Область техники, к которой относится изобретение
[0001] Настоящее раскрытие относится к обвязочной машине, выполненной с возможностью обвязывать обвязываемый объект, такой как арматурный стержень и т.п. с помощью проволоки.
Уровень техники
[0002] В предшествующем уровне техники, предлагается обвязочная машина, называемая "машиной для обвязки арматурных стержней", выполненная с возможностью наматывать проволоку вокруг удлиненных корпусов, таких как арматурные стержни, скручивать проволоку и обвязывать арматурные стержни с помощью проволоки (например, см. PTL 1).
[0003] В обвязочной машине, раскрытой в PTL 1, рукоятка, имеющая переключатель активации, соединяется с другой частью машины через телескопическую часть, так что полная длина машины может регулироваться в зависимости от роста рабочего. В обвязочной машине, раскрытой в PTL 1, удлиненные корпусы, такие как арматурные стержни, вставляются между двумя закрепленными зубцами, и переключатель активации нажимается таким образом, что удлиненные корпусы обвязываются с помощью проволоки.
Список библиографических ссылок
Патентные документы
[0004] PTL 1
Патент (Япония) номер 4874094
Сущность изобретения
Техническая задача
[0005] Предполагается, что обвязочная машина, раскрытая в PTL 1, используется для операции обвязки обвязываемого объекта, размещаемого на поверхности пола. В этом случае, рабочий находится на значительном расстоянии от обвязываемого объекта, так что затруднительно проверять то, расположен или нет обвязываемый объект в центре между двумя закрепленными зубцами. Когда переключатель активации нажимается в такой ситуации, операция обвязки может выполняться, даже если обвязываемый объект не расположен в центре между двумя закрепленными зубцами.
[0006] Обвязочная машина по настоящему раскрытию сущности осуществлена с учетом вышеприведенной ситуации, и ее цель заключается в том, чтобы предоставлять обвязочную машину, допускающую подавление выполнения небрежной операции обвязки.
Решение задачи
[0007] Чтобы достигать вышеуказанной цели, обвязочная машина по настоящему раскрытию сущности включает в себя: первую часть корпуса, имеющую рабочую часть, которая может управляться рабочим; вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подавать проволоку, направляющую часть, выполненную с возможностью направлять проволоку, подаваемую посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивать проволоку, направляемую посредством направляющей части, за счет этого обвязывая обвязываемый объект; удлиненную соединительную часть, выполненную с возможностью соединять первую часть корпуса и вторую часть корпуса; первый блок вывода, выполненный с возможностью обнаруживать работу рабочей части и выводить первый сигнал; второй блок вывода, выполненный с возможностью обнаруживать то, что обвязываемый объект вставляется в путь подачи проволоки, направляемой посредством направляющей части, и выводить второй сигнал; и блок управления, выполненный с возможностью обнаруживать первый сигнал, выводимый из первого блока вывода, при этом блок управления управляет блоком подачи и скручивающим блоком таким образом, чтобы выполнять операцию обвязки, когда обнаруживается второй сигнал, выводимый из второго блока вывода. Помимо этого, обвязочная машина по настоящему раскрытию сущности включает в себя первую часть корпуса, имеющую часть рукоятки, которая может захватываться рабочим; вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подавать проволоку, направляющую часть, выполненную с возможностью направлять проволоку, подаваемую посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивать проволоку, направляемую посредством направляющей части, за счет этого обвязывая обвязываемый объект; удлиненную соединительную часть, выполненную с возможностью соединять первую часть корпуса и вторую часть корпуса; и блок обнаружения направления, выполненный с возможностью обнаруживать направление направляющей части относительно направления силы тяжести.
Преимущества изобретения
[0008] Согласно обвязочной машине настоящего раскрытия сущности, операция обвязки не выполняется, если рабочий не приводит в работу рабочую часть, предоставленную в первой части корпуса таким образом, что можно подавлять выполнение небрежной операции обвязки. Помимо этого, операция обвязки не выполняется, если направление направляющей части относительно направления силы тяжести не находится в пределах предварительно определенного допустимого диапазона обвязки таким образом, что можно подавлять выполнение небрежной операции обвязки.
Краткое описание чертежей
[0009] Фиг. 1 является видом сбоку, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 2 является видом сверху, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 3 является видом в перспективе, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 4 является видом спереди, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 5 является видом в перспективе, иллюстрирующим пример захватной части.
Фиг. 6 является видом сбоку, иллюстрирующим пример внутренней конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 7 является видом сбоку, иллюстрирующим основные части внутренней конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 8A является видом сбоку, иллюстрирующим пример направляющей части.
Фиг. 8B является видом сбоку, иллюстрирующим пример направляющей части.
Фиг. 9 является видом в перспективе, иллюстрирующим пример направляющей части и контактного элемента.
Фиг. 10A является видом сбоку, иллюстрирующим пример контактного элемента.
Фиг. 10B является видом сбоку, иллюстрирующим пример контактного элемента.
Фиг. 11 является видом сбоку, иллюстрирующим пример переключателя, выполненного с возможностью обнаруживать вторую направляющую.
Фиг. 12 является функциональной блок-схемой машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 13 является блок-схемой последовательности операций способа, иллюстрирующей пример операций машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 14 является функциональной блок-схемой модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 15 является блок-схемой последовательности операций способа, иллюстрирующей пример операций модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 16 является блок-схемой последовательности операций способа, иллюстрирующей пример операций другого модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 17 является функциональной блок-схемой еще одного другого модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 18 является блок-схемой последовательности операций способа, иллюстрирующей пример операций еще одного другого модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
Фиг. 19 является видом спереди, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по второму варианту осуществления.
Фиг. 20 является функциональной блок-схемой машины для обвязки арматурных стержней по второму варианту осуществления.
Фиг. 21A является видом в перспективе, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по третьему варианту осуществления.
Фиг. 21B является видом в перспективе, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по третьему варианту осуществления.
Фиг. 22 является видом сбоку, иллюстрирующим другой пример общей конфигурации машины для обвязки арматурных стержней по третьему варианту осуществления.
Фиг. 23 является функциональной блок-схемой машины для обвязки арматурных стержней по третьему варианту осуществления.
Фиг. 24 является видом сбоку, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по четвертому варианту осуществления.
Фиг. 25A является видом сбоку, иллюстрирующим основные части машины для обвязки арматурных стержней по пятому варианту осуществления.
Фиг. 25B является видом сбоку, иллюстрирующим основные части машины для обвязки арматурных стержней по пятому варианту осуществления.
Фиг. 26 является функциональной блок-схемой машины для обвязки арматурных стержней по шестому варианту осуществления.
Фиг. 27 является функциональной блок-схемой машины для обвязки арматурных стержней по седьмому варианту осуществления.
Фиг. 28A является видом сбоку, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по седьмому варианту осуществления.
Фиг. 28B является видом сзади, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по седьмому варианту осуществления.
Фиг. 29A является видом в перспективе, иллюстрирующим датчик обнаружения направления по первому варианту осуществления.
Фиг. 29B является видом в перспективе, иллюстрирующим датчик обнаружения направления по второму варианту осуществления.
Фиг. 30A является блок-схемой последовательности операций способа, иллюстрирующей пример операций машины для обвязки арматурных стержней по седьмому варианту осуществления.
Фиг. 30B является блок-схемой последовательности операций способа, иллюстрирующей другой пример операций машины для обвязки арматурных стержней по седьмому варианту осуществления.
Подробное описание вариантов осуществления
[0010] Ниже описываются примеры машины для обвязки арматурных стержней в качестве вариантов осуществления обвязочной машины по настоящему изобретению со ссылкой на чертежи.
[0011] Пример машины для обвязки арматурных стержней по первому варианту осуществления
Фиг. 1 является видом сбоку, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления, фиг. 2 является видом сверху, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления, фиг. 3 является видом в перспективе, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления, и фиг. 4 является видом спереди, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
[0012] Машина 1A для обвязки арматурных стержней по первому варианту осуществления включает в себя первую часть 301 корпуса, вторую часть 302 корпуса и удлиненную соединительную часть 303, выполненную с возможностью соединять первую часть 301 корпуса и вторую часть 302 корпуса. Первая часть 301 корпуса имеет часть 304h рукоятки, имеющую пару захватных частей 304L и 304R, которые могут захватываться рабочим. Аккумулятор 310B монтируется на первой части 301 корпуса.
[0013] Фиг. 5 является видом в перспективе, иллюстрирующим пример захватной части. Часть 304h рукоятки имеет рабочую часть 304t, предоставленную в захватной части 304R, которая захватывается главным образом правой рукой. Рабочая часть 304t присоединяется к захватной части 304R таким образом, что она является вращающейся вокруг вала (не показан) в качестве опорной точки, и выступает из поверхности захватной части 304R. Рабочая часть 304t захватывается вместе с захватной частью 304R рабочим таким образом, что она вращается относительно захватной части 304R и за счет этого приводится в действие. Машина 1A для обвязки арматурных стержней включает в себя блок вывода, выполненный с возможностью выполнять предварительно определенный вывод по мере того, как рабочая часть 304t приводится в действие, и предоставленный в захватной части 304R. Блок вывода, выполненный с возможностью выполнять предварительно определенный вывод по мере того, как рабочая часть 304t приводится в действие, называется "первым блоком вывода", что описывается ниже.
[0014] Фиг. 6 является видом сбоку, иллюстрирующим пример внутренней конфигурации машины для обвязки арматурных стержней по первому варианту осуществления, и фиг. 7 является видом сбоку, иллюстрирующим основные части внутренней конфигурации машины для обвязки арматурных стержней по первому варианту осуществления.
[0015] Вторая часть 302 корпуса имеет размещающую часть 2, выполненную с возможностью размещать с возможностью вращения проволочную бобину 20, на которую наматывается проволока W, и блок 3 подачи, выполненный с возможностью подавать проволоку W, намотанную на проволочную бобину 20, размещенную в размещающей части 2. Вторая часть 302 корпуса также имеет регулирующую часть 4, выполненную с возможностью загибать проволоку W, подаваемую посредством блока 3 подачи, и направляющую часть 5, выполненную с возможностью направлять проволоку W, загибаемую посредством регулирующей части 4, в окружение арматурных стержней S, которые представляют собой обвязываемый объект. Вторая часть 302 корпуса также имеет режущий блок 6, выполненный с возможностью отрезать проволоку W, скручивающий блок 7, выполненный с возможностью скручивать проволоку W, и блок 8 привода, выполненный с возможностью приводить в действие режущий блок 6, скручивающий блок 7 и т.п.
[0016] В машине 1A для обвязки арматурных стержней, направляющая часть 5 предоставляется на одной стороне второй части 302 корпуса. В настоящем варианте осуществления, сторона, на которой предоставляется направляющая часть 5, задается как передняя сторона. В машине 1A для обвязки арматурных стержней, первая часть 301 корпуса и вторая часть 302 корпуса соединяются посредством соединительной части 303 таким образом, что направляющая часть 5 и часть 304h рукоятки протягиваются между ними, по сравнению с машиной для обвязки арматурных стержней без соединительной части 303.
[0017] Размещающая часть 2 имеет такую конфигурацию, в которой проволочная бобина 20 может присоединяться/отсоединяться и поддерживаться. Блок 3 подачи имеет пару подающих шестерней 30 в качестве подающего элемента. Когда электромотор (не показан) вращает подающие шестерни 30 в состоянии, в котором проволока W размещается посередине между парой подающих шестерней 30, блок 3 подачи подает проволоку W. Блок 3 подачи может подавать проволоку W в прямом направлении, обозначаемом с помощью стрелки F, и в обратном направлении, обозначаемом с помощью стрелки R, согласно направлению вращения подающих шестерней 30.
[0018] Режущий блок 6 предоставляется ниже блока 3 подачи относительно подачи проволоки W в прямом направлении, обозначаемом с помощью стрелки F. Режущий блок 6 имеет часть 60 с неподвижным лезвием и часть 61 с подвижным лезвием, выполненную с возможностью отрезать проволоку W, совместно с частью 60 с неподвижным лезвием. Режущий блок 6 также имеет трансмиссионный механизм 62, выполненный с возможностью передавать движение блока 8 привода в часть 61 с подвижным лезвием.
[0019] Часть 60 с неподвижным лезвием имеет отверстие 60a, через которое проходит проволока W. Часть 61 с подвижным лезвием выполнена с возможностью отрезать проволоку W, проходящую через отверстие 60a части 60 с неподвижным лезвием, посредством операции вращения вокруг части 60 с неподвижным лезвием в качестве опорной точки.
[0020] Регулирующая часть 4 имеет первый-третий регулирующие элементы в контакте с проволокой W во множестве частей, в настоящем примере, по меньшей мере, в трех местах в направлении подачи проволоки W, подаваемой посредством блока 3 подачи, за счет этого загибая проволоку W вдоль пути Wf подачи проволоки W, показанного с помощью пунктирной линии на фиг. 7.
[0021] Первый регулирующий элемент регулирующей части 4 сконструирован посредством части 60 с неподвижным лезвием. Регулирующая часть 4 также имеет регулирующий элемент 42 в качестве второго регулирующего элемента, предоставленного ниже части 60 с неподвижным лезвием относительно подачи проволоки W в прямом направлении, обозначаемом с помощью стрелки F, и регулирующий элемент 43 в качестве третьего регулирующего элемента, предоставленного ниже регулирующего элемента 42. Регулирующий элемент 42 и регулирующий элемент 43 сконструированы посредством цилиндрического элемента, и проволока W находится в контакте с их внешними периферийными поверхностями.
[0022] В регулирующей части 4, часть 60 с неподвижным лезвием, регулирующий элемент 42 и регулирующий элемент 43 размещаются на кривой в соответствии со спиральным путем Wf подачи проволоки W. Отверстие 60a части 60 с неподвижным лезвием, через которую проходит проволока W, предоставляется на пути Wf подачи проволоки W. Регулирующий элемент 42 предоставляется на диаметрально внутренней стороне относительно пути Wf подачи проволоки W. Регулирующий элемент 43 предоставляется на диаметрально внешней стороне относительно пути Wf подачи проволоки W.
[0023] В силу этого, проволока W, подаваемая посредством блока 3 подачи, проходит в контакте с частью 60 с неподвижным лезвием, регулирующим элементом 42 и регулирующим элементом 43 таким образом, что проволока W загибается, так что она идет по пути Wf подачи проволоки W.
[0024] Рнегулирующая часть 4 имеет трансмиссионный механизм 44, выполненный с возможностью передавать движение блока 8 привода в регулирующий элемент 42. В операциях подачи проволоки W в прямом направлении посредством блока 3 подачи и загибания проволоки W, регулирующий элемент 42 выполнен с возможностью перемещаться в позицию, в которой он контактирует с помощью проволоки W, и в операциях подачи проволоки W в обратном направлении и наматывания проволоки W на арматурные стержни S, регулирующий элемент 42 выполнен с возможностью перемещаться в позицию, в которой он не контактирует с помощью проволоки W.
[0025] Фиг. 8A и 8B являются видами сбоку, иллюстрирующими пример направляющей части, фиг. 9 является видом в перспективе, иллюстрирующим пример направляющей части и контактного элемента, и фиг. 10A и 10B являются видами сбоку, иллюстрирующими пример контактного элемента. Ниже описываются конфигурация приведения в действие пары направляющих и функциональные преимущества.
[0026] Направляющая часть 5 имеет первую направляющую 51, содержащую регулирующий элемент 43 регулирующей части 4, и вторую направляющую 52, выполненную с возможностью направлять проволоку W, загибаемую посредством регулирующей части 4 и первой направляющей 51, в скручивающий блок 7.
[0027] Первая направляющая 51 присоединяется к концевому фрагменту на передней стороне второй части 302 корпуса и протягивается в первом направлении, обозначаемом с помощью стрелки A1. Как показано на фиг. 7, первая направляющая 51 имеет фрагмент 51h паза, имеющий направляющую поверхность 51g, с которой находится в скользящем контакте проволока W, подаваемая посредством блока 3 подачи. Что касается первой направляющей 51, когда сторона, присоединенная ко второй части 302 корпуса, называется "базовой концевой стороной", и сторона, протягивающаяся в первом направлении из второй части 302 корпуса, называется "концевой стороной верхушки", регулирующий элемент 42 предоставляется в базовой концевой стороне первой направляющей 51, и регулирующий элемент 43 предоставляется в концевой стороне верхушки первой направляющей 51. Зазор, через который может проходить проволока W, формируется между направляющей поверхностью 51g первой направляющей 51 и внешней периферийной поверхностью регулирующего элемента 42. Часть внешней периферийной поверхности регулирующего элемента 43 выступает к направляющей поверхности 51g первой направляющей 51.
[0028] Вторая направляющая 52 присоединяется к концевому фрагменту на передней стороне второй части 302 корпуса. Вторая направляющая 52 предоставляется обращенной к первой направляющей 51 во втором направлении, ортогональном к первому направлению и обозначаемом с помощью стрелки A2. Первая направляющая 51 и вторая направляющая 52 разнесены на предварительно определенный интервал во втором направлении, и отверстие 53 для вставки/вытаскивания, в/из которого вставляются/вытаскиваются арматурные стержни S, формируется между первой направляющей 51 и второй направляющей 52, как показано на фиг. 8A и 8B.
[0029] Направляющая часть 5 имеет индукционную часть 59, выполненную с возможностью направлять арматурные стержни S в отверстие 53 для вставки/вытаскивания. Индукционная часть 59 предоставляется на концевой стороне верхушки первой направляющей 51 и содержит поверхность, вдоль которой интервал между первой направляющей 51 и второй направляющей 52 снижается от концевой стороны верхушки к базовой концевой стороне индукционной части 59. В частности, как показано на фиг. 7, индукционная часть 59 сконструирована посредством наклонной поверхности, наклоненной относительно первого направления, обозначаемого с помощью стрелки A1, в направлении, в котором интервал между первой направляющей 51 и второй направляющей 52 снижается от конца P1 верхушки первой направляющей 51 к окрестности концевого фрагмента P2 фрагмента 51h паза на концевой стороне верхушки первой направляющей 51.
[0030] Как показано на фиг. 9, вторая направляющая 52 имеет пару боковых направляющих 52a, обращенных друг к другу в третьем направлении, обозначаемом с помощью стрелки A3, ортогональном к первому направлению и второму направлению. Что касается второй направляющей 52, когда сторона, присоединенная ко второй части 302 корпуса, называется "базовой концевой стороной", и сторона, протягивающаяся в первом направлении из второй части 302 корпуса, называется "концевой стороной верхушки", зазор между парой боковых направляющих 52a постепенно снижается от концевой стороны верхушки к базовой концевой стороне. В паре боковых направляющих 52a, базовые концевые стороны обращены друг к другу с зазором, через который может проходить проволока W.
[0031] Вторая направляющая 52 присоединяется ко второй части 302 корпуса с поддержкой на базовой концевой стороне посредством вала 52b. Осевая линия вала 52b обращена к третьему направлению. Вторая направляющая 52 может вращаться вокруг вала 52b в качестве опорной точки относительно второй части 302 корпуса. Вторая направляющая 52 может перемещаться в направлениях, в которых концевой фрагмент 52c на концевой стороне верхушки приближается вплотную и отходит от концевого фрагмента 51c первой направляющей 51, обращенной ко второй направляющей 52 во втором направлении, обозначаемом с помощью стрелки A2. Концевой фрагмент P2 фрагмента 51h паза является открытым для доступа для концевого фрагмента 51c первой направляющей 51B.
[0032] Вторая направляющая 52 выполнена с возможностью вращаться вокруг вала 52b в качестве опорной точки, за счет этого перемещаясь между первой позицией (см. сплошную линию на фиг. 8A), в которой расстояние между концевым фрагментом 52c второй направляющей 52 и концевым фрагментом 51c первой направляющей 51 представляет собой первое расстояние L1, и второй позицией (см. штрихпунктирную линию с двумя точками на фиг. 8A и сплошную линию на фиг. 8B), в которой расстояние между концевым фрагментом 52c второй направляющей 52 и концевым фрагментом 51c первой направляющей 51 представляет собой второе расстояние L2, меньшее первого расстояния L1.
[0033] В состоянии, в котором вторая направляющая 52 расположена во второй позиции, концевой фрагмент 52c второй направляющей 52 и концевой фрагмент 51c первой направляющей 51 открываются между ними. В состоянии, в котором вторая направляющая 52 расположена в первой позиции, интервал между концевым фрагментом 52c второй направляющей 52 и концевым фрагментом 51c первой направляющей 51 больше, так что арматурные стержни S могут проще вставляться в отверстие 53 для вставки/вытаскивания между первой направляющей 51 и второй направляющей 52.
[0034] В состоянии, в котором вторая направляющая 52 расположена во второй позиции, боковые направляющие 52a позиционируются на пути Wf подачи проволоки W, показанном с помощью пунктирной линии на фиг. 8A и 8B. В состоянии, в котором вторая направляющая 52 расположена в первой позиции, при условии, что интервал между концевым фрагментом 52c второй направляющей 52 и концевым фрагментом 51c первой направляющей 51 больше, чем в случае, в котором вторая направляющая 52 расположена во второй позиции, боковые направляющие 52a могут позиционироваться на пути Wf подачи проволоки W, или боковые направляющие 52a могут позиционироваться на более внешней стороне, чем путь Wf подачи проволоки W, как показано с помощью сплошной линии на фиг. 8A.
[0035] Вторая направляющая 52 поджимается в направлении перемещения к первой позиции посредством поджимающего элемента 54, такого как крутильная спиральная пружина и удерживается в первой позиции.
[0036] Машина 1A для обвязки арматурных стержней включает в себя контактный элемент 9A, выполненный с возможностью обнаруживать арматурные стержни S по мере того, как арматурные стержни S, вставленные в отверстие 53 для вставки/вытаскивания между первой направляющей 51 и второй направляющей 52, входят в контакт с ним, и приводить в действие вторую направляющую 52. Машина 1A для обвязки арматурных стержней также включает в себя часть 11 крышки, выполненную с возможностью закрывать концевой фрагмент на передней стороне второй части 302 корпуса.
[0037] Часть 11 крышки присоединяется из концевого фрагмента на передней стороне второй части 302 корпуса поверх левой и правой сторон второй части 302 корпуса в третьем направлении. Часть 11 крышки сконструирована посредством металлической пластины и т.п. и имеет такую форму, что она закрывает фрагмент или все из концевого фрагмента на передней стороне второй части 302 корпуса и фрагментов левой и правой сторон на передней стороне второй части 302 корпуса между базовой концевой стороной первой направляющей 51 и базовой концевой стороной второй направляющей 52. Тогда как вторая часть 302 корпуса изготовлена из смолы, часть 11 крышки изготовлена из металла, так что даже когда контактный элемент 9A и арматурные стержни S входят в контакт с частью 11 крышки, износ части 11 крышки может уменьшаться.
[0038] Контактный элемент 9A поддерживается с возможностью вращения посредством вала 90A и присоединяется ко второй части 302 корпуса через часть 11 крышки. Контактный элемент 9A имеет изогнутую форму и имеет контактные части 91A, предоставленные на одной стороне относительно вала 90A с возможностью входить в контакт с арматурными стержнями S, и соединительную часть 92A, предоставленную на другой стороне относительно вала 90A и соединенную со второй направляющей 52. В частности, контактные части 91A предоставляются на одной стороне относительно вала 90A во втором направлении, и соединительная часть 92A предоставляется на другой стороне.
[0039] Контактный элемент 9A имеет вал 90A, предоставленный рядом с центром между первой направляющей 51 и второй направляющей 52. Контактный элемент 9A также имеет пару контактных частей 91A в третьем направлении, обозначаемом с помощью стрелки A3, с интервалом, через который может проходить проволока W, обвязывающая арматурные стержни S, из окрестности части, поддерживаемой посредством вала 90A, к стороне первой направляющей 51. Контактные части 91A протягиваются в левую и правую стороны первой направляющей 51.
[0040] Контактный элемент 9A также имеет соединительную часть 92A, предоставленную из части, поддерживаемой посредством вала 90A, к стороне второй направляющей 52, и смещающая часть 93A в контакте с частью на противоположной стороне относительно стороны второй направляющей 52, обращенной к первой направляющей 51, предоставляется на концевой стороне верхушки соединительной части 92A.
[0041] Контактный элемент 9A выполнен с возможностью вращаться вокруг вала 90A в качестве опорной точки относительно второй части 302 корпуса таким образом, что контактные части 91A перемещаются между позицией готовности (фиг. 10A), в которой контактные части 91A выступают из части 11 крышки в отверстие 53 для вставки/вытаскивания, и позицией для приведения в действие (фиг. 10B), в которой контактные части 91A приближаются вплотную к части 11 крышки.
