Область техники
[0001] Настоящее раскрытие относится к ленточному сердечнику.
Предшествующий уровень техники
[0002] Ленточный сердечник используется как магнитный сердечник трансформатора, реактор, противопомеховый фильтр и тому подобное. К настоящему времени, в трансформаторах, снижение потерь в железе стало важной проблемой с точки зрения высокой эффективности, и снижение потерь в железе исследуется с различных точек зрения.
[0003] Кроме того, трансформаторы или тому подобное, использующие ленточные сердечники, широко применяются в электрических и электронных устройствах. Однако ленточный сердечник генерирует шум, когда приложено магнитное поле, вследствие магнитострикции, поэтому активно исследуется снижение шумов за счет снижения магнитострикции.
[0004] Например, трансформатор с малошумящей обмоткой раскрыт в японской выложенной патентной заявке (JP-A) № 2017-84889. В этом трансформаторе с малошумящей обмоткой, внешняя периферия железного сердечника, выполненного из стальных листов в спиральной форме, образована намоткой ленты в окружном направлении в направлении намотки стального листа. Лента укладки, имеющая коэффициент потерь вибрации η>0,01, располагается на стороне поверхности периферийной ленты, между сердечником и катушкой, намотанной вокруг сердечника.
Краткое описание сущности изобретения
Техническая проблема
[0005] Известна технология для снижения потерь в железе ленточного сердечника, в которой ленточный сердечник выполняется с множеством листов электротехнической стали. Однако шумы могут генерироваться вследствие магнитострикции при использовании листов электротехнической стали.
В последнее время имеются потребности в еще большем снижении шумов для ленточных сердечников за счет снижения магнитострикции. Имеются возможности для улучшений в снижении шума в ленточном сердечнике.
[0006] Целью настоящего раскрытия является обеспечить ленточный сердечник с низкими потерями в железе и низким шумом.
Решение проблемы
[0007] Авторы настоящего раскрытия всесторонне исследовали снижение шума в ленточном сердечнике и сфокусировались на зазорах между уложенными листами электротехнической стали. Когда переменное магнитное поле прикладывается к ленточному сердечнику трансформатора, листы электротехнической стали вибрируют в направлении укладки вследствие магнитострикции, создаваемой в листах электротехнической стали. Акустическая волна генерируется вибрацией из зазоров между листами электротехнической стали. Эта акустическая волна воспринимается как звук. Авторы настоящего раскрытия обнаружили, что изогнутые части увеличивают зазоры между листами электротехнической стали в ленточном сердечнике, и зазоры в этих изогнутых частях имеют большое влияние на шум трансформатора. Они обнаружили, что чем меньше зазоры в изогнутых частях, тем меньшим становится шум, и в результате дальнейших исследований пришли к настоящему раскрытию.
[0008] Сущность аспекта настоящего раскрытия, основанного на вышеописанных открытиях, описана ниже.
Ленточный сердечник согласно аспекту настоящего раскрытия оснащен ламинированным (многослойным) телом, включающим в себя множество листов электротехнической стали, уложенных в кольцевой форме на виде сбоку. Многослойное тело включает в себя множество изогнутых частей, и множество краевых частей в положениях между соседними изогнутыми частями. По меньшей мере одна изогнутая часть среди множества изогнутых частей обладает высоким коэффициентом плотности укладки, причем наивысший коэффициент плотности укладки листов электротехнической стали в изогнутой части выше, чем средний коэффициент плотности укладки листов электротехнической стали во множестве частей в форме блока.
Полезные результаты изобретения
[0009] Настоящее раскрытие позволяет обеспечить ленточный сердечник с низкими потерями в железе и низким шумом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
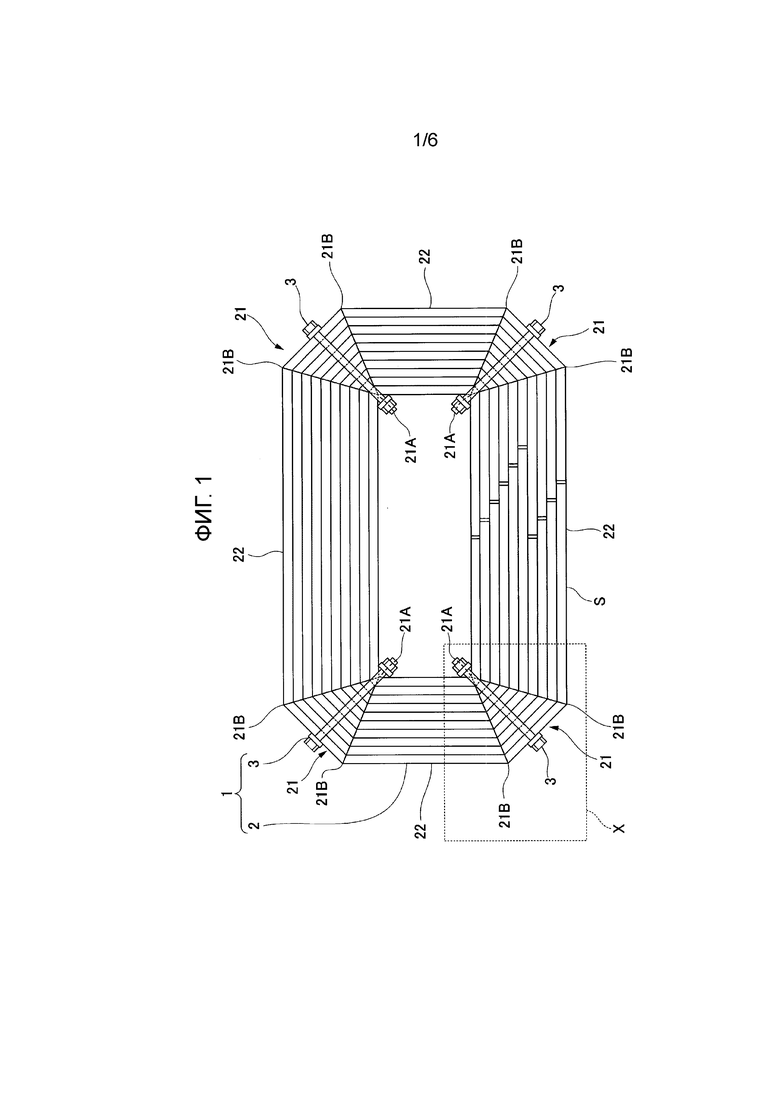
[0010] Фиг. 1 является видом сбоку, иллюстрирующим пример ленточного сердечника в соответствии с первым примерным вариантом осуществления настоящего раскрытия.
Фиг. 2 является представлением в перспективе в разобранном виде части X на фиг. 1 и является диаграммой, иллюстрирующей пример средства сжатия, предусмотренного в ленточном сердечнике в соответствии с первым примерным вариантом осуществления.
Фиг. 3 является схематичной диаграммой, иллюстрирующей изогнутую часть перед и после применения средства сжатия.
