Область техники
Настоящее изобретение относится к способам и устройствам для определения наличия или отсутствия воды в затравочном блоке оборудования для литья, в частности, для литья с прямым охлаждением.
Уровень техники
При производстве металла изготовляются литые изделия различных форматов, например, плоские слитки для производства из них плоских металлических продуктов посредством горячей или холодной прокатки, и цилиндрические слитки, используемые для производства прессованных продуктов с различными формами поперечного сечения посредством прессования.
Как плоские, так и цилиндрические слитки могут производиться с помощью оборудования полунепрерывного литья, которое может включать в себя большое количество кристаллизаторов (называемых также металлическими формами или литейными формами), расположенных линиями и рядами. Расплавленный металл поступает в кристаллизаторы по распределительному каналу, проходящему сверху в полость каждого кристаллизатора. В процессе поступления в кристаллизатор расплавленный металл охлаждается и по меньшей мере частично затвердевает. Первичное охлаждение приводит к начальной кристаллизации металла за счет передачи тепла через стенку кристаллизатора. Дополнительно может производиться вторичное охлаждение путем разбрызгивания воды непосредственно на частично затвердевшее литое изделие, извлекаемое из кристаллизатора, по водяному зазору или каналам, выполненным по периферии кристаллизатора.
Оборудование для литья может быть размещено над литейной ямой, глубина которой равна длине отливаемых изделий плюс высота конструкции подвижной опоры. Полная глубина такой литейной ямы может составлять порядка 10-15 метров. Подвижная опора или затравочный блок под кристаллизаторами перемещается вниз по мере затвердевания металла для создания удлиненного литого изделия, которое может иметь диаметр, например, от 150 мм до 400 мм, в зависимости от предполагаемого использования данного литого изделия в дальнейшем, т.е. от того, предназначено оно для прокатки или для экструдирования. Пусковой блок может содержать полость для обеспечения опоры литому изделию, выходящему из кристаллизатора. Оборудование для литья описанного выше типа называется также "оборудованием для литья прямым охлаждением" и раскрывается, например, в Европейском патенте EP1648635B1, все содержание которого включено в настоящий документ посредством данной ссылки.
Как было указано выше, в качестве охлаждающего агента в процессе литья используется вода, подводимая по каналам в кристаллизаторе и/или непосредственно разбрызгиваемая на поверхность литого изделия, выходящего из кристаллизатора. Может случиться так, что вода накапливается в затравочном блоке до начала операции литья. Когда расплавленный металл вступает в контакт с этой водой, вода может нагреваться и переходить из жидкой фазы в газовую, что приводит к большому объемному расширению. Кроме того, молекулы воды при контакте с горячим металлом могут вступать с ним в реакцию и разделяться на водород и кислород, образуя взрывоопасную водородно-кислородную газовую смесь. Большое объёмное расширение и взрывоопасная газовая смесь могут представлять собой опасность для здоровья и безопасности лиц, работающих на данном литейном оборудовании, а также могут отрицательно влиять на эффективность работы литейного оборудования.
Цель настоящего изобретения заключается в устранении вышеуказанных проблем.
Раскрытие изобретения
Заявителями были обнаружены три фактора, являющиеся причинами возможного наличия воды в полости затравочного блока до начала операции литья. В процессе литья после подъема заготовок стартовые блоки погружаются в отработанную охлаждающую воду, которая может накапливаться в литейной яме. Для следующей операции разлива затравочные блоки поднимаются над водой, и рабочий удаляет воду с помощью воздушной форсунки. Однако из-за ограниченного доступа и геометрии оборудования для литья может случиться так, что рабочий удалит не всю воду из затравочного блока. Затем, непосредственно перед началом операции литья, охлаждающая вода вытекает наружу из затравочного блока. Если на затравочном блоке имеется небольшой дефект (например, торчащий наружу небольшой кусок металла), направление течения воды может изменяться, и вода может протекать через указанный дефект в зазор между кристаллизатором и затравочным блоком, и в таком случае вода может скапливаться в полости затравочного блока. Распространенной причиной накапливания воды в полости затравочного блока считается также неправильное пространственное выравнивание кристаллизатора и затравочного блока, когда они не выровнены.