[0042] В состоянии, в котором контактный элемент 9A перемещается в позицию для приведения в действие, показанную на фиг. 10B, контактный элемент 9A имеет такую форму, при которой контактные части 91A протягиваются из вала 90A к первой направляющей 51 вдоль второго направления, обозначаемого с помощью стрелки A2. Следовательно, вращение контактного элемента 9A вокруг вала 90A в качестве опорной точки заставляет контактные части 91A перемещаться в первом направлении, обозначаемом с помощью стрелки A1, вдоль дуги, центр которой представляет собой вал 90A. В ходе операции вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания между первой направляющей 51 и второй направляющей 52, машина 1A для обвязки арматурных стержней перемещается в первом направлении, обозначаемом с помощью стрелки A1. Вследствие относительного перемещения машины 1A для обвязки арматурных стержней и арматурных стержней S, контактные части 91A подталкиваются посредством силы вдоль первого направления, обозначаемого с помощью стрелки A1, так что контактный элемент 9A перемещается в позицию для приведения в действие. В силу этого, направление перемещения контактных частей 91A вследствие вращения вокруг вала 90A в качестве опорной точки становится направлением вдоль направления силы, посредством которой арматурные стержни S подталкивают контактные части 91A посредством относительного перемещения машины 1A для обвязки арматурных стержней и арматурных стержней S. Кроме того, в состоянии, в котором контактный элемент перемещается в позицию для приведения в действие, показанную на фиг. 10B, контактный элемент 9A имеет такую форму, при которой соединительная часть 92A наклоняется вперед от вала 90A относительно контактных частей 91A и протягивается ко второй направляющей 52. Вращение контактного элемента 9A вокруг вала 90A в качестве опорной точки заставляет смещающую часть 93A перемещаться во втором направлении, обозначаемом с помощью стрелки A2, вдоль дуги, центр которой представляет собой вал 90A. В силу этого, в состоянии, в котором контактный элемент 9A поджимается посредством поджимающего элемента 54, и вторая направляющая 52 за счет этого располагается в первой позиции, смещающая часть 93A подталкивается в направлении от первой направляющей 51 посредством второй направляющей 52. По этой причине, контактный элемент 9A перемещается в позицию готовности посредством вращения вокруг вала 90A в качестве опорной точки таким образом, что контактные части 91A выступают из части 11 крышки. Следует отметить, что в настоящем примере, контактный элемент 9A выполнен с возможностью перемещаться посредством силы поджимающего элемента 54 для поджимания второй направляющей 52. Тем не менее, также может предоставляться другой поджимающий элемент для поджимания контактного элемента 9A.
[0043] Когда контактные части 91A прижимаются к арматурным стержням S, контактные части 91A перемещаются в первом направлении. В силу этого, контактный элемент 9A вращается вокруг вала 90A в качестве опорной точки и перемещается в позицию для приведения в действие. Когда контактный элемент 9A перемещается в позицию для приведения в действие, смещающая часть 93A перемещается к первой направляющей 51 посредством вращения соединительной части 92A вокруг вала 90A в качестве опорной точки. В силу этого, смещающая часть 93A подталкивает вторую направляющую 52 таким образом, что вторая направляющая 52 перемещается во вторую позицию. Таким образом, контакт арматурных стержней S с контактными частями 91A и перемещение смещающей части 93A заставляет вторую направляющую 52 перемещаться из первой позиции во вторую позицию.
[0044] Фиг. 11 является стороной, иллюстрирующей пример блока вывода, выполненного с возможностью обнаруживать вторую направляющую. Ниже подробно описывается второй блок 12A вывода со ссылкой на каждый чертеж. Машина 1A для обвязки арматурных стержней включает в себя второй блок 12A вывода, выполненный с возможностью обнаруживать то, что вторая направляющая 52 перемещается во вторую позицию, за счет этого выполняя предварительно определенный вывод. Второй блок 12A вывода, например, имеет конфигурацию, в которой его вывод изменяется посредством смещения перемещаемого элемента 120. В настоящем примере, когда контактный элемент 9A перемещается в позицию готовности, и вторая направляющая 52 за счет этого перемещается в первую позицию, вторая направляющая 52 перемещается в направлении от перемещаемого элемента 120. Таким образом, в состоянии, в котором вторая направляющая 52 перемещается в первую позицию, вывод второго блока 12A вывода задается в качестве отключенного состояния. Напротив, когда контактный элемент 9A перемещается в позицию для приведения в действие, и вторая направляющая 52 за счет этого перемещается во вторую позицию, вторая направляющая 52 перемещается в направлении подталкивания перемещаемого элемента 120. Таким образом, в состоянии, в котором вторая направляющая 52 перемещается во вторую позицию, вывод второго блока 12A вывода задается в качестве включенного состояния. Следует отметить, что блок вывода, выполненный с возможностью обнаруживать вторую направляющую, может быть сконструирован посредством бесконтактного датчика. Дополнительно, вместо блока вывода, выполненного с возможностью обнаруживать вторую направляющую, может предоставляться блок вывода, выполненный с возможностью обнаруживать то, что контактный элемент перемещается в позицию для приведения в действие.
[0045] В дальнейшем описываются скручивающий блок 7 и блок 8 привода со ссылкой на каждый чертеж. Скручивающий блок 7 включает в себя зацепляющую часть 70, с которой зацепляется проволока W, и приводную часть 71, выполненную с возможностью приводить в действие зацепляющую часть 70. Зацепляющая часть 70 выполнена с возможностью вращаться посредством операции приводной части 71, за счет этого скручивая проволоку W, намотанную на арматурные стержни S.
[0046] Блок 8 привода включает в себя скручивающий электромотор 80, выполненный с возможностью приводить в действие скручивающий блок 7 и т.п., редуктор 81, выполненный с возможностью выполнять замедление и усиление крутящего момента, вращательный вал 72, выполненный с возможностью приводиться в действие и вращаться через редуктор 81 посредством скручивающего электромотора 80, и подвижный элемент 83, выполненный с возможностью передавать движущую силу в режущий блок 6 и регулирующий элемент 42. Скручивающий блок 7 и блок 8 привода размещаются таким образом, что центры вращения вращательного вала 82, приводной части 71 и зацепляющей части 70 находятся на идентичной оси. Центры вращения вращательного вала 82, приводной части 71 и зацепляющей части 70 называются "осевой линией Ax".
[0047] Зацепляющая часть 70 формируется с первым каналом, через который проходит проволока W, подаваемая в режущий блок 6 посредством блока 3 подачи, и вторым каналом, через который проходит проволока W, загибаемая посредством регулирующей части 4 и направляемая в скручивающий блок 7 посредством направляющей части 5.
[0048] Блок 8 привода выполнен с возможностью перемещать приводную часть 71 вдоль осевого направления вращательного вала 82 посредством операции вращения вращательного вала 82. Приводная часть 71 перемещается вдоль осевого направления вращательного вала 82 таким образом, что зацепляющая часть 70 удерживает концевую сторону верхушки проволоки W, направляемой в скручивающий блок 7 посредством направляющей части 5.
[0049] В блоке 8 привода, подвижный элемент 83 выполнен с возможностью перемещаться вдоль осевого направления вращательного вала 82 в сочетании с операцией перемещения приводной части 71 вдоль осевого направления вращательного вала 82 таким образом, что движение подвижного элемента 83 передается в регулирующий элемент 42 посредством трансмиссионного механизма 44, и регулирующий элемент 42 за счет этого перемещается в позицию, в которой он не контактирует с помощью проволоки. Помимо этого, приводная часть 71 выполнена с возможностью перемещаться вдоль осевого направления вращательного вала 82 таким образом, что движение подвижного элемента 83 передается в часть 61 с подвижным лезвием посредством трансмиссионного механизма 62, и часть 61 с подвижным лезвием за счет этого приводится в действие для того, чтобы отрезать проволоку W.
[0050] Блок 8 привода выполнен с возможностью вращать приводную часть 71, перемещаемую вдоль осевого направления вращательного вала 82 посредством операции вращения вращательного вала 82. Приводная часть 71 выполнена с возможностью вращаться вокруг оси вращательного вала 82, за счет этого скручивая проволоку W посредством зацепляющей части 70.
[0051] Фиг. 12 является функциональной блок-схемой машины для обвязки арматурных стержней по первому варианту осуществления. В машине 1A для обвязки арматурных стержней, блок 100A управления выполнен с возможностью обнаруживать выводы первого блока 15 вывода, выполненного с возможностью приводиться в действие по мере того, как рабочая часть 304е приводится в работу, и второго блока 12A вывода, выполненного с возможностью приводиться в действие по мере того, как арматурные стержни S входят в контакт с контактными частями 91A контактного элемента 9A, и арматурные стержни S прижимаются. Блок 100A управления выполнен с возможностью управлять подающим электромотором 31, выполненным с возможностью приводить в действие подающие шестерни 30, и скручивающим электромотором 80, выполненным с возможностью приводить в действие скручивающий блок 7 и т.п., в ответ на выводы первого блока 15 вывода и второго блока 12A вывода, за счет этого выполняя последовательность операций обвязки арматурных стержней S с помощью проволоки W.
[0052] Фиг. 13 является блок-схемой последовательности операций способа, иллюстрирующей пример операций машины 1A для обвязки арматурных стержней по первому варианту осуществления. В дальнейшем описываются операции обвязки арматурных стержней S с помощью проволоки W посредством машины 1A для обвязки арматурных стержней. Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками. Таким образом, рабочий захватывает захватную часть 304R части 304h рукоятки правой рукой и захватывает захватную часть 304L части 304h рукоятки левой рукой.
[0053] Когда рабочая часть 304t захватывается вместе с захватной частью 304R рабочим, рабочая часть 304t вращается относительно захватной части 304R и за счет этого приводится в действие. Когда рабочая часть 304t приводится в действие, вывод первого блока 15 вывода становится включенным, и блок 100A управления обнаруживает то, что вывод первого блока 15 вывода становится включенным, на этапе SA1 по фиг. 13. Следует отметить, что операция, при которой блок 100A управления обнаруживает то, что вывод первого блока 15 вывода становится включенным, также называется "блок управления обнаруживает первый сигнал".
[0054] Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками, совмещает позицию направляющей части 5 с точкой пересечения двух арматурных стержней S и вставляет арматурные стержни S в отверстие 53 для вставки/вытаскивания.
[0055] Чтобы обвязывать арматурные стержни S на уровне ног рабочего, машина 1A для обвязки арматурных стержней используется с направляющей частью 5, обращенной вниз в состоянии, в котором рабочий стоит. По этой причине, затруднительно совмещать позицию направляющей части 5 с точкой пересечения двух арматурных стержней S. Следовательно, в машине 1A для обвязки арматурных стержней, в состоянии, в котором арматурные стержни S не вставляются в отверстие 53 для вставки/вытаскивания, как показано на фиг. 10A, вторая направляющая 52 перемещается в первую позицию таким образом, что интервал между концевым фрагментом 52c второй направляющей 52 и концевым фрагментом 51c первой направляющей 51 увеличивается. Машина 1A для обвязки арматурных стержней также включает в себя индукционную часть 59, предоставленную на концевой стороне верхушки первой направляющей 51 и имеющую форму, допускающую направление арматурных стержней S в отверстие 53 для вставки/вытаскивания. Рабочий может приводить арматурные стержни S в контакт с индукционной частью 59 и перемещать индукционную часть 59 на арматурных стержнях S с возможностью скольжения. В силу этого, арматурные стержни S могут проще вставляться в отверстие 53 для вставки/вытаскивания.
[0056] Рабочий прижимает арматурные стержни S к контактным частям 91A контактного элемента 9A посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении, в котором арматурные стержни S вставляются в отверстие 53 для вставки/вытаскивания.
[0057] Вследствие операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, к контактному элементу 9A прикладывается сила вдоль направления перемещения машины 1A для обвязки арматурных стержней таким образом, что контактные части 91A подталкиваются. В силу этого, контактные части 91A перемещаются в первом направлении, обозначаемом с помощью стрелки A1, так что контактный элемент 9A вращается вокруг вала 90A в качестве опорной точки, за счет этого перемещаясь в позицию для приведения в действие, как показано на фиг. 10B.
[0058] Когда два пересекающихся арматурных стержня S вставляются в отверстие 53 для вставки/вытаскивания, один арматурный стержень S расположен в одной боковой части первой направляющей 51, и другой арматурный стержень S расположен в другой боковой части первой направляющей 51. Напротив, пара контактных частей 91A контактного элемента 9A протягивается из места между первой направляющей 51 и второй направляющей 52 к левой и правой сторонам первой направляющей 51. В силу этого, арматурные стержни S, вставленные в отверстие 53 для вставки/вытаскивания, надежно входят в контакт с контактными частями 91A таким образом, что контактный элемент 9A может перемещаться в позицию для приведения в действие. Помимо этого, контактные части 91A контактного элемента 9A перемещаются в первом направлении, обозначаемом с помощью стрелки A1, посредством операции вращения вокруг вала 90A в качестве опорной точки. В силу этого, контактные части 91A могут подталкиваться посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, и необязательно перемещать машину 1A для обвязки арматурных стержней в другом направлении таким образом, чтобы приводить в действие контактный элемент 9A.
[0059] Когда контактный элемент 9A перемещается в позицию для приведения в действие, вращение соединительной части 92A вокруг вала 90A в качестве опорной точки заставляет смещающую часть 93A подталкивать вторую направляющую 52 к первой направляющей 51 таким образом, что вторая направляющая 52 перемещается во вторую позицию.
[0060] Когда вторая направляющая 52 перемещается во вторую позицию, вывод второго блока 12A вывода становится включенным, и блок 100A управления обнаруживает то, что вывод второго блока 12A вывода становится включенным, на этапе SA2 по фиг. 13. Следует отметить, что операция, при которой блок 100A управления обнаруживает то, что вывод второго блока 12A вывода становится включенным, также называется " блок управления обнаруживает второй сигнал". В состоянии, в котором контактный элемент 9A перемещается в позицию для приведения в действие, и в силу этого вывод второго блока 12A вывода становится включенным, арматурные стержни S находятся в состоянии, в котором арматурные стержни в пути Wf подачи проволоки W, показанном с помощью пунктирной линии на фиг. 7, и вставляются в обязываемую позицию. В силу этого, второй блок 12A вывода может обнаруживать то, что арматурные стержни S вставляются в путь Wf подачи проволоки W.
[0061] Когда обнаруживается то, что вывод второго блока 12A вывода становится включенным, т.е. второй сигнал обнаруживается, в состоянии, в котором обнаруживается то, что вывод первого блока 15 вывода становится включенным, т.е. в состоянии, в котором первый сигнал обнаруживается, блок 100A управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SA3 по фиг. 13. Следует отметить, что контактный элемент 9A прижимается к арматурным стержням S и перемещается в позицию для приведения в действие, и в силу этого вывод второго блока 12A вывода становится включенным, в состоянии, в котором вывод первого блока 15 вывода выключен, и даже когда обнаруживается то, что вывод первого блока 15 вывода становится включенным после того, как вывод второго блока 12A вывода становится включенным, блок 100A управления не начинает приведение в действие подающего электромотора 31 и скручивающего электромотора 80 и не выполняет операцию обвязки.
[0062] В силу этого, после того, как захватная часть 304R захватывается таким образом, что рабочая часть 304t приводится в работу, и вывод первого блока 15 вывода становится включенным, блок 100A управления не начинает приведение в действие подающего электромотора 31 и скручивающего электромотора 80, если только контактный элемент 9A не прижимается к арматурным стержням S и в силу этого не перемещается в позицию для приведения в действие, и вывод второго блока 12A вывода становится включенным, в состоянии, в котором вывод первого блока 15 вывода становится включенным, т.е. в состоянии, в котором захватная часть 304R захватывается.
[0063] В дальнейшем подробно описывается операция обвязки. Подающий электромотор 31 вращается в прямом направлении, и подающие шестерни 30 за счет этого вращаются в прямом направлении таким образом, что проволока W подается в прямом направлении, обозначаемом с помощью стрелки F. Проволока W, подаваемая в прямом направлении посредством блока 3 подачи, проходит через часть 60 с неподвижным лезвием, которая представляет собой первый регулирующий элемент, составляющий регулирующую часть 4, и регулирующий элемент 42, который представляет собой второй регулирующий элемент. Проволока W, проходящая через регулирующий элемент 42, входит в контакт с направляющей поверхностью 51g первой направляющей 51 и в силу этого направляется в регулирующий элемент 43, который представляет собой третий регулирующий элемент.
[0064] В силу этого, проволока W, подаваемая в прямом направлении посредством блока 3 подачи, входит в контакт с частью 60 с неподвижным лезвием, регулирующим элементом 42, регулирующим элементом 43 и направляющей поверхностью 51g первой направляющей 51 и в силу этого изгибается в дугообразную форму. Затем проволока W, подаваемая в прямом направлении посредством блока 3 подачи, входит в контакт с частью 60 с неподвижным лезвием и регулирующим элементом 43 из внешнего периферийного направления дугообразной формы и входит в контакт с регулирующим элементом 42 между частью 60 с неподвижным лезвием и регулирующим элементом 43 из внутреннего периферийного направления дугообразной формы таким образом, что практически круглый загиб формируется.
[0065] Концевой фрагмент 51c первой направляющей 51 и концевой фрагмент 52c второй направляющей 52 разнесены на предварительно определенный интервал в состоянии, в котором вторая направляющая 52 перемещается во вторую позицию. Тем не менее, в состоянии, в котором вторая направляющая 52 перемещается во вторую позицию, пара боковых направляющих 52a позиционируется на пути Wf подачи проволоки W, и проволока W, подаваемая в прямом направлении посредством блока 3 подачи, загибается посредством регулирующей части 4, как описано выше, так что проволока направляется между парой боковых направляющих 52a второй направляющей 52.
[0066] Проволока W, направляемая между парой боковых направляющих 52a второй направляющей 52, подается в прямом направлении посредством блока 3 подачи таким образом, что проволока направляется в зацепляющую часть 70 скручивающего блока 7 посредством пары боковых направляющих 52a второй направляющей 52. После этого, когда определяется то, что концевой фрагмент верхушки проволоки W подается в предварительно определенную позицию, блок 100A управления прекращает приведение в действие подающего электромотора 31. В силу этого, проволока W спирально наматывается вокруг арматурных стержней S. Следует отметить, что в состоянии, в котором вторая направляющая 52 не перемещается во вторую позицию, и вывод второго блока 12A вывода выключен, блок 100A управления не выполняет подачу проволоки W. В силу этого, проволока W не зацепляется с зацепляющей частью 70 скручивающего блока 7, и подавляется возникновение плохой подачи.
[0067] После прекращения подачи проволоки W в прямом направлении, блок 100A управления вращает электромотор 80 в прямом направлении. Скручивающий электромотор 80 вращается в прямом направлении таким образом, что зацепляющая часть 70 приводится в действие посредством приводной части 71, и концевая сторона верхушки проволоки W удерживается посредством зацепляющей части 70.
[0068] Когда определяется то, что скручивающий электромотор 80 вращается до тех пор, пока проволока W не удерживается посредством зацепляющей части 70, блок 100A управления прекращает вращение скручивающего электромотора 80 и вращает подающий электромотор 31 в обратном направлении. Когда скручивающий электромотор 80 вращается до тех пор, пока проволока W не удерживается посредством зацепляющей части 70, движение подвижного элемента 83 передается в регулирующий элемент 42 посредством трансмиссионного механизма 44 таким образом, что регулирующий элемент 42 перемещается в позицию, в которой он не входит в контакт с помощью проволоки.
[0069] Когда подающий электромотор 31 вращается в обратном направлении, подающие шестерни 30 вращаются в обратном направлении таким образом, что проволока W подается в обратном направлении, обозначаемом с помощью стрелки R. Посредством операции подачи проволоки W в обратном направлении, проволока W наматывается в тесном контакте с арматурными стержнями S.
[0070] Когда определяется то, что подающий электромотор 31 вращается в обратном направлении до тех пор, пока проволока W не наматывается на арматурные стержни S, блок 100A управления прекращает вращение подающего электромотора 31 и затем вращает скручивающий электромотор 80 в прямом направлении. Скручивающий электромотор 80 вращается в прямом направлении таким образом, что часть 61 с подвижным лезвием приводится в действие через трансмиссионный механизм 62 посредством подвижного элемента 83, и проволока W в силу этого отрезается.
[0071] После того, как проволока W отрезается, скручивающий электромотор 80 непрерывно вращается в прямом направлении, за счет этого вращая зацепляющую часть 70 с возможностью скручивать проволоку W.
[0072] Когда определяется то, что скручивающий электромотор 80 вращается в прямом направлении до тех пор, пока проволока W не скручивается, блок 100A управления вращает скручивающий электромотор 80 в обратном направлении. Скручивающий электромотор 80 вращается в обратном направлении таким образом, что зацепляющая часть 70 возвращается в начальную позицию, и удерживаемое состояние проволоки W в силу этого прекращается. В силу этого, проволока W, обвязывающая арматурные стержни S, может вытаскиваться из зацепляющей части 70.
[0073] Когда определяется то, что скручивающий электромотор 80 вращается в обратном направлении до тех пор, пока зацепляющая часть 70 и т.п. не возвращается в начальную позицию, блок 100A управления прекращает вращение скручивающего электромотора 80.
[0074] Рабочий перемещает машину 1A для обвязки арматурных стержней в направлении вытаскивания арматурных стержней S, обвязанных с помощью проволоки W, из отверстия 53 для вставки/вытаскивания. Когда сила подталкивания контактных частей 91A контактного элемента 9A не прикладывается посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вытаскивания арматурных стержней S из отверстия 53 для вставки/вытаскивания, вторая направляющая 52 перемещается из второй позиции в первую позицию посредством силы поджимающего элемента 54.
[0075] Когда вторая направляющая 52 перемещается в первую позицию, контактный элемент 9A подталкивается в направлении, в котором смещающая часть 93A отходит от первой направляющей 51, и перемещается в позицию готовности посредством вращения вокруг вала 90A в качестве опорной точки таким образом, что контактные части 91A выступают из части 11 крышки.
[0076] Операция рабочего для перемещения машины 1A для обвязки арматурных стержней в направлении вытаскивания арматурных стержней S, обвязанных с помощью проволоки W, из отверстия 53 для вставки/вытаскивания заставляет вторую направляющую 52 перемещаться в первую позицию таким образом, что интервал между концевым фрагментом 52c второй направляющей 52 и концевым фрагментом 51c первой направляющей 51 увеличивается. В силу этого, арматурные стержни S могут проще вытаскиваться из отверстия 53 для вставки/вытаскивания.
[0077] Фиг. 14 является функциональной блок-схемой модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления. Когда захватная часть 304R захватывается, и в силу этого обнаруживается то, что вывод первого блока 15 вывода становится включенным по мере того, как рабочая часть 304t за счет этого приводится в действие, блок 100B управления выполняет измерение времени посредством таймера 101T и выполняет управление оценкой того, что вывод первого блока 15 вывода включен, в течение предварительно определенного времени.
[0078] Фиг. 15 является блок-схемой последовательности операций способа, иллюстрирующей пример операций модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
[0079] На этапе SB1 по фиг. 15, блок 100B управления задает значение t измерения времени таймера 101T равным 0 (нулю) и определяет то, обнаруживается или нет то, что вывод первого блока 15 вывода включен, на этапе SB2.
[0080] Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками. Таким образом, рабочий захватывает захватную часть 304R части 304h рукоятки правой рукой и захватывает захватную часть 304L части 304h рукоятки левой рукой.
[0081] Когда рабочая часть 304t захватывается вместе с захватной частью 304R рабочим, рабочая часть 304t вращается относительно захватной части 304R и за счет этого приводится в действие. Когда рабочая часть 304t приводится в действие, вывод первого блока 15 вывода становится включенным, и блок 100B управления обнаруживает то, что вывод первого блока 15 вывода включен, на этапе SB2 по фиг. 15. Когда обнаруживается то, что вывод первого блока 15 вывода включен, т.е. когда определяется то, что первый сигнал обнаруживается, блок 100B управления задает значение t измерения времени таймера 101T равным 0 (нулю) на этапе SB3 и начинает измерение времени посредством таймера 101T на этапе SB4.
[0082] Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками, совмещает позицию направляющей части 5 с точкой пересечения двух арматурных стержней S и вставляет арматурные стержни S в отверстие 53 для вставки/вытаскивания. Рабочий прижимает арматурные стержни S к контактным частям 91A контактного элемента 9A посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания.