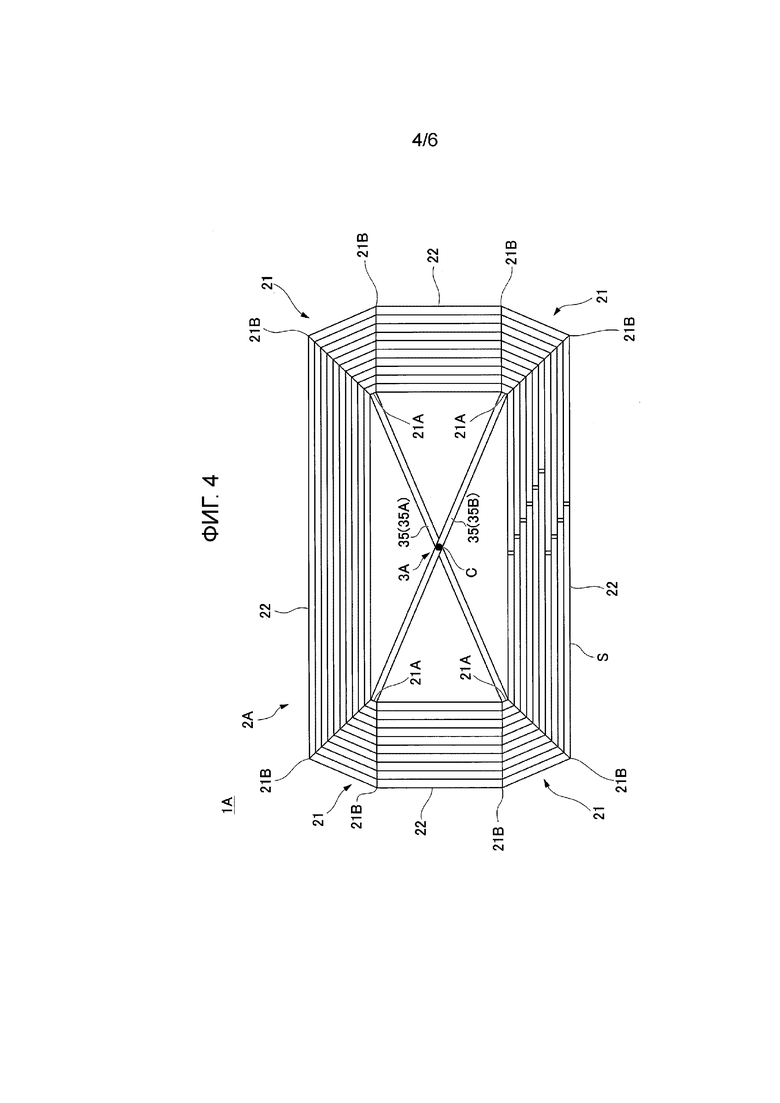
Фиг. 4 является видом сбоку, иллюстрирующим примерный ленточный сердечник в соответствии со вторым примерным вариантом осуществления настоящего раскрытия.
Фиг. 5 является графиком, иллюстрирующим соотношение между звуковым давлением и средним коэффициентом плотности укладки листов электротехнической стали в четырех изогнутых частях в испытательном примере.
Фиг. 6 является графиком, иллюстрирующим соотношение между звуковым давлением и средним коэффициентом плотности укладки листов электротехнической стали в четырех изогнутых частях в испытательном примере.
Описание вариантов осуществления
[0011] Далее следует подробное описание касательно примерных вариантов осуществления настоящего раскрытия, со ссылкой на приложенные чертежи. Отметим, что элементы конфигурации, имеющие по существу ту же самую функциональную конфигурацию, снабжены одинаковыми ссылочными позициями в настоящей спецификации и на чертежах, и их дублирующее пояснение будет опущено. Более того, пропорции и размеры каждого из элементов конфигурации на чертежах не представляют действительных пропорций и размеров каждого из элементов конфигурации.
[0012] Первый примерный вариант осуществления
Сначала, следует описание касательно ленточного сердечника в соответствии с первым примерным вариантом осуществления, со ссылкой на фиг. 1 - фиг. 3. Фиг. 1 является видом сбоку, иллюстрирующим пример ленточного сердечника в соответствии с настоящим примерным вариантом осуществления. Фиг. 2 является представлением в перспективе в разобранном виде части X на фиг. 1 и является диаграммой, иллюстрирующей пример средства сжатия, предусмотренного в ленточном сердечнике. Фиг. 3 является схематичной диаграммой, иллюстрирующей изогнутую часть перед и после применения средства сжатия. Отметим, что далее ситуация, в которой листы электротехнической стали S наблюдаются со стороны боковой поверхности, упоминается как вид сбоку. Направление укладки листов электротехнической стали S упоминается как "направление укладки", где уместно. Более того, направление ширины листа листов электротехнической стали S упоминается как "направление ширины листа", где уместно. Кроме того, направление намотки листов электротехнической стали S упоминается как "направление намотки", где уместно.
[0013] Ленточный сердечник 1 в соответствии с настоящим примерным вариантом осуществления, как иллюстрируется на фиг. 1, оснащен многослойным телом 2, в котором множество листов электротехнической стали S уложено в кольцевой форме на виде сбоку (иными словами, когда ленточный сердечник 1 наблюдается с боковой поверхности). А именно, многослойное тело 2 образовано укладкой множества листов электротехнической стали S, соответственно сформированных в кольцевых формах, путем укладки их в направлении толщины пластины. Многослойное тело 2 включает в себя множество изогнутых частей 21 и множество частей в форме блока 22, расположенных между соседними изогнутыми частями 21. Отметим, что ссылка на боковую поверхность означает поверхность, образованную боковыми поверхностями уложенных листов электротехнической стали S.
[0014] Как иллюстрируется на фиг. 1, в многослойном теле 2 листы электротехнической стали S уложены и сформированы в восьмиугольную форму на виде сбоку, и оно включает в себя множество изогнутых частей 21 и множество частей в форме блоков 22. Конкретно, многослойное тело 2 сконфигурировано складыванием и изгибанием самых внутренних листов электротехнической стали S в прямоугольную форму, чтобы образовать четыре внутренние угловые части 21A. Лист электротехнической стали S, расположенный на внешней периферии самого внутреннего листа электротехнической стали S затем складывается и изгибается во внутренних угловых частях 21A самого внутреннего листа электротехнической стали S, причем укладка таким образом продолжается для формирования двух внешних угловых частей 21B. Изогнутые части 21 многослойного тела 2 являются частями, где по существу треугольно сформированная область формируется путем соединения прямых линий от одной внутренней угловой части 21A до двух внешних угловых частей 21B, образованных складываем и изгибанием листов электротехнической стали S в этой внутренней угловой части 21A. Отметим, что настоящее раскрытие не ограничено такой конфигурацией. Например, для двух ближайших соседних внутренних угловых частей 21A, изогнутая часть 21 многослойного тела 2 может быть по существу областью трапецеидальной формы, образованной соединением прямых линий от двух внутренних угловых частей 21A до двух внешних угловых частей 21B. Более того, части в форме блока 22 многослойного тела 2 являются по существу прямолинейно сформированными частями, расположенными между соседними изогнутыми частями 21. Многослойное тело 2 настоящего примерного варианта осуществления соответственно включает в себя четыре изогнутых частей 21 и четыре части в форме блока 22. При наблюдении со стороны боковой поверхности листа электротехнической стали S, многослойное тело 2 сконфигурировано на внешней периферии с восьмиугольной формой, включающей в себя восемь внешних угловых частей 21B. Однако на внутренней периферии многослойное тело 2 сконфигурировано с прямоугольной формой, включающей в себя четыре внутренних угловых части 21A.
[0015] Коэффициент плотности укладки листов электротехнической стали S по существу один и тот же в каждой из четырех изогнутых частей 21 в многослойном теле 2. Более того, коэффициент плотности укладки листов электротехнической стали S по существу один и тот же в каждой из четырех частей в форме блока 22 в многослойном теле 2. Отметим, что хотя в настоящем примерном варианте осуществления коэффициент плотности укладки листов электротехнической стали S по существу один и тот же в каждой из четырех изогнутых частей 21 в многослойном теле 2, коэффициент плотности укладки листов электротехнической стали S может быть различным в каждой из четырех изогнутых частей 21. В таких случаях коэффициент плотности укладки листов электротехнической стали S в изогнутых частях 21 может регулироваться с использованием средства сжатия 3, описанного далее.
[0016] Отметим, что коэффициент плотности укладки изогнутых частей 21 и частей в форме блока 22 многослойного тела 2 может быть вычислен на основе JIS C 2550-5:2011. Отметим, что JIS C 2550-5:2011 соответствует IEC 60404-13:1995 "Magnetic materials - Part 13: Methods of measurement of density, resistivity and stacking factor of electrical steel sheet and strip".
