Предлагаемое изобретение относится к металлургии, в частности к химико-термической обработке, и может быть использовано в машиностроении для поверхностного упрочнения деталей, изготовленных из углеродистых сталей.
Известен способ термоциклического борирования, предусматривающий насыщение сталей Ст3, 45 и 40Х в порошковой смеси, содержащей (мас.%): 1,5-2 борного ангидрида, 0,5-1 хлористого аммония, остальное - карбид бора. Борирование осуществляют в специальных контейнерах. Термоциклирование в процессе насыщения осуществляют следующим образом: после нагрева до 950°С контейнер извлекают из печи и охлаждают до температуры окончания γ→α-превращения. Циклы повторяют до получения необходимой глубины слоя боридов в стали (см. Федюкин В.К., Смагоринский М.Е. Термоциклическая обработка металлов и деталей машин. - Л.: Машиностроение. Ленингр. отд-ние, 1989. - 201 с.).
Недостатком известного способа является насыщение поверхности стали только одним элементом, следовательно, повышение свойств в ограниченном диапазоне.
Наиболее близким по технической сущности к заявляемому способу является способ изотермического бороалитирования из алюмонотермических смесей следующего состава 98%[(70%Al2O3+10%В2О3+20%Al)]+2%NaF, при условии содержания алюминия в смеси сверх 35%. Стальное изделие помещают в герметичный контейнер с насыщающей смесью с последующим нагревом в печи при температуре 950°С в течение 4 часов. В результате получают бороалитированные слои глубиной до 175 мкм (см. Вельский Е.И. Упрочнение литых и деформируемых инструментальных сталей. - Минск, 1986. - 155 с.).
Недостатками способа, принятого за прототип, является низкая жаростойкость бороалитированного слоя на низкоуглеродистых и среднеуглеродистых сталях.
Технический результат заявленного изобретения - повышение жаростойкости и микротвердости бороалитированного слоя.
Указанный технический результат достигается тем, что в известном способе термоциклического бороалитирования изделий из углеродистых сталей, предусматривающем бороалитирование стального изделия в контейнере с насыщающей смесью путем его нагрева и последующего охлаждения, согласно изобретению нагрев и охлаждение контейнера с изделием и насыщающей смесью осуществляют циклически, с охлаждением при проведении каждого цикла до температуры 640-650°С, причем при проведении первого цикла проводят выдержку при температуре нагрева в течение 53-30 минут, которая больше на 20-23 минуты продолжительности выдержки при температуре нагрева при последующих циклах, или выдержку при температуре нагрева в течение 13-16 минут с проведением последующих циклов без выдержки при температуре нагрева.
Отличительными признаками заявляемого способа являются новые условия проведения процесса бороалитирования, а именно осуществление нагрева и охлаждения контейнера циклически, причем охлаждение каждого цикла проводят до температуры 640-650°С. Это ведет к существенному изменению структуры слоя и количественного соотношения боридных и алюминидных фаз за счет фазовой перекристаллизации железа, образования дефектов в объеме стали во время термоциклирования и активации атомов при циклических нагревах. Охлаждение до температуры 640-650°С обусловлено тем, что полный распад аустенита происходит при этой температуре. При охлаждении выше 650°С возрастает длительность γ→α-превращения, что увеличивает продолжительность технологического цикла. Охлаждение до температуры ниже 640°С нецелесообразно, т.к. дальнейшие изменения в структуре стали не наблюдаются.
Отличием заявляемого способа являются также новые условия выдержки циклов при температуре нагрева, а именно выдержка в течение 50-53 минут для первого цикла, которая больше на 20-23 минуты продолжительности выдержки последующих циклов, или выдержка в течение 13-16 минут с проведением последующих циклов без выдержки.
При равном распределении выдержки при температуре 950°С на каждый цикл толщина слоя сравнительно низкая (до 100 мкм). Увеличение выдержки для первого цикла при температуре 950°С до 50-53 минут с 13-16 минут позволяет получить большую толщину слоя за счет прохождения первичного насыщения поверхности стали.