[0083] Посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, к контактному элементу 9A прикладывается сила вдоль направления перемещения машины 1A для обвязки арматурных стержней таким образом, что контактные части 91A подталкиваются. В силу этого, контактные части 91A перемещаются в первом направлении, обозначаемом с помощью стрелки A1, так что контактный элемент 9A вращается вокруг вала 90A в качестве опорной точки, за счет этого перемещаясь в позицию для приведения в действие, как показано на фиг. 10B.
[0084] Когда контактный элемент 9A перемещается в позицию для приведения в действие, вращение соединительной части 92A вокруг вала 90A в качестве опорной точки заставляет смещающую часть 93A подталкивать вторую направляющую 52 к первой направляющей 51 таким образом, что вторая направляющая 52 перемещается во вторую позицию.
[0085] Когда обнаруживается то, что вывод первого блока 15 вывода становится включенным, т.е. когда первый сигнал обнаруживается, блок 100B управления определяет, на этапе SB5, то обнаруживается или нет то, что вывод второго блока 12A вывода включен. Когда на этапе SB5 определяется то, что обнаруживается то, что вывод второго блока 12A вывода выключен, блок 100B управления возвращается к этапу SB2.
Когда вторая направляющая 52 перемещается во вторую позицию, вывод второго блока 12A вывода становится включенным, и блок 100B управления обнаруживает то, что вывод второго блока 12A вывода включен, на этапе SB5 по фиг. 15.
[0086] Когда обнаруживается то, что вывод второго блока 12A вывода включен, т.е. когда второй сигнал обнаруживается, на этапе SB5 по фиг. 15, блок 100B управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SB6.
[0087] После выполнения операции обвязки, блок 100B управления возвращается к этапу SB2, чтобы определять то, обнаруживается или нет то, что вывод первого блока 15 вывода включен. Как описано выше, когда рабочая часть 304t приводится в действие, и в силу этого вывод первого блока 15 вывода становится включенным, обеспечивается возможность начала измерения времени посредством таймера 101T. В силу этого, когда вывод первого блока 15 вывода становится выключенным после того, как вывод первого блока 15 вывода становится включенным, измерение времени посредством таймера 101T выполняется. Например, захватная часть 304R захватывается рабочим, и рабочая часть 304t приводится в действие таким образом, что вывод первого блока 15 вывода становится включенным. После этого, например, вывод первого блока 15 вывода может становиться выключенным, поскольку позиция захватывания захватной части 304R отклоняется в ходе операции. В этом случае, вывод первого блока 15 вывода становится включенным таким образом, что измерение времени посредством таймера 101T выполняется.
[0088] Следовательно, когда на этапе SB2 определяется то, что обнаруживается то, что вывод первого блока 15 вывода выключен, блок 100B управления определяет на этапе SB7 то, составляет или нет значение t измерения времени посредством таймера 101T в пределах предварительно определенного времени T.
[0089] Когда на этапе SB7 определяется то, что значение t измерения времени посредством таймера 101T больше 0 секунд и равно или меньше T и находится в пределах предварительно определенного времени T, блок 100B управления определяет на этапе SB5 то, обнаруживается или нет то, что вывод второго блока 12A вывода включен. Когда на этапе SB5 определяется то, что обнаруживается то, что вывод второго блока 12A вывода включен, блок 100B управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SB6.
[0090] В силу этого, после того, как вывод первого блока 15 вывода становится включенным, даже если вывод первого блока 15 вывода становится выключенным, операция обвязки выполняется, когда вывод второго блока 12A вывода становится включенным в течение предварительно определенного времени.
[0091] Помимо этого, после выполнения операции обвязки, блок 100B управления возвращается к этапу SB2, чтобы определять то, обнаруживается или нет то, что вывод первого блока 15 вывода включен. Когда обнаруживается то, что вывод первого блока 15 вывода включен, блок 100B управления задает значение t измерения времени таймера 101T равным 0 на этапе SB3 и начинает измерение времени посредством таймера 101T, на этапе SB4.
[0092] Дополнительно, после того, как операция начинается, блок 100B управления задает значение t измерения времени таймера 101T равным 0 на этапе SB1 по фиг. 15 и определяет на этапе SB2 то, обнаруживается или нет то, что вывод первого блока 15 вывода включен. Когда обнаруживается то, что вывод первого блока 15 вывода выключен, блок 100B управления определяет на этапе SB7 то, составляет или нет значение t измерения времени посредством таймера 101T в пределах предварительно определенного времени T.
[0093] В этом случае, поскольку значение t измерения времени посредством таймера 101T равно 0, значение t измерения времени посредством таймера 101T не находится в пределах предварительно определенного времени T таким образом, что блок 100B управления возвращается к этапу SB1. По этой причине, когда вывод первого блока 15 вывода выключен, даже если вывод второго блока 12A вывода становится включенным, операция обвязки не выполняется.
[0094] Таким образом, в случае если предварительно определенное время не истекло после того, как вывод первого блока 15 вывода становится включенным, и в силу этого обеспечивается возможность начала измерения времени, блок 100B управления выполняет управление оценкой того, что вывод первого блока 15 вывода включен, даже когда вывод первого блока 15 вывода становится выключенным. Помимо этого, также возможна схемная конфигурация, в которой, когда вывод первого блока 15 вывода становится включенным, вывод сохраняется в качестве включенного состояния в течение предварительно определенного времени.
[0095] Чтобы сохранять вывод первого блока 15 вывода в качестве включенного состояния, всегда необходимо непрерывно захватывать рабочую часть 304t вместе с захватной частью 304R. Тем не менее, позиция захватывания на захватной части 304R может отклоняться в ходе операции. По этой причине, вывод первого блока 15 вывода становится нестабильным, к примеру, временное выключение вывода первого блока 15 вывода. Если вывод первого блока 15 вывода является нестабильным, даже когда рабочий выполняет идентичную операцию, операция обвязки может выполняться или может не выполняться, что снижает эффективность работы. Следовательно, даже когда вывод первого блока 15 вывода становится выключенным, управление оценкой того, что вывод первого блока 15 вывода включен, выполняется при предварительно определенных условиях, в настоящем варианте осуществления, в течение предварительно определенного времени после того, как вывод первого блока 15 вывода становится включенным. Следовательно, даже когда вывод первого блока 15 вывода является нестабильным, и выводы включения и выключения в силу этого повторяются, операция обвязки может нормально выполняться.
[0096] В силу этого, даже когда вывод первого блока 15 вывода является нестабильным, и выводы включения и выключения в силу этого повторяются, даже если захватная часть 304R захватывается, операция обвязки может выполняться, когда контактный элемент 9A прижимается к арматурным стержням S и в силу этого перемещается в позицию для приведения в действие, и вывод второго блока 12A вывода становится включенным.
[0097] Следует отметить, что контактный элемент 9A прижимается к арматурным стержням S и перемещается в позицию для приведения в действие, и в силу этого вывод второго блока 12A вывода становится включенным, в состоянии, в котором вывод первого блока 15 вывода выключен после того, как предварительно определенное время истекло, с момента, когда вывода первого блока 15 вывода становится включенным, и в силу этого обеспечивается возможность начала измерения времени, и даже когда обнаруживается то, что вывод первого блока 15 вывода становится включенным после того, как вывод второго блока 12A вывода становится включенным, блок 100A управления не начинает приведение в действие подающего электромотора 31 и скручивающего электромотора 80.
[0098] В силу этого, после того, как захватная часть 304R захватывается, и рабочая часть 304t за счет этого приводится в действие, и вывод первого блока 15 вывода становится включенным, блок 100B управления не начинает приведение в действие подающего электромотора 31 и скручивающего электромотора 80, если только контактный элемент 9A не прижимается к арматурным стержням S и в силу этого не перемещается в позицию для приведения в действие, и вывод второго блока 12A вывода становится включенным, в состоянии, в котором вывод первого блока 15 вывода становится включенным, т.е. захватная часть 304R захватывается.
[0099] Фиг. 16 является блок-схемой последовательности операций способа, иллюстрирующей пример операций другого модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
[0100] Блок 100B управления задает флаг F1 включения завершения обвязки, который указывает то, что операция обвязки выполнена, равным 0 на этапе SC1 по фиг. 16, задает значение t измерения времени таймера 101T равным 0 на этапе SC2 и определяет то, обнаруживается или нет то, что вывод первого блока 15 вывода включен, на этапе SC3.
[0101] Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками. Таким образом, рабочий захватывает захватную часть 304R части 304h рукоятки правой рукой и захватывает захватную часть 304L части 304h рукоятки левой рукой.
[0102] Когда рабочая часть 304t захватывается вместе с захватной частью 304R рабочим, рабочая часть 304t вращается относительно захватной части 304R и за счет этого приводится в действие. Когда рабочая часть 304t приводится в действие, вывод первого блока 15 вывода становится включенным, и блок 100B управления обнаруживает то, что вывод первого блока 15 вывода включен, на этапе SC3 по фиг. 16. Когда определяется то, что обнаруживается то, что вывод первого блока 15 вывода включен, т.е. определяется то, что первый сигнал обнаруживается, блок 100B управления задает значение t измерения времени таймера 101T равным 0 на этапе SC4 и начинает измерение времени посредством таймера 101T на этапе SC5.
[0103] Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками, совмещает позицию направляющей части 5 с точкой пересечения двух арматурных стержней S и вставляет арматурные стержни S в отверстие 53 для вставки/вытаскивания. Рабочий прижимает контактные части 91A контактного элемента 9A к арматурным стержням S посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания.
[0104] Посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, к контактному элементу 9A прикладывается сила вдоль направления перемещения машины 1A для обвязки арматурных стержней таким образом, что контактные части 91A подталкиваются. В силу этого, контактные части 91A перемещаются в первом направлении, обозначаемом с помощью стрелки A1, так что контактный элемент 9A вращается вокруг вала 90A в качестве опорной точки, за счет этого перемещаясь в позицию для приведения в действие, как показано на фиг. 10B.
[0105] Когда контактный элемент 9A перемещается в позицию для приведения в действие, вращение соединительной части 92A вокруг вала 90A в качестве опорной точки заставляет смещающую часть 93A подталкивать вторую направляющую 52 к первой направляющей 51 таким образом, что вторая направляющая 52 перемещается во вторую позицию.
[0106] Когда обнаруживается то, что вывод первого блока 15 вывода становится включенным, т.е. когда первый сигнал обнаруживается, блок 100B управления определяет то, обнаруживается или нет то, что вывод второго блока 12A вывода включен, на этапе SC6. Когда на этапе SC6 определяется то, что обнаруживается то, что вывод второго блока 12A вывода выключен, блок 100B управления возвращается к этапу SC3.
[0107] Когда вторая направляющая 52 перемещается во вторую позицию, вывод второго блока 12A вывода становится включенным, и блок 100B управления обнаруживает то, что вывод второго блока 12A вывода включен, на этапе SC6 по фиг. 16.
[0108] Когда обнаруживается то, что вывод второго блока 12A вывода включен, т.е. когда второй сигнал обнаруживается, на этапе SC6 по фиг. 16, блок 100B управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SC7.
[0109] После выполнения операции обвязки, блок 100B управления задает флаг F1 включения завершения обвязки равным 1 на этапе SC8, задает значение t измерения времени таймера 101T равным 0 на этапе SC9 и начинает измерение времени посредством таймера 101T на этапе SC10. Затем блок 100B управления возвращается к этапу SC3, чтобы определять то, обнаруживается или нет то, что вывод первого блока 15 вывода включен.
[0110] Как описано выше, когда рабочая часть 304t приводится в действие, и в силу этого вывод первого блока 15 вывода становится включенным, обеспечивается возможность начала измерения времени посредством таймера 101T. В силу этого, когда вывод первого блока 15 вывода становится выключенным после того, как вывод первого блока 15 вывода становится включенным, измерение времени посредством таймера 101T выполняется. Помимо этого, когда операция обвязки выполняется, обеспечивается возможность начала измерения времени посредством таймера 101T. Например, захватная часть 304R захватывается, и рабочая часть 304t за счет этого приводится в действие рабочим таким образом, что вывод первого блока 15 вывода становится включенным. После этого, например, вывод первого блока 15 вывода может становиться выключенным, поскольку позиция захватывания на захватной части 304R отклоняется в ходе операции. В этом случае, вывод первого блока 15 вывода становится включенным таким образом, что измерение времени посредством таймера 101T выполняется.
[0111] Следовательно, когда на этапе SC3 определяется то, что обнаруживается то, что вывод первого блока 15 вывода выключен, блок 100B управления определяет на этапе SC11 то, равен флаг F1 включения завершения обвязки 0 или 1. Затем блок 100B управления определяет то, составляет или нет значение t измерения времени посредством таймера 101T в пределах предварительно определенного времени, в зависимости от того, равен флаг F1 включения завершения обвязки 0 или 1.
[0112] Таким образом, когда на этапе SC11 определяется то, что флаг F1 включения завершения обвязки равен 0, блок 100B управления определяет на этапе SC12 то, составляет или нет значение t измерения времени посредством таймера 101T в пределах предварительно определенного времени T1. Состояние, в котором флаг F1 включения завершения обвязки равен 0, указывает случай, в котором операция обвязки не выполняется после того, как вывод первого блока 15 вывода становится включенным.
[0113] Когда на этапе SC12 определяется то, что значение t измерения времени посредством таймера 101T больше 0 и равно или меньше T1 и находится в пределах предварительно определенного времени T1, блок 100B управления определяет на этапе SC6 то, обнаруживается или нет то, что вывод второго блока 12A вывода включен. Когда на этапе SC6 обнаруживается то, что вывод второго блока 12A вывода включен, блок 100B управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SC7.
[0114] В силу этого, даже если вывод первого блока 15 вывода становится выключенным после того, как вывод первого блока 15 вывода становится включенным, операция обвязки выполняется, когда вывод второго блока 12A вывода становится включенным, в течение предварительно определенного времени T1.
[0115] Когда на этапе SC11 определяется то, что флаг F1 включения завершения обвязки равен 1, блок 100B управления определяет на этапе SC13 то, составляет или нет значение t измерения времени посредством таймера 101T в пределах предварительно определенного времени T2. Состояние, в котором флаг F1 включения завершения обвязки равен 1, указывает случай, в котором операция обвязки выполняется после того, как вывод первого блока 15 вывода становится включенным. Здесь, время T2 задается больше времени T1.
[0116] Когда на этапе SC13 определяется то, что значение t измерения времени посредством таймера 101T больше 0 и равно или меньше T2 и находится в пределах предварительно определенного времени T2, блок 100B управления определяет на этапе SC6 то, обнаруживается или нет то, что вывод второго блока 12A вывода включен. После этого, когда на этапе SC6 обнаруживается то, что вывод второго блока 12A вывода включен, блок 100B управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SC7.
[0117] В силу этого, даже если вывод первого блока 15 вывода становится выключенным после того, как операция обвязки выполняется, операция обвязки выполняется, когда вывод второго блока 12A вывода становится включенным, в течение предварительно определенного времени T2.
[0118] После начала операции, блок 100B управления задает флаг F1 включения завершения обвязки равным 0 на этапе SC1, задает значение t измерения времени таймера 101T равным 0 на этапе SC2 и определяет то, обнаруживается или нет то, что вывод первого блока 15 вывода включен, на этапе SC3. После этого, когда обнаруживается то, что вывод первого блока 15 вывода выключен, поскольку флаг F1 включения завершения обвязки равен 0 на этапе SC11, блок 100B управления определяет то, составляет или нет значение t измерения времени посредством таймера 101T в пределах предварительно определенного времени T1, на этапе SC12.
[0119] В этом случае, поскольку значение t измерения времени посредством таймера 101T равно 0, значение t измерения времени посредством таймера 101T не находится в пределах предварительно определенного времени T1, так что блок 100B управления возвращается к этапу SC1. По этой причине, когда вывод первого блока 15 вывода выключен, операция обвязки не выполняется, даже если вывод второго блока 12A вывода становится включенным.
[0120] В случае если предварительно определенное время не истекло после того, как обеспечивается возможность начала измерения времени, поскольку вывод первого блока 15 вывода становится включенным, даже когда вывод первого блока 15 вывода становится выключенным, блок 100B управления выполняет управление оценкой того, что вывод первого блока 15 вывода включен. Помимо этого, также возможна схемная конфигурация, в которой, когда вывод первого блока 15 вывода становится включенным, вывод сохраняется в качестве включенного состояния в течение предварительно определенного времени.
[0121] Как описано выше, если вывод первого блока 15 вывода является нестабильным, даже когда рабочий выполняет идентичную операцию, операция обвязки может выполняться или может не выполняться, что снижает эффективность работы. Следовательно, даже когда вывод первого блока 15 вывода становится выключенным, управление оценкой того, что вывод первого блока 15 вывода включен, выполняется при предварительно определенных условиях, в настоящем варианте осуществления, в течение предварительно определенного времени после того, как вывод первого блока 15 вывода становится включенным, или операция обвязки выполняется. Следовательно, даже когда вывод первого блока 15 вывода является нестабильным, и выводы включения и выключения в силу этого повторяются, операция обвязки может нормально выполняться.
[0122] В силу этого, даже когда вывод первого блока 15 вывода является нестабильным, и выводы включения и выключения в силу этого повторяются, даже если захватная часть 304R захватывается, операция обвязки может выполняться, когда контактный элемент 9A прижимается к арматурным стержням S и в силу этого перемещается в позицию для приведения в действие, и вывод второго блока 12A вывода становится включенным.
[0123] Помимо этого, до и после выполнения операции обвязки, блок 100B управления изменяет предварительно определенное время, в течение которого вывод первого блока 15 вывода рассматривается в качестве включенного состояния, и задает предварительно определенное время, в течение которого вывод первого блока 15 вывода рассматривается в качестве включенного состояния, большим после того, как операция обвязки выполняется, чем до того, как операция обвязки выполняется.
[0124] До того, как операция обвязки выполняется, захватывание на захватной части 304R может быть нестабильным вследствие отклонения позиции руки, захватывающей захватную часть 304R. В этом состоянии, предварительно определенное время T1 задается таким образом, что операция обвязки не выполняется, даже когда контактный элемент 9A прижимается к арматурным стержням S и в силу этого перемещается в позицию для приведения в действие, и вывод второго блока 12A вывода становится включенным.
[0125] Напротив, после того, как операция обвязки выполняется, рассматривается возможность выполнять операцию перемещения машины 1A для обвязки арматурных стержней таким образом, чтобы непрерывно выполнять обвязку следующих арматурных стержней S. В этом случае, в состоянии, в котором позиция руки, захватывающей захватную часть 304R, отклоняется, и в силу этого вывод первого блока 15 вывода временно выключен, если время, в течение которого вывод первого блока 15 вывода рассматривается в качестве включенного состояния, является небольшим, отсутствует период отсрочки для перемещения машины 1A для обвязки арматурных стержней к следующим арматурным стержням S. Следовательно, предварительно определенное время T2, в течение вывод первого блока 15 вывода рассматривается в качестве включенного состояния, задается больше времени T1.
[0126] После этого, когда операция обвязки выполняется, значение измерения времени сбрасывается, и операция измерения времени снова выполняется. Когда предварительно определенное время не истекло, управление оценкой того, что вывод первого блока 15 вывода включен, выполняется, даже если вывод первого блока 15 вывода становится выключенным.
[0127] Следовательно, при непрерывном выполнении операции обвязки, даже если сила захватывания захватной части 304R временно ослабляется таким образом, что рабочая часть 304t не приводится в действие, и вывод первого блока 15 вывода становится временно выключенным, время, в течение которого вывод первого блока 15 вывода рассматривается в качестве включенного состояния, продлевается, так что может выполняться непрерывная операция обвязки.
[0128] Фиг. 17 является функциональной блок-схемой еще одного другого модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления. Блок 100C управления переключает флаг F2 включения первого блока вывода, который указывает то, что вывод первого блока 15 вывода становится включенным или выключенным. Блок 100C управления выполняет измерение времени посредством таймера 101T, на основе того, становится или нет вывод первого блока 15 вывода выключенным, и флага F2 включения первого блока вывода, а также выполняет управление оценкой того, что вывод первого блока 15 вывода включен, в течение предварительно определенного времени, даже когда вывод первого блока 15 вывода становится выключенным.
[0129] Фиг. 18 является блок-схемой последовательности операций способа, иллюстрирующей пример операций еще одного другого модифицированного варианта осуществления машины для обвязки арматурных стержней по первому варианту осуществления.
[0130] На этапе SD1 по фиг. 19, блок 100C управления задает флаг F2 включения первого блока вывода равным 0.
[0131] Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками. Таким образом, рабочий захватывает захватную часть 304R части 304h рукоятки правой рукой и захватывает захватную часть 304L части 304h рукоятки левой рукой.
[0132] Когда рабочая часть 304t захватывается вместе с захватной частью 304R рабочим, рабочая часть 304t вращается относительно захватной части 304R и за счет этого приводится в действие. Когда рабочая часть 304t приводится в действие, вывод первого блока 15 вывода становится включенным, и блок 100C управления обнаруживает то, что вывод первого блока 15 вывода включен, на этапе SD2 по фиг. 16. Когда обнаруживается то, что вывод первого блока 15 вывода включен, блок 100C управления задает флаг F2 включения первого блока вывода равным 1 на этапе SD3.
[0133] Рабочий захватывает часть 304h рукоятки машины 1A для обвязки арматурных стержней обеими руками, совмещает позицию направляющей части 5 с точкой пересечения двух арматурных стержней S и вставляет арматурные стержни S в отверстие 53 для вставки/вытаскивания. Рабочий прижимает контактные части 91A контактного элемента 9A к арматурным стержням S посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания.
[0134] Посредством операции перемещения машины 1A для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, к контактному элементу 9A прикладывается сила вдоль направления перемещения машины 1A для обвязки арматурных стержней таким образом, что контактные части 91A подталкиваются. В силу этого, контактные части 91A перемещаются в первом направлении, обозначаемом с помощью стрелки A1, так что контактный элемент 9A вращается вокруг вала 90A в качестве опорной точки, за счет этого перемещаясь в позицию для приведения в действие, как показано на фиг. 10B.
[0135] Когда контактный элемент 9A перемещается в позицию для приведения в действие, вращение соединительной части 92A вокруг вала 90A в качестве опорной точки заставляет смещающую часть 93A подталкивать вторую направляющую 52 к первой направляющей 51 таким образом, что вторая направляющая 52 перемещается во вторую позицию.
[0136] Когда вторая направляющая 52 перемещается во вторую позицию, вывод второго блока 12A вывода становится включенным, и блок 100C управления обнаруживает то, что вывод второго блока 12A вывода включен, на этапе SD4 по фиг. 18.
[0137] Когда обнаруживается то, что вывод второго блока 12A вывода включен, блок 100C управления определяет то, равен флаг F2 включения первого блока вывода 1 или 0, на этапе SD5 по фиг. 18.
[0138] Когда определяется то, что флаг F2 включения первого блока вывода равен 1, блок 100C управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SD6 по фиг. 18.
[0139] Когда на этапе SD2 обнаруживается то, что вывод первого блока 15 вывода становится выключенным, блок 100C управления определяет на этапе SD7 то, равен флаг F2 включения первого блока вывода 1 или 0.
[0140] Когда определяется то, что флаг F2 включения первого блока вывода равен 1, блок 100C управления задает значение t измерения времени таймера 101T равным 0 на этапе SD8 и начинает измерение времени посредством таймера 101T на этапе SD9. Помимо этого, блок 100C управления задает флаг F2 включения первого блока вывода равным 0 на этапе SD10 и отслеживает то, становится или нет вывод второго блока 12A вывода включенным, на этапе SD4.
[0141] Когда обнаруживается то, что вывод второго блока 12A вывода становится включенным, блок 100C управления определяет то, равен флаг F2 включения первого блока вывода 1 или 0, на этапе SD5 по фиг. 18.
[0142] Когда определяется то, что флаг F2 включения первого блока вывода равен 0, блок 100C управления определяет на этапе SD11 по фиг. 18 то, сейчас момент после начала измерения времени или нет.
[0143] Когда определяется то, что сейчас момент после начала измерения времени блок 100C управления определяет на этапе SD12 по фиг. 18 то, истекло или нет предварительно определенное время после того, как вывод первого блока 15 вывода становится выключенным, и в силу этого обеспечивается возможность начала измерения времени посредством таймера 101T.
[0144] Когда определяется то, что предварительно определенное время не истекло после того, как вывод первого блока 15 вывода становится выключенным, и в силу этого обеспечивается возможность начала измерения времени посредством таймера 101T, блок 100C управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W на этапе SD6.
[0145] Когда определяется то, что предварительно определенное время истекло после того, как вывод первого блока 15 вывода становится выключенным, и в силу этого обеспечивается возможность начала измерения времени посредством таймера 101T, блок 100C управления возвращается к этапу SD2 без выполнения операции обвязки.