[0017] Хотя, например, известные текстурованные листы электротехнической стали или известные листы не-текстурованной электротехнической стали могут быть использованы в многослойном теле 2, предпочтительно используются листы текстурованной электротехнической стали. Использование листов текстурованной электротехнической стали в многослойном теле 2 позволяет снижать компонент потерь гистерезиса в потерях в железе, позволяя дополнительно снижать потери в железе ленточного сердечника 1.
[0018] Толщина листов электротехнической стали S не ограничена конкретно и может составлять, например, 0,20 мм или более и может составлять 0,40 мм или менее. Использование листов электротехнической стали S, имеющих малую толщину (тонких листов), означает, что вихревые токи не склонны генерироваться в плоскости толщины листа листов электротехнической стали S, позволяя дополнительно снижать компонент потерь на вихревые токи в потерях в железе. В результате, это позволяет снижать потери в железе ленточного сердечника 1. Толщина листов электротехнической стали S предпочтительно равна 0,18 мм или более. Более того, толщина листов электротехнической стали S предпочтительно равна 0,35 мм или менее и более предпочтительно 0,27 мм или менее.
[0019] Уложенные листы электротехнической стали S изолированы друг от друга. Предпочтительно, изоляция листов друг от друга предварительно формируется, подвергая поверхности листов электротехнической стали S обработке изоляции. Изоляция между слоями листов электротехнической стали S означает, что вихревые токи не склонны генерироваться в плоскости толщины листа в листах электротехнической стали S, позволяя уменьшать компонент потерь на вихревые токи. В результате, это позволяет дополнительно снижать потери в железе ленточного сердечника 1. Например, предпочтительно поверхности листов электротехнической стали S подвергаются обработке изоляции с использованием жидкости изолирующего покрытия, содержащей коллоидный кремнезем и фосфат.
[0020] Более того, в ленточном сердечнике 1 имеется средство сжатия 3, предусмотренное по меньшей мере в одной из множества изогнутых частей 21 для сжатия изогнутой части 21 в направлении укладки листов электротехнической стали S. Конкретно, изогнутая часть 21 сжимается средством сжатия 3 с обеих сторон в направлении укладки листов электротехнической стали S (иными словами, изогнутая часть 21 сжимается в направлении укладки листов электротехнической стали S как с внутренней периферийной стороны, так и с внешней периферийной стороны изогнутой части 21).
[0021] Средство сжатия 3 настоящего примерного варианта осуществления включает в себя внешний лист 31, внутренний лист 32, болты 33 и гайки 34.
[0022] Как иллюстрируется на фиг. 2, внешний лист 31 и внутренний лист 32 соответственно расположены на внешней периферийной стороне и внутренней периферийной стороне изогнутой части 21. Более того, длины внешнего листа 31 и внутреннего листа 32 вдоль направления ширины листа листов электротехнической стали S, конфигурирующих многослойное тело 2, больше, чем ширина листов электротехнической стали S, конфигурирующих многослойное тело 2, и имеются установочные отверстия 31A, 32A для вставки болтов 33, предусмотренные в двух концевых частях в продольном направлении внешнего листа 31 и внутреннего листа 32. Отметим, что ссылка на внешнюю периферийную сторону и внутреннюю периферийную сторону изогнутой части 21 означает внешнюю периферийную сторону и внутреннюю периферийную сторону многослойного тела 2 в изогнутой части 21.
[0023] Внутренний лист 32 включает в себя выступ 32B, продолжающийся вдоль продольного направления внутреннего листа 32 и согласованный с формой внутренней угловой части 21A так, что никакой зазор не создается между внутренним листом 32 и многослойным телом 2. Выступ 32B предпочтительно выполнен из мягкого материала, способного поглощать вибрации листов электротехнической стали S. Например, пластик, дерево или тому подобное предпочтительно используется в качестве материала выступа 32B.
[0024] Внешний лист 31 и внутренний лист 32 расположены так, что установочные отверстия 31A, 32A, предусмотренные в их соответственных концевых частях, выступают из боковых поверхностей изогнутых частей 21. Болты 33 затем вставляются в установочные отверстия 31A внешнего листа 31 и вставляются в установочные отверстия 31B внутреннего листа 32, которые соответствуют установочным отверстиям 31A, и внутренний лист 32 и внутренний лист 32 скрепляются вместе путем навинчивания гаек 34 на болты 33. Гайки 34 затем затягиваются, сжимая каждую из изогнутых частей 21 с внешним листом 31 и внутренним листом 32 вдоль направления укладки. Отметим, что внешний лист 31 является примером первого зажимного приспособления, внутренний лист 32 является примером второго зажимного приспособления, и болты 33 и гайки 34 являются примерами соединительных деталей. Таким образом, средства сжатия 3 включает в себя первое зажимное приспособление, прилегающее к изогнутой части 21 на внешней периферийной стороне, второе зажимное приспособление, прилегающее к изогнутой части на внутренней периферийной стороне, и соединительную деталь, соединяющую первое зажимное приспособление и второе зажимное приспособление вместе. Первое зажимное приспособление и второе зажимное приспособление воспринимают деформирующую силу, обусловленную соединительной деталью, и изогнутая часть 21 сжимается в направлении укладки листов электротехнической стали S. Иными словами, множество листов электротехнической стали S, конфигурирующих изогнутую часть 21, сжимаются в направлении укладки.
[0025] Таким образом, по меньшей мере одна изогнутая часть 21 из множества изогнутых частей 21 сжимается в направлении укладки листов электротехнической стали S с помощью средства сжатия 3 в изогнутой части 21. Как схематично показано на фиг. 3(A), между листами электротехнической стали S в изогнутой части 21 создается зазор перед применением средства сжатия 3. Обычно, коэффициент плотности укладки листов электротехнической стали S в изогнутой части 21 перед применением средства сжатия 3 меньше, чем коэффициент плотности укладки листов электротехнической стали S в частях в форме блока 22. Однако, как иллюстрируется на фиг. 3(В), зазоры между листами электротехнической стали S уменьшаются в изогнутой части 21, сжатой в направлении укладки листов электротехнической стали S с помощью средства сжатия 3. При этом средство сжатия 3 позволяет увеличить коэффициент плотности укладки листов электротехнической стали S в изогнутой части 21. В настоящем примерном варианте осуществления, использование средства сжатия 3 позволяет сделать коэффициент плотности укладки листов электротехнической стали S в изогнутой части 21 выше, чем средний коэффициент плотности укладки листов электротехнической стали S во множестве частей в форме блока 22. Тем самым, шум, генерируемый из зазоров между листами электротехнической стали S изогнутой части 21, снижается в случаях, когда переменное магнитное поле прикладывается к ленточному сердечнику 1 при малых зазорах между листами электротехнической стали S в изогнутой части 21.
Отметим, что изогнутая часть 21, имеющая более высокий коэффициент плотности укладки листов электротехнической стали S, чем средний коэффициент плотности укладки листов электротехнической стали S во множестве частей в форме блока 22, соответствует изогнутой части с высоким коэффициентом плотности укладки настоящего раскрытия.
[0026] Более того, сжатие изогнутой части 21 с помощью средства сжатия 3 предпочтительно является сжатием для достижения коэффициента плотности укладки сжатой изогнутой части 21, который равен 93% или более, и более предпочтительно, является сжатием для достижения 96% или более. В случаях, когда коэффициент плотности укладки сжатой изогнутой части 21 равен 93% или более, зазоры между листами электротехнической стали S становятся еще меньше, позволяя дополнительно уменьшить шум от ленточного сердечника 1, когда переменное магнитное поле прикладывается к нему. Еще большее снижение шума от ленточного сердечника 1 достижимо в случаях, когда коэффициент плотности укладки сжатой изогнутой части 21 равен 96% или более. Отметим, что верхний предел коэффициента плотности укладки сжатой изогнутой части 21 равен 100%.