Когда литейный стол опускается над литейной ямой перед разливкой, может случиться так, что куски алюминия, оставшиеся от предыдущей операции разливки, останутся в области опускания, так что литейный стол не будет лежать идеально ровно. Это может приводить к образованию зазора между затравочным блоком и кристаллизатором, по которому вода может попадать в полость затравочного блока. Перед началом процесса литья проводится стандартная процедура проверки полостей затравочных блоков на наличие воды. В случае обнаружения наличия воды в полости затравочного блока вода удаляется с помощью шланга со сжатым воздухом. Авторы настоящего изобретения обнаружили, что часто присутствующая вода не обнаруживается рабочим, что приводит к высокому риску взрыва при контакте расплавленного металла с водой и/или к снижению эффективности производства, поскольку операцию литья приходится прерывать, чтобы удалить воду.
Для решения вышеуказанных проблем и повышения эффективности процесса литья прямым охлаждением, согласно одному из аспектов настоящего изобретения, предлагается способ определения наличия или отсутствия воды в полости затравочного блока, содержащего наклонную поверхность оборудования для литья прямым охлаждением, включающий в себя: излучение с помощью датчика волны, в частности, электромагнитной или ультразвуковой волны, распространяющейся в вертикальном направлении; направление волны в сторону полости затравочного блока, таким образом, что если в полости присутствует вода, волна отражается от горизонтальной поверхности воды, а если в полости затравочного блока нет воды, волна отражается от наклонной поверхности полости затравочного блока; обнаружение отраженной волны с помощью датчика, расположенного на пути прохождения волны, отраженной от горизонтальной поверхности воды, если вода присутствует в полости; или не обнаружение волны с помощью датчика, если в полости не имеется воды, и волна отражается от наклонной поверхности полости; определение наличия воды в полости, если датчик обнаруживает отраженную волну, и определение отсутствия воды в полости, если датчик не обнаруживает отраженную волну, в то время как датчик генерирует волну.
Согласно варианту реализации изобретения, волна может быть направлена в сторону полости затравочного блока таким образом, что траектория прохождения волны может пересекать полость в самой нижней по вертикали точке полости.
Согласно еще одному аспекту настоящего изобретения, предлагается устройство D для определения наличия или отсутствия воды в полости затравочного блока оборудования для литья прямым охлаждением, указанная полость которого содержит наклонную поверхность, указанное устройство содержит датчик для генерирования волны, в частности электромагнитной или ультразвуковой волны, и для обнаружения отраженной волны; датчик, в котором расположен таким образом, что он обнаруживает волну, отраженную от горизонтальной поверхности воды в полости и не обнаруживает волну, отраженную от наклонной поверхности затравочного блока; контроллер, выполненный с возможностью определения наличия воды в полости, если датчик обнаруживает отраженную волну, и определение отсутствия воды в полости, если датчик не обнаруживает отраженную волну, в то время как датчик генерирует волну.
Согласно еще одному аспекту, настоящим изобретением предлагается Оборудование для литья прямым охлаждением, включающее в себя: литейную яму; множество кристаллизаторов для литья прямым охлаждением, установленных в литейной яме; затравочной блок для каждого кристаллизатора указанного множества кристаллизаторов, причем каждый затравочной блок установлен с возможностью перемещения в вертикальном направлении относительно соответствующего кристаллизатора, и при этом каждый затравочной блок содержит полость, имеющую наклонную поверхность для поддержки литого изделия; распределительный канал для подачи расплавленного металла из резервуара в каждый из указанного множества кристаллизаторов; указанное выше устройство (D) для определения наличия или отсутствия воды в полости затравочного блока.
Согласно варианту реализации настоящего изобретения, оборудование для литья прямым охлаждением может дополнительно содержать устройство для перемещения устройства D для определения наличия или отсутствия воды в полости затравочного блока оборудования для литья прямым охлаждением, таким образом, чтобы можно было последовательно определять наличие или отсутствие воды в полости каждого затравочного блока.
Согласно возможному варианту реализации, устройство для перемещения устройства D может дополнительно содержать: по меньшей мере одну вертикальную штангу, перемещаемую по полу вокруг литейной ямы вдоль края литейной ямы; горизонтальную штангу, продольная концевая часть которой соединена с по меньшей мере одной вертикальной штангой и может перемещаться по вертикальной штанге в вертикальном направлении; и устройство с датчиком для определения наличия или отсутствия воды в полости затравочного блока описанного выше оборудования для литья прямым охлаждением, соединенное с горизонтальной штангой с возможностью перемещения по горизонтальной штанге в продольном направлении.