Экспериментально обнаружено, что при термоциклировании скорость диффузии бора выше, чем при изотермическом бороалитировании, что ведет к преимущественному формированию более насыщенной бором (≈16%В) и более твердой фазы FeB. Кроме того, регулируя количество циклов, можно изменять количественное соотношение фаз алюминидов и боридов в слое, а также микроструктуру переходной зоны. Результаты исследований представлены в таблицах 1 и 2, где режим №1 - термоциклическое бороалитирование с выдержкой в контейнере при температуре нагрева для первого цикла в течение 53-30 минут, режим №2 - термоциклическое бороалитирование с выдержкой при температуре нагрева 13-16 мин при проведении первого цикла, остальные циклы - без выдержки.
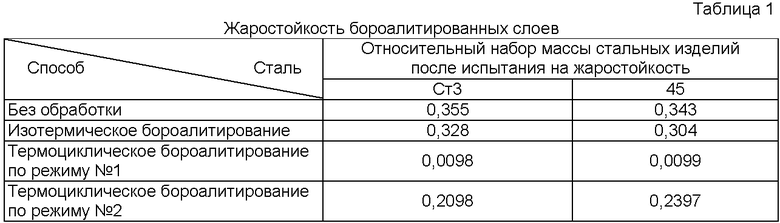
Из таблицы 1 видно, что жаростойкость стали Ст3 и 45 повышается более чем в 30 раз после термоциклического бороалитирования по режиму №1 и в 1,5 раза после термоциклического бороалитирования по режиму №2 по сравнению с изотермическим бороалитированием.
Жаростойкость определяли после выдержки изделий в течение 50 часов при температуре 1000°С весовым методом по увеличению массы изделия. Для испытаний применяли плоские изделия, вырезанные из стали в состоянии поставки. Размеры плоских изделий соответствовали: толщина - 3±0,2 мм; длина - 30 мм; ширина - 20 мм. Применялись специальные керамические тигли, не препятствующие проникновению газовой среды и обеспечивающие сохранение осыпающихся окислов. Тигель с изделиями размещали в печи на жаростойких керамических подставках. Изменение массы изделий регистрировали периодически (через каждые пять часов) на аналитических весах (ГОСТ 6130-71. Методы определения жаростойкости).
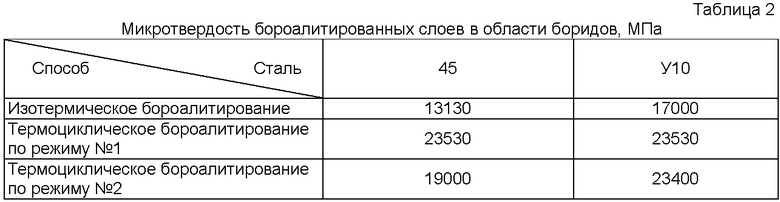
Из таблицы 2 видно, что микротвердость стали 45 и У10 в области боридов после термоциклического бороалитирования выше в 1,3-1,8 раза, чем после изотермического. Определение микротвердости проводили при помощи прибора ПМТ-ЗМ (ГОСТ 9450-60).
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату - повышение жаростойкости и микротвердости бороалитированного слоя, отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условиям "новизна" и "изобретательский уровень".
