формируя диффузионную зону, содержащую фазы Nb и никелида ниобия, идентифицируемые по спектрам РФА, фиг. 3. В сплаве присутствует ГЦКР γ-фазы Fe-Ni, которой принадлежат линии {111} (на 2θ~43,1°), {200} (на 2θ~50,1°) и {220} (на 2θ~74,9°). Также в структуре материала хорошо различимы ОЦКР α - фазы Fe-Cr, которой принадлежат линии {110} (на 2θ~44,1°), {200} (на 2θ~64°) и {211} (на 2θ~82,1°). РФА проводился на дифрактометре ARL X'TRA "Thermo Fisher Scientific" (Швейцария) методом рентгеновской дифракции в излучении Cu-Kα (длина волны λ=0,154178 нм) с интервалом углов рассеяния от 5 до 90° в автоматическом режиме при скорости съемки 27 мин при напряжении 40 кВ и токе 40 мА. Фазовый анализ покрытий образцов выполнен в программном комплексе PDXL с использованием базы данных ICDD.
После ниобирования образец отделяли от основы прутка путем разреза, измеряли микротвердость на микротвердомере ПМТ-3 как на ниобированной поверхности, так и по сечению образца. Результаты измерения приведены в табл. 3.

Присутствие ниобия в стали ЭП648 наблюдается также по данным ЭДРА, фиг. 4.
Примеры 3-11. На образцы из стали ЭП648 наносили слой обмазки согласно примеру 2. Режимы проведения ниобирования и микротвердость поверхностного слоя приведены в табл. 4.
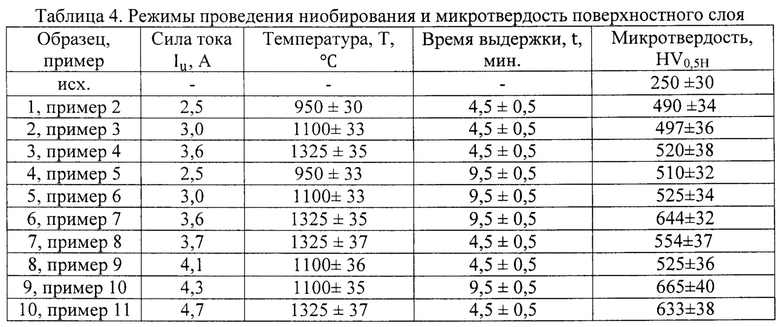
Как видно из табл. 4, максимальной микротвердостью обладают слои, полученные при более высокой температуре и времени выдержки, по сравнению с первоначальной микротвердостью исходного материала. Такое различие в микротвердости обусловлено диффузионным перераспределением ниобия в приповерхностном слое и, возможно, синтезом различных соединений ниобия с ингредиентами стали. В среднем микротвердость после термической обработки увеличилась примерно в 2,5…2,7 раз от первоначального значения.
Достоинством предлагаемого способа ниобирования является возможность бесконтактного нагрева поверхностных слоев обрабатываемого материала, а высокая температура обеспечивает повышенную диффузионную подвижность компонент, участвующих в диффузии ниобия в сталь ЭП648. На поверхности стали формируется диффузионное покрытие толщиной до 10-15 мкм.
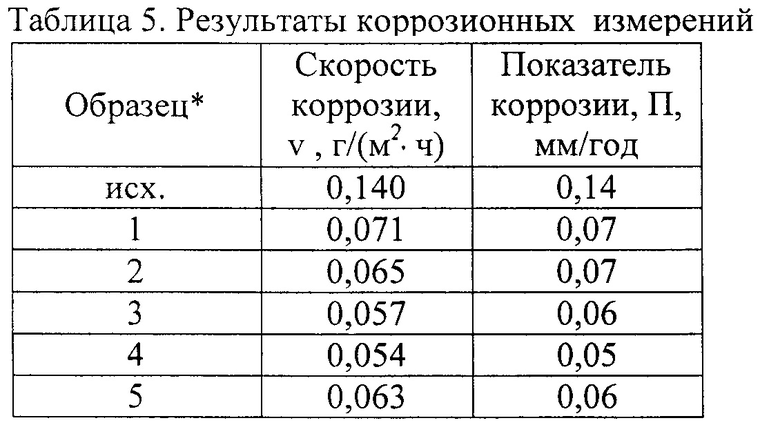
Пример 12. Испытание стали ЭП648 на коррозионную стойкость.