[0027] Отметим, что хотя средство сжатия 3 может быть предусмотрено по меньшей мере для одной изогнутой части 21, средство сжатия 3 предпочтительно предусматривается для большего количества изогнутых частей 21. Обеспечение средства сжатия 3 для большего количества изогнутых частей 21 уменьшает общие зазоры в изогнутых частях 21 многослойного тела 2, позволяя достичь уменьшения шума. Более того, средство сжатия 3 предпочтительно обеспечивается для всех изогнутых частей 21. Обеспечение средства сжатия 3 для всех изогнутых частей 21 уменьшает зазоры между листами электротехнической стали S для всего многослойного тела 2, позволяя достичь еще большего уменьшения шума ленточного сердечника 1 при приложении переменного магнитного поля.
[0028] Более того, внешний лист 31, внутренний лист 32, болты 33 и гайки 34 выполняются из немагнитного материала. Например, дерево, пластик, медь, латунь или тому подобное предпочтительно используются в качестве немагнитного материала. Вихревые токи не могут генерироваться в средстве сжатия 3, если внешний лист 31, внутренний лист 32, болты 33 или гайки 34 выполнены из немагнитного материала, в результате, это позволяет предотвратить возрастание потерь в железе.
[0029] Более того, средство сжатия 3 предпочтительно включает в себя не показанные на чертежах изоляционные прокладки. Включение изоляционных прокладок в средство сжатия 3 препятствует протеканию тока по цепи через внешний лист 31, внутренний лист 32, болты 33 и гайки 34. Стабильное магнитное поле может быть создано за счет предотвращения генерации магнитного поля таким током. В результате, предотвращается увеличение потерь в железе. Предпочтительно, по меньшей мере одно из внешнего листа 31, внутреннего листа 32, болтов 33 или гаек 34 является изолятором в случаях, когда изоляционные прокладки не предусмотрены в средстве сжатия 3. Использование изолятора для по меньшей мере одного из внешнего листа 31, внутреннего листа 32, болтов 33 или гаек 34 означает, что ток не протекает в средстве сжатия 3, позволяя обеспечивать создание стабильного магнитного поля и позволяя предотвратить увеличение потерь в железе. В качестве изоляционного материала могут быть использованы различные известные изоляторы, такие как изоляционный материал из натурального каучука, эпоксидной смолы, поливинилхлорида или полиуретана.
[0030] Таким образом, в настоящем примерном варианте осуществления, описанном выше, вследствие того что по меньшей мере одна изогнутая часть 21, из множествах изогнутых частей 21, сжимается с помощью средства сжатия 3 в направлении укладки листов электротехнической стали S в изогнутой части 21, зазоры между листами электротехнической стали S становятся меньше в сжатой изогнутой части 21. В результате, шум, генерируемый из таких зазоров, когда переменное магнитное поле прикладывается к ленточному сердечнику 1, может быть снижен.
[0031] Ленточный сердечник 1 в соответствии с настоящим примерным вариантом осуществления может применяться, например, в трансформаторе. Трансформатор в соответствии с настоящим примерным вариантом осуществления оснащен ленточным сердечником 1 в соответствии с настоящим примерным вариантом осуществления, первичной обмоткой и вторичной обмоткой. Магнитное поле генерируется в ленточном сердечнике 1 с помощью напряжения переменного тока, прикладываемого к первичной обмотке, и напряжение индуцируется во вторичной обмоткой за счет изменений в генерируемом магнитном поле. Многослойное тело 2, включающее в себя ленточный сердечник, имеет по меньшей мере одну изогнутую часть 21, которая сжимается в направлении укладки листов электротехнической стали S с помощью средства сжатия 3 в изогнутой части 21. Поэтому зазоры между листами электротехнической стали S в сжатой изогнутой части 21 уменьшаются. В результате, шум от трансформатора может быть подавлен.
[0032] Второй примерный вариант осуществления
Далее следует описание ленточного сердечника 1A в соответствии со вторым примерным вариантом осуществления, со ссылкой на фиг. 4. Фиг. 4 является видом сбоку, иллюстрирующим примерный ленточный сердечник в соответствии с настоящим примерным вариантом осуществления. Как иллюстрируется на фиг. 4, ленточный сердечник 1A оснащен многослойным телом 2A и средством сжатия 3A. Хотя многослойное тело 2A отличается от многослойного тела 2 в соответствии с первым примерным вариантом осуществления тем, что многослойное тело 2A включает в себя четыре прямолинейно сформированных внутренних угловых части 21A, базовая конфигурация та же самая, что и конфигурация многослойного тела 2, описанная в первом примерном варианте осуществления, поэтому ее детальное описание будет опущено. Отметим, что конфигурация, совпадающая с конфигурацией в первом примерном варианте осуществления, снабжена теми же ссылочными позициями, и ее описание будет опущено.
[0033] В первом примерном варианте осуществления было описано средство сжатия 3, воспринимающее деформирующую силу от соединительных деталей, соединяющих первое зажимное приспособление и второе зажимное приспособление, и, тем самым, изогнутые части 21 сжимаются в направлении укладки листов электротехнической стали S, однако средство сжатия не ограничено конфигурацией, описанной выше. Например, средство сжатия может выполняться способом, как иллюстрируется на фиг. 4. Как иллюстрируется на фиг. 4, многослойное тело 2A ленточного сердечника 1A включает в себя соответственные изогнутые части 21 в положениях, обращенных друг к другу через центральную ось C многослойного тела 2A на виде сбоку. Средство сжатия 3A прикладывает силу к изогнутым частям 21 через внутренние угловые части 21A и сжимает изогнутые части 21. Конкретно, средство сжатия 3A включает в себя множество элементов сжатия 35, которые, через внутренние угловые части 21A, сжимают две из изогнутых частей 21, обращенные друг к другу через центральную ось C многослойного тела 2A на виде сбоку. Элементы сжатия 35 представляют собой, например, стержнеобразные штанги, выполненные с возможностью регулировки растяжения-сжатия, и каждый из элементов сконфигурирован либо элементом, имеющим возможность регулировки до заданной длины, либо упругим телом. Элементы сжатия 35 являются, например, элементами, включающими в себя винтовую стяжку. Элементы сжатия 35 расположены внутри многослойного тела 2A и на прямых линиях, соединяющих две внутренние угловые части 21A, обращенные друг к другу через центральную ось C на виде сбоку. Соответственные пары изогнутых частей 21, обращенных друг к другу через центральную ось C, затем сжимаются путем растяжения элементов сжатия 35. Конкретно, элементы сжатия 35 сжимают соответственные пары обращенных друг к другу изогнутых частей 21, через соответственные пары внутренних угловых частей 21A, обращенных друг к другу через центральную ось C на виде сбоку, путем нажатия на изогнутые части 21 от внутренней периферийной стороны по направлению к внешней периферийной стороне. При этом пары обращенных друг к другу изогнутых частей 21 соответственно сжимаются в направлении укладки листов электротехнической стали S. Это позволяет уменьшать шум ленточного сердечника, к которому приложено переменное магнитное поле, вследствие уменьшения зазоров между листами электротехнической стали S в парах сжатых изогнутых частей 21.
[0034] Предпочтительно имеется множество элементов сжатия 35, предусмотренных в направлении ширины листа листов электротехнической стали S, конфигурирующих многослойное тело 2A. А именно, элементы сжатия 35 расположены на прямых линиях, соединяющих пары внутренних угловых частей 21A, обращенных друг к другу через центральную ось C на виде сбоку, и имеется множество элементов сжатия 35, расположенных в направлении ширины листа листов электротехнической стали S, конфигурирующих многослойное тело 2A. При этом пары изогнутых частей 21, обращенных друг к другу через центральную ось C, равномерно сжимаются в направлении ширины листа листов электротехнической стали S, конфигурирующих многослойное тело 2A. Это обеспечивает достижение еще большего снижения шума ленточного сердечника при приложении к нему переменного магнитного поля.
