Изобретение относится к техническим устройствам для механической обработки вкладышей опорно-упорного подшипника в токарно-вимторезном станке в ходе проведения ремонтно-восстановительных работ с ротором нагнетателя газоперекачивающего агрегата и может быть использовано в нефтегазовой, энергетической и других отраслях промышленности, обслуживающих газотурбинное оборудование, для приведения геометрических размеров вкладышей опорно-упорного подшипника в соответствие с допусками, указанными в документации завода-изготовителя.
Из уровня техники известны различные конструкции токарно-расточных приспособлений, в частности - «Приспособление для закрепления вкладышей подшипников скольжения в процессе механической обработки» (патент RU 164368 U1). Задачей, на решение которой направлено данное техническое решение, заключается в обеспечении возможности выполнения операций механической обработки вкладышей подшипника скольжения на одном станке, в одном приспособлении и без переустановки. Общими элементами этого и предложенного приспособлений, являются сходство назначения - механическая обработка вкладышей подшипника скольжения, а также технический результат, выраженный в механизации процесса обработки вкладышей, повышении производительности труда. Поэтому его можно указать в качестве прототипа.
К недостаткам устройства-аналога авторы относят его конструктивные особенности. Это приспособление обработки вкладышей реализуется исключительно на станке с ЧПУ, оборудованным поворотным столом, включающим в себя плиту, на которую монтируют постель для установки вкладыша подшипника и первый прижимной узел для фиксации в постели, позволяющий производить обработку стыковой поверхности указанного вкладыша, а также второй прижимной узел, позволяющий производить обработку цилиндрической поверхности указанного вкладыша. Прототип ориентирован на применение дорогостоящего оборудования (станок с ЧПУ), соответственно на использование труда высококвалифицированного специалиста, при этом из-за большого количества составляющих прототип узлов неизбежно падает точность токарной обработки, что весьма важно для вкладышей опорно-упорного подшипника ротора нагнетателя (далее -вкладышей).
Технической задачей заявляемого приспособления является расточка вкладышей в токарно-винторезном станке с сохранением их геометрических размеров в допуске, определенным заводом изготовителем агрегата, обеспечение возможности обработки двух вкладышей единовременно в одном приспособлении, без переустановки.
Достигаемый технический результат выражается в механизации обработки вкладышей, повышении производительности труда, точности и качества обработки вкладышей, количества единовременно обрабатываемых вкладышей.
Сущность изобретения выражается в том, что приспособление для токарной обработки вкладышей опорно-упорного подшипника ротора нагнетателя ГЦ-2-420, содержащее опору и установленный в ней узел крепления, отличающееся тем, что опора выполнена в виде корпуса приспособления с интегрированным в него узлом крепления, состоящим из крепежных деталей - штифта, болта М6, шпильки М8, гайки М8, служащих для закрепления подлежащих обработке вкладышей в посадочных постелях корпуса приспособления.
Опорно-упорный подшипник служит для опоры ротора нагнетателя и восприятия своей упорной частью осевых усилий, возникающих при работе нагнетателя, смазывается маслом из системы силового масла регулирования. Вкладыши устанавливаются сегментарно в корпусе подшипника. Поверхность трения вкладыша по технологии завода-изготовителя заливают баббитом. В процессе эксплуатации ротора слой баббита стирается, зазор выбивается из допуска - требуется наплавка вкладыша с последующей расточкой в геометрический размер. Корпус приспособления своими диаметральными размерами, а также геометрическими размерами посадочных постелей под растачиваемые вкладыши имитирует корпус опорно-упорного подшипника, что важно для точности обработки вкладыша. Применение изобретения позволяет сохранить геометрию вкладыша в допусках завода-изготовителя (диаметральный зазор между шейкой вала и расточкой вкладыша должен выдерживаться в пределах 0,14-0,19 мм), оптимизировать ремонтно-восстановительные работы с ротором нагнетателя ГЦ-2-420, механизировать обработку вкладышей, повысить производительность труда.