Согласно возможному варианту реализации, устройство для перемещения устройства D для определения наличия или отсутствия воды в полости затравочного блока оборудования для литья прямым охлаждением может содержать первую вертикальную штангу и вторую вертикальную штангу, причем как первая, так и вторая вертикальные штанги могут перемещаться в горизонтальном направлении и могут быть расположены на полу на противоположных сторонах литейной ямы, причем горизонтальная штанга (75) может содержать первую концевую часть и вторую концевую часть, расположенные на противоположных концах указанной горизонтальной штанги, причем первая концевая часть может быть соединена с первой вертикальной штангой, а вторая концевая часть может быть соединена со второй вертикальной штангой, таким образом, что указанная горизонтальная штанга может перемещаться в вертикальном направлении.
Краткое описание чертежей
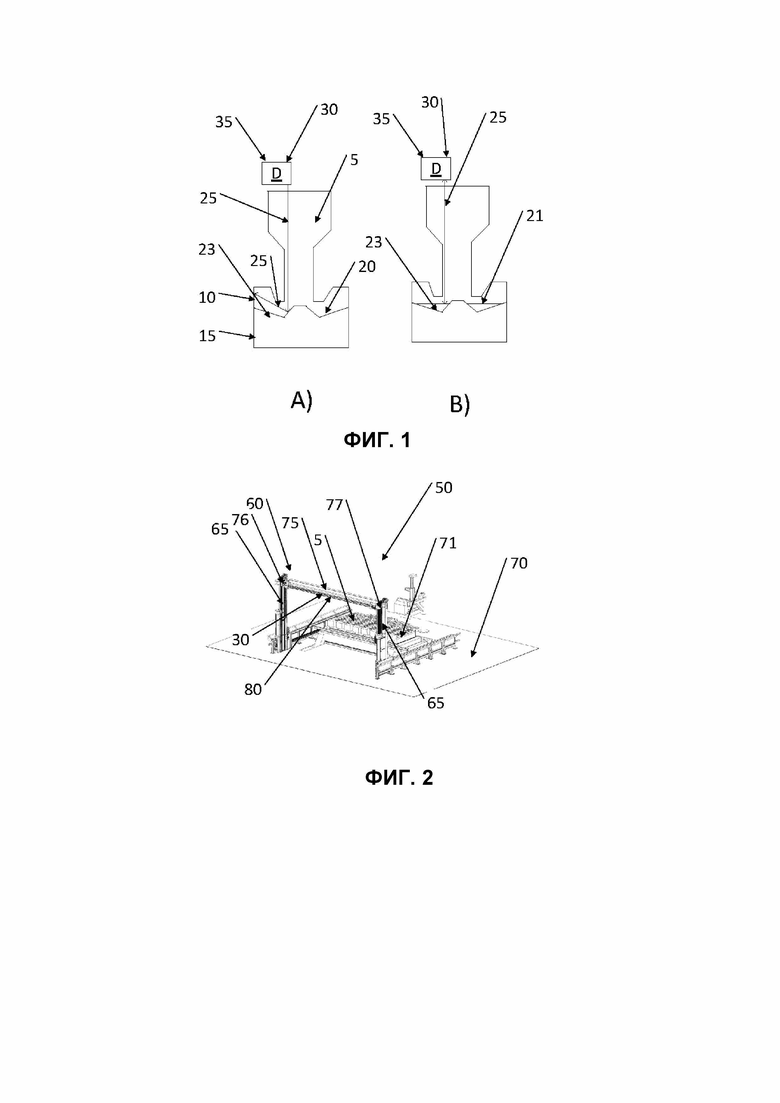
Фиг. 1a и 1b – вид в разрезе распределительного канала, кристаллизатора и затравочного блока, иллюстрирующий принцип способа согласно настоящему изобретению;
Фиг. 2 – устройство для перемещения устройства D для определения наличия или отсутствия воды в полости затравочного блока оборудования для литья прямым охлаждением, а также устройство согласно настоящему изобретению.