[0146] Чтобы сохранять вывод первого блока 15 вывода в качестве включенного состояния, всегда необходимо непрерывно захватывать рабочую часть 304t вместе с захватной частью 304R. Тем не менее, позиция захватывания на захватной части 304R может отклоняться в ходе операции. По этой причине, вывод первого блока 15 вывода становится нестабильным, к примеру, временное выключение вывода первого блока 15 вывода. Если вывод первого блока 15 вывода является нестабильным, даже когда рабочий выполняет идентичную операцию, операция обвязки может выполняться или может не выполняться, что снижает эффективность работы. Следовательно, даже когда вывод первого блока 15 вывода становится выключенным, управление оценкой того, что вывод первого блока 15 вывода включен, выполняется в течение предварительно определенного времени.
[0147] Предварительно определенное время, в течение которого операция обвязки может выполняться с момента, когда вывод первого блока 15 вывода становится выключенным, задается больше времени, в течение которого вывод первого блока 15 вывода становится нестабильным, и вывод становится временно выключенным. В силу этого, могут идентифицироваться случай, в котором после того, как вывод первого блока 15 вывода становится включенным, даже если захватная часть 304R захватывается, вывод первого блока 15 вывода является нестабильным, и вывод становится выключенным, и случай, в котором захваченное состояние захватной части 304R намеренно прекращается рабочим, и в силу этого вывод первого блока 15 вывода становится выключенным.
[0148] Пример машины для обвязки арматурных стержней по второму варианту осуществления
Фиг. 19 является видом спереди, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по первому варианту осуществления. Машина 1B для обвязки арматурных стержней по второму варианту осуществления включает в себя часть 304h рукоятки, имеющую пару захватных частей 304L и 304R, которые могут захватываться рабочим.
[0149] Часть 304h рукоятки имеет рабочую часть 304tR, предоставленную в захватной части 304R, которая захватывается главным образом правой рукой. Рабочая часть 304tR присоединяется к захватной части 304R таким образом, что она является вращающейся вокруг вала (не показан) в качестве опорной точки, например, и выступает из поверхности захватной части 304R. Рабочая часть 304tR захватывается вместе с захватной частью 304R рабочим таким образом, что она вращается относительно захватной части 304R и за счет этого приводится в действие.
[0150] Часть 304h рукоятки также имеет рабочую часть 304tL, предоставленную в захватной части 304L, которая захватывается главным образом левой рукой. Рабочая часть 304tL присоединяется к захватной части 304L таким образом, что она является вращающейся вокруг вала (не показан) в качестве опорной точки, например, и выступает из поверхности захватной части 304L. Рабочая часть 304tL захватывается вместе с захватной частью 304L рабочим таким образом, что она вращается относительно захватной части 304L и за счет этого приводится в действие. Следует отметить, что другие конфигурации машины 1B для обвязки арматурных стержней являются идентичными машине 1A для обвязки арматурных стержней по первому варианту осуществления 1A.
[0151] Фиг. 20 является функциональной блок-схемой машины для обвязки арматурных стержней по второму варианту осуществления. В машине 1B для обвязки арматурных стержней, блок 100D управления выполнен с возможностью обнаруживать выводы первого блока 15R вывода, выполненного с возможностью приводиться в действие посредством приведения в работу рабочей части 304tR, первого блока 15L вывода, выполненного с возможностью приводиться в действие посредством приведения в работу рабочей части 304tL, и второго блока 12A вывода, выполненного с возможностью приводиться в действие по мере того, как контактный элемент 9A прижимается к арматурным стержням S. Блок 100D управления выполнен с возможностью управлять подающим электромотором 31, выполненным с возможностью приводить в действие подающие шестерни 30, и скручивающим электромотором 80, выполненным с возможностью приводить в действие скручивающий блок 7 и т.п., в ответ на выводы первого блока 15R вывода, первого блока 15L вывода и второго блока 12A вывода, за счет этого выполняя последовательность операций обвязки арматурных стержней S с помощью проволоки W.
[0152] В дальнейшем описываются операции обвязки арматурных стержней S с помощью проволоки W посредством машины 1B для обвязки арматурных стержней. Рабочий захватывает части 304h рукоятки машины 1B для обвязки арматурных стержней обеими руками. Таким образом, рабочий захватывает захватную часть 304R части 304h рукоятки правой рукой и захватывает захватную часть 304L части 304h рукоятки левой рукой.
[0153] Когда рабочая часть 304tR захватывается вместе с захватной частью 304R рабочим, рабочая часть 304tR вращается относительно захватной части 304R и за счет этого приводится в действие. Когда рабочая часть 304tR приводится в действие, вывод первого блока 15R вывода становится включенным, и блок 100D управления обнаруживает то, что вывод первого блока 15R вывода становится включенным. Кроме того, когда рабочая часть 304tL захватывается вместе с захватной частью 304L рабочим, рабочая часть 304tL вращается относительно захватной части 304L и за счет этого приводится в действие. Когда рабочая часть 304tL приводится в действие, вывод первого блока 15L вывода становится включенным, и блок 100D управления обнаруживает то, что вывод первого блока 15L вывода становится включенным.
[0154] Рабочий захватывает часть 304h рукоятки машины 1B для обвязки арматурных стержней обеими руками, совмещает позицию направляющей части 5 с точкой пересечения двух арматурных стержней S и вставляет арматурные стержни S в отверстие 53 для вставки/вытаскивания. Рабочий прижимает контактные части 91A контактного элемента 9A к арматурным стержням S посредством операции перемещения машины 1B для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания.
[0155] Посредством операции перемещения машины 1B для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, к контактному элементу 9A прикладывается сила вдоль направления перемещения машины 1B для обвязки арматурных стержней таким образом, что контактные части 91A подталкиваются. В силу этого, контактные части 91A перемещаются в первом направлении, обозначаемом с помощью стрелки A1, так что контактный элемент 9A вращается вокруг вала 90A в качестве опорной точки, за счет этого перемещаясь в позицию для приведения в действие, как показано на фиг. 10B.
[0156] Когда контактный элемент 9A перемещается в позицию для приведения в действие, вращение соединительной части 92A вокруг вала 90A в качестве опорной точки заставляет смещающую часть 93A подталкивать вторую направляющую 52 к первой направляющей 51 таким образом, что вторая направляющая 52 перемещается во вторую позицию.
[0157] Когда вторая направляющая 52 перемещается во вторую позицию, вывод второго блока 12A вывода становится включенным, и блок 100D управления обнаруживает то, что вывод второго блока 12A вывода становится включенным.
[0158] В состоянии, в котором обнаруживается то, что выводы как первого блока 15R вывода, так и первого блока 15L вывода становятся включенными, когда обнаруживается то, что вывод второго блока 12A вывода становится включенным, блок 100D управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W.
[0159] Следует отметить, что в состоянии, в котором выводы как первого блока 15R вывода, так и первого блока 15L вывода не включены, и вывод любого из первых блоков вывода включен, даже когда обнаруживается то, что вывод второго блока 12A вывода становится включенным, блок 100D управления не начинает приведение в действие подающего электромотора 31 и скручивающего электромотора 80.
[0160] На другой стороне, в состоянии, в котором после того, как выводы как первого блока 15R вывода, так и первого блока 15L вывода становятся включенными, вывод любого из первых блоков вывода становится выключенным, и выводы обоих первых блоков вывода снова становятся включенными, когда обнаруживается то, что вывод второго блока 12A вывода становится включенным, блок 100D управления начинает приведение в действие подающего электромотора 31 и скручивающего электромотора 80.
[0161] В силу этого, после того, как обе захватные части 304R и 304L надежно удерживаются, даже если сила захватывания одной из захватных частей временно ослабляется, и вывод любого из первых блоков вывода становится временно выключенным, операция обвязки может выполняться после того, как обе захватные части 304R и 304L надежно удерживаются. Следует отметить, что в состоянии, в котором как первый блок 15R вывода, так и первый блок 15L вывода не включены, и вывод любого из первых блоков вывода становится включенным, когда обнаруживается то, что вывод второго блока 12A вывода становится включенным, блок 100D управления может начинать приведение в действие подающего электромотора 31 и скручивающего электромотора 80.
[0162] Пример машины для обвязки арматурных стержней по третьему варианту осуществления
Фиг. 21A и 21B являются видами в перспективе, иллюстрирующими пример общей конфигурации машины для обвязки арматурных стержней по третьему варианту осуществления, и фиг. 22 является видом сбоку, иллюстрирующим другой пример общей конфигурации машины для обвязки арматурных стержней по третьему варианту осуществления.
[0163] Машина 1C для обвязки арматурных стержней по третьему варианту осуществления включает в себя рабочую подчасть, предоставленную во второй части 302 корпуса либо в стыковочной части 305 второй части 302 корпуса и соединительной части 303. на фиг. 21A и 21B, рабочая подчасть 305t1 предоставляется в захватной части 305h, предоставленной в стыковочной части 305.
[0164] Рабочая подчасть 305t1 представляет собой пример первой рабочей подчасти, присоединяется к стыковочной части 305 таким образом, что она является вращающейся вокруг вала (не показан) в качестве опорной точки, и выступает из поверхности захватной части 305h. Рабочая подчасть 305t1 захватывается вместе с захватной частью 305h рабочим таким образом, что она вращается относительно захватной части 305h и за счет этого приводится в действие.
[0165] На фиг. 22, рабочая подчасть 305t2 предоставляется в части 320h рукоятки, предоставленной во второй части 302 корпуса. Рабочая подчасть 305t2 представляет собой пример второй рабочей подчасти и выполнена с возможностью приводиться в действие посредством операции натягивания с помощью пальца руки, захватывающей часть 320h рукоятки. Следует отметить, что другие конфигурации машины 1C для обвязки арматурных стержней являются идентичными машине 1A для обвязки арматурных стержней по первому варианту осуществления.
[0166] Фиг. 23 является функциональной блок-схемой машины для обвязки арматурных стержней по третьему варианту осуществления. В машине 1C для обвязки арматурных стержней, блок 100E управления выполнен с возможностью обнаруживать выводы первого блока 15 вывода, выполненного с возможностью приводиться в действие посредством приведения в работу рабочей части 304t, второго блока 12A вывода, выполненного с возможностью приводиться в действие по мере того, как контактный элемент 9A прижимается к арматурным стержням S, и третьего блока 16 вывода, выполненного с возможностью приводиться в действие посредством приведения в работу рабочей подчасти 305t1, показанной на фиг. 21A и 21B или приведения в работу рабочей подчасти 305t2, показанной на фиг. 22. Блок 100E управления выполнен с возможностью управлять подающим электромотором 31, выполненным с возможностью приводить в действие подающие шестерни 30, и скручивающим электромотором 80, выполненным с возможностью приводить в действие скручивающий блок 7 и т.п., в ответ на выводы первого блока 15 вывода, второго блока 12A вывода и третьего блока 16 вывода, за счет этого выполняя последовательность операций обвязки арматурных стержней S с помощью проволоки W.
[0167] В дальнейшем описываются операции машины 1C для обвязки арматурных стержней по третьему варианту осуществления. Следует отметить, что операция обвязки, которая выполняется при захвате части 304h рукоятки обеими руками, является аналогичной примеру, описанному со ссылкой на фиг. 13, 15 и 16 и т.п.
[0168] Чтобы обвязывать арматурные стержни S на уровне ног рабочего, предполагается, что машина 1C для обвязки арматурных стержней используется с направляющей частью 5, обращенной вниз в состоянии, в котором рабочий стоит при захвате части 304h рукоятки обеими руками. По этой причине, захватная часть 304R части 304h рукоятки содержит рабочую часть 304t.
[0169] Следует отметить, что в случае, если арматурные стержни S, которые представляют собой обвязываемый объект, разнесены с зазором без контакта друг с другом в точке пересечения, т.е. в случае, если верхняя поверхность одного арматурного стержня S не входит в контакт с нижней поверхностью другого арматурного стержня S, рабочий может выполнять операцию обвязки при подъеме (коррекции позиции) одного или другого арматурного стержня S таким образом, что пересекающиеся арматурные стержни S входят в контакт между собой. В этом случае, поскольку рабочий находится в положении с согнутыми коленями присев, затруднительно захватывать захватную часть для части 304h рукоятки, предоставленной в первой части 301 корпуса, соединенной со второй частью 302 корпуса посредством соединительной части 303.
[0170] Следовательно, машина 1C для обвязки арматурных стержней имеет рабочую подчасть 305t1, предоставленную в стыковочной части 305 второй части 302 корпуса и соединительной части 303. Альтернативно, вторая часть 302 корпуса содержит рабочую подчасть 305t2.
[0171] В случае если машина 1C для обвязки арматурных стержней имеет такую форму, как показано на фиг. 21A и 21B, рабочий захватывает захватную часть 305h, предоставленную в стыковочной части 305 второй части 302 корпуса и соединительной части 303. Помимо этого, в случае если машина 1C для обвязки арматурных стержней имеет такую форму, как показано на фиг. 22, рабочий захватывает часть 320h рукоятки, предоставленную во второй части 302 корпуса.
[0172] В силу этого, в случае, показанном на фиг. 21A и 21B, рабочая подчасть 305t1 приводится в действие, и в случае, показанном на фиг. 22, рабочая подчасть 305t2 приводится в действие, и за счет этого вывод третьего блока 16 вывода становится включенным, и блок 100E управления обнаруживает то, что вывод третьего блока 16 вывода становится включенным.
[0173] Рабочий совмещает позицию направляющей части 5 с точкой пересечения двух арматурных стержней S и вставляет арматурные стержни S в отверстие 53 для вставки/вытаскивания. Рабочий прижимает контактные части 91A контактного элемента 9A к арматурным стержням S посредством операции перемещения машины 1C для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания.
[0174] Посредством операции перемещения машины 1C для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, к контактному элементу 9A прикладывается сила вдоль направления перемещения машины 1C для обвязки арматурных стержней таким образом, что контактные части 91A подталкиваются. В силу этого, контактные части 91A перемещаются в первом направлении, обозначаемом с помощью стрелки A1, так что контактный элемент 9A вращается вокруг вала 90A в качестве опорной точки, за счет этого перемещаясь в позицию для приведения в действие, как показано на фиг. 10B.
[0175] Когда контактный элемент 9A перемещается в позицию для приведения в действие, вращение соединительной части 92A вокруг вала 90A в качестве опорной точки заставляет смещающую часть 93A подталкивать вторую направляющую 52 к первой направляющей 51 таким образом, что вторая направляющая 52 перемещается во вторую позицию.
[0176] Когда вторая направляющая 52 перемещается во вторую позицию, вывод второго блока 12A вывода становится включенным, и блок 100E управления обнаруживает то, что вывод второго блока 12A вывода включен.
[0177] Когда обнаруживается то, что вывод второго блока 12A вывода становится включенным, в состоянии, в котором обнаруживается то, что вывод третьего блока 16 вывода становится включенным, блок 100E управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W.
[0178] В силу этого, можно выполнять операцию обвязки даже в положении, в котором невозможно захватывать захватную часть для части 304h рукоятки, предоставленной в первой части 301 корпуса.
[0179] Пример машины для обвязки арматурных стержней по четвертому варианту осуществления
Фиг. 24 является видом сбоку, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по четвертому варианту осуществления. Машина 1D для обвязки арматурных стержней по четвертому варианту осуществления имеет часть 330h рукоятки для переноса, предоставленную в соединительной части 303, выполненной с возможностью соединять первую часть 301 корпуса и вторую часть 302 корпуса. Другие конфигурации, например, являются аналогичными машине 1C для обвязки арматурных стержней, описанной со ссылкой на фиг. 21A и 21B.
[0180] В машине для обвязки арматурных стержней по каждому варианту осуществления, первая часть 301 корпуса и вторая часть 302 корпуса соединяются посредством удлиненной соединительной части 303. Первая часть 301 корпуса является тяжелой, поскольку аккумулятор 310B монтируется на ней. На другой стороне, вторая часть 302 корпуса также является тяжелой, поскольку в нем размещаются электромотор, выполненный с возможностью приводить в действие блок подачи, электромотор, выполненный с возможностью приводить в действие скручивающий блок, проволочная бобина и т.п. Следовательно, соединительная часть 303, выполненная с возможностью соединять первую часть 301 корпуса и вторую часть 302 корпуса, содержит часть 330h рукоятки для переноса таким образом, что можно переносить машину 1D для обвязки арматурных стержней в практически горизонтальном состоянии с балансировкой стороны первой части 301 корпуса и стороны второй части 302 корпуса.
[0181] Пример машины для обвязки арматурных стержней по пятому варианту осуществления
Фиг. 25A и 25B являются видами сбоку, иллюстрирующими основные части машины для обвязки арматурных стержней по пятому варианту осуществления.
[0182] Как описано со ссылкой на фиг. 1 и т.п., машина 1E для обвязки арматурных стержней применяется к машине для обвязки арматурных стержней, в которой первая часть 301 корпуса и вторая часть 302 корпуса соединяются посредством удлиненной соединительной части 303. Машина 1E для обвязки арматурных стержней включает в себя направляющую часть 5, выполненную с возможностью направлять проволоку. Направляющая часть 5 имеет первую направляющую 51 и вторую направляющую 52. Первая направляющая 51 и вторая направляющая 52 присоединяются к концевому фрагменту на передней стороне второй части 302 корпуса и протягиваются в первом направлении, обозначаемом с помощью стрелки A1. Вторая направляющая 52 предоставляется обращенной к первой направляющей 51 во втором направлении, обозначаемом с помощью стрелки A2, ортогональном к первому направлению. Вторая направляющая 52 также может быть выполнена с возможностью быть перемещаемой в направлении к и от первой направляющей 51 посредством вращения вокруг вала (не показан) в качестве опорной точки. Направляющая часть 5 имеет индукционную часть 59, выполненную с возможностью направлять арматурные стержни в отверстие 53 для вставки/вытаскивания. Индукционная часть 59 предоставляется на концевой стороне верхушки первой направляющей 51.
[0183] Машина 1E для обвязки арматурных стержней включает в себя контактный элемент 9B, с которым входят в контакт арматурные стержни S, вставленные в отверстие 53 для вставки/вытаскивания между первой направляющей 51 и второй направляющей 52. Контактный элемент 9B поддерживается с возможностью вращения посредством вала 90B и присоединяется ко второй части 302 корпуса через часть 11 крышки. Контактный элемент 9B имеет контактные части 91B, которые входят в контакт с арматурными стержнями S на одной стороне относительно вала 90B. Контактные части 91B контактного элемента 9B протягиваются из вала 90B к первой направляющей 51 во втором направлении, обозначаемом с помощью стрелки A2.
[0184] Контактный элемент 9B имеет вал 90B, предоставленный рядом с центром между первой направляющей 51 и второй направляющей 52. Контактный элемент 9B также имеет пару контактных частей 91B, предоставленных между первой направляющей 51 и второй направляющей 52 из окрестности части, поддерживаемой посредством вала 90B, к стороне первой направляющей 51. Контактные части 91B предоставляются с интервалом, через который может проходить проволока W, обвязывающая арматурные стержни S, на обеих сторонах в третьем направлении. Контактные части 91B протягиваются в левую и правую стороны первой направляющей 51.
[0185] Контактный элемент 9B выполнен с возможностью вращаться вокруг вала 90B в качестве опорной точки, за счет этого перемещаясь между позицией готовности (фиг. 25A), в которой контактные части 91B выступают из части 11 крышки в отверстие 53 для вставки/вытаскивания, и позицией для приведения в действие (фиг. 25B), в которой контактные части 91B приближаются вплотную к части 11 крышки. Контактный элемент 9B поджимается в направлении перемещения в позицию готовности посредством поджимающего элемента (не показан) и удерживается в позиции готовности.
[0186] Когда два пересекающихся арматурных стержня S вставляются в отверстие 53 для вставки/вытаскивания, один арматурный стержень S расположен в одной боковой части первой направляющей 51, и другой арматурный стержень S расположен в другой боковой части первой направляющей 51. Напротив, пара контактных частей 91B контактного элемента 9B протягивается из места между первой направляющей 51 и второй направляющей 52 к левой и правой сторонам первой направляющей 51. В силу этого, арматурные стержни S, вставленные в отверстие 53 для вставки/вытаскивания, надежно входят в контакт с контактными частями 91B таким образом, что контактный элемент 9B может перемещаться в позицию для приведения в действие. Помимо этого, контактные части 91B контактного элемента 9B перемещаются в первом направлении, обозначаемом с помощью стрелки A1, посредством операции вращения вокруг вала 90B в качестве опорной точки. В силу этого, контактные части 91B могут подталкиваться посредством операции перемещения машины 1E для обвязки арматурных стержней в направлении вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания, и необязательно перемещать машину 1E для обвязки арматурных стержней в другом направлении таким образом, чтобы приводить в действие контактный элемент 9B.
[0187] Машина 1E для обвязки арматурных стержней включает в себя второй блок 14A вывода, выполненный с возможностью обнаруживать то, что контактный элемент 9B перемещается в позицию для приведения в действие. Как показано на фиг. 25A, когда контактный элемент 9B перемещается в позицию готовности, контактные части 91B контактного элемента 9B перемещаются в направлении от перемещаемого элемента 140. Таким образом, в состоянии, в котором контактный элемент 9B перемещается в позицию готовности, вывод второго блока 14A вывода задается в качестве отключенного состояния. Напротив, когда контактные части 91B прижимаются к арматурным стержням, и контактный элемент 9B за счет этого перемещается в позицию для приведения в действие, контактные части 91B контактного элемента 9B перемещаются в направлении подталкивания перемещаемого элемента 140. Таким образом, в состоянии, в котором контактный элемент 9B перемещается в позицию для приведения в действие, вывод второго блока 14A вывода задается в качестве включенного состояния.
[0188] Когда обнаруживается то, что вывод второго блока 14A вывода становится включенным по мере того, как контактный элемент 9B перемещается в позицию для приведения в действие, в состоянии, в котором рабочая часть 304t приводится в работу, и в силу этого вывод первого блока 15 вывода включен, блок 100A управления, показанный на фиг. 12, управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, как описано выше.
[0189] Помимо этого, когда обнаруживается то, что вывод первого блока 15 вывода включен по мере того, как рабочая часть 304е приводится в работу, блок 100B управления, показанный на фиг. 14, начинает измерение времени посредством таймера 101T, и когда обнаруживается то, что вывод второго блока 14A вывода становится включенным, блок 100B управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, в течение предварительно определенного времени, как описано выше. Альтернативно, когда операция обвязки выполняется, блок 100B управления сбрасывает значение измерения времени и начинает измерение времени посредством таймера 101T, и когда обнаруживается то, что вывод второго блока 14A вывода становится включенным, блок 100B управления выполняет операцию обвязки в течение предварительно определенного времени после того, как выполняется операция обвязки. Помимо этого, когда обнаруживается то, что вывод первого блока 15 вывода выключен после того, как обнаруживается то, что вывод первого блока 15 вывода включен по мере того, как рабочая часть 304е приводится в работу, блок 100C управления, показанный на фиг. 17, начинает измерение времени посредством таймера 101T. В течение предварительно определенного времени после того, как обнаруживается то, что вывод первого блока 15 вывода выключен, блок 100C управления выполняет операцию обвязки, когда обнаруживается то, что вывод второго блока 14A вывода становится включенным. Следует отметить, что управление посредством блока 100D управления, показанного на фиг. 20, и управление посредством блока 100E управления, показанного на фиг. 23, также является аналогичным.
[0190] Пример машины для обвязки арматурных стержней по шестому варианту осуществления
Фиг. 26 является функциональной блок-схемой машины для обвязки арматурных стержней по шестому варианту осуществления. Машина 1F для обвязки арматурных стержней включает в себя блок 103 обнаружения, выполненный с возможностью обнаруживать арматурные стержни S. Блок 103 обнаружения сконструирован посредством контактного датчика, такого как пьезоэлектрический элемент, бесконтактного датчика, такого как датчик изображений и т.п., и выполнен с возможностью обнаруживать то, что арматурные стержни S вставляются в отверстие 53 для вставки/вытаскивания между первой направляющей 51 и второй направляющей 52, показанной на фиг. 1, и т.п.
