Изобретение относится к машиностроению и может быть использовано при финишной обработки свободным абразивом плоских поверхностей деталей в машиностроении и других отраслях промышленности.
Известен способ обработки деталей в среде свободного абразива, находящегося в рабочей камере, который уплотняют давлением жидкости или газа на эластичные стенки камеры (авторское свидетельство SU 948637, МПК В24В 31/08, опубл. 07.08.1987).
Недостатками известного способа является низкая производительность, ограниченная номенклатура деталей по конструктивным, размерным характеристикам и параметрам качества обработанных поверхностей, сложная конструкция устройства.
Наиболее близким является способ обработки плоских поверхностей, включающий вертикальное размещение детали в камере с абразивной средой и уплотнение абразивной среды путем приложения внешнего давления (патент RU 2748919, МПК B24B11/00, опубл. 01.06.2021). При этом детали сообщают возвратно ‒ поступательные движения.
Недостатками данного способа являются: ограничение номенклатуры деталей по массовым и габаритным характеристикам, сложность установления рациональных режимов обработки при реализации способа, неравномерное по направлению и силе воздействие в зоне резания абразивных зерен на разных участках обрабатываемой поверхности не обеспечивает высокого качества обработки.
Задача – разработка способа абразивной обработки плоских поверхностей, обеспечивающего расширение технологических возможностей обработки.
Техническим результатом заявленного изобретения является повышение качества и производительности абразивной обработки плоских поверхностей.
Технический результат достигается в способе абразивной обработки плоских поверхностей, включающем обработку поверхности в установленной в корпусе устройства для абразивной обработки камере с абразивной средой и уплотнение абразивной среды путем приложения внешнего давления, при этом камера образована внутренней конусной поверхностью вращающегося ротора и обрабатываемой плоской поверхностью детали, установленной с зазором к ротору, а обработка осуществляется при перемещении устройства для абразивной обработки с вращающимся ротором вдоль обрабатываемой поверхности, свободным абразивом, который подается под давлением через осевое отверстие ротора в камеру с формированием зоны уплотненной абразивной среды.
Сущность способа заключается в абразивной обработке плоских поверхностей, при котором обрабатываемая поверхность расположена горизонтально сверху, а формирование уплотненного слоя абразивного материала осуществляется за счет центробежных сил во вращательном элементе устройства (роторе), расположенноом снизу, с повышенной концентрацией абразивных частиц в локальной зоне обработки поверхности, со скоростью не ниже условий, обеспечивающих процесс микрорезания при обработке.
В камеру, ограниченную сверху в горизонтальной плоскости обрабатываемой поверхностью и снизу внутренней поверхностью вращающегося ротора в форме перевернутого усеченного конуса, через осевое отверстие ротора поступает абразивный материал. Под действием центробежной силы за счет вращения и формы ротора формируется зона уплотненного абразива в верхней части камеры на периферии основания конусной поверхности, у поверхности обрабатываемой детали. Скорость вращения ротора должна быть не ниже условий, обеспечивающих микрорезание при обработке поверхности [Корчак С.Н. Производительность процесса шлифования стальных сталей. – М.: Машиностроение, 1974. – 279 с., Стратиевский И.Х., Юрьев В.Г., Зубарев Ю.М. Абразивная обработка: справочник. М.: Машиностроение, 2010. 352 с., Справочник технолога / под общей редакцией А.Г.Суслова. М.: Инновационное машиностроение, 2019. – 800 с.]. Объем абразива в камере должен обеспечивать формирование области уплотненного слоя абразивных частиц.
Абразивный материал, вылетающий за пределы камеры, попадает в пространство между ротором и корпусом устройства для абразивной обработки, ссыпаетс вниз, откуда снова поступает в камеру через осевое отверстие ротора.
В процессе обработки устройство для абразивной обработки с вращающимся ротором перемещается вдоль обрабатываемой плоской поверхности детали.
Возрастающие силы резания, возникающие при образовании площадок износа на абразивных зернах в процессе обработки, обеспечивают постоянное перемешивание и обновление абразивных зерен в местах контакта абразива и обрабатываемой поверхности и равномерный съем материала.
Существенным отличительным признаком заявляемого способа является обработка несвязанным абразивом плоских поверхностей с расположением их в крайней нижней горизонтальной плоскости детали и созданием перемещающейся уплотненной области абразивных частиц.
Предлагаемый способ позволяет формировать однородные качественные характеристики при обработке плоских поверхностей детали путем формирования в камере области абразивного материала, равномерно уплотненного в местах взаимодействия обрабатываемой поверхности и абразивных зерен, условия выравнивания контактных давлений на обрабатываемых поверхностях.