[0035] Средство сжатия 3A предпочтительно включает в себя множество элементов сжатия 35A, 35B, чтобы сжимать две пары изогнутых частей 21, обращенных друг к другу через центральную ось C на виде сбоку. Это позволяет уменьшать зазоры между листами электротехнической стали S для всего ленточного сердечника и, в результате, позволяет достичь еще большего снижения шума ленточного сердечника 1A при приложении переменного магнитного поля. Кроме того, предпочтительно принимается конфигурация, в которой средство сжатия 3A включает в себя множество элементов сжатия 35A, расположенных на прямых линиях, соединяющих одну пару внутренних угловых частей 21A, обращенных друг к другу через центральную ось C на виде сбоку, и включает в себя множество элементов сжатия 35B, расположенных на прямых линиях, соединяющих другую пару внутренних угловых частей 21A, причем множество элементов сжатия 35A и множество элементов сжатия 35B поочередно расположены в направлении ширины листа листов электротехнической стали S. При этом изогнутые части 21 сжимаются равномерно в направлении высоты, позволяя увеличивать коэффициент плотности укладки.
[0036] Отметим, что средства сжатия 3A предпочтительно выполнены либо из немагнитного материала, либо из изолятора. Когда средством сжатия 3A является немагнитный материал, может предотвращаться генерация вихревых токов в средстве сжатия 3, и, в результате, это позволяет предотвратить увеличение потерь в железе. Более того, ток не протекает в средстве сжатия 3A, когда средство сжатия 3A является изолятором, и это позволяет формировать стабильное магнитное поле. В результате, предотвращается увеличение потерь в железе.
[0037] Модифицированные примеры
Далее описывается ряд модифицированных примеров примерных вариантов осуществления настоящего раскрытия, описанных выше. Отметим, что каждый из модифицированных примеров, описанных ниже, может применяться отдельно от примерных вариантов осуществления настоящего раскрытия, описанных выше, или модифицированные примеры, описанные ниже, могут комбинироваться и применяться к примерным вариантам осуществления настоящего раскрытия, описанным выше. Более того, каждый из модифицированных примеров может применяться вместо конфигурации в примерных вариантах осуществления настоящего раскрытия, описанных выше, или может применяться в дополнение к конфигурации примерных вариантов осуществления настоящего раскрытия, описанных выше.
[0038] В многослойном теле 2, 2A, предпочтительно средний коэффициент плотности укладки A листов электротехнической стали S во множестве изогнутых частей 21 равен (B - 4,0)% или более, причем B является средним коэффициентом плотности укладки (%) листов электротехнической стали S в четырех частях в форме блока 22. Средний коэффициент плотности укладки A (B - 4.0)% или более позволяет достичь снижения шума ленточного сердечника.
[0039] Независимо от формы средства сжатия, давление, приложенное к изогнутым частям 21, предпочтительно находится в диапазоне от 0,2 MПа до 4,0 MПа. Давление в этом диапазоне, приложенное к изогнутым частям 21, приводит к состоянию, в котором шум снижается, и потери в железе не ухудшаются. Отметим, что, например, в ленточном сердечнике 1 в соответствии с первым примерным вариантом осуществления, давление, приложенное к изогнутым частям 21, может регулироваться крутящим моментом затяжки болтов 33 и гаек 34.
[0040] В многослойном теле 2, 2A, независимо от формы средства сжатия, коэффициент плотности укладки C листов электротехнической стали S по меньшей мере в одной изогнутой части 21 из множества изогнутых частей 21 предпочтительно устанавливается на величину от B% до (B+1)%, причем B является средним коэффициентом плотности укладки (%) листов электротехнической стали S в четырех частях в форме блока 22. Установка коэффициента плотности укладки C на величину от B% до (B+1)% позволяет увеличивать коэффициент плотности укладки в изогнутых частях 21, не подвергая листы электротехнической стали S пластической деформации. Поскольку листы электротехнической стали S не подвергаются пластической деформации, генерируется неискаженное магнитное поле, позволяющее подавить увеличение магнитного потока утечки. В результате, это обеспечивает подавление возрастания потерь в железе. Более того, вследствие того, что вибрации между листами электротехнической стали S подавляются в изогнутых частях 21, шум также может подавляться.
[0041] Более того, хотя в примерных вариантах осуществления, описанных выше, были описаны случаи, в которых внешняя периферия многослойного тела имеет восьмиугольную форму, настоящее раскрытие не ограничено этим. Внешняя периферия многослойного тела может иметь полигональную форму, квадратную форму со скругленными углами, овальную форму, эллиптическую форму или тому подобное. Например, многослойное тело овальной формы может изготавливаться путем намотки полосы электротехнической стали. С другой стороны, многослойное тело восьмиугольной формы может изготавливаться из множества листов электротехнической стали, складываемых и изгибаемых в кольцевую форму и укладываемых в направлении толщины листа. Многослойное тело, изготавливаемое укладкой множества листов электротехнической стали, складываемых и изгибаемых в кольцевую форму путем укладки в направлении толщины листа, приводит к тому, что коэффициент плотности укладки в изогнутых частях, вероятно, будет меньшим, чем в многослойном теле, изготавливаемом путем намотки полосы электротехнической стали. Таким образом, в случаях, когда средство сжатия применяется в многослойном теле, применение средства сжатия в многослойном теле, изготовленном укладкой множества листов электротехнической стали, которые были сложены и изогнуты в кольцевую форму путем укладки в направлении толщины листа, облегчает достижение эффекта высокого снижения шума, по сравнению с применением средства сжатия в многослойном теле, изготовленном путем намотки полосы электротехнической стали, позволяя проще достичь высокого эффекта снижения шума. Более того, чем больше количество сложений и изгибов в листах электротехнической стали, тем меньше коэффициент плотности укладки в изогнутых частях. Поэтому, чтобы увеличить эффект повышения коэффициента плотности укладки с помощью средства сжатия в изогнутых частях, средство сжатия предпочтительно применяется в многослойном теле восьмиугольной формы.
[0042] В примерных вариантах осуществления, описанных выше, были описаны случаи, в которых внутренняя периферия многослойного тела 2, 2A имеет четырехугольную форму или восьмиугольную форму, однако настоящее раскрытие не ограничено этим. Внутренняя периферия многослойного тела 2, 2A может быть другой полигональной формы, квадратной формы со скругленными углами, овальной формы, эллиптической формы или тому подобного. Например, в случаях, когда внутренняя периферия многослойного тела 2, 2A имеет восьмиугольную форму, часть, соединяющая две соседние вершины восьмиугольной формы, является внутренней угловой частью, а в случаях, когда внутренняя периферия многослойного тела 2, 2A имеет овальную форму, части дуговой формы являются внутренними угловыми частями. В случаях, когда внутренняя периферия многослойного тела 2, 2A имеет полигональную форму, квадратную форму со скругленными углами, овальную форму, эллиптическую форму или тому подобное, изогнутые части 21 являются частями в положениях между одной соседней частью в форме блока и другой соседней частью в форме блока, где листы электротехнической стали S изогнуты относительно направления протяженности листа электротехнической стали S в одной части в форме блока и листов электротехнической стали S в других частях в форме блока и уложены. Отметим, что форма концевых частей средства сжатия 3A, описанного во втором примерном варианте осуществления, может быть формой, согласованной с формой внутренних угловых частей 21A. Это позволяет равномерно сжимать изогнутые части.
[0043] Более того, внутренняя периферия многослойного тела 2, 2A может выполняться в форме, соответствующей форме его внешней периферии. Например, в случаях, когда внешняя периферия многослойного тела 2, 2A имеет восьмиугольную форму, внутренняя периферия может также иметь восьмиугольную форму, а в случаях, когда внешняя периферия многослойного тела 2, 2A имеет квадратную форму со скругленными углами, внутренняя периферия может также иметь квадратную форму со скругленными углами.
[0044] Средство сжатия 3, проиллюстрированное на фиг. 1, и средство сжатия 3A, проиллюстрированное на фиг. 4, являются только примерами, и нет ограничения формами, описанными выше, пока средство сжатия способно сжимать изогнутые части 21.