[0191] В состоянии, в котором обнаруживается то, что вывод первого блока 15 вывода включен по мере того, как рабочая часть 304е приводится в работу, когда обнаруживается то, что вывод блока 103 обнаружения становится включенным по мере того, как арматурные стержни S вставляются в отверстие 53 для вставки/вытаскивания, блок 100F управления выполняет операцию обвязки. Альтернативно, когда обнаруживается то, что вывод первого блока 15 вывода включен по мере того, как рабочая часть 304е приводится в работу, блок 100F управления начинает измерение времени посредством таймера (не показан), и в течение предварительно определенного времени, когда обнаруживается то, что вывод блока 103 обнаружения становится включенным, блок 100F управления выполняет операцию обвязки. Альтернативно, когда операция обвязки выполняется, блок 100F управления сбрасывает значение измерения времени и начинает измерение времени посредством таймера, и в течение предварительно определенного времени с момента, когда операция обвязки выполняется, когда обнаруживается то, что вывод блока 103 обнаружения становится включенным, блок обнаружения 100F выполняет операцию обвязки. Помимо этого, после того, как обнаруживается то, что вывод первого блока 15 вывода включен по мере того, как рабочая часть 304е приводится в работу, когда обнаруживается то, что вывод первого блока 15 вывода выключен, блок 100F управления начинает измерение времени посредством таймера (не показан). В течение предварительно определенного времени с момента, когда обнаруживается то, что вывод первого блока 15 вывода выключен, когда обнаруживается то, что вывод блока 103 обнаружения становится включенным, блок 100F управления выполняет операцию обвязки.
[0192] Пример машины для обвязки арматурных стержней по седьмому варианту осуществления
Фиг. 27 является функциональной блок-схемой машины для обвязки арматурных стержней по седьмому варианту осуществления, фиг. 28A является видом сбоку, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по седьмому варианту осуществления, и фиг. 28B является видом сзади, иллюстрирующим пример общей конфигурации машины для обвязки арматурных стержней по седьмому варианту осуществления. Машина 1G для обвязки арматурных стержней по седьмому варианту осуществления включает в себя первую часть 301 корпуса, выполненную с возможностью удерживаться посредством руки, вторую часть 302 корпуса, имеющую механизм для обвязки арматурных стержней S с помощью проволоки W, и удлиненную соединительную часть 303, выполненную с возможностью соединять первую часть 301 корпуса и вторую часть 302 корпуса. Первая часть 301 корпуса имеет пару частей 304hL и 304hR рукоятки, которые могут захватываться рабочим. Первая часть 301 корпуса также имеет переключатель 110 подачи мощности, с помощью которого выполняются операции отсекания и включения подачи мощности машины 1G для обвязки арматурных стержней, и рабочий блок 111, имеющий круговую ручку регулировки, допускающую регулирование вяжущей силы.
[0193] Машина 1G для обвязки арматурных стержней включает в себя блок 15G вывода, выполненный с возможностью обнаруживать то, что вторая направляющая 52 перемещается во вторую позицию, или контактный элемент 9A перемещается в позицию для приведения в действие, и выводить сигнал и датчик 350 обнаружения направления, выполненный с возможностью обнаруживать направление направляющей части 5 относительно направления силы тяжести, которое представляет собой направление машины 1G для обвязки арматурных стержней, и выводить сигнал. В машине 1G для обвязки арматурных стержней, выводы блока 15G вывода и датчика 350 обнаружения направления обнаруживаются посредством блока 100G управления. В машине 1G для обвязки арматурных стержней, рабочая часть не предоставляется в части 304h рукоятки.
[0194] Блок 100G управления выполнен с возможностью управлять подающим электромотором 31, выполненным с возможностью приводить в действие подающие шестерни 30, и скручивающим электромотором 80, выполненным с возможностью приводить в действие скручивающий блок 7 и т.п., в ответ на выводы блока 15G вывода и датчика 350 обнаружения направления, за счет этого выполняя последовательность операций обвязки арматурных стержней S с помощью проволоки W.
[0195] В настоящем примере, в состоянии, в котором контактный элемент 9A перемещается в позицию готовности, вывод блока 15G вывода задается в качестве отключенного состояния. Помимо этого, в состоянии, в котором контактный элемент 9A перемещается в позицию для приведения в действие, вывод блока 15G вывода задается в качестве включенного состояния.
[0196] Дополнительно, в состоянии, в котором направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, в котором направляющая часть 5 обращена вниз, вывод датчика 350 обнаружения направления задается в качестве включенного состояния, и в состоянии, в котором направление машины 1G для обвязки арматурных стержней находится в пределах диапазона E2 за пределами предварительно определенного допустимого диапазона обвязки, вывод датчика 350 обнаружения направления задается в качестве отключенного состояния.
[0197] Фиг. 29A является видом в перспективе, иллюстрирующим датчик обнаружения направления по первому варианту осуществления. Датчик 350A обнаружения направления по первому варианту осуществления представляет собой пример блока обнаружения направления и включает в себя датчик 351 ускорения, переключатель 252, выполненный с возможностью переключать то, осуществляется или нет обнаружение посредством датчика 351 ускорения, и рабочую часть 353, выполненную с возможностью переключать включенное и выключенное состояния переключателя 352.
[0198] Датчик 350A обнаружения направления предоставляется во второй части 302 корпуса. В настоящем примере, датчик 350A обнаружения направления предоставляется в блоке 360 электрических компонентов, показанном на фиг. 28A. В блоке 360 электрических компонентов размещается подложка, на которой монтируются компоненты блока 100G управления, электрической схемы, выполненной с возможностью приводить в действие подающий электромотор 31 и скручивающий электромотор 80, и т.п.
[0199] Датчик 351 ускорения выполнен с возможностью обнаруживать направление машины 1G для обвязки арматурных стержней посредством обнаружения ускорения, по меньшей мере, в одном осевом направлении. Включенные и выключенные состояния переключателя 352 переключаются посредством рабочей части 353 таким образом, что переключается то, следует признавать допустимым или недопустимым обнаружение посредством датчика 351 ускорения.
[0200] Фиг. 29B является видом в перспективе, иллюстрирующим датчик обнаружения направления по второму варианту осуществления. Датчик 350B обнаружения направления по второму варианту осуществления представляет собой пример блока обнаружения направления, составляющего датчик силы тяжести, и включает в себя фотодатчик 354, маятник 355, который обнаруживается посредством фотодатчика 354, и рабочую часть 356, выполненную с возможностью переключать то, осуществляется или нет приведение в действие маятника 355.
[0201] Датчик 350B обнаружения направления предоставляется во второй части 302 корпуса. В настоящем примере, датчик 350B обнаружения направления предоставляется в блоке 360 электрических компонентов, показанном на фиг. 28A.