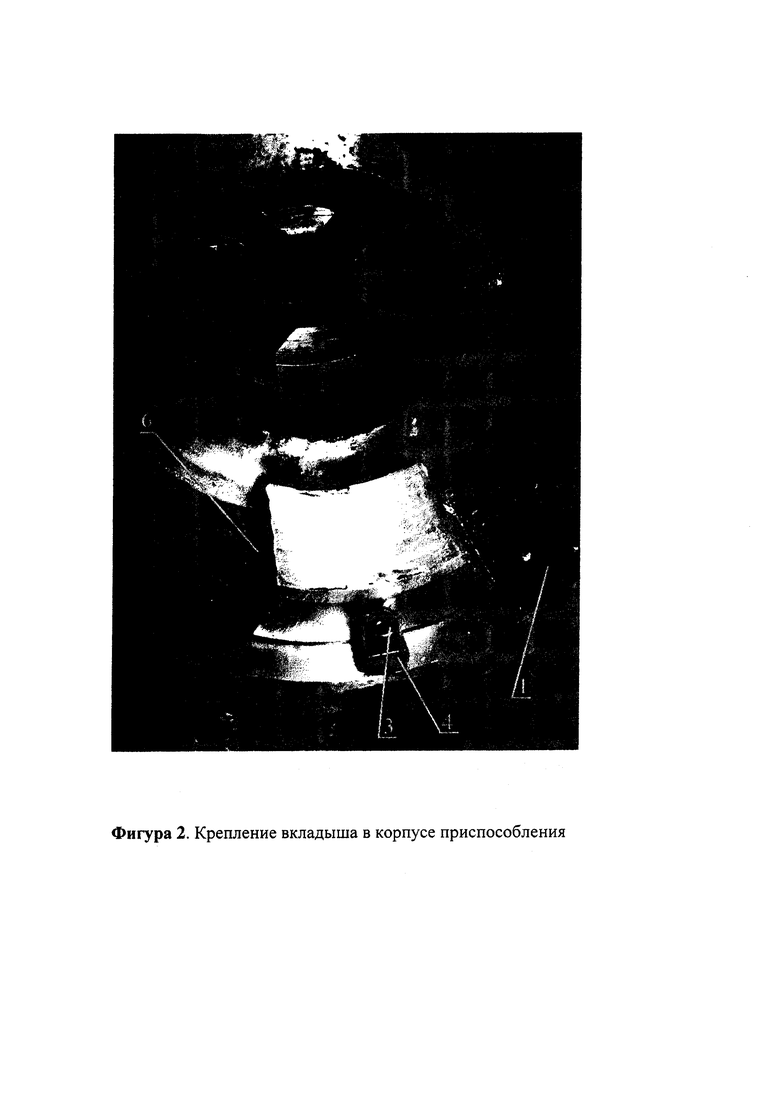
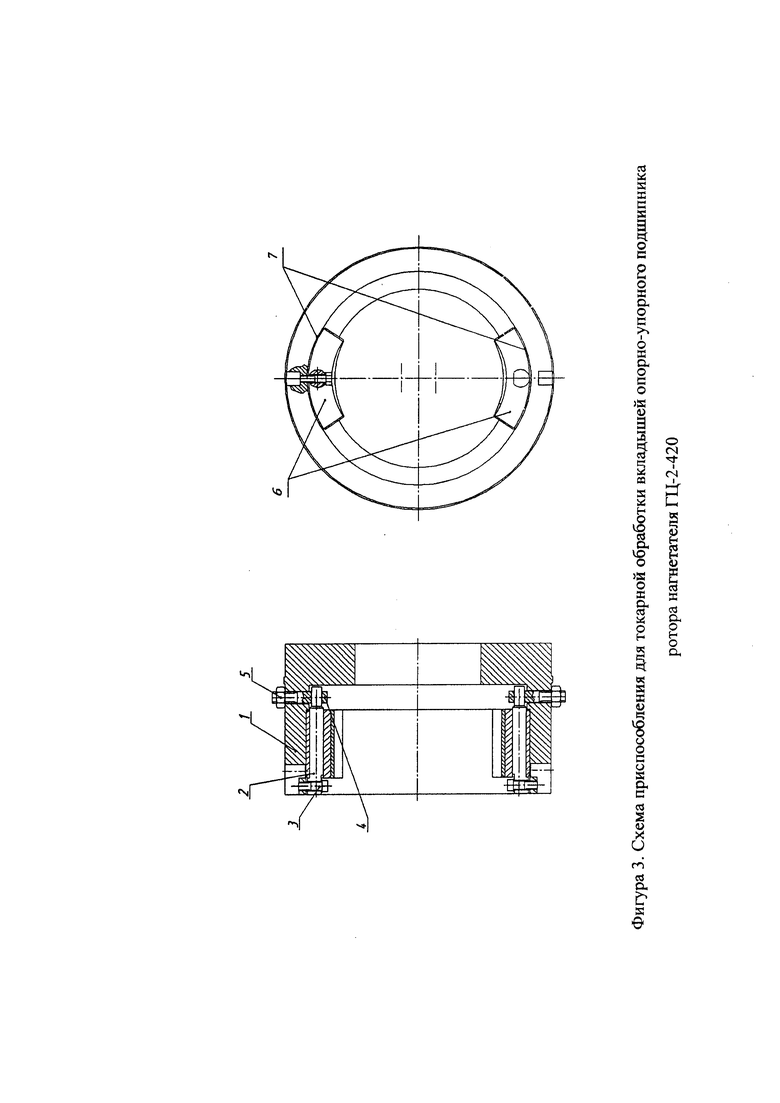
Изобретение поясняется двумя фотографиями фиг. 1 и 2, а также графическими материалами фиг. 3. На фиг. 1 изображена фотография корпуса приспособления с комплектом крепежных деталей; фиг. 2 - фотография крепления вкладыша в корпусе приспособления; фиг. 3 - схема приспособления для токарной обработки вкладышей опорно-упорного подшипника ротора нагнетателя ГЦ-2-420.