[0045] Более того, коэффициент плотности укладки может быть ниже по меньшей мере в одной из частей в форме блока 22 из множества частей в форме блока 22 многослойного тела 2, 2A. Конкретно, размещение прокладок или тому подобного между листами электротехнической стали S в одной из частей в форме блока 22 позволяет увеличить зазоры между листами электротехнической стали S в этой части в форме блока 22. Это позволяет увеличить площадь поверхности рассеивания тепла многослойного тела 2, 2A.
[0046] Отметим, что ленточные сердечники, описанные в модифицированных примерах, могут также применяться в трансформаторе, подобно ленточному сердечнику 1 первого примерного варианта осуществления. Трансформатор с ленточным сердечником, описанным в настоящем модифицированном примере, позволяет уменьшить зазоры между листами электротехнической стали в изогнутых частях и, таким образом, подавляет шум трансформатора, аналогично трансформатору с ленточным сердечником 1.
[0047] Далее описываются испытательные примеры настоящего раскрытия. Пример условий настоящего испытательного примера является примером условий, принятых для подтверждения реализуемости и полезных результатов настоящего раскрытия, и настоящее раскрытие не ограничено этим примером условий. Настоящее раскрытие может принимать различные условия для достижения цели настоящего раскрытия без отклонения от сущности настоящего раскрытия.
[0048] Испытательный пример 1
Многослойное тело, включающее в себя четыре изогнутые части, было изготовлено путем укладки листов текстурованной электротехнической стали, имеющих толщину 0,20 мм. Деревянное средство сжатия было использовано в одной изогнутой части из четырех изогнутых частей, и были изготовлены ленточные сердечники, которые были сжаты давлениями, проиллюстрированными в Таблице 1. Изготовленные ленточные сердечники имели ту же конфигурацию, что и в примере ленточного сердечника, проиллюстрированном на фиг. 1. Трансформаторы с емкостью 20 кВА были изготовлены с использованием изготовленных ленточных сердечников. Коэффициент плотности укладки вычислялся для ленточных сердечников, использованных в изготовленных трансформаторах, на основе JIS C 2550-5:2011. Более того, потери в железе (потери холостого хода) и звуковое давление измерялись для изготовленных трансформаторов на основе JEC-2200. Таблица 1 иллюстрирует значения силы сжатия, коэффициента плотности укладки, звукового давления и потерь в железе. Отметим, что коэффициент плотности укладки C в Таблице 1 представляет собой коэффициент плотности укладки листов электротехнической стали в изогнутой части при сжатии средством сжатия, коэффициент плотности укладки A представляет собой средний коэффициент плотности укладки листов электротехнической стали в четырех изогнутых частях, коэффициент плотности укладки B представляет собой средний коэффициент плотности укладки листов электротехнической стали в четырех частях в форме блока. Отметим, что примеры в Таблице 1 указывают примеры реализаций, применяющих настоящее раскрытие, а сравнительные примеры указывают примеры реализаций, не применяющих настоящее раскрытие.
[0049] Таблица 1
сжатия
(MПa)
(дБ)
в железе
(Вт)
[0050] Делая коэффициент плотности укладки одной изогнутой части из множества изогнутых частей выше, чем средний коэффициент плотности укладки листов электротехнической стали в четырех частях в форме блока, обеспечивается меньшее звуковое давление и сниженные потери в железе.
[0051] Испытательный пример 2
Многослойное тело, включающее в себя четыре изогнутые части, было изготовлено путем укладки листов текстурованной электротехнической стали, имеющих толщину 0,23 мм. Деревянное средство сжатия было использовано в каждой из четырех изогнутых частей многослойного тела, и изготовленные ленточные сердечники сжимались давлениями, проиллюстрированными в Таблице 2. Изготовленные ленточные сердечники имели ту же конфигурацию, что и в примере ленточного сердечника, проиллюстрированном на фиг. 1. Трансформаторы с емкостью 20 кВА были изготовлены с использованием изготовленных ленточных сердечников. Коэффициент плотности укладки вычислялся для ленточных сердечников, использованных в изготовленных трансформаторах, на основе JIS C 2550-5:2011. Более того, потери в железе (потери холостого хода) и звуковое давление измерялись для ленточных сердечников, использованных в изготовленных трансформаторах, аналогично испытательному примеру 1. Таблица 2 иллюстрирует значения силы сжатия, коэффициента плотности укладки, звукового давления и потерь в железе. Отметим, что средний коэффициент плотности укладки A в Таблице 2 представляет собой средний коэффициент плотности укладки листов электротехнической стали в четырех изогнутых частях, и средний коэффициент плотности укладки B представляет собой средний коэффициент плотности укладки листов электротехнической стали в четырех частях в форме блока. Фиг. 5 иллюстрирует соотношения между средним коэффициентом плотности укладки A и звуковым давлением. Отметим, что примеры в Таблице 2 указывают примеры реализаций, применяющих настоящее раскрытие, а сравнительные примеры указывают примеры реализаций, не применяющих настоящее раскрытие.
[0052] Таблица 2
в железе
(Вт)
[0053] Как проиллюстрировано в Таблице 2, делая средний коэффициент плотности укладки листов электротехнической стали в четырех изогнутых частях, т.е. средний коэффициент плотности укладки A, равным (B - 4,0)% или более, обеспечивается меньшее звуковое давление и сниженные потери в железе. Более того, как иллюстрируется на фиг. 5, звуковое давление дополнительно уменьшалось в случаях, когда средний коэффициент плотности укладки A был 96,0% или более.
[0054] Испытательный пример 3
Ленточные сердечники были изготовлены способом, подобным способу в испытательном примере 1, с использованием листов текстурованной электротехнической стали, имеющих толщину 0,20 мм, и были изготовлены трансформаторы с емкостью 1 кВА с использованием изготовленных ленточных сердечников. Изготовленные ленточные сердечники имели ту же конфигурацию, что и конфигурация, проиллюстрированная на фиг. 1. Деревянное средство сжатия было использовано в каждой из четырех изогнутых частей ленточных сердечников, и ленточные сердечники сжимались давлениями, проиллюстрированными в Таблице 3. Коэффициент плотности укладки был вычислен для ленточных сердечников, использованных в изготовленных трансформаторах, на основе JIS C 2550-5:2011. Более того, потери в железе (потери холостого хода) и звуковое давление были измерены для ленточных сердечников, использованных в изготовленных трансформаторах, аналогично испытательному примеру 1. Таблица 3 иллюстрирует значения силы сжатия, коэффициента плотности укладки, звукового давления и потерь в железе. Отметим, что средний коэффициент плотности укладки A в Таблице 3 является средним коэффициентом плотности укладки листов электротехнической стали в четырех изогнутых частях, и средний коэффициент плотности укладки B является средним коэффициентом плотности укладки листов электротехнической стали в четырех частях в форме блока. Более того, фиг. 6 иллюстрирует соотношения между средним коэффициентом плотности укладки A и звуковым давлением. Отметим, что примеры в Таблице 3 указывают примеры реализаций, применяющих настоящее раскрытие, и сравнительные примеры указывают примеры реализаций, не применяющих настоящее раскрытие.
[0055] Таблица 3
[0056] Как проиллюстрировано в Таблице 3, делая средний коэффициент плотности укладки листов электротехнической стали в четырех изогнутых частях, т.е. средний коэффициент плотности укладки A, равным (B - 4,0)% или более, обеспечивается меньшее звуковое давление и сниженные потери в железе. Более того, как иллюстрируется на фиг. 6, звуковое давление дополнительно уменьшалось в случаях, когда средний коэффициент плотности укладки A был 96,0% или более.
[0057] Таким образом, настоящее раскрытие позволяет обеспечить ленточный сердечник, имеющий сниженные потери в железе и подавленный шум.