[0202] Маятник 355 выполнен с возможностью вращаться вокруг вала 355a в качестве опорной точки, согласно направлению машины 1G для обвязки арматурных стержней, и переключается то, следует или нет выполнять обнаружение посредством фотодатчика 354 таким образом, что направление машины 1G для обвязки арматурных стержней обнаруживается. Переключается то, следует или нет приводить в действие маятник 355 посредством рабочего блока 356, так что переключается то, следует признавать допустимым или недопустимым обнаружение посредством фотодатчика 354.
[0203] Фиг. 30A является блок-схемой последовательности операций способа, иллюстрирующей пример операций машины для обвязки арматурных стержней по седьмому варианту осуществления. В дальнейшем описывается пример операций обвязки арматурных стержней S с помощью проволоки W посредством машины 1G для обвязки арматурных стержней. Чтобы обвязывать арматурные стержни S на уровне ног рабочего, машина 1G для обвязки арматурных стержней используется с направляющей частью 5, обращенной вниз в состоянии, в котором рабочий стоит. Рабочий захватывает части 304h рукоятки машины 1G для обвязки арматурных стержней обеими руками, совмещает позицию направляющей части 5 с точкой пересечения двух арматурных стержней S и вставляет арматурные стержни S в отверстие 53 для вставки/вытаскивания.
[0204] В ходе операции вставки арматурных стержней S в отверстие 53 для вставки/вытаскивания между первой направляющей 51 и второй направляющей 52, машина 1G для обвязки арматурных стержней перемещается в первом направлении, обозначаемом с помощью стрелки A1. Вследствие относительного перемещения машины 1G для обвязки арматурных стержней и арматурных стержней S, контактная часть 9A подталкивается посредством силы вдоль первого направления и в силу этого перемещается в позицию для приведения в действие.
[0205] Когда контактный элемент 9A перемещается в позицию для приведения в действие, вывод блока 15G вывода изменяется с отключенного состояния на включенное состояние. Кроме того, когда контактный элемент 9A перемещается в позицию для приведения в действие, вторая направляющая 52 перемещается во вторую позицию.
[0206] На этапе SF1 по фиг. 30A, блок 100G управления обнаруживает то, находится или нет направление машины 1G для обвязки арматурных стержней в предварительно определенном допустимом диапазоне E1 обвязки, и то, находится или нет датчик 350 обнаружения направления во включенном состоянии.
[0207] В состоянии, в котором датчик 350 обнаружения направления становится включенным, и направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, когда на этапе SF2 по фиг. 30A обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, блок 100G управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SF3.
[0208] В состоянии, в котором датчик 350 обнаружения направления не находится во включенном состоянии, т.е. датчик 350 обнаружения направления находится в отключенном состоянии, и направление машины 1G для обвязки арматурных стержней находится в пределах диапазона E2 за пределами предварительно определенного допустимого диапазона обвязки, когда на этапе SF4 по фиг. 30A обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, блок 100G управления уведомляет на этапе SF5 в отношении того, что операция обвязки не может выполняться, посредством загорания лампы (не показана), звука и т.п.
[0209] После уведомления в отношении того, что операции обвязки не может выполняться, когда обнаруживается то, что блок 15G вывода становится выключенным по мере того, как контактный элемент 9A перемещается в позицию готовности, и подача мощности отсекается и включается посредством операции с переключателем 110 подачи мощности, блок 100G управления возвращается к этапу SF1. Затем в состоянии, в котором датчик 350 обнаружения направления становится включенным, и направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, когда обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, операция обвязки выполняется.
[0210] Альтернативно, после уведомления в отношении того, что операции обвязки не может выполняться, когда обнаруживается то, что блок 15G вывода становится выключенным по мере того, как контактный элемент 9A перемещается в позицию готовности, блок 100G управления возвращается к этапу SF1. Затем в состоянии, в котором датчик 350 обнаружения направления становится включенным, и направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, когда обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, операция обвязки выполняется.
[0211] Альтернативно, блок 100G управления возвращается к этапу SF1 после уведомления в отношении того, что операции обвязки не может выполняться. Затем в состоянии, в котором датчик 350 обнаружения направления становится включенным, и направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, когда обнаруживается то, что блок 15G вывода остается во включенном состоянии по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, операция обвязки выполняется.
[0212] Фиг. 30B является блок-схемой последовательности операций способа, иллюстрирующей другой пример операций машины для обвязки арматурных стержней по седьмому варианту осуществления. Ниже описывается другой пример операций обвязки арматурных стержней S с помощью проволоки W посредством машины 1G для обвязки арматурных стержней.
[0213] В состоянии, в котором на этапе SG1 по фиг. 30B обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, блок 100G управления обнаруживает на этапе SG2 по фиг. 30B то, находится или нет машина 1A для обвязки арматурных стержней в предварительно определенном допустимом диапазоне E1 обвязки, и то, включен или нет датчик 350 обнаружения направления.
[0214] В состоянии, в котором обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, когда обнаруживается то, что датчик 350 обнаружения направления становится включенным, поскольку направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, блок 100G управления управляет подающим электромотором 31 и скручивающим электромотором 80 таким образом, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, на этапе SG3.
[0215] В состоянии, в котором обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, когда обнаруживается то, что датчик 350 обнаружения направления не находится во включенном состоянии, т.е. направление машины 1G для обвязки арматурных стержней находится в пределах диапазона E2 за пределами предварительно определенного допустимого диапазона обвязки, и датчик 350 обнаружения направления находится в отключенном состоянии, блок 100G управления уведомляет на этапе SG4 в отношении того, что операция обвязки не может выполняться, посредством загорания лампы (не показана), звука и т.п.
[0216] После уведомления в отношении того, что операции обвязки не может выполняться, когда обнаруживается то, что блок 15G вывода становится выключенным по мере того, как контактный элемент 9A перемещается в позицию готовности, и подача мощности отсекается и включается посредством операции с переключателем 110 подачи мощности, блок 100G управления возвращается к этапу SG1. После этого, когда обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, и датчик 350 обнаружения направления находится во включенном состоянии, операция обвязки выполняется.
[0217] Альтернативно, после уведомления в отношении того, что операции обвязки не может выполняться, когда обнаруживается то, что блок 15G вывода становится выключенным по мере того, как контактный элемент 9A перемещается в позицию готовности, блок 100G управления возвращается к этапу SG1. После этого, когда обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, и датчик 350 обнаружения направления находится во включенном состоянии, операция обвязки выполняется.