Подробное описание изобретения
На Фиг. 1a приведен схематичный вид в разрезе распределительного канала 5 (также называемого заливочным желобом), кристаллизатора 10 и затравочного блока 15. Как было указано выше, расплавленный металл по распределительному каналу 5 поступает в кристаллизатор 10, в котором он по меньшей мере частично затвердевает. По меньшей мере частично затвердевший металл поддерживается затравочным блоком 15. В ходе операции литья, по мере того как больше металла поступает в кристаллизатор 10 по распределительному каналу 5, затравочной блок 15 непрерывно смещается вертикально вниз. С целью обеспечения эффективной поддержки для по меньшей мере частично затвердевшего металла, или, другими словами, литого изделия, затравочной блок 15 содержит полость 20.
Таким образом могут изготавливаться удлиненные литые изделия, такие как заготовки или бруски. Для охлаждения расплавленного металла в кристаллизаторе 10 используется вода. Например, в кристаллизаторе 10 могут быть предусмотрены каналы, по которым проходит вода для поддержания высокого температурного градиента между расплавленным металлом и кристаллизатором с целью отвода тепла от расплавленного металла. Альтернативно или дополнительно может производиться разбрызгивание воды на по меньшей мере частично затвердевший металл (т.е. на литое изделие), выходящее из кристаллизатора 10, с целью снижения температуры затвердевшего металла/литого изделия.
Хотя вода является важным элементом для осуществления вышеописанного процесса непрерывной разливки, она может приводить к возникновению проблем. Это, например, связано с тем, что вода 21 может скапливаться в полости 20 перед началом операции литья. Если расплавленный металл, подаваемый в кристаллизатор 10 через распределительный канал, вступает в контакт с водой 21 в полости 20, температура воды 21 быстро повышается, и вода 21 начинает испаряться, что приводит к значительному увеличению объема. Такое быстрое значительное увеличение объема аналогично взрыву и может приводить к повреждению литого изделия и/или литейного оборудования.
На Фиг. 1a показана полость 20, свободная от воды, а на Фиг. 1b показана ситуация, когда в полости 20 затравочного блока 15 накопилась вода 21.
Для решения вышеупомянутых проблем настоящим изобретением предлагается способ определения наличия или отсутствия воды в полости 20 затравочного блока 15 оборудования для литья с прямым охлаждением. Данный способ предполагает генерирование волны 25, например, с помощью устройства D, содержащего датчик 30. В качестве волны 25 может использоваться, например, электромагнитная или ультразвуковая волна. Далее везде для обозначения электромагнитных и акустических волн мы будем использовать единый термин "волна", т.к. принцип настоящего изобретения не зависит от типа волны или излучения. Соответственно, датчик 30 может излучать, например, лазерный или световой луч, или звуковую волну, или любую другую форму излучения или волны. В настоящем описании траектория распространения волны 25 показана с помощью линии. Для более ясной индикации распространения волны на Фиг. 1a и 1b показаны стрелки, указывающие направление распространения волны 25.
Согласно способу, предлагаемому настоящим изобретением, волна, сгенерированная датчиком 30, направляется в полость 20 затравочного блока 15, так что если в полости 20 присутствует вода 21, волна 25 отражается от горизонтальной поверхности воды 21, а если в полости 20 затравочного блока 15 нет воды, волна 25 отражается от наклонной поверхности 23 полости 20 затравочного блока 15.
На Фиг. 1a и 1b в качестве примера показана полость 20, которая является симметричной относительно вертикальной центральной оси и содержит плоский участок, пересекаемый указанной осью, однако, затравочной блок 15 согласно настоящему изобретению может иметь полость любой геометрической формы, при условии, что она содержит негоризонтальную поверхность.
Если предположить, что волна 25 отражается горизонтальной поверхностью воды 21 в полости 20, угол падения равен углу отражения, и волна 15, проходящая вниз в вертикальном направлении, будет отражаться строго вертикально вверх. Таким образом, отраженная волна попадет на датчик 30 и будет обнаружена указанным датчиком 30.
С другой стороны, если волна 25 падает на негоризонтальную поверхность 23 полости 20, она отразится в другом направлении и пройдет таким образом, что датчик 30 не сможет её обнаружить.