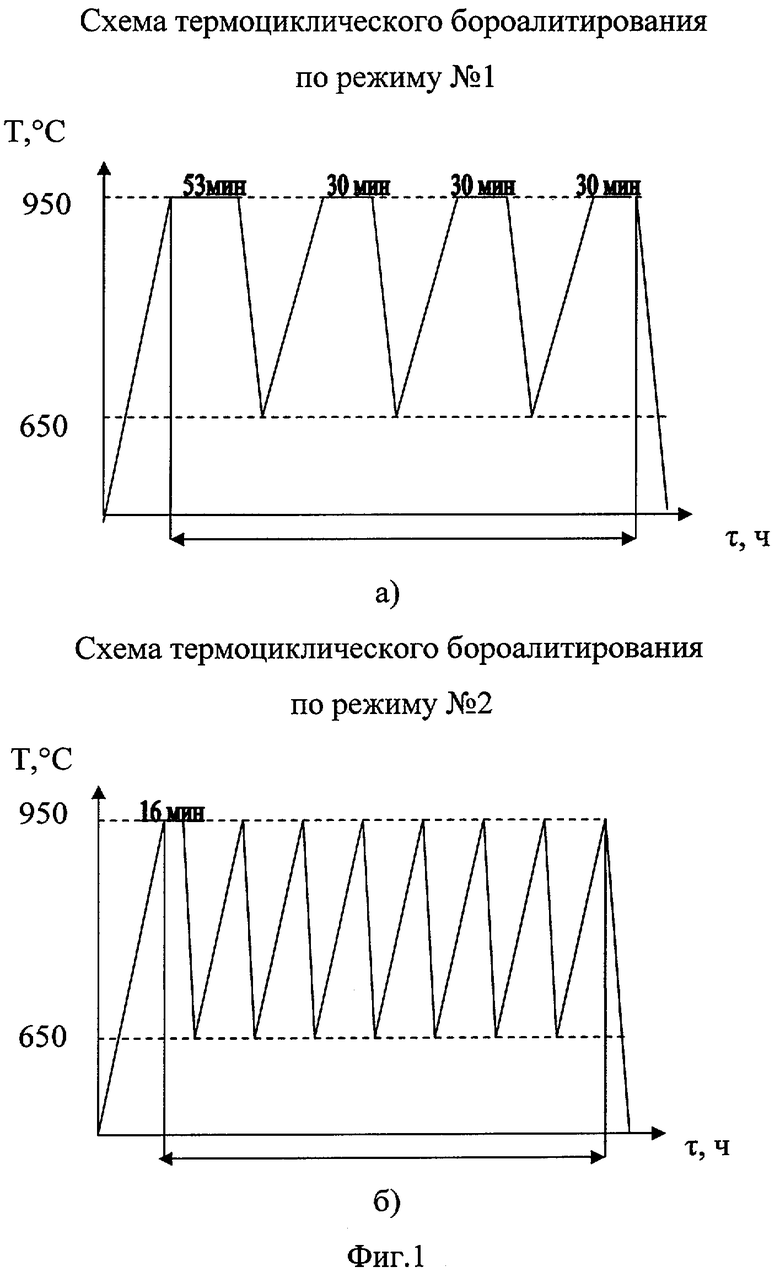
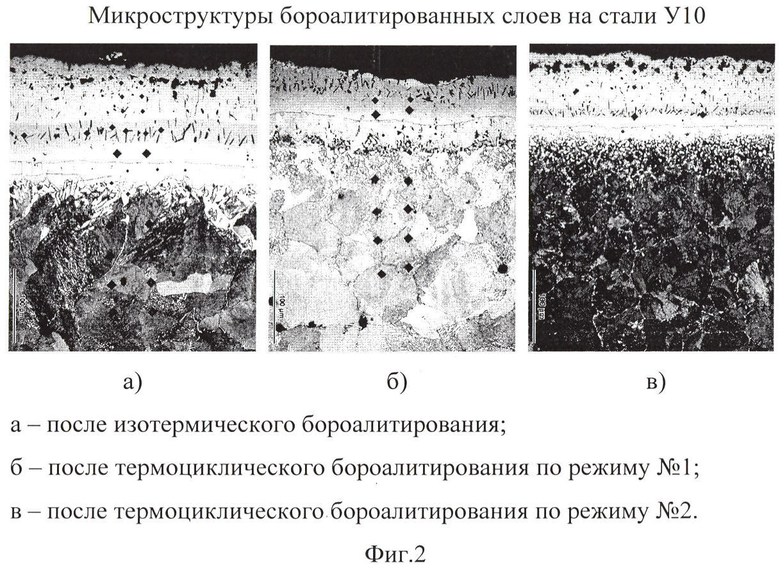
Предлагаемый способ термоциклического бороалитирования изделий из углеродистых сталей поясняется чертежами, где на фиг.1 представлена схема термоциклического бороалитирования: а - по режиму №1, б - по режиму №2; на фиг.2 - микроструктуры бороалитированных слоев на стали У10: а - после изотермического бороалитирования, б - после термоциклического бороалитирования по режиму №1, в - после термоциклического бороалитирования по режиму №2.