Скорость коррозии v и глубинный показатель коррозии П определялись из гравиметрических измерений согласно ГОСТ (ГОСТ 17322-71) и (ГОСТ 5272-68), при этом образцы стали диаметром 8 мм и толщиной 2 мм выдерживали в 3% водном растворе хлорида натрия NaCl в течение 48 часов, табл. 5.
Расчет показателя коррозии проводился по формуле: П=8,76⋅v/ρ,
где: 8,76 - коэффициент перехода от измерения весового показателя скорости коррозии в расчете на 1 ч к глубинному показателю на один год (24 ч⋅360=8760 ч); v - скорость коррозии, г/(м2⋅ч); ρ - плотность, г/см3, (8,72 г/см3 для стали ЭП648).
Согласно полученным данным видно, что при ниобировании коррозионная стойкость материала возрастает.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ванадирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791345C1 |
| Способ обработки поверхности подложки из ниобия | 2023 |
|
RU2821978C1 |
| Способ борирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791477C1 |
| Способ хромирования поверхности подложки из конструкционной легированной стали | 2023 |
|
RU2819547C1 |
| Модификатор горения угля | 2022 |
|
RU2791105C1 |
| Способ формирования покрытия на штамповых сталях | 2020 |
|
RU2746518C1 |
| Способ формирования оксидных покрытий на изделиях из нержавеющих хромоникелевых сталей | 2018 |
|
RU2689485C1 |
| Модификатор горения угля | 2022 |
|
RU2787879C1 |
| Способ азотирования малогабаритных изделий из инструментальных быстрорежущих сталей | 2022 |
|
RU2784616C1 |
| Способ химико-термической обработки железохромистых электротехнических сталей | 1976 |
|
SU583200A1 |
Изобретение относится к способу химико-термической обработки и может быть использовано для повышения эксплуатационной стойкости изделий из хромоникелевых сталей. Способ ниобирования поверхности подложки из хромоникелевой стали включает нанесение ниобийсодержащей обмазки на поверхность подложки из хромоникелевой стали и нагрев упомянутой подложки с обмазкой. Наносят ниобийсодержащую обмазку, содержащую 50 мас.% ди-аммонийной соли 2-моноэтаноламина и лимонной кислоты, 25 мас.% сажи Т-900 и 25 мас.% оксида ниобия Nb2O5. Нагрев проводят при температуре 950-1325°С с выдержкой 4,5-9,5 мин. Обеспечивается повышения качества покрытий путем формирования диффузионной зоны на границе раздела покрытие - подложка и производительности процесса формирования покрытия. 4 ил., 5 табл., 12 пр.
Способ ниобирования поверхности подложки из хромоникелевой стали, включающий нанесение ниобийсодержащей обмазки на поверхность подложки из хромоникелевой стали и нагрев упомянутой подложки с обмазкой, отличающийся тем, что наносят ниобийсодержащую обмазку, содержащую 50 мас.% ди-аммонийной соли 2-моноэтаноламина и лимонной кислоты, 25 мас.% сажи Т-900 и 25 мас.% оксида ниобия Nb2O5, а нагрев проводят при температуре 950-1325°С с выдержкой 4,5-9,5 мин.
| 0 |
|
SU172170A1 | |
| Состав для ниобирования твердосплавного инструмента | 1978 |
|
SU726209A1 |
| СОСТАВ ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ12 | 0 |
|
SU406968A1 |
| US 8894770 B2, 25.11.2014 | |||
| Виброплощадка | 1978 |
|
SU742131A1 |