[0218] Альтернативно, после уведомления в отношении того, что операции обвязки не может выполняться, блок 100G управления возвращается к этапу SG1. После этого, когда обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, направление машины 1G для обвязки арматурных стержней находится в пределах предварительно определенного допустимого диапазона E1 обвязки, и датчик 350 обнаружения направления находится во включенном состоянии, операция обвязки выполняется.
[0219] Следует отметить, что в состоянии, в котором обнаруживается то, что направление машины 1G для обвязки арматурных стержней находится в пределах диапазона E2 за пределами предварительно определенного допустимого диапазона обвязки, и датчик 350 обнаружения направления находится в отключенном состоянии, когда обнаруживается то, что блок 15G вывода становится включенным по мере того, как контактный элемент 9A перемещается в позицию для приведения в действие, могут выполняться различные настройки машины 1G для обвязки арматурных стержней. Дополнительно, в состоянии, в котором обнаружение датчика 350 (350A, 350B) обнаружения направления признается недопустимым, блок 100G управления может не выполнять операцию обвязки и может активировать настройки машины 1G для обвязки арматурных стержней посредством операции контактного элемента 9A. Помимо этого, в состоянии, в котором обнаружение датчика 350 (350A, 350B) обнаружения направления признается допустимым, когда направление не может обнаруживаться из вывода датчика 350 (350A, 350B) обнаружения направления, блок 100G управления может определять то, что сбой возникает в датчике 350 (350A, 350B) обнаружения направления, и выдавать уведомление.
[0220] Допустимый диапазон обвязки также может переключаться. Например, машина 1G для обвязки арматурных стержней содержит рабочий блок 111, такой как круговая ручка регулировки, допускающая регулирование вяжущей силы, так что допустимый диапазон обвязки может переключаться с использованием рабочего блока 111. Допустимый диапазон обвязки также может переключаться посредством настройки посредством операции контактного элемента 9A, включения и выключения подачи мощности посредством операции с переключателем 110 подачи мощности и т.п. Допустимый диапазон обвязки также может переключаться посредством комбинаций приведения в работу рабочего блока 111, операции контактного элемента 9A, включения и выключения подачи мощности посредством операции с переключателем 110 подачи мощности и т.п.
[0221] В машине 1G для обвязки арматурных стержней по седьмому варианту осуществления, часть 304h рукоятки не содержит рабочую часть, и переключается то, следует или нет выполнять операцию обвязки, согласно направлению машины 1G для обвязки арматурных стержней, в дополнение к перемещению контактного элемента 9A в позицию для приведения в действие или перемещению второй направляющей 52 во вторую позицию. В силу этого, операция упрощается, и может подавляться возникновение ошибочной операции.
[0222] Следует отметить, что датчик ускорения используется в качестве датчика 350 обнаружения направления таким образом, что может обнаруживаться толчок, прикладываемый к машине 1G для обвязки арматурных стержней. Следовательно, когда обнаруживается то, что предварительно определенный толчок прикладывается к машине 1G для обвязки арматурных стержней, блок 100G управления может определять то, что арматурные стержни S входят в контакт, и выполнять операцию обвязки. В этом случае, необязательно предоставлять блок обнаружения, выполненный с возможностью обнаруживать то, что контактный элемент 9A перемещается в позицию для приведения в действие, и вторая направляющая 52 перемещается во вторую позицию.
Настоящая заявка основана на заявке на патент (Япония) № 2018-168249, поданной 7 сентября 2018 года, и 2019-156058, поданной 28 августа 2019 года, содержимое которых содержится в данном документе по ссылке.
Список номеров ссылок
[0223] 1A, 1B, 1C, 1D, 1E, 1F, 1G - машина для обвязки арматурных стержней, 11 - часть крышки, 12A, 14A - второй блок вывода, 120 - перемещаемый элемент, 15, 15R, 15L - первый блок вывода, 15G - блок вывода, 16 - третий блок вывода, 2 - размещающая часть, 20 - проволочная бобина, 3 - блок подачи, 30 - подающая шестерня, 31 - подающий электромотор, 4 - регулирующая часть, 42 - регулирующий элемент, 43 - регулирующий элемент, 44 - трансмиссионный механизм, 5 - направляющая часть, 51 - первая направляющая, 51g - направляющая поверхность, 51h - фрагмент паза, 51c - концевой фрагмент, 52 - вторая направляющая, 52a - боковая направляющая, 52b - вал, 52c - концевой фрагмент, 53 - отверстие для вставки/вытаскивания, 54 - поджимающий элемент, 59 - индукционная часть, 6 - режущий блок, 60 - часть с неподвижным лезвием, 60a - отверстие, 61 - часть с подвижным лезвием, 62 - трансмиссионный механизм, 7 - скручивающий блок, 70 - зацепляющая часть, 71 - приводная часть, 8 - блок привода, 80 - скручивающий электромотор, 81 - редуктор, 82 - вращательный вал, 83 - перемещаемый элемент, 9A, 9B - контактный элемент, 90A, 90B - вал, 91A, 91B - контактная часть, 92A - соединительная часть, 93A - смещающая часть, 100A, 100B, 100C, 100D, 100E, 100G - блок управления, 101T - таймер, 103 - блок обнаружения, 110 - переключатель подачи мощности, 111 - рабочая часть, 301 - первая часть корпуса, 302 - вторая часть корпуса, 303 - соединительная часть, 304h - часть рукоятки, 304L, 304R - захватная часть, 304t, 304tR, 304tL - рабочая часть, 305 - стыковочная часть, 305h - захватная часть, 305t1 - рабочая подчасть (первая рабочая подчасть), 305t2 - рабочая подчасть (вторая рабочая подчасть), 320h - часть рукоятки, 350 (350A, 350B) - датчик обнаружения направления (блок обнаружения направления), W - проволока
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБВЯЗОЧНАЯ МАШИНА | 2019 |
|
RU2801194C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2019 |
|
RU2797819C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2021 |
|
RU2818274C2 |
| Обвязочная машина | 2021 |
|
RU2812842C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2021 |
|
RU2807053C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2021 |
|
RU2818741C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2021 |
|
RU2806762C2 |
| Обвязочная машина | 2021 |
|
RU2807791C2 |
| КАТУШКА ДЛЯ ПРОВОЛОКИ | 2013 |
|
RU2550458C2 |
| КАТУШКА ДЛЯ ПРОВОЛОКИ, МАШИНА ДЛЯ ОБВЯЗКИ АРМАТУРЫ И СПОСОБ ОПРЕДЕЛЕНИЯ ИНФОРМАЦИИ О ВРАЩЕНИИ | 2009 |
|
RU2498874C2 |
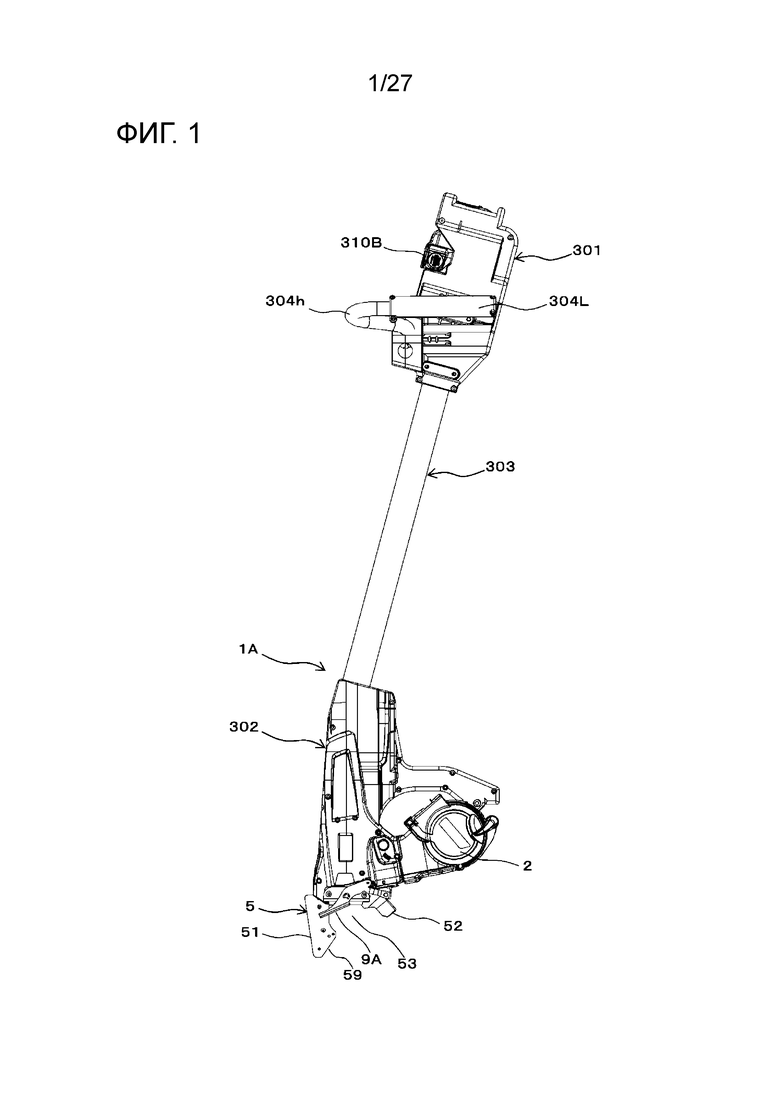
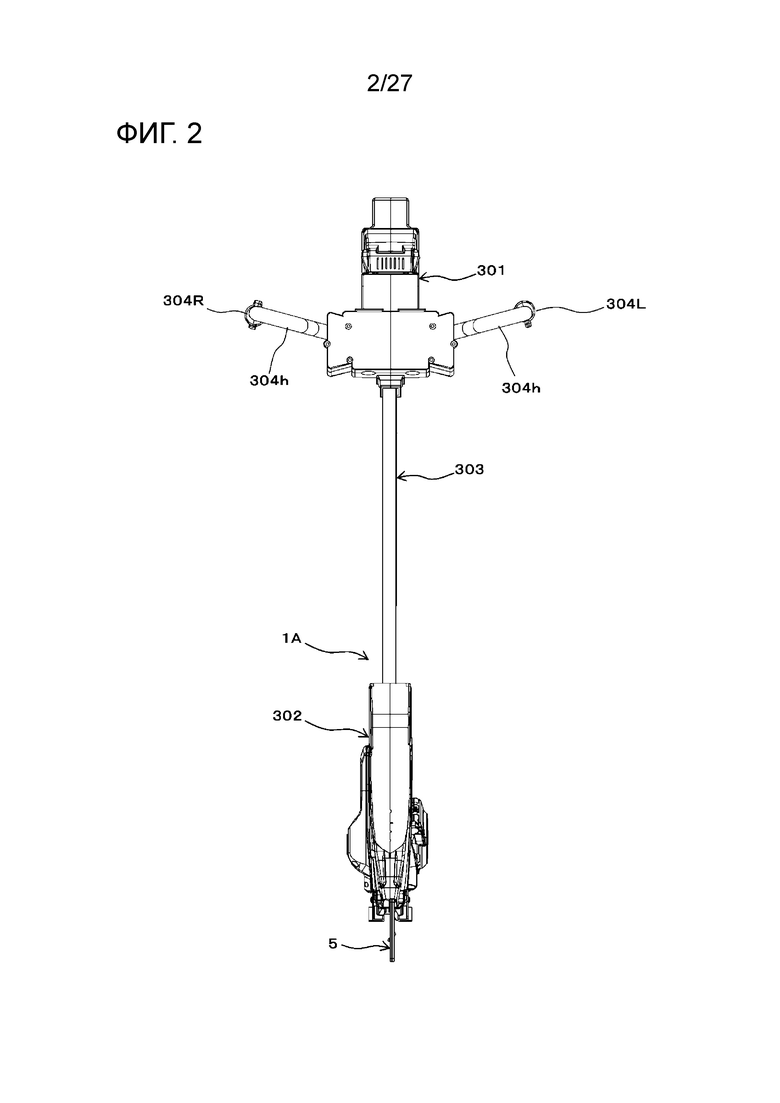
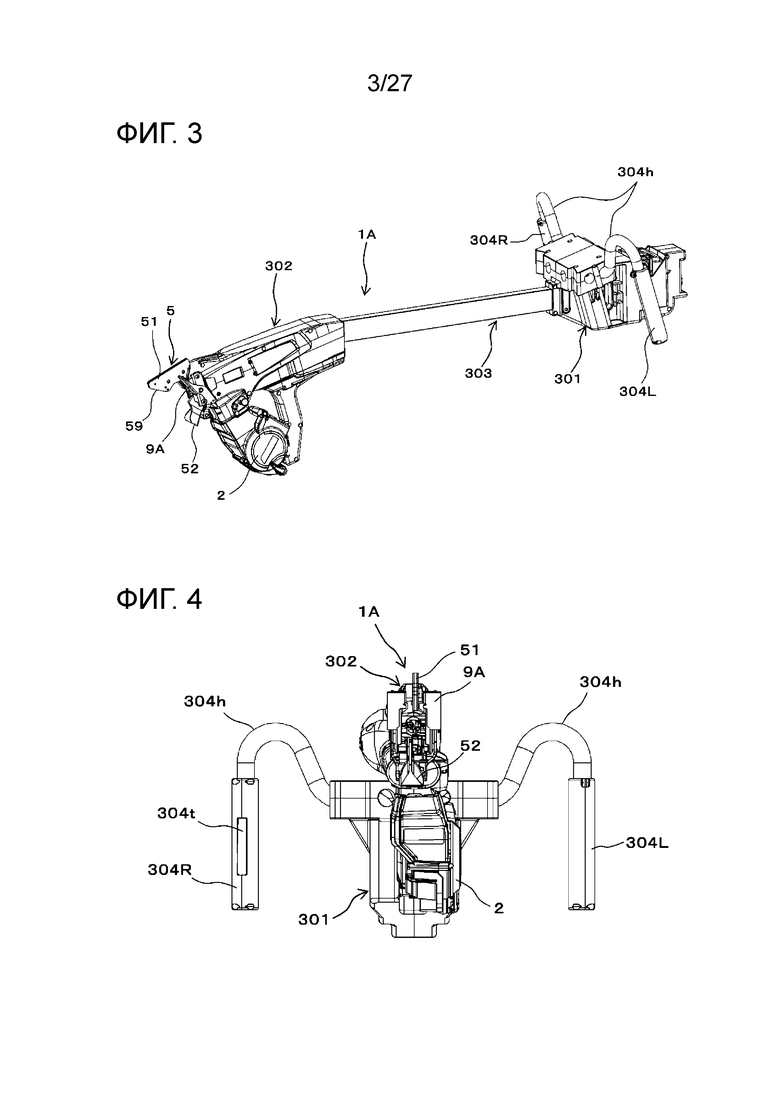
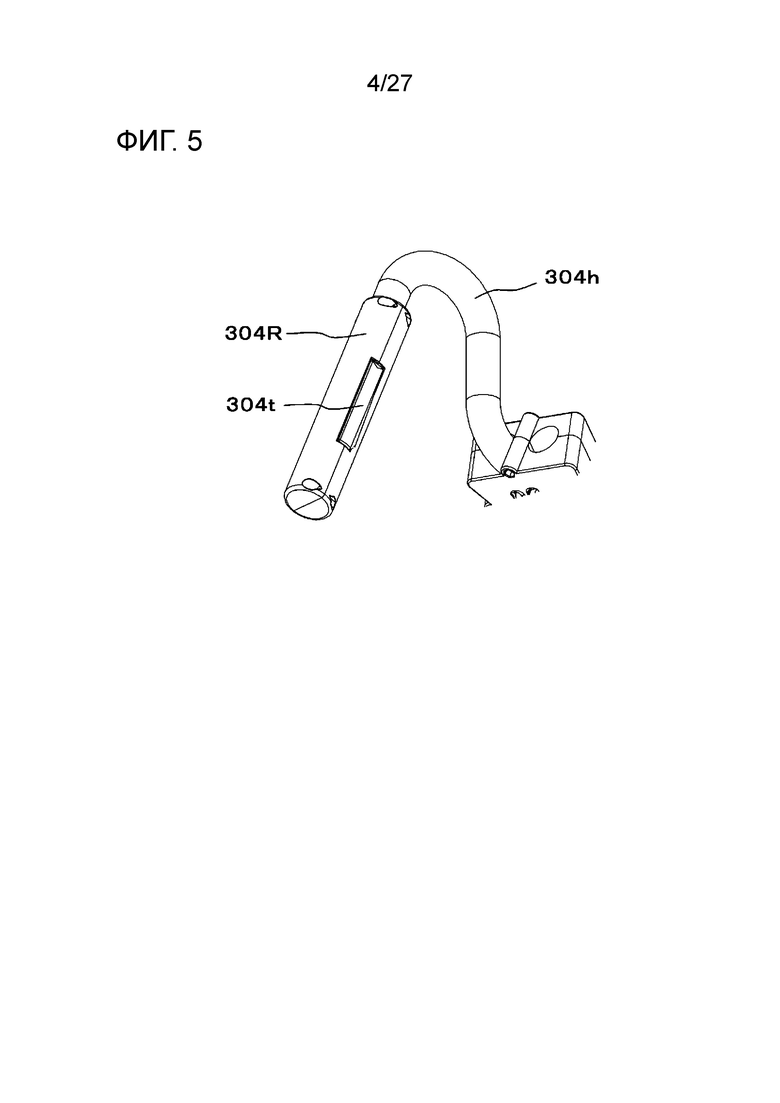
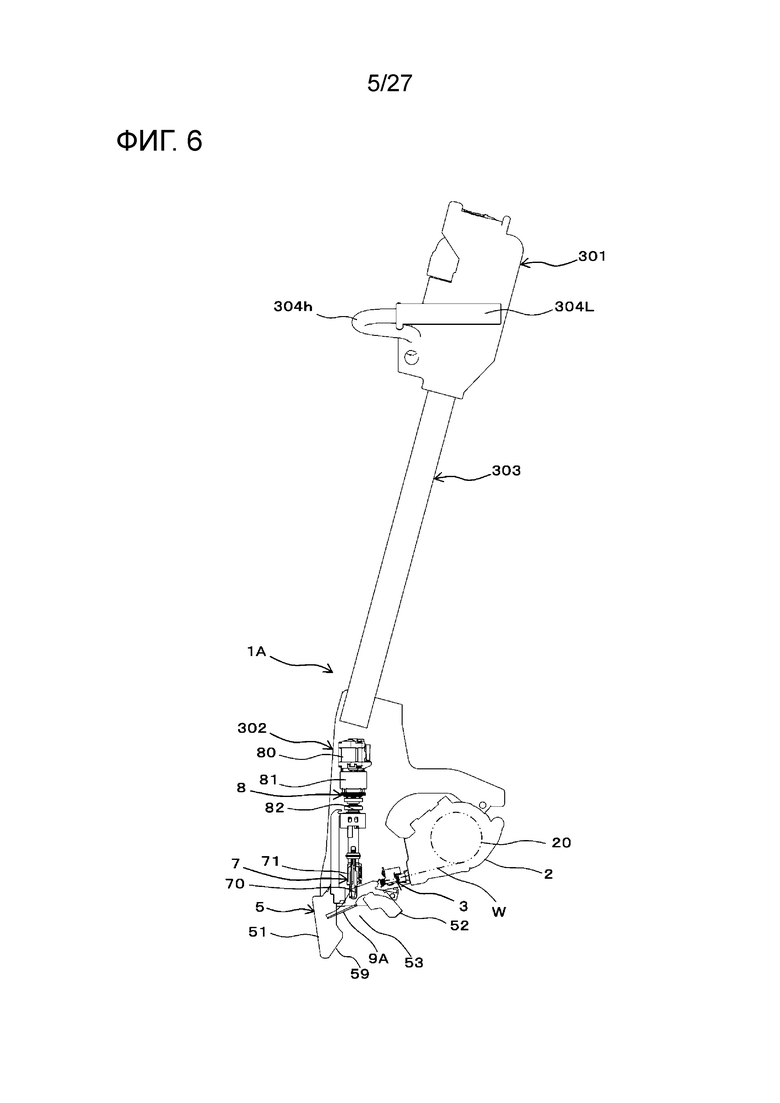
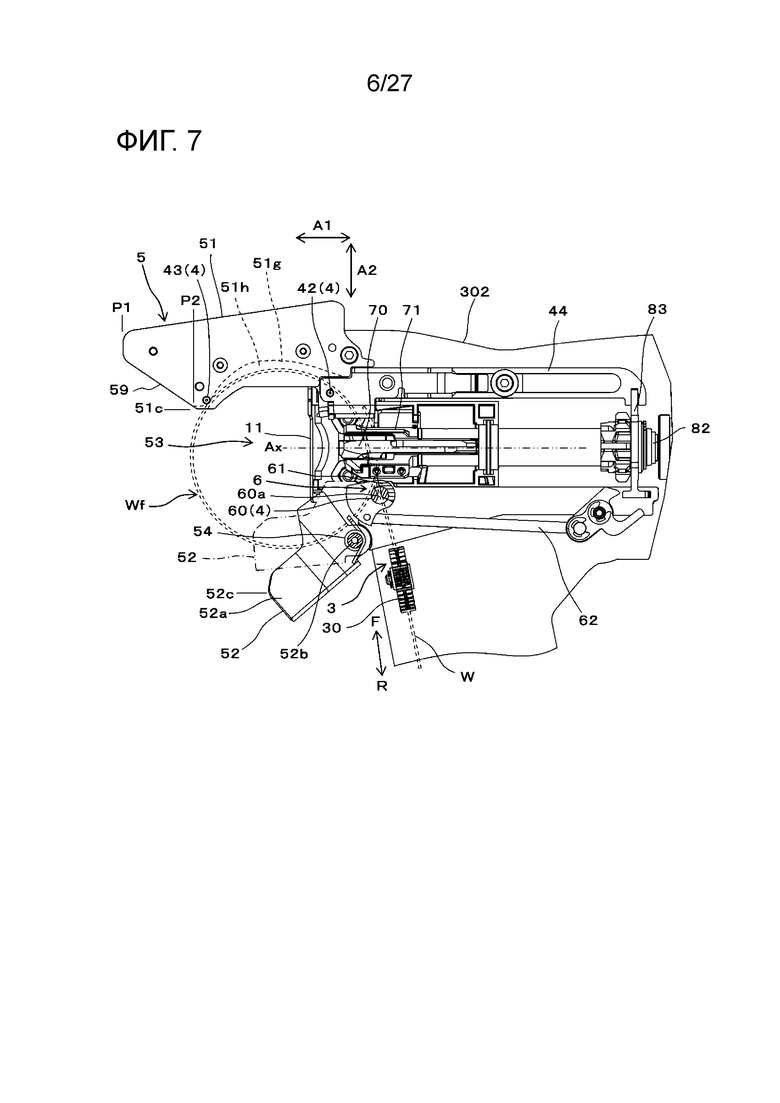
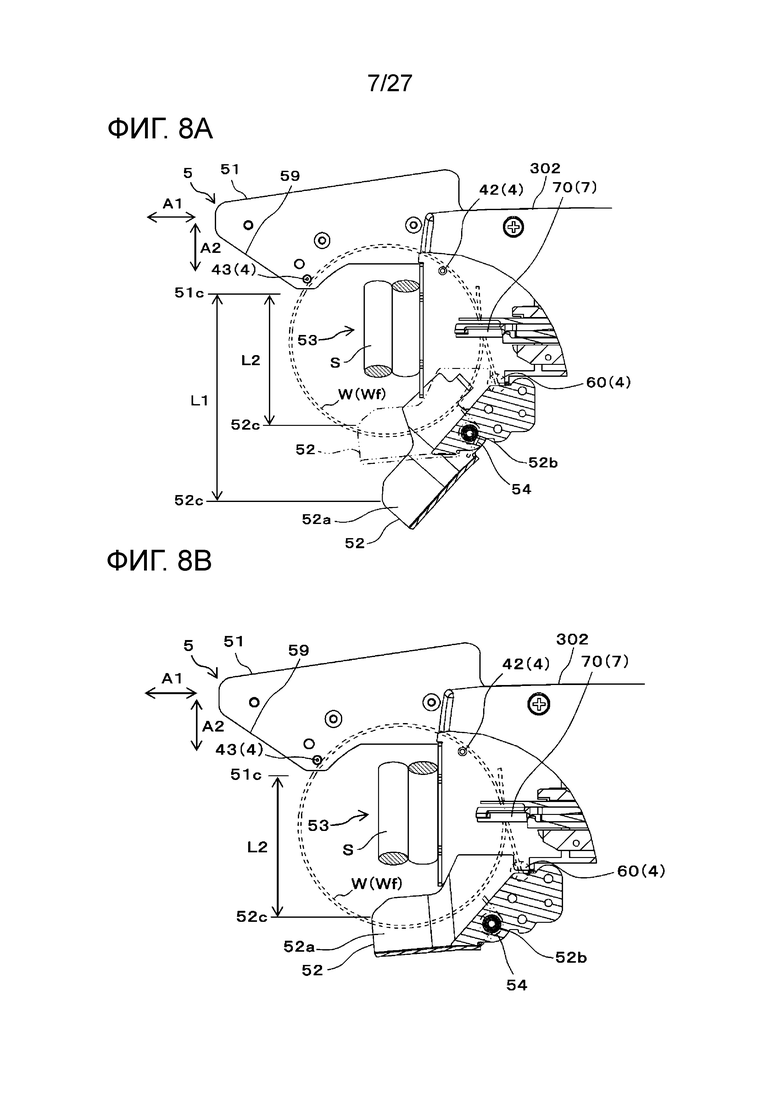
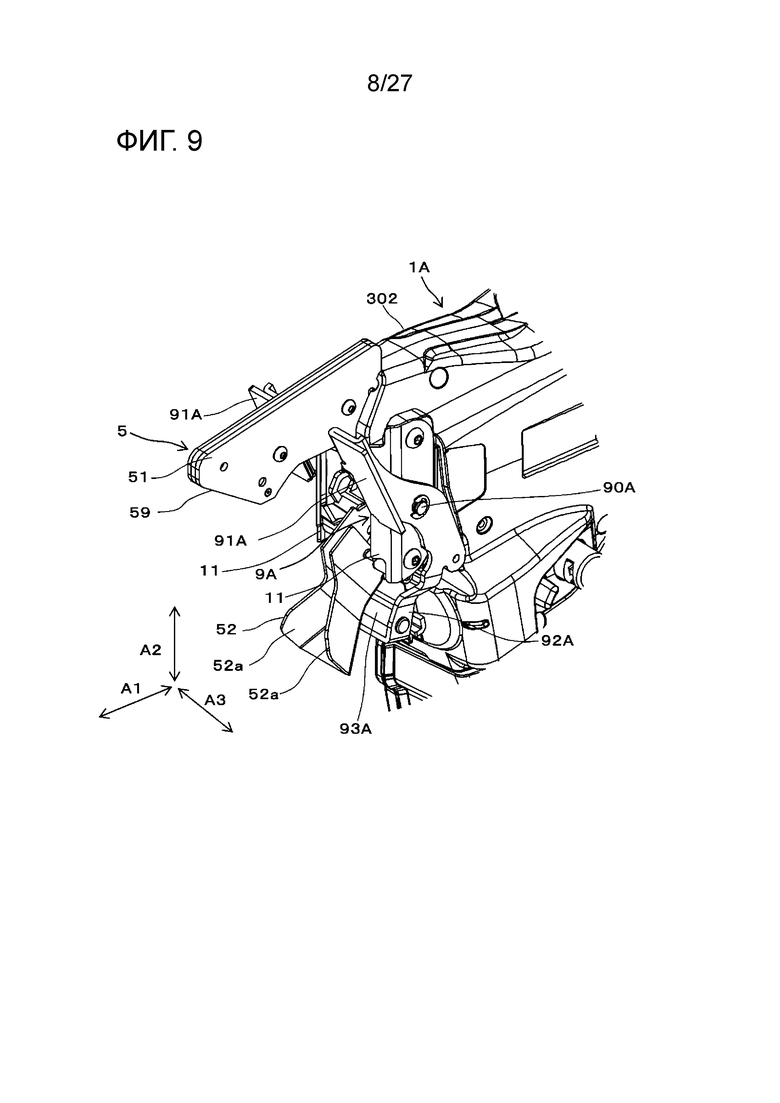
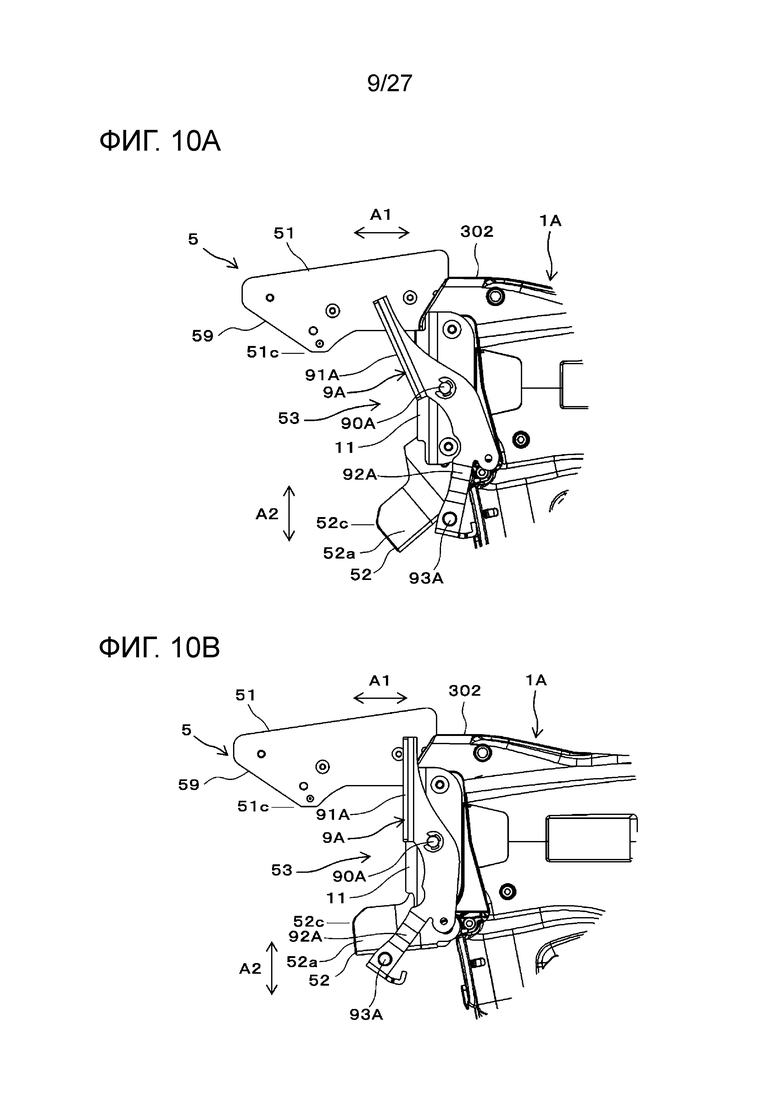
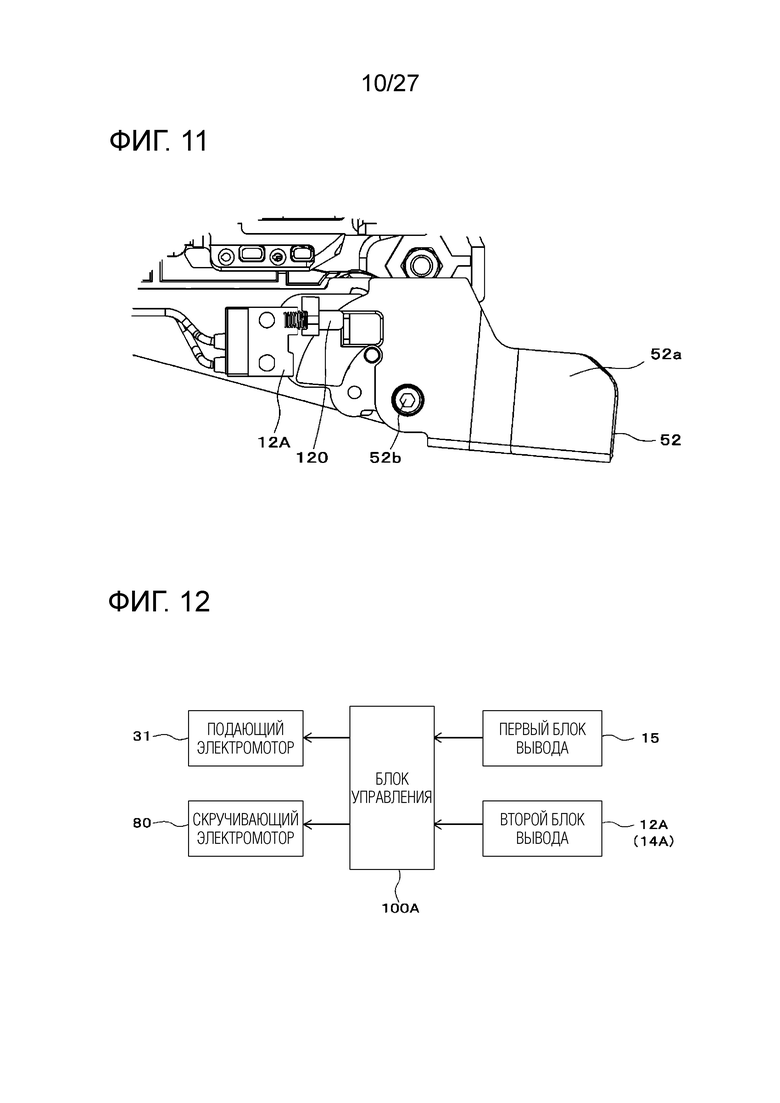
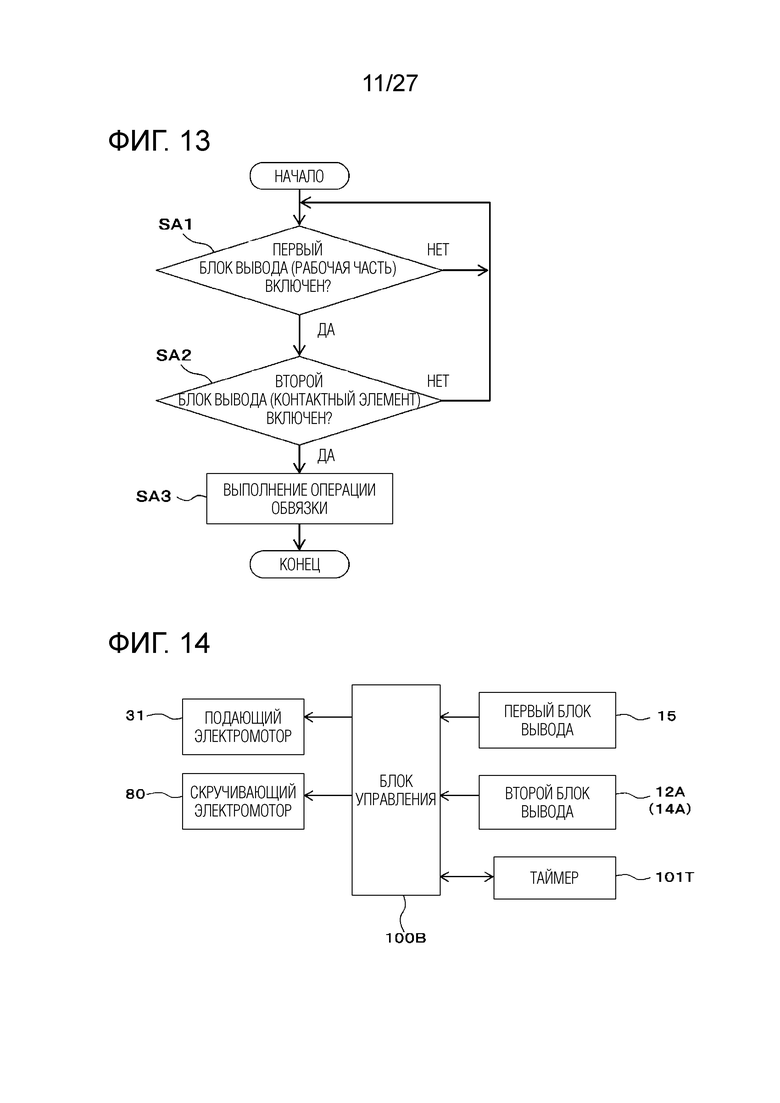
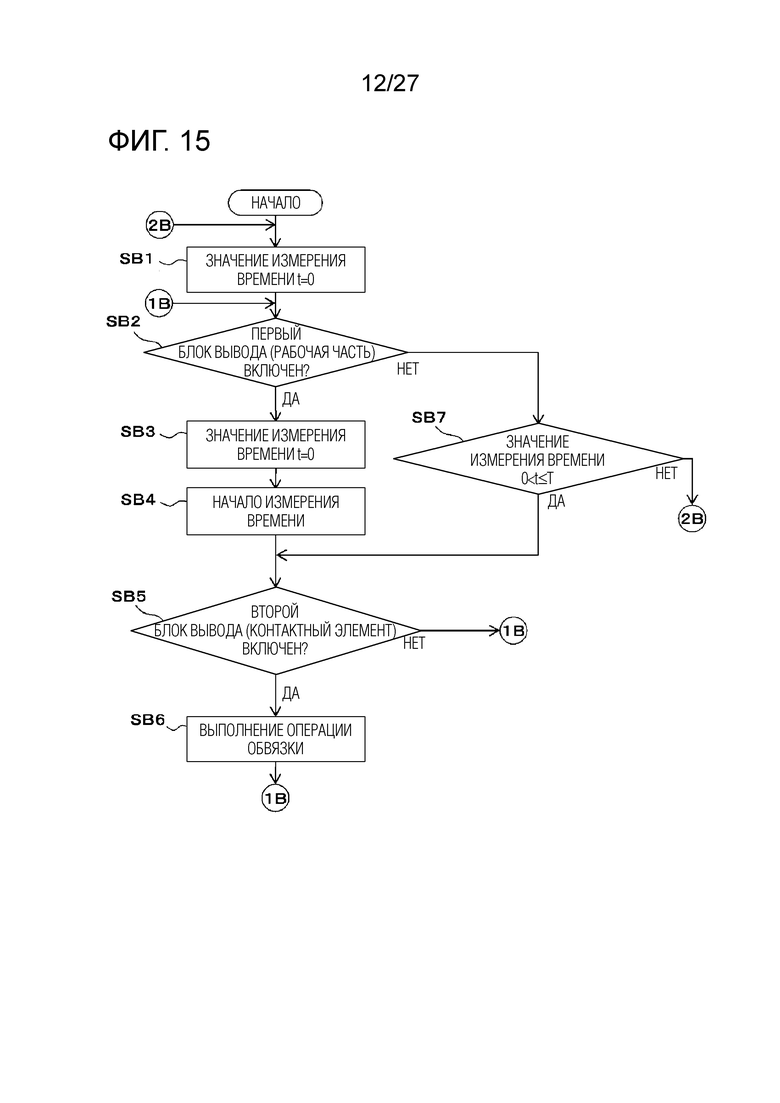
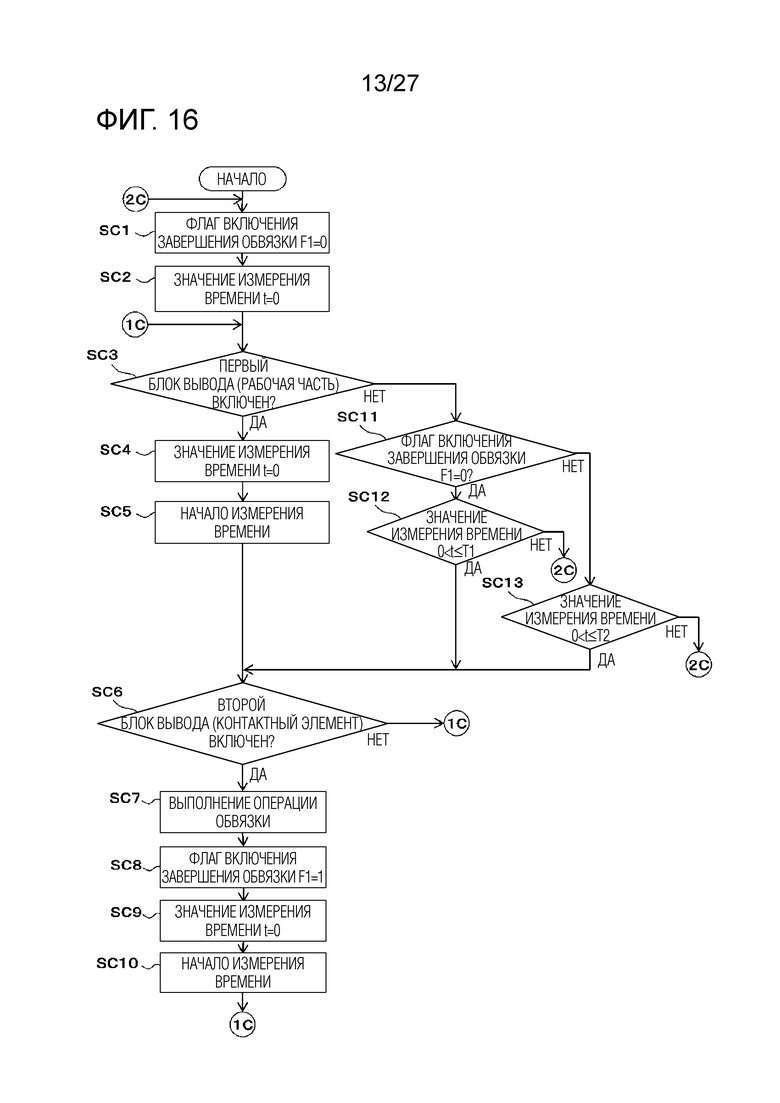
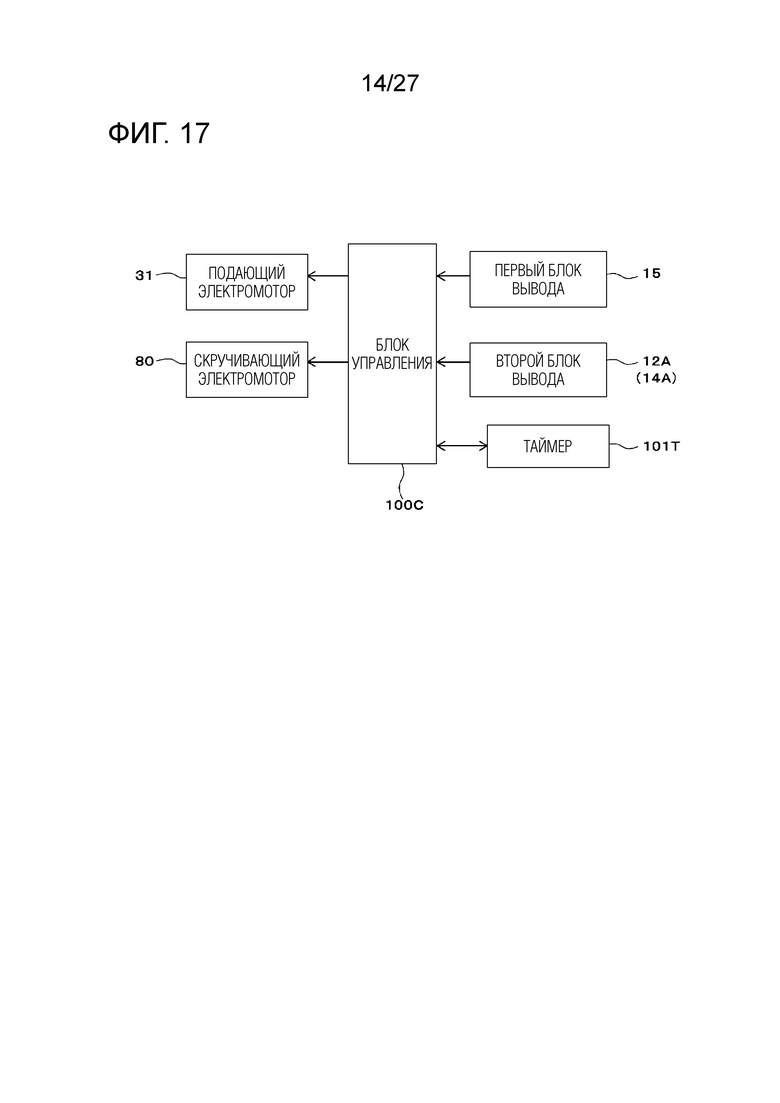
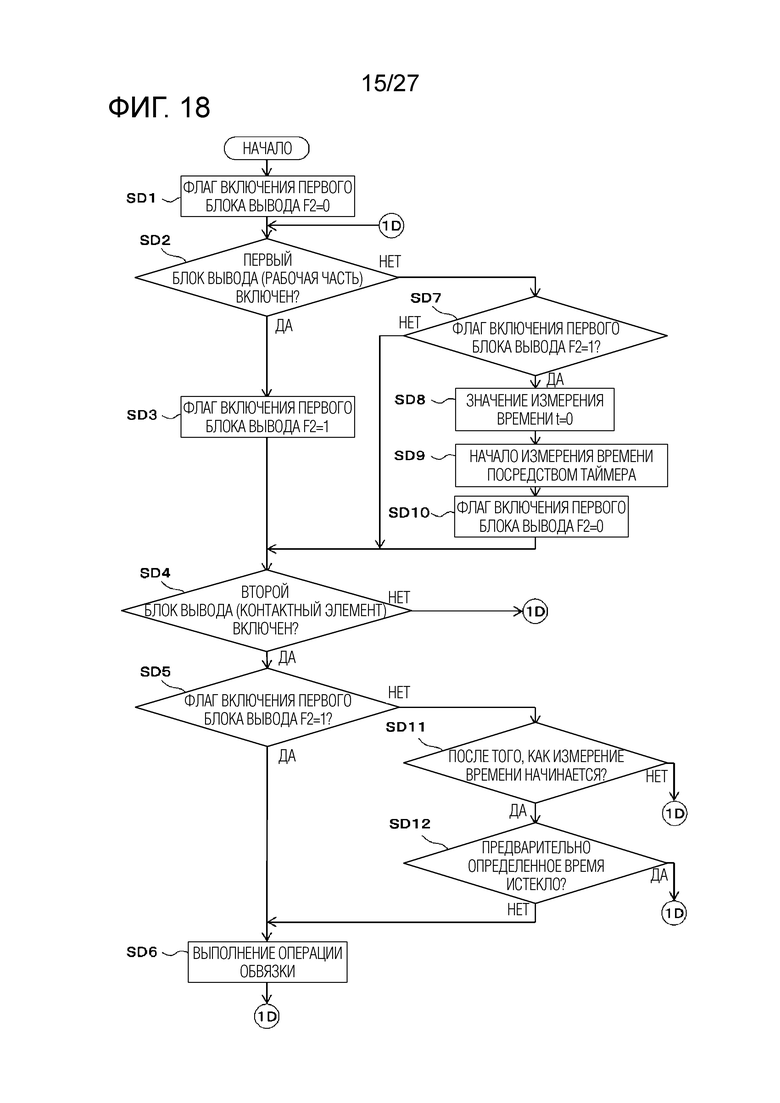
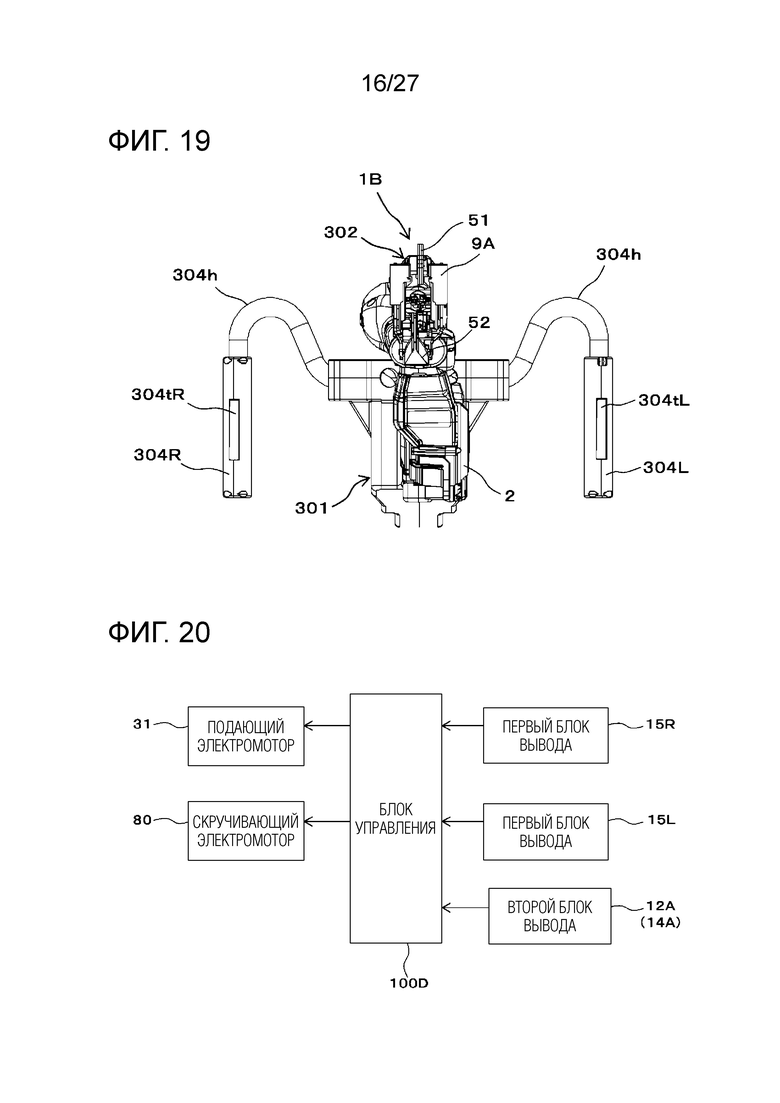
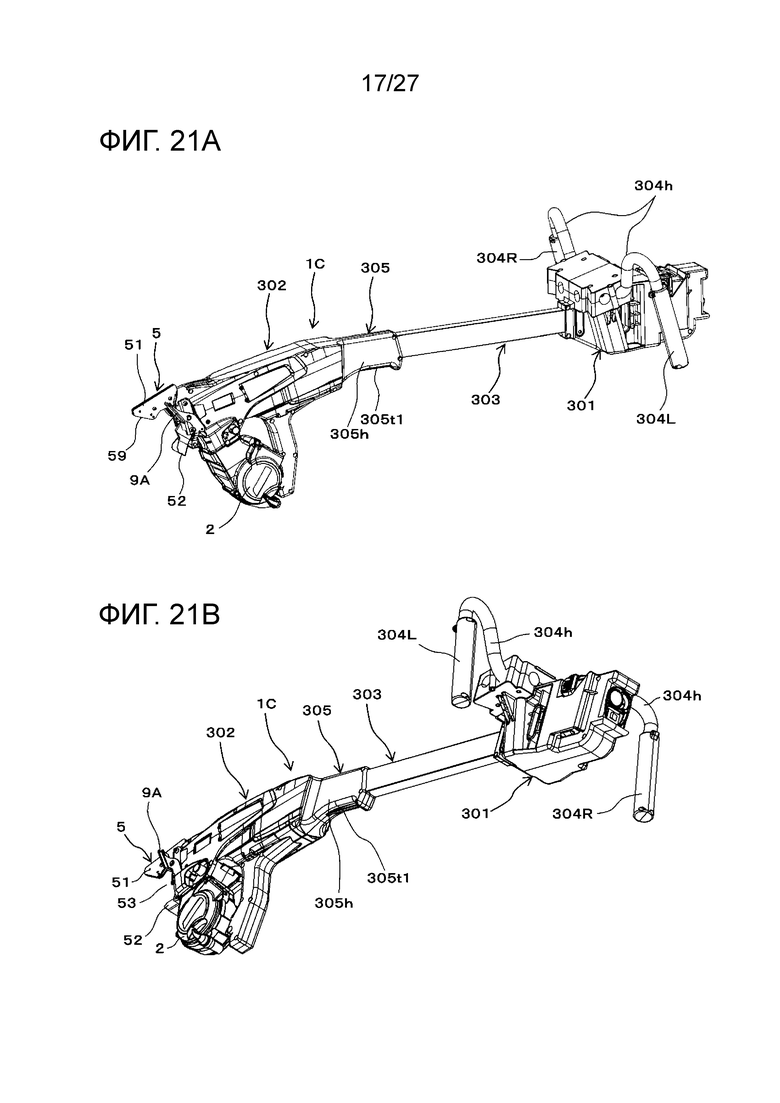
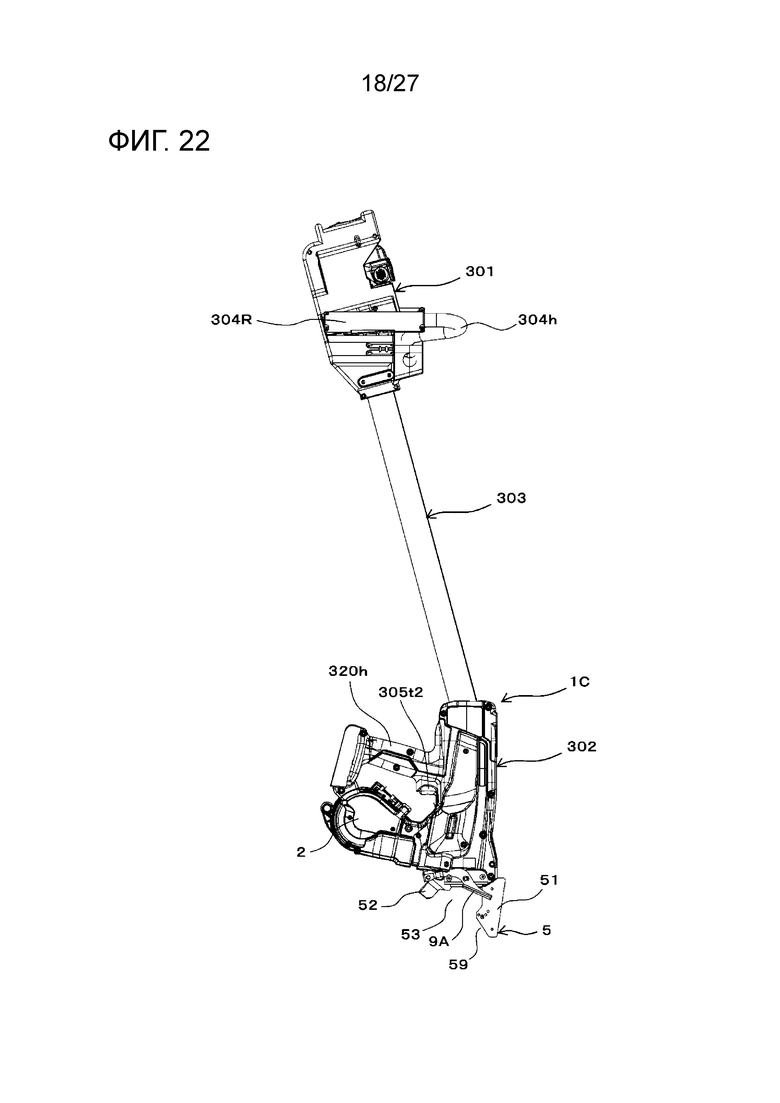