Заявляемый способ осуществляют следующим образом. Стальные изделия упаковывают в контейнер, заполненный порошкообразной смесью следующего состава: 98%[(70%Al2O3+10%В2О3+20%Al)]+2%NaF. Затем контейнер устанавливают в печь и нагревают до 950°С, выдерживают при этой температуре в течение 50-53 мин (термоциклирование по режиму №1) или 13-16 мин (термоциклирование по режиму №2) и охлаждают на воздухе до 640-650°С. Затем циклы повторяют снова: по режиму №1 нагрев с выдержкой на 20-23 минуты меньше продолжительности выдержки первого цикла при 950°С; по режиму №2 нагрев до 950°С и охлаждение (без выдержки при температуре нагрева).
Для определения времени нагрева и охлаждения стальных образцов внутри тигля была сделана следующая конструкция. В кварцевую трубку, прикрепленную к стальной скобе, опускалась термопара, которая в свою очередь подключалась к милливольтметру. Таким образом регулировалась температура внутри контейнера. Использовались хромель-алюмелевые термопары. Были определены: скорость нагрева изделий внутри контейнера в печи - Vнагр=0,2 град/сек; скорость охлаждения образцов внутри контейнера при охлаждении на воздухе - Vохл=0,7 град/сек.
Для термоциклического бороалитирования с четырьмя циклами выдержка при температуре 950°С составляет 140-143 мин; с восемью циклами - 13-16 мин.
Примеры конкретного выполнения.
Пример 1. 3 изделия из углеродистых сталей Ст3, 45 и У10 в форме параллелепипедов размером 3×20×30 мм помещают в контейнер с плавким затвором (50%SiO2+50%В2О3) с насыщающей смесью (98%[(70%Al2O3+10%В2О3+20%Al)]+2%NaF). Затем контейнер устанавливают в печь и нагревают до 950°С, выдерживают при этой температуре в течение 53 мин и охлаждают на воздухе до 650°С. После этого осуществляют следующий цикл: нагрев до 950°С, выдержка в течение 30 мин при этой температуре и охлаждение до 650°С. Последующие два цикла идентичны второму циклу (фиг.1а). В результате на поверхности формируются бороалитированные слои глубиной 140-150 мкм (фиг.2б).
Пример 2. 3 изделия из углеродистых сталей Ст3, 45 и У10 в форме параллелепипедов размером 3×20×30 мм помещают в контейнер с плавким затвором (50%SiO2+50%В2О3) с насыщающей смесью (98%[(70%Al2O3+10%В2О3+20%Al)]+2%NaF). Затем контейнер устанавливают в печь и нагревают до 950°С, выдерживают при этой температуре в течение 16 мин и охлаждают на воздухе до 650°С. После этого производят еще 7 циклов: нагрев до 950°С и охлаждение до 650°С (без выдержек при температуре 950°С) (фиг.1б). В результате на поверхности формируются бороалитированные слои глубиной до 150 мкм (фиг.2в).
Пример 3. 3 изделия из углеродистых сталей Ст3, 45 и У10 в форме параллелепипедов размером 3×20×30 мм помещают в контейнер с плавким затвором (50%SiO2+50%В2О3) с насыщающей смесью (98%[(70%Al2O3+10%В2О3+20%Al)]+2%NaF). Затем контейнер устанавливают в печь и нагревают до 950°С, выдерживают при этой температуре в течение 50 мин и охлаждают на воздухе до 640°С. После этого осуществляют следующий цикл: нагрев до 950°С, выдержка в течение 30 мин при этой температуре и охлаждение до 640°С. Последующие два цикла идентичны второму циклу В результате на поверхности формируются бороалитированные слои глубиной 135-150 мкм.