[0058] Детальное объяснение было приведено в отношении предпочтительных примерных вариантов осуществления и примеров настоящего раскрытия, со ссылкой на приложенные чертежи, однако настоящее раскрытие не ограничено этими примерами. Различные модификации и усовершенствования в диапазоне технологических принципов, приведенных в объеме пунктов формулы изобретения, будут очевидны специалисту в технологической области настоящего раскрытия, и очевидно, что эти модификации и усовершенствования должны также пониматься как принадлежащие технической сфере настоящего раскрытия.
[0059] Далее изложено раскрытие следующих дополнений в отношении приведенных выше примерных вариантов осуществления.
[0060] Дополнение 1
Ленточный сердечник, оснащенный многослойным телом, включающим в себя множество листов электротехнической стали, уложенных в кольцевой форме на виде сбоку, причем:
многослойное тело включает в себя множество изогнутых частей и множество частей в форме блока в положениях между соседними изогнутыми частями; и
по меньшей мере одна изогнутая часть среди множества изогнутых частей представляет собой изогнутую часть с высоким коэффициентом плотности укладки, причем коэффициент плотности укладки листов электротехнической стали в изогнутой части с плотной укладкой выше, чем средний коэффициент плотности укладки листов электротехнической стали во множестве частей в форме блока.
[0061] Дополнение 2
Ленточный сердечник дополнения 1, причем средний коэффициент плотности укладки A листов электротехнической стали во множестве изогнутых частей равен (B - 4,0)% или более, причем B представляет собой средний коэффициент плотности укладки (%) листов электротехнической стали во множестве частей в форме блока.
[0062] Дополнение 3
Ленточный сердечник дополнения 1 или дополнения 2, дополнительно включающий в себя средство сжатия сконфигурированное, чтобы сжимать множество листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки в направлении укладки листов электротехнической стали.
[0063] Дополнение 4
Ленточный сердечник дополнения 3, причем средство сжатия включает в себя:
первое зажимное приспособление, расположенное на внешней периферийной стороне изогнутой части с высоким коэффициентом плотности укладки и сконфигурированное, чтобы прилегать к изогнутой части с высоким коэффициентом плотности укладки;
второе зажимное приспособление, расположенное на внутренней периферийной стороне изогнутой части с высоким коэффициентом плотности укладки и сконфигурированное, чтобы прилегать к изогнутой части с высоким коэффициентом плотности укладки; и
соединительную часть, сконфигурированную, чтобы соединять первое зажимное приспособление и второе зажимное приспособление вместе,
причем первое зажимное приспособление и второе зажимное приспособление воспринимают деформирующую силу от соединительной части, и множество листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки сжимаются в направлении укладки листов электротехнической стали.
[0064] Дополнение 5
Ленточный сердечник дополнения 4, причем первое зажимное приспособление и второе зажимное приспособление образованы немагнитным материалом, и соединительная часть образована немагнитным материалом.
[0065] Дополнение 6
Ленточный сердечник дополнения 3, причем:
ленточный сердечник включает в себя пару обращенных друг к другу изогнутых частей, которые обращены друг к другу через центр многослойного тела на виде сбоку;
обращенные друг к другу изогнутые части представляют собой изогнутые части с высоким коэффициентом плотности укладки; и
средство сжатия включает в себя элемент сжатия, сконфигурированный, чтобы сжимать обращенные друг к другу изогнутые части через центр многослойного тела на виде сбоку.
[0066] Дополнение 7
Ленточный сердечник дополнения 6, причем элемент сжатия представляет собой стержнеобразную штангу, выполненную с возможностью регулировки растяжения-сжатия, которая расположена на внутренней стороне многослойного тела и на прямой линии, соединяющей внутренние угловые части соответственных изогнутых частей с высоким коэффициентом плотности укладки, обращенных друг к другу на виде сбоку, и в растянутом состоянии элемент сжатия сжимает множество листов электротехнической стали в обращенных друг к другу изогнутых частях с высоким коэффициентом плотности укладки в направлении укладки листов электротехнической стали.
[0067] Дополнение 8
Ленточный сердечник дополнения 6 или дополнения 7, причем элемент сжатия образован немагнитным материалом.
[0068] Дополнение 9
Ленточный сердечник любого одного из дополнения 1 по дополнение 8, причем изогнутая часть с высоким коэффициентом плотности укладки сжимается под давлением от 0,2 MПa до 4,0 MПa.
[0069] Дополнение 10
Ленточный сердечник любого одного из дополнения 1 по дополнение 9, причем коэффициент плотности укладки C листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки равен от B% до (B+1)%, причем B представляет собой средний коэффициент плотности укладки (%) листов электротехнической стали во множестве частей в форме блока.
[0070] Дополнение 11
Ленточный сердечник любого одного из дополнения 1 по дополнение 10, причем все изогнутые части представляют собой изогнутые части с высоким коэффициентом плотности укладки.
[0071] Дополнение 12
Ленточный сердечник любого одного из дополнения 1 по дополнение 11, причем форма многослойного тела при наблюдении с боковой стороны представляет собой восьмиугольную форму, включающую в себя четыре части в форме блока и четыре изогнутые части.
[0072] Дополнение 13
Ленточный сердечник, оснащенный многослойным телом, включающим в себя множество листов электротехнической стали, уложенных в кольцевую форму на виде сбоку, множество изогнутых частей и множество частей в форме блока в положениях между соседними изогнутыми частями, причем
по меньшей мере одна изогнутая часть среди множества изогнутых частей представляет собой изогнутую часть с высоким коэффициентом плотности укладки, причем коэффициент плотности укладки листов электротехнической стали в изогнутой части представляет собой средний коэффициент плотности укладки листов электротехнической стали во множестве частей в форме блока или более.
[0073] Дополнение 14
Ленточный сердечник дополнения 13, причем средний коэффициент плотности укладки A листов электротехнической стали во множестве изогнутых частей равен (B - 4,0)% или более, причем B представляет собой средний коэффициент плотности укладки (%) листов электротехнической стали во множестве частей в форме блока.
[0074] Дополнение 15
Ленточный сердечник дополнения 13 или дополнения 14, причем изогнутая часть с высоким коэффициентом плотности укладки оснащена средством сжатия, сконфигурированным, чтобы сжимать изогнутую часть с высоким коэффициентом плотности укладки в направлении укладки листов электротехнической стали.
[0075] Дополнение 16
Ленточный сердечник дополнения 15, причем средство сжатия включает в себя:
зажимные приспособления, расположенные на внешней периферийной стороне и внутренней периферийной стороне изогнутой части с высоким коэффициентом плотности укладки и сконфигурированные, чтобы прилегать к изогнутой части с высоким коэффициентом плотности укладки; и
соединительную часть, сконфигурированную, чтобы соединять зажимное приспособление, расположенное на внешней периферийной стороны, с зажимным приспособлением, расположенным на внутренней периферийной стороны, так что
зажимные приспособления воспринимают смещающую силу от соединительной части и сжимают изогнутую часть в направлении укладки листов электротехнической стали.
[0076] Дополнение 17
Ленточный сердечник дополнения 16, причем зажимные приспособления или соединительная часть включают в себя немагнитный элемент.
[0077] Дополнение 18
Ленточный сердечник дополнения 15, причем средство сжатия включает в себя элемент сжатия, сконфигурированный, чтобы сжимать обращенные друг к другу изогнутые части через центр многослойного тела на виде сбоку.
[0078] Дополнение 19
Ленточный сердечник дополнения 18, причем элемент сжатия выполнен из немагнитного материала.
[0079] Дополнение 20
Ленточный сердечник любого одного из дополнения 13 по дополнение 19, причем изогнутая часть с высоким коэффициентом плотности укладки сжимается под давлением от 0,2 MПa до 4,0 MПa.
[0080] Дополнение 21
Ленточный сердечник любого одного из дополнения 13 по дополнение 20, причем коэффициент плотности укладки C листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки равен от B% до (B+1)%, причем B представляет собой средний коэффициент плотности укладки (%) листов электротехнической стали во множестве частей в форме блока.