Соответственно, предлагаемый способ включает в себя обнаружение отраженной волны 25, если вода 21 присутствует в полости 20, с помощью датчика 30, расположенного таким образом, что он находится на траектории прохождения волны 25, отражаемой от горизонтальной поверхности воды 21, или не обнаружение волны 25 с помощью датчика 30, если вода отсутствует в полости 20, т.к. волна отражается от наклонной поверхности 23 полости 20. Иными словами, предлагаемый способ может включать в себя определение наличия воды 21 в полости 20, если датчик 30 обнаруживает отраженную волну 25, и определение отсутствия воды 21 в полости 20, если датчик 30 не обнаруживает волну 25, в то время как датчик 30 генерирует волну 25.
Согласно варианту реализации изобретения, волна 25 может быть направлена в сторону полости 20 затравочного блока 15 таким образом, что траектория прохождения волны 25 пересекает полость 20 в самой нижней по вертикали точке полости 20. Таким образом, в полости 20 может быть обнаружено даже очень небольшое количество воды, так как вода будет скапливаться в самой нижней по вертикали области полости 20. Однако, путем направления волны 25 в различные области полости 20, настоящее изобретение позволяет не только производить бинарное определение НАЛИЧИЯ/ОТСУТСТВИЯ ВОДЫ, но и позволяет определять точное количество воды, скопившейся в полости 20. Волну 25 можно направлять в различные области полости 20 путем перемещения датчика 30 до тех пор, пока не будет обнаружена отраженная волна 25. Затем, используя геометрические параметры полости 20 и положение датчика 30, можно вычислить количество воды 21, скопившейся в полости 20.
Устройство D может включать в себя контроллер, соединенный с датчиком 30. Контроллер 35 может быть выполнен с возможностью определения наличия воды 21 в полости 20 при обнаружении волны 25 и определения отсутствия воды 21 в полости 20, когда отраженная волна 25 не обнаруживается, в то время как волна 25 генерируется датчиком 30.
На Фиг. 2 показано оборудование 50 для литья с прямым охлаждением согласно варианту реализации настоящего изобретения. Оборудование для литья 50 может содержать распределительный канал 5 и множество кристаллизаторов 10, каждый из которых имеет соответствующий затравочной блок 15 (на фиг. 2 не показан). Кристаллизаторы 10 могут быть расположены над литейной ямой 71 таким образом, чтобы затравочные блоки 15 имели достаточно места для перемещения вертикально вниз при отливке удлиненных изделий, как было описано выше.
Оборудование для литья 50 согласно варианту реализации настоящего изобретения включает в себя устройство D с датчиком 30 и контроллером 35, как было описано выше.
Согласно варианту реализации настоящего изобретения, оборудование для литья 50 может дополнительно содержать механизм 60 для перемещения устройства D с датчиком 30 таким образом, чтобы последовательно определять наличие или отсутствие воды 21 в полости 20 каждого затравочного блока 15 из множества затравочных блоков 15 и/или для определения количества воды в полости 20 затравочного блока 15 путем выполнения нескольких измерений с помощью датчика 30 при перемещении датчика 30 между измерениями. Устройство D может быть прикреплено к механизму 60 любым подходящим способом (не показан), известным специалисту в данной области.
Механизм 60 может содержать по меньшей мере одну вертикальную штангу 65, перемещаемую горизонтально по полу 70 вокруг литейной ямы 71 вдоль края литейной ямы 71. Механизм 60 может также содержать горизонтальную штангу 75, продольная концевая часть 76 которой соединена по меньшей мере с одной вертикальной штангой 65 и может перемещаться по вертикальной штанге 65 в вертикальном направлении.
Устройство D с датчиком 30 может быть установлено на горизонтальной штанге 75 с возможностью перемещения по горизонтальной штанге 75 в продольном направлении.
Таким образом, путем перемещения вертикальной штанги 65 по полу 70, перемещения горизонтальной штанги 75 по вертикальной штанге 65 и перемещения датчика 30 по горизонтальной штанге 75, датчик 30 может перемещаться в трех измерениях.