Пример 4. 3 изделия из углеродистых сталей Ст3, 45 и У10 в форме параллелепипедов размером 3×20×30 мм помещают в контейнер с плавким затвором (50%SiO2+50%В2О3) с насыщающей смесью (98%[(70%Al2O3+10%В2О3+20%Al)]+2%NaF). Затем контейнер устанавливают в печь и нагревают до 950°С, выдерживают при этой температуре в течение 13 мин и охлаждают на воздухе до 640°С. После этого производят еще 7 циклов: нагрев до 950°С и охлаждение до 640°С (без выдержек при температуре нагрева). В результате на поверхности формируются бороалитированные слои глубиной 130-140 мкм.
Предлагаемый способ термоциклического бороалитирования изделий из углеродистых сталей по сравнению с прототипом (см. Вельский Е.И. Упрочнение литых и деформируемых инструментальных сталей. - Минск, 1986. - 155 с.) обеспечивает следующие преимущества:
- повышение жаростойкости бороалитированного слоя;
- повышение микротвердости бороалитированного слоя;
- регулируя количество циклов, можно изменять количественное соотношение фаз алюминидов и боридов в слое.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОГО БОРОАЛИТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2635589C1 |
| Способ комбинированного бороалитирования углеродистой стали | 2020 |
|
RU2760770C1 |
| СПОСОБ БОРОАЛИТИРОВАНИЯ УГЛЕРОДИСТОЙ СТАЛИ | 2022 |
|
RU2778544C1 |
| СПОСОБ БОРОАЛИТИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ | 2022 |
|
RU2793652C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| СРЕДА ДЛЯ КОМПЛЕКСНОГО НАСЫЩЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ | 1998 |
|
RU2133298C1 |
| Состав для бороалитирования | 1978 |
|
SU765396A1 |
| ОБМАЗКА ДЛЯ БОРОАЛИТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2459011C1 |
| Состав для бороалитирования | 1979 |
|
SU840191A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
Изобретение относится к металлургии, в частности к химико-термической обработке, и может быть использовано для поверхностного упрочнения деталей, изготовленных из углеродистых сталей. Способ включает бороалитирование стали в контейнере с насыщающей смесью путем его нагрева и последующего охлаждения. Нагрев и охлаждение контейнера с изделием и насыщающей смесью осуществляют циклически с охлаждением при проведении каждого цикла до температуры 640-650°С. При проведении первого цикла проводят выдержку при температуре нагрева в течение 53-30 минут, которая больше на 20-23 минуты продолжительности выдержки при температуре нагрева при последующих циклах, или проводят выдержку при температуре нагрева в течение 13-16 минут с проведением последующих циклов без выдержки при температуре нагрева. Повышается жаростойкость и микротвердость бороалитированного слоя. 2 табл., 2 ил.
Способ термоциклического бороалитирования изделий из углеродистой стали, включающий бороалитирование стали в контейнере с насыщающей смесью путем его нагрева и последующего охлаждения, отличающийся тем, что нагрев и охлаждение контейнера с изделием и насыщающей смесью осуществляют циклически с охлаждением при проведении каждого цикла до температуры 640-650°С, причем при проведении первого цикла проводят выдержку при температуре нагрева в течение 53-30 мин, которая больше на 20-23 мин продолжительности выдержки при температуре нагрева при последующих циклах, или проводят выдержку при температуре нагрева в течение 13-16 мин с проведением последующих циклов без выдержки при температуре нагрева.
| ВЕЛЬСКИЙ Е.И | |||
| и др | |||
| Упрочнение литых и деформированных инструментальных сталей | |||
| - Минск: Наука и техника, 1982, с.155-157 | |||
| СРЕДА ДЛЯ КОМПЛЕКСНОГО НАСЫЩЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ | 1998 |
|
RU2133298C1 |
| Состав для бороалитированияиздЕлий из ТЕплОСТОйКиХ СТАлЕй | 1979 |
|
SU850734A1 |
| Состав для бороалитирования стальных деталей | 1983 |
|
SU1168627A1 |
| JP 8176792 A, 09.07.1996 | |||
| WO 2008100155 A1, 21.08.2008. | |||