Способ позволяет устанавливать рациональные параметры и режимы обработки, обеспечивающие заданные требования к обработанной поверхности детали, расширяет технологические возможности обработки и обеспечивает повышение производительности.
К технологическим параметрам и режимам процесса обработки относятся: угол и конструктивные размеры конусной части ротора, образующей с обрабатываемой поверхностью рабочую камеру; количества абразивного материала в рабочей камере в процессе обработки; частота вращения ротора, материал и зернистость абразивных зерен; величина зазора между обрабатываемой поверхностью и ротором; скорость подачи установки.
Технологические возможности обработки позволяют регулировать характеристики формируемого поверхностного слоя (сократить величину создаваемого после обработки дефектного слоя) обрабатываемой поверхности. Способ позволяет вести обработку плоских поверхностей небольших размеров, при размещении их в приспособлении, при условии выступа обрабатываемых поверхностей на величину снимаемого припуска относительно горизонтальной поверхности приспособления.
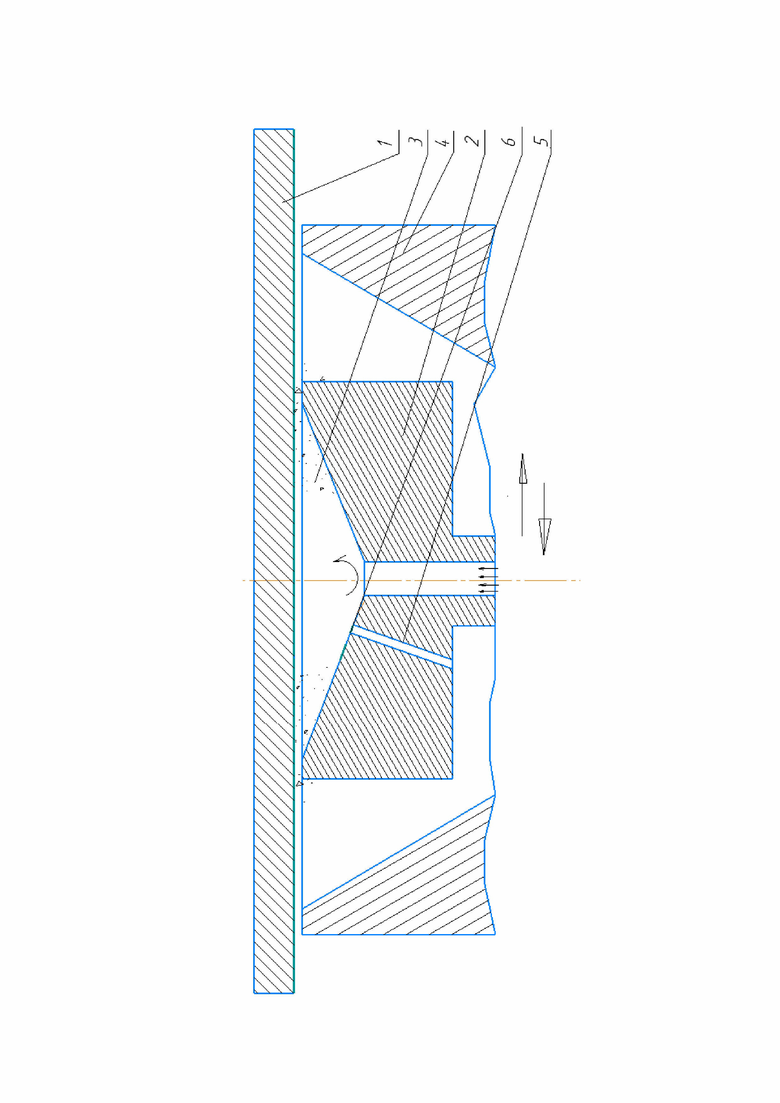
Способ иллюстрируется чертежом, на котором показан поперечный разрез установки и осуществляется следующим образом.
Рабочая камера формируется обрабатываемой плоской поверхностью детали 1 и внутренней конусной поверхностью вращающегося ротора 2 с установленным зазором между ними. Ротор изготавливается из материала, имеющего большую абразивную износостойкость по сравнению с обрабатываемыми деталями. Свободный абразив подается под давлением через осевое отверстие ротора в камеру с формированием зоны уплотненной абразивной среды 3. В процессе обработки часть абразивных зерен через зазор выходят из камеры и поступают в пространство, ограниченное корпусом 4 установки (устройства для абразивной обработки), ссыпается для дальнейшей подачи в камеру по цикловой схеме.
В роторе предусмотрено отверстие 5 для предохранения от избыточного давления в камере с сетчатым фильтром 6. Установка перемещается в горизонтальном направлении относительно обрабатываемой поверхности (параллельно, вдоль обрабатываемой поверхности) с установленной скоростью подачи.