Согласно варианту реализации настоящего изобретения, механизм 60 для перемещения устройства D может содержать первую вертикальную штангу 65 и вторую вертикальную штангу 65, причем как первая, так и вторая вертикальные штанги 65 могут перемещаться в горизонтальном направлении и расположены на полу 70 на противоположных сторонах литейной ямы 71. В рассматриваемом варианте реализации горизонтальная штанга 75 содержит первую концевую часть 76 и вторую концевую часть 77, расположенные на противоположных концах данной штанги. Первая концевая часть 76 может быть соединена с первой вертикальной штангой 65, а вторая концевая часть 77 может быть соединена со второй вертикальной штангой 65, таким образом, что горизонтальная штанга 75 может перемещаться в вертикальном направлении. Поскольку горизонтальная штанга 75 своими обоими продольными концами 76, 77 опирается на вертикальные штанги 65, может быть достигнута более высокая механическая устойчивость устройства для перемещения устройства D, чем обеспечивается более высокая точность обнаружения наличия воды.
Согласно варианту реализации изобретения, горизонтальная штанга 75 также может быть снабжена устройством 80 для удаления воды. Устройство 80 для удаления воды может перемещаться по горизонтальной штанге 75 в продольном направлении. Устройство 80 для удаления воды может быть выполнено с возможностью удаления воды 21 из полости 20 затравочного блока 15 из множества затравочных блоков.
Устройство 80 для удаления воды может быть выполнено, например, в виде воздушной форсунки, через которую подается сжатый воздух. При подаче сжатого воздуха из форсунки в полость 20, содержащую воду 21, вода 21 может выдуваться из полости 20. Например, если устройство D, содержащее датчик 30, обнаруживает воду 21 в полости 20, устройство 80 для удаления воды может быть перемещено к этой полости 20, и затем вода 21 может быть удалена из полости 20 с помощью устройства 80 для удаления воды. Согласно варианту реализации изобретения, после того как все затравочные блоки 15 из множества затравочных блоков исследованы на наличие или отсутствие воды, и, в случае наличия воды, проведена операция её удаления, начинается операция литья.
Следует иметь в виду, что позиционирование устройства D относительно литейного оборудования, обнаружение наличия воды и проведение соответствующих операций по её удалению могут быть полностью автоматизированы, и управление ими может осуществляться с помощью контроллера, такого как компьютер или программируемое логическое устройство управления.
Согласно одному из возможных вариантов реализации, все затравочные блоки могут быть проверены на наличие или отсутствие воды, и после этого на тех затравочных блоках, в которых была обнаружена вода, могут быть выполнены операции удаления воды.
В другом варианте реализации, количество устройств D соответствует количеству затравочных блоков или количеству рядов затравочных блоков, и устройства D расположены в рамной или аналогичной конструкции, обеспечивающей возможность одновременной проверки всех или по меньшей мере части затравочных блоков. Аналогичная конструкция может быть использована для размещения устройства 80 для удаления воды.