На фигурах обозначены:
поз. 1 - корпус приспособления;
поз. 2 - штифт;
поз. 3 - болт М6;
поз. 4 - шпилька М8;
поз. 5 - гайка М8;
поз. 6 - вкладыши опорно-упорного подшипника;
поз. 7 - посадочные постели.
Приспособление состоит из стального барабана - корпуса приспособления (1) - с посадочными постелями (7) и крепежных деталей: штифта (2), болта Мб (3), шпильки М8 (4), гайки М8 (5). Корпус приспособления (1) своими диаметральными размерами, а также геометрическими размерами посадочных постелей (7) под растачиваемые вкладыши (6) имитирует корпус подшипника. Ранее наплавленный баббитом вкладыш (6), располагается в посадочной постели (7) на внутренней поверхности корпуса приспособления (1), крепится штифтом (2) через отверстие в теле вкладыша (6) и надежно притягивается к корпусу приспособления болтом М6 (3) и шпилькой М8 (4) с гайкой М8 (5). Устройство работает следующим образом: приспособление выставляют в шпинделе токарно-винторезного станка, вкладыш подвергается механической обработке. Настоящее приспособление позволяет растачивать два вкладыша единовременно. Применение приспособления позволяет сохранить геометрию вкладыша в допусках завода-изготовителя, используя токарно-винторезный станок (диаметральный зазор между шейкой вала и расточкой вкладыша должен выдерживаться в пределах 0,14-0,19 мм), оптимизировать ремонтно-восстановительные работы с ротором нагнетателя ГЦ-2-420, механизировать обработку вкладышей, повысить производительность труда.

Изобретение относится к области металлообработки и может быть использовано при обработке вкладышей опорно-упорного подшипника на токарно-винторезном станке в ходе проведения ремонтно-восстановительных работ. Приспособление содержит корпус с посадочными постелями для размещения обрабатываемых вкладышей, который выполнен в виде стального барабана с размерными параметрами, соответствующими подшипнику, а посадочные постели в количестве двух выполнены на внутренней поверхности барабана. Кроме того, оно содержит расположенные в корпусе крепежные элементы в виде штифтов, болтов и шпилек с гайками, причем штифты выполнены с возможностью размещения в отверстиях обрабатываемых вкладышей при их установке в посадочных постелях, а упомянутые болты и шпильки с гайками установлены в стенках барабана с возможностью закрепления штифтов. Использование изобретения позволяет повысить производительность, а также точность и качество обработки вкладышей. 3 ил.
Приспособление для токарной обработки вкладышей опорно-упорного подшипника ротора нагнетателя ГЦ-2-420, содержащее корпус с посадочными постелями для размещения обрабатываемых вкладышей и расположенные в корпусе крепежные элементы в виде штифтов, болтов и шпилек с гайками, отличающееся тем, что корпус выполнен в виде стального барабана с размерными параметрами, соответствующими упомянутому подшипнику, при этом посадочные постели в количестве двух выполнены на внутренней поверхности барабана, упомянутые штифты выполнены с возможностью размещения в отверстиях обрабатываемых вкладышей при их установке в посадочных постелях, а упомянутые болты и шпильки с гайками установлены в стенках барабана с возможностью закрепления штифтов.
| СПОСОБ ВЫВОДА ЗАРЯЖЕННЫХ ЧАСТИЦ ИЗ ПОТОКА ИОНИЗИРОВАННОГО ГАЗА | 0 |
|
SU164368A1 |
| Устройство для закрепления вкладышей подшипников скольжения | 1986 |
|
SU1400845A1 |
| Зажимное устройство | 1984 |
|
SU1252109A1 |
| Зажим для обработки стыков вкладышей подшипников | 1983 |
|
SU1117180A1 |
| Устройство для зажима вкладыша подшипника | 1989 |
|
SU1696250A1 |
| CN 210413467 U, 28.04.2020 | |||
| CN 105127808 A, 09.12.2015. | |||