Пример
Обработке подверглась плоская поверхность детали, выполненной из стали 45 ГОСТ 1050-88 (HRC 50…55), исходная шероховатость поверхности Ra=10 мкм.
Технологические параметры и режимы обработки: внутренний диаметр основания конусной поверхности ротора – 100 мм, угол конуса внутренней поверхности ротора – 120°, объем камеры 78200 мм2, зазор между обрабатываемой поверхностью и ротором – 1.5 мм, абразивный материал электрокорунд белый – А24 , зернистость (ГОСТ 3647-80) - 25, объем абразивного материала в камере – 25000 мм3, частота вращения ротора - 1200 об/мин, скорость подачи установки – 2 м/мин.
Результаты обработки: шероховатость Ra=0.32 мкм, съем металла – 20 - 24 мкм.
Таким образом, способ абразивной обработки плоских поверхностей, включающий обработку поверхности в установленной в корпусе устройства для абразивной обработки камере с абразивной средой и уплотнение абразивной среды путем приложения внешнего давления, при котором камера образована внутренней конусной поверхностью вращающегося ротора и обрабатываемой плоской поверхностью детали, установленной с зазором к ротору, а обработка осуществляется при перемещении устройства для абразивной обработки с вращающимся ротором вдоль обрабатываемой поверхности, свободным абразивом, который подается под давлением через осевое отверстие ротора в камеру с формированием зоны уплотненной абразивной среды, обеспечивает повышение качества и производительности абразивной обработки плоских поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2805690C2 |
| Способ абразивной обработки цилиндрических отверстий деталей | 2022 |
|
RU2807252C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2793666C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123419C1 |
| Способ абразивной обработки поверхностей деталей из алюминиевых сплавов | 2022 |
|
RU2793897C1 |
| Способ абразивной обработки плоских поверхностей деталей | 2020 |
|
RU2748919C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| СПОСОБ ОЧИСТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТРУБ ИЛИ ТРУБОПРОВОДОВ | 2024 |
|
RU2830797C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
Изобретение относится к машиностроению и может быть использовано при финишной обработке свободным абразивом плоских поверхностей деталей в машиностроении и других отраслях промышленности. Способ включает обработку поверхности в установленной в корпусе устройства для абразивной обработки камере с абразивной средой и уплотнение абразивной среды путем приложения внешнего давления. Используют устройство, в котором камера образована внутренней конусной поверхностью вращающегося ротора и обрабатываемой плоской поверхностью детали, которую устанавливают с зазором к ротору. Обработку осуществляют при перемещении устройства для абразивной обработки с вращающимся ротором вдоль обрабатываемой поверхности детали свободным абразивом, который подают под давлением через осевое отверстие ротора в камеру с формированием зоны уплотненной абразивной среды. Обеспечивается повышение качества и производительности абразивной обработки плоских поверхностей. 1 ил.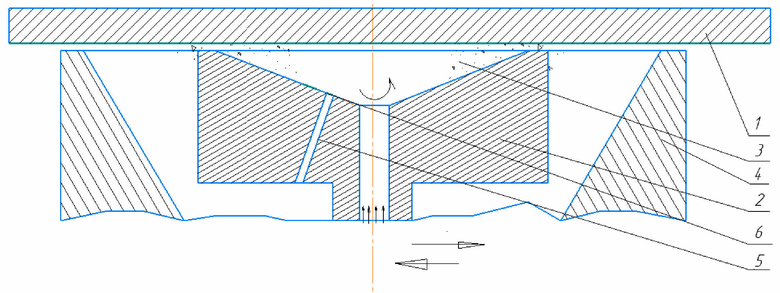
Способ абразивной обработки плоских поверхностей, включающий обработку поверхности в установленной в корпусе устройства для абразивной обработки камере с абразивной средой и уплотнение абразивной среды путем приложения внешнего давления, отличающийся тем, что обработку осуществляют в камере, образованной внутренней конусной поверхностью вращающегося ротора устройства для абразивной обработки и обрабатываемой плоской поверхностью детали, которую устанавливают с зазором к ротору, при этом обработку осуществляют при перемещении устройства для абразивной обработки с вращающимся ротором вдоль обрабатываемой поверхности детали свободным абразивом, который подают под давлением через осевое отверстие ротора в камеру с формированием зоны уплотненной абразивной среды.
| Способ абразивной обработки плоских поверхностей деталей | 2020 |
|
RU2748919C1 |
| Способ обработки деталей типа шнека | 1990 |
|
SU1815180A1 |
| Устройство для центробежной абразивной обработки деталей | 1990 |
|
SU1761446A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2220039C2 |
| Бассейн для проваривания фанерных чураков | 1958 |
|
SU124619A1 |
| DE 3546386 A1, 02.07.1987. | |||