Изобретение относится к способу определения наличия или отсутствия воды (21) в полости (20) затравочного блока (15), имеющего негоризонтальную поверхность (23) в оборудовании для литья с прямым охлаждением. Способ включает испускание волны (25), в частности электромагнитного излучения или ультразвуковой волны, по пути виртуального луча, с помощью устройства (D). Устройство (D) содержит датчик (30). Волну (25) направляют в сторону полости (20) затравочного блока (15) таким образом, что, если в полости (20) присутствует вода (21), волна (25) отражается от горизонтальной поверхности воды (21), а, если в полости (20) затравочного блока (15) нет воды, волна (25) отражается от негоризонтальной поверхности (23) полости (20) затравочного блока (15). С помощью датчика (30), расположенного на пути луча волны (25), отраженной от горизонтальной поверхности воды (21), осуществляют обнаружение отраженной волны (25), если вода присутствует в полости (20), или не обнаруживают волну (25) с помощью датчика (30), если в полости (20) вода (21) отсутствует. Вода, находящаяся в полости (20) затравочного блока (15), может быть удалена с помощью устройства (80) для удаления воды. Технический результат состоит в повышении безопасности работы на литейном оборудовании и в повышении эффективности работы литейного оборудования. 2 н. и 8 з.п. ф-лы, 2 ил.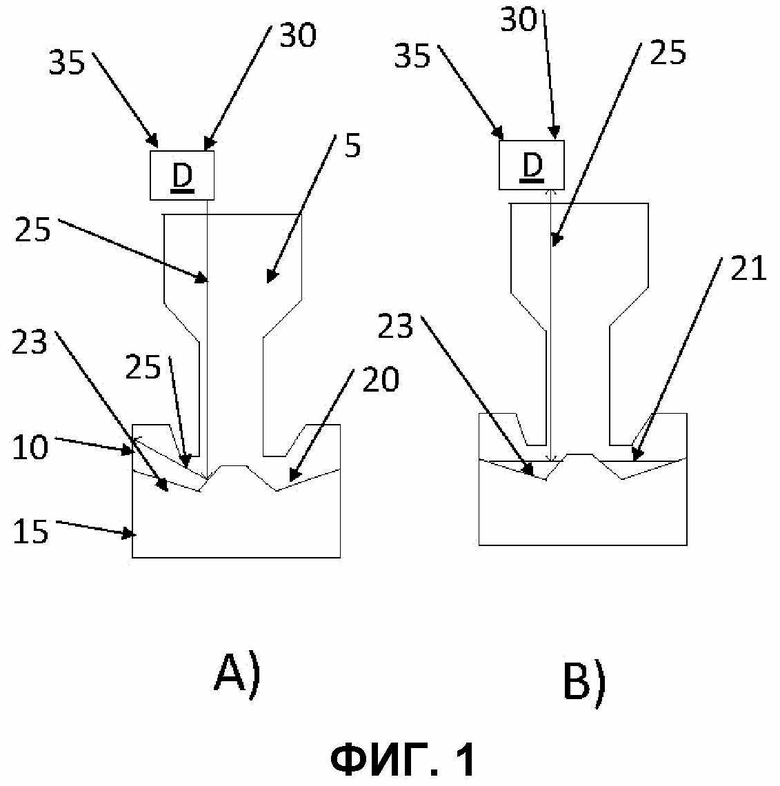
1. Способ определения наличия или отсутствия воды (21) в полости (20) затравочного блока (15), содержащего негоризонтальную поверхность (23) для поддержки отливки в оборудовании для литья с прямым охлаждением, характеризующийся тем, что
испускают волну (25), распространяющуюся по траектории виртуального луча, с помощью устройства (D) для определения наличия или отсутствия воды (21) в полости (20) затравочного блока (15), содержащего датчик (30) для генерирования волны излучения (25) и обнаружения отраженной волны излучения (25),
направляют волну (25) в сторону полости (20) затравочного блока (15), так чтобы волна (25) отражалась от горизонтальной поверхности воды (21) в случае наличия воды (21) в полости (20) или отражалась от негоризонтальной поверхности (23) полости (20) затравочного блока (15) в случае отсутствия воды (21) в полости (20),
обнаруживают отраженную волну (25) с помощью упомянутого датчика (30), расположенного таким образом, что он находится на траектории луча волны (25), отраженной от горизонтальной поверхности воды (21) при наличии воды в полости (20), или
не обнаруживают волну (25) с помощью упомянутого датчика (30), если вода (21) в полости (20) отсутствует и волна (25) отражается негоризонтальной поверхностью (23) полости (20),
устанавливают, что вода (21) присутствует в полости (20), если упомянутый датчик (30) обнаруживает отраженную волну (25), и устанавливают, что вода (21) отсутствует в полости (20), если датчик (30) не обнаруживает волны (25), в то время как датчик (30) испускает волну (25).
2. Способ по п. 1, отличающийся тем, что испускают с помощью упомянутого датчика (30) электромагнитное излучение или ультразвуковую волну.
3. Способ по п. 1, отличающийся тем, что волну (25) направляют в сторону полости (20) затравочного блока (15) таким образом, чтобы траектория луча волны (25) пересекала полость (20) в самой нижней по вертикали части полости (20).