[0081] Дополнение 22
Ленточный сердечник любого одного из дополнения 13 по дополнение 21, причем форма многослойного тела при наблюдении с боковой стороны представляет собой восьмиугольную форму.
[0082] Отметим, что все содержание раскрытия японской патентной заявки № 2019-16446, поданной 10 сентября 2019, включено посредством ссылки в настоящую спецификацию.
Все публикации, патентные заявки и технические стандарты, упомянутые в настоящей спецификации, включены посредством ссылки в настоящую спецификацию в той же степени, как если бы каждая отдельная публикация, патентная заявка или технический стандарт были конкретно и отдельно указаны как включенные посредством ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2020 |
|
RU2817293C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805169C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809519C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2022 |
|
RU2828328C2 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2812447C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2811454C1 |
| НАБОРНЫЙ СЕРДЕЧНИК И ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2022 |
|
RU2837373C2 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814177C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805262C1 |




Изобретение относится к электротехнике. Технический результат заключается в уменьшении потерь в железе и шума в ленточном сердечнике. Ленточный сердечник оснащен многослойным телом, включающим в себя множество листов электротехнической стали, уложенных в кольцевую форму на виде сбоку. Многослойное тело включает в себя множество изогнутых частей и множество частей в форме блока в положениях между соседними изогнутыми частями. По меньшей мере одна изогнутая часть среди множества изогнутых частей представляет собой изогнутую часть с высоким коэффициентом плотности укладки. Коэффициент плотности укладки листов электротехнической стали в изогнутой части с высокой плотностью укладки выше, чем средний коэффициент плотности укладки листов стали во множестве частей в форме блока. А также содержит средство сжатия, которое выполнено с возможностью сжимать множество листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки в направлении укладки листов электротехнической стали. 10 з.п. ф-лы, 3 табл., 6 ил.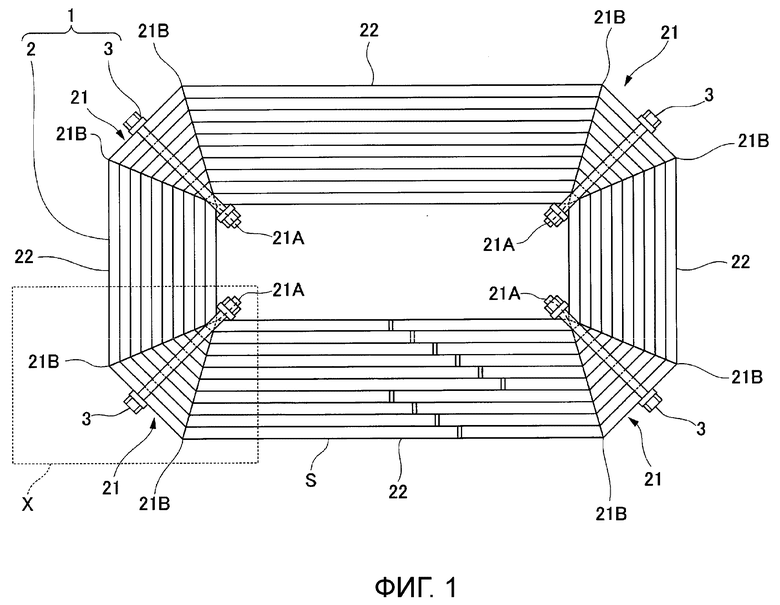
1. Ленточный сердечник, содержащий:
многослойное тело, включающее в себя множество листов электротехнической стали, уложенных в кольцевую форму на виде сбоку; и
средство сжатия, причем:
многослойное тело включает в себя множество изогнутых частей и множество частей в форме блока в положениях между соседними изогнутыми частями;
по меньшей мере одна изогнутая часть среди множества изогнутых частей представляет собой изогнутую часть с высоким коэффициентом плотности укладки, причем коэффициент плотности укладки листов электротехнической стали в изогнутой части с высокой плотностью укладки выше, чем средний коэффициент плотности укладки листов электротехнической стали во множестве частей в форме блока; и
средство сжатия выполнено с возможностью сжимать множество листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки в направлении укладки листов электротехнической стали.
2. Ленточный сердечник по п. 1, причем средний коэффициент плотности укладки A листов электротехнической стали во множестве изогнутых частей равен (B-4,0)% или более, причем B представляет собой средний коэффициент плотности укладки (%) листов электротехнической стали во множестве частей в форме блока.
3. Ленточный сердечник по п. 1 или 2, причем средство сжатия включает в себя:
первое зажимное приспособление, расположенное на внешней периферийной стороне изогнутой части с высоким коэффициентом плотности укладки и выполненное с возможностью прилегать к изогнутой части с высоким коэффициентом плотности укладки;
второе зажимное приспособление, расположенное на внутренней периферийной стороне изогнутой части с высоким коэффициентом плотности укладки и выполненное с возможностью прилегать к изогнутой части с высоким коэффициентом плотности укладки; и
соединительную часть, выполненную с возможностью соединять первое зажимное приспособление и второе зажимное приспособление вместе,
причем первое зажимное приспособление и второе зажимное приспособление воспринимают деформирующую силу соединительной части, и множество листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки сжимаются в направлении укладки листов электротехнической стали.
4. Ленточный сердечник по п. 3, причем первое зажимное приспособление и второе зажимное приспособление образованы немагнитным материалом, или соединительная часть образована немагнитным материалом.
5. Ленточный сердечник по п. 1 или 2, причем:
ленточный сердечник включает в себя пару обращенных друг к другу изогнутых частей, которые обращены друг к другу через центр многослойного тела, на виде сбоку;
обращенные друг к другу изогнутые части представляют собой изогнутые части с высоким коэффициентом плотности укладки; и
средство сжатия включает в себя элемент сжатия, выполненный с возможностью сжимать обращенные друг к другу изогнутые части через центр многослойного тела на виде сбоку.
6. Ленточный сердечник по п. 5, причем:
элемент сжатия представляет собой стержнеобразную штангу, выполненную с возможностью регулировки растяжения-сжатия, которая расположена на внутренней стороне многослойного тела и на прямой линии, соединяющей внутренние угловые части соответственных изогнутых частей с высоким коэффициентом плотности укладки, обращенных друг к другу на виде сбоку, и в растянутом состоянии элемент сжатия сжимает множество листов электротехнической стали в обращенных друг к другу изогнутых частях с высоким коэффициентом плотности укладки в направлении укладки листов электротехнической стали.
7. Ленточный сердечник по п. 5 или 6, причем элемент сжатия образован немагнитным материалом.
8. Ленточный сердечник по любому из пп. 1-7, причем изогнутая часть с высоким коэффициентом плотности укладки сжимается под давлением от 0,2 MПa до 4,0 MПa.
9. Ленточный сердечник по любому из пп. 1-8, причем коэффициент плотности укладки C листов электротехнической стали в изогнутой части с высоким коэффициентом плотности укладки равен от B% до (B+1)%, где B представляет собой средний коэффициент плотности укладки (%) листов электротехнической стали во множестве частей в форме блока.
10. Ленточный сердечник по любому из пп. 1-9, причем все изогнутые части представляют собой изогнутые части с высоким коэффициентом плотности укладки.
11. Ленточный сердечник по любому из пп. 1-10, причем форма многослойного тела при наблюдении с боковой стороны представляет собой восьмиугольную форму, включающую в себя четыре части в форме блока и четыре изогнутые части.
| JP 6538591 B2, 03.07.2019 | |||
| JPS 6083307 A, 11.05.1985 | |||
| WO 2018131613 A1, 19.07.2018 | |||
| JPS 54124222 A, 27.09.1979 | |||
| JP 2015141930 A, 03.08.2015 | |||
| ЖЕСТКИЙ ЛЕНТОЧНЫЙ МАГНИТОПРОВОД ДЛЯ ТРАНСФОРМАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2516438C2 |