4. Оборудование (50) для литья с прямым охлаждением, содержащее
литейную яму (71),
множество кристаллизаторов (10) для литья с прямым охлаждением, установленных в литейной яме (71),
затравочной блок (15) для каждого кристаллизатора (10) из указанного множества кристаллизаторов (10), причем каждый затравочной блок (15) установлен с возможностью перемещения в вертикальном направлении относительно соответствующего кристаллизатора (10), и каждый затравочной блок (15) содержит полость (20), имеющую негоризонтальную поверхность (23) для поддержки отливки,
распределительный канал (5) для распределения расплавленного металла из резервуара в каждый из кристаллизаторов (10) указанного множества кристаллизаторов (10),
устройство (D) для определения наличия или отсутствия воды (21) в полости (20) затравочного блока (15), причем указанное устройство (D) содержит
датчик (30) для генерирования волны (25) и для обнаружения отраженной волны (25),
при этом датчик (30) выполнен и расположен таким образом, что он обнаруживает волну (25), которая отражается от горизонтальной поверхности воды (21) в полости (20), и не обнаруживает волну (21), которая отражается от негоризонтальной поверхности (23) затравочного блока (15),
контроллер (35), выполненный с возможностью устанавливать, что вода (21) присутствует в полости (20), если датчик (30) обнаруживает отраженную волну (25), и устанавливать, что вода (21) отсутствует в полости (20), если датчик (30) не обнаруживает отраженную волну (25), в то время как датчик (30) генерирует волну (25).
5. Оборудование (50) для литья по п. 4, отличающееся тем, что датчик (30) выполнен с возможностью испускания электромагнитного излучения или ультразвуковой волны.
6. Оборудование (50) для литья по п. 4 или 5, отличающееся тем, что содержит механизм (60) для перемещения указанного устройства (D) таким образом, чтобы последовательно определять наличие или отсутствие воды (21) в полости (20) каждого затравочного блока (15) из указанного множества затравочных блоков (15).
7. Оборудование (50) для литья по п. 6, отличающееся тем, что указанный механизм (60) для перемещения устройства (D) содержит
по меньшей мере одну вертикальную штангу (65), выполненную с возможностью горизонтального перемещения по полу (70) вокруг литейной ямы (71) вдоль края литейной ямы (71),
горизонтальную штангу (75), продольная концевая часть (77) которой соединена с указанной по меньшей мере одной вертикальной штангой (65) и выполнена с возможностью перемещения по вертикальной штанге (65) в вертикальном направлении, и
датчик (30) указанного устройства (D) соединен с горизонтальной штангой (75) с возможностью перемещения по горизонтальной штанге (75) в продольном направлении.
8. Оборудование (50) для литья по п. 6 или 7, отличающееся тем, что механизм (60) для перемещения устройства (D) содержит первую вертикальную штангу (65) и вторую вертикальную штангу (65), причем первая и вторая вертикальные штанги (65) выполнены с возможностью перемещения в горизонтальном направлении и расположены на полу (70) на противоположных сторонах литейной ямы (71), причем горизонтальная штанга (75) содержит первую концевую часть (76) и вторую концевую часть (77), расположенные на противоположных концах указанной горизонтальной штанги, причем первая концевая часть (76) соединена с первой вертикальной штангой (65), а вторая концевая часть (77) соединена со второй вертикальной штангой (65) таким образом, что указанная горизонтальная штанга (75) является перемещаемой в вертикальном направлении.
9. Оборудование (50) для литья по любому из пп. 4-6, отличающееся тем, что содержит устройство (80) для удаления воды (21) из полости (20) затравочного блока (15) при наличии воды (21), обнаруженной указанным устройством (D).
10. Оборудование (50) для литья по п. 7 или 8, отличающееся тем, что содержит устройство (80) для удаления воды (21) из полости (20) затравочного блока (15) при наличии воды (21), обнаруженной указанным устройством (D), при этом указанное устройство установлено на горизонтальной штанге (75), с возможностью перемещения по указанной горизонтальной штанге (75) в продольном направлении.
| СПОСОБ КОНТРОЛЯ УРОВНЯ ЖИДКОЙ МЕТАЛЛИЧЕСКОЙ ИЛИ ШЛАКОВОЙ ВАННЫ В КРИСТАЛЛИЗАТОРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2456118C1 |
| ЛИТЬЕ РАСПЛАВЛЕННОГО МЕТАЛЛА В ПОЛОСТЬ КРИСТАЛЛИЗАТОРА, ОТКРЫТУЮ С КОНЦОВ | 1998 |
|
RU2206427C2 |
| WO 2014121295 A1, 07.08.2014 | |||
| US 20020148593 A1, 17.10.2002 | |||
| Устройство для определения усадки грунтов | 1984 |
|
SU1233050A1 |