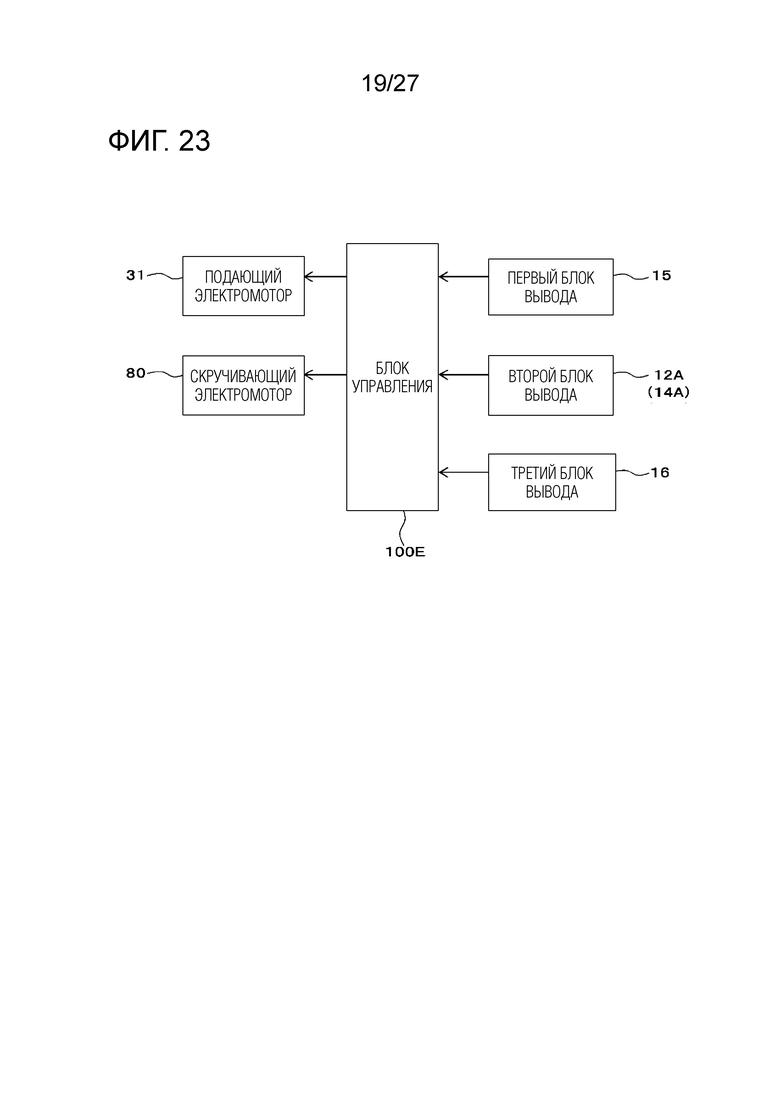
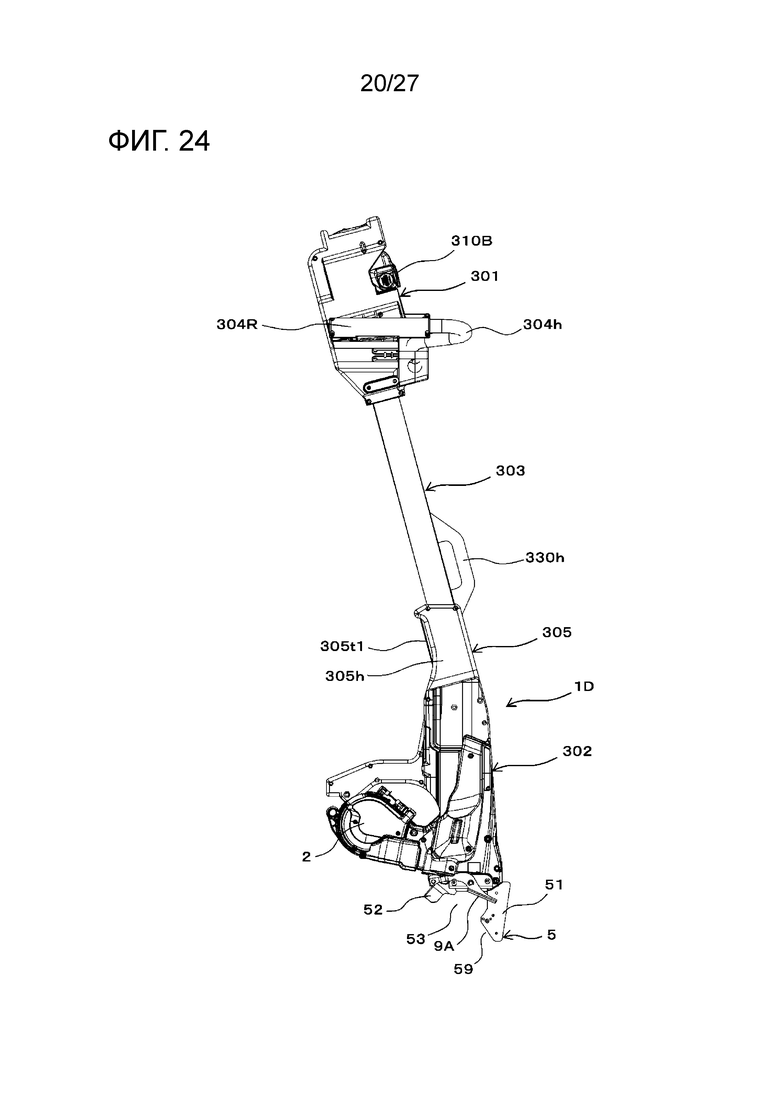
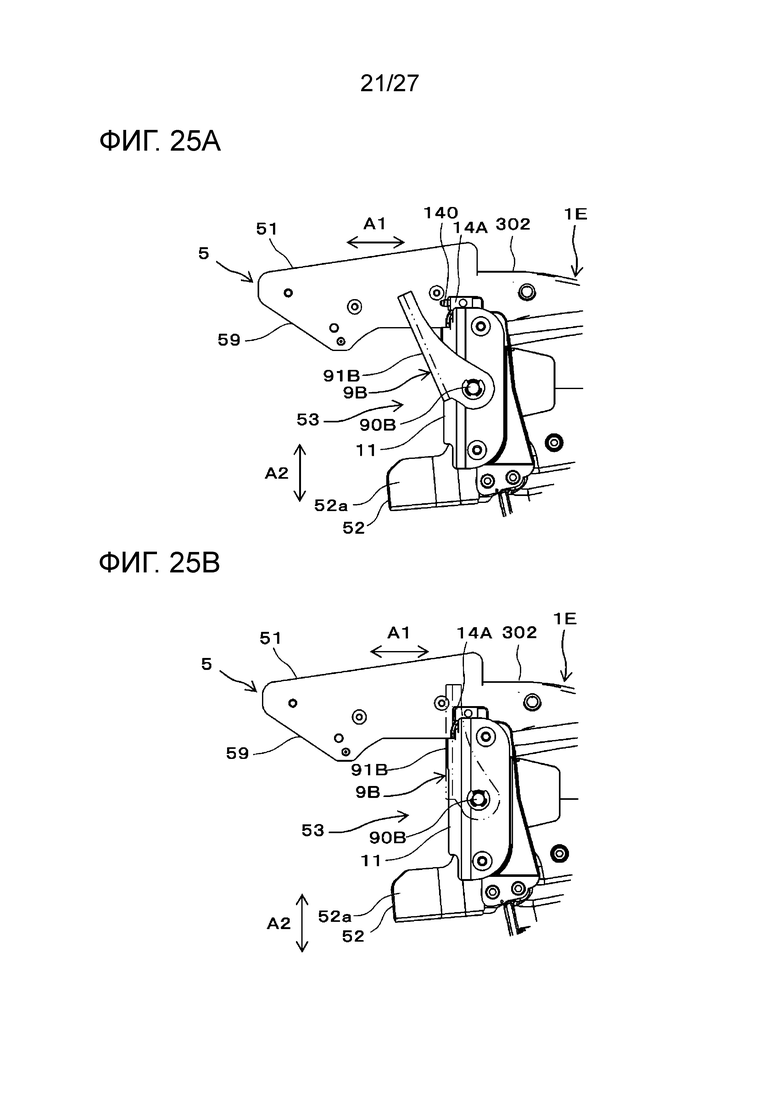
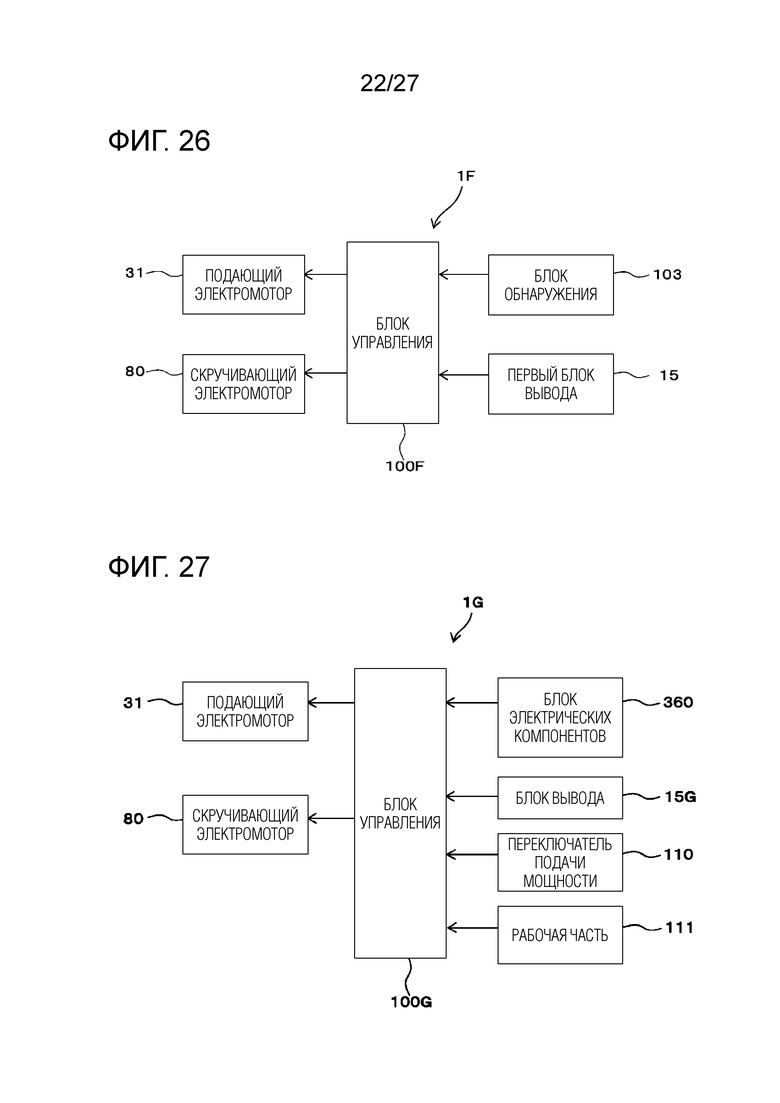
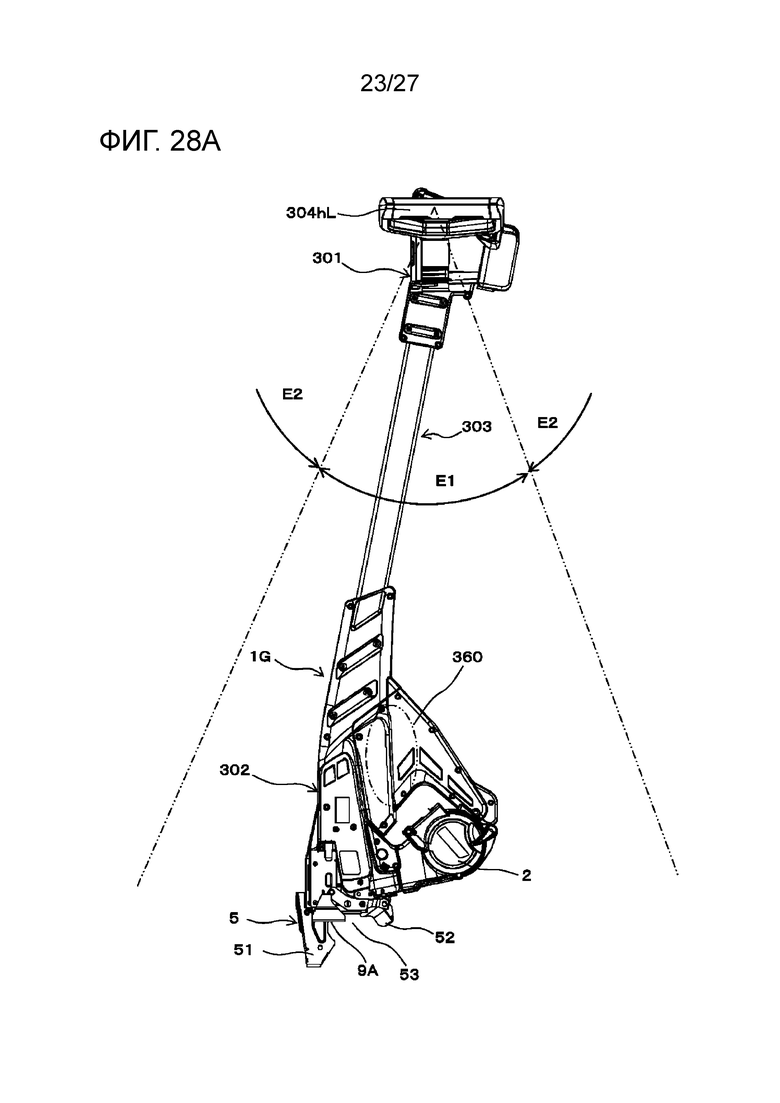
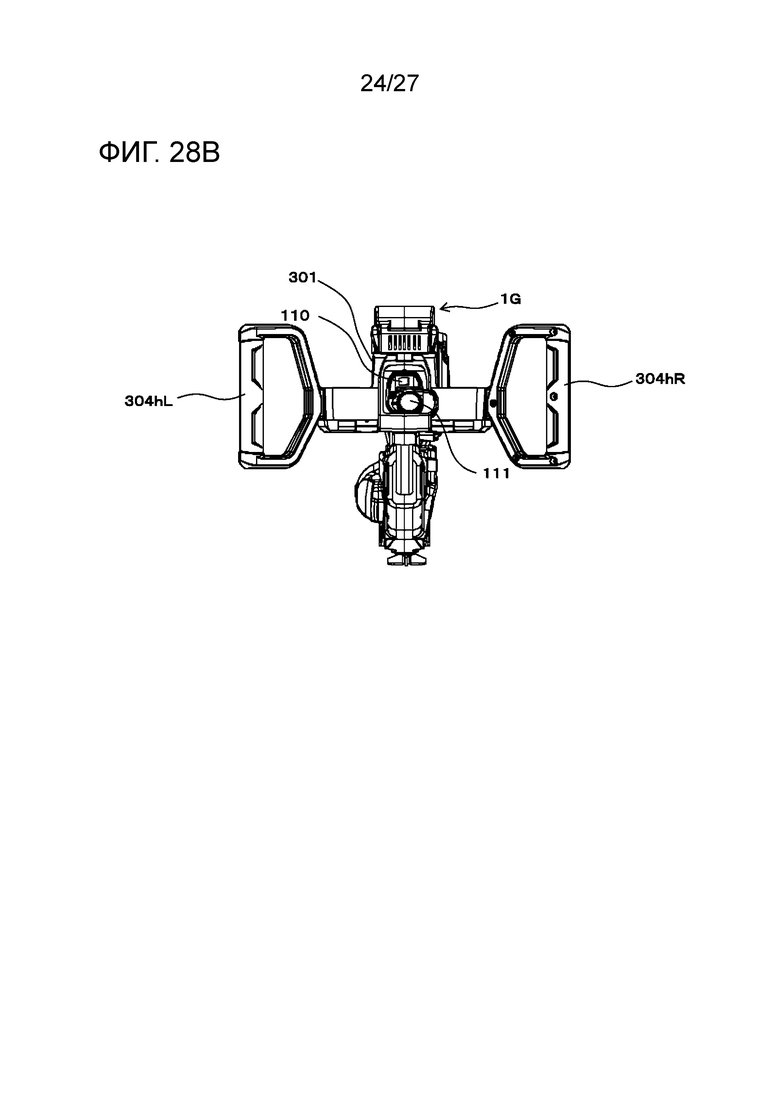
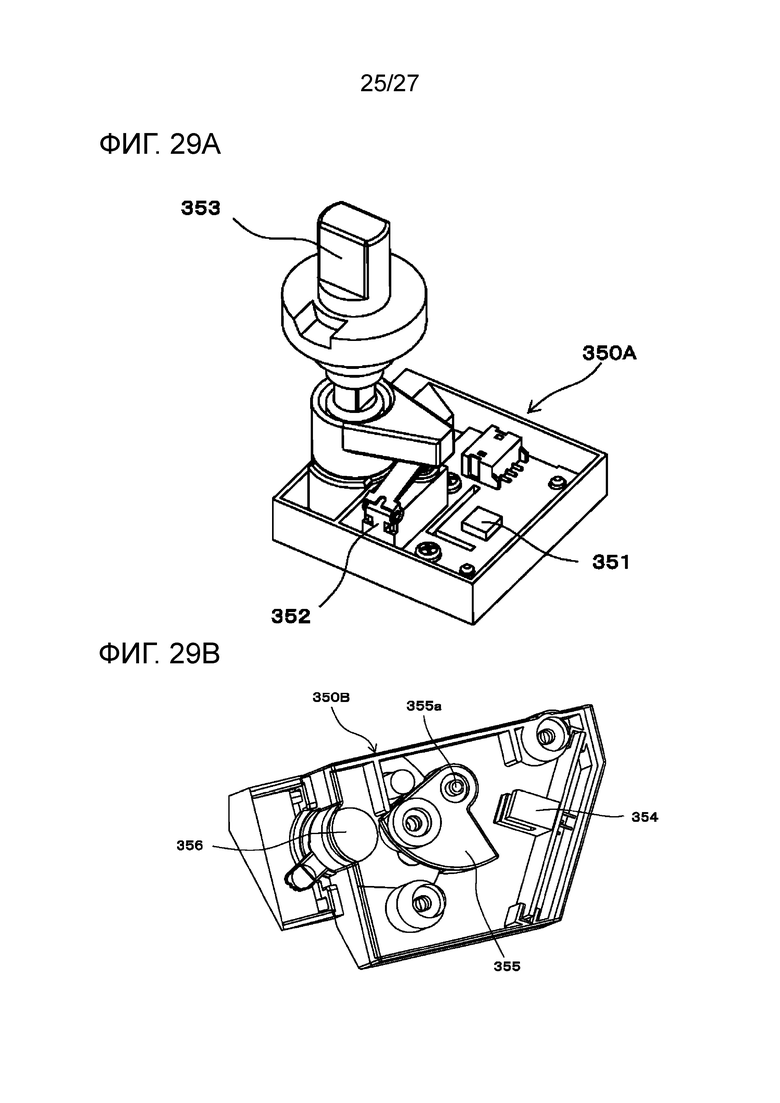
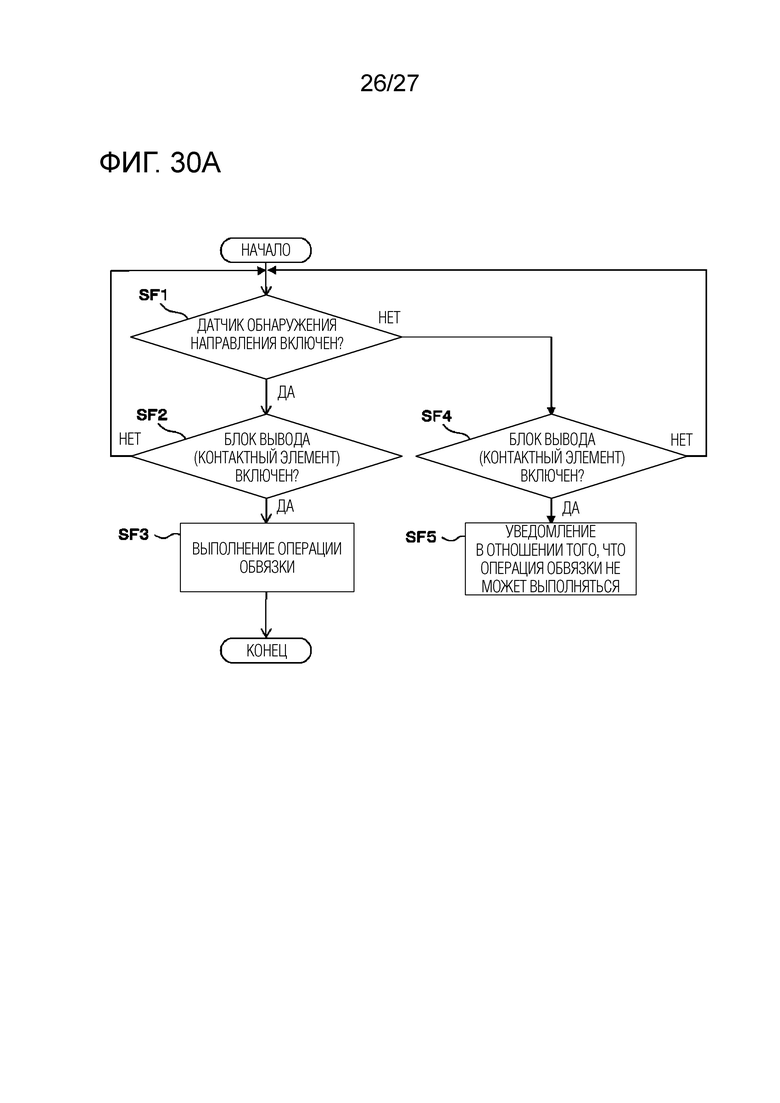
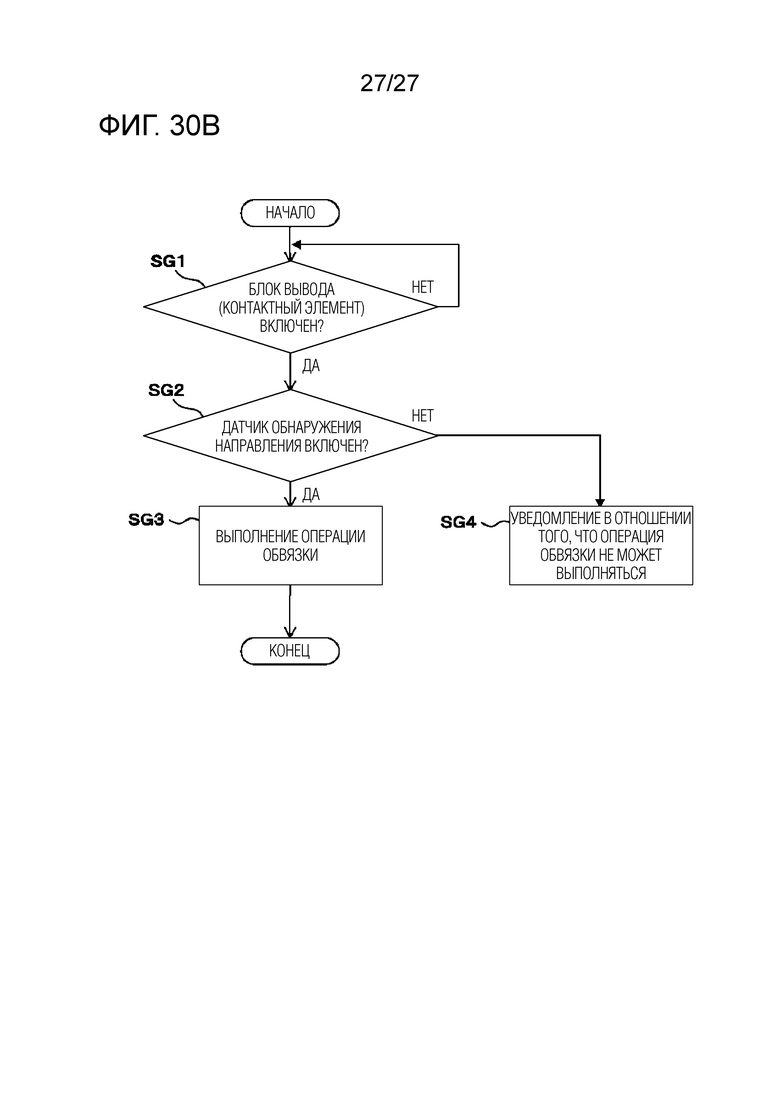
Изобретение относится к обвязочным машинам, выполненным с возможностью обвязывать объект, такой как арматурный стержень, с помощью проволоки. Обвязочная машина содержит первую часть корпуса, имеющую рабочую часть, которая управляется рабочим; вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подачи проволоки, направляющую часть, выполненную с возможностью направления проволоки, подаваемой посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивания проволоки, направляемой посредством направляющей части, за счет этого обвязывая обвязываемый объект. Удлиненная соединительная часть выполнена с возможностью соединения первой части корпуса и второй части корпуса. Первый блок вывода выполнен с возможностью обнаружения работы рабочей части и вывода первого сигнала. Второй блок вывода выполнен с возможностью обнаружения того, что обвязываемый объект вставляется в путь подачи проволоки, направляемой посредством направляющей части, и вывода второго сигнала. Блок управления управляет блоком подачи и скручивающим блоком для выполнения операции обвязки, когда блок управления обнаруживает первый сигнал, выводимый из первого блока вывода, и второй сигнал, выводимый из второго блока вывода. Блок управления выполнен с возможностью осуществления операции обвязки, даже если вывод первого сигнала становится выключенным, когда второй сигнал обнаруживается блоком управления после того, как первый сигнал обнаруживается до тех пор, пока не истечет предварительно определенное время. Технический результат – предотвращение обвязки в случае смещения обвязываемого объекта от центра между двумя закрепленными зубцами. Представлены варианты выполнения обвязочной машины. 5 н. и 7 з.п. ф-лы, 30 ил.
1. Обвязочная машина, содержащая:
- первую часть корпуса, имеющую рабочую часть, которая управляется рабочим;
- вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подачи проволоки, направляющую часть, выполненную с возможностью направления проволоки, подаваемой посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивания проволоки, направляемой посредством направляющей части, за счет этого обвязывая обвязываемый объект;
- удлиненную соединительную часть, выполненную с возможностью соединения первой части корпуса и второй части корпуса;
- первый блок вывода, выполненный с возможностью обнаружения работы рабочей части и вывода первого сигнала;
- второй блок вывода, выполненный с возможностью обнаружения того, что обвязываемый объект вставляется в путь подачи проволоки, направляемой посредством направляющей части, и вывода второго сигнала; и
- блок управления, который управляет блоком подачи и скручивающим блоком для выполнения операции обвязки, когда блок управления обнаруживает первый сигнал, выводимый из первого блока вывода, и второй сигнал, выводимый из второго блока вывода, причем блок управления выполнен с возможностью осуществления операции обвязки, даже если вывод первого сигнала становится выключенным, когда второй сигнал обнаруживается блоком управления после того, как первый сигнал обнаруживается до тех пор, пока не истечет предварительно определенное время.
2. Обвязочная машина, содержащая:
- первую часть корпуса, имеющую рабочую часть, которая управляется рабочим;
- вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подачи проволоки, направляющую часть, выполненную с возможностью направления проволоки, подаваемой посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивания проволоки, направляемой посредством направляющей части, за счет этого обвязывая обвязываемый объект;
- удлиненную соединительную часть, выполненную с возможностью соединения первой части корпуса и второй части корпуса;
- первый блок вывода, выполненный с возможностью обнаружения работы рабочей части и вывода первого сигнала;
- второй блок вывода, выполненный с возможностью обнаружения того, что обвязываемый объект вставляется в путь подачи проволоки, направляемой посредством направляющей части, и вывода второго сигнала; и
- блок управления, который управляет блоком подачи и скручивающим блоком для выполнения операции обвязки, когда блок управления обнаруживает первый сигнал, выводимый из первого блока вывода, и второй сигнал, выводимый из второго блока вывода, причем блок управления выполнен с возможностью осуществления операции обвязки, даже если вывод первого сигнала становится выключенным, когда второй сигнал обнаруживается блоком управления после того, как операция обвязки выполняется до тех пор, пока не истечет предварительно определенное время.
3. Обвязочная машина, содержащая:
- первую часть корпуса, имеющую рабочую часть, которая управляется рабочим;
- вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подачи проволоки, направляющую часть, выполненную с возможностью направления проволоки, подаваемой посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивания проволоки, направляемой посредством направляющей части, за счет этого обвязывая обвязываемый объект;
- удлиненную соединительную часть, выполненную с возможностью соединения первой части корпуса и второй части корпуса;
- первый блок вывода, выполненный с возможностью обнаружения работы рабочей части и вывода первого сигнала;
- второй блок вывода, выполненный с возможностью обнаружения того, что обвязываемый объект вставляется в путь подачи проволоки, направляемой посредством направляющей части, и вывода второго сигнала; и
- блок управления, который управляет блоком подачи и скручивающим блоком для выполнения операции обвязки, когда блок управления обнаруживает первый сигнал, выводимый из первого блока вывода, и второй сигнал, выводимый из второго блока вывода, причем блок управления выполнен с возможностью осуществления операции обвязки, когда второй сигнал обнаруживается блоком управления до тех пор, пока не истечет предварительно определенное время, без обнаружения первого сигнала.
4. Обвязочная машина по одному из пп. 1-3, в которой, даже когда блок управления обнаруживает первый сигнал после того, как обнаруживается второй сигнал, операция обвязки не выполняется блоком управления.
5. Обвязочная машина по одному из пп. 1-3, дополнительно содержащая контактный элемент, имеющий контактную часть, с которой входит в контакт обвязываемый объект,
- при этом, когда обвязываемый объект входит в контакт с контактной частью, второй блок вывода выводит второй сигнал.
6. Обвязочная машина по одному из пп. 1-3, дополнительно содержащая:
- первую рабочую подчасть, обеспеченную на соединительной части и допускающую управление рабочим, и
- третий блок вывода, выполненный с возможностью обнаруживать работу первой рабочей подчасти и выводить третий сигнал,
- при этом блок управления выполняет операцию обвязки, когда блок управления обнаруживает третий сигнал, выводимый из третьего блока вывода, и второй сигнал, выводимый из второго блока вывода.
7. Обвязочная машина по одному из пп. 1-3, дополнительно содержащая:
- вторую рабочую подчасть, обеспеченную на второй части корпуса и допускающую управление рабочим, и
- третий блок вывода, выполненный с возможностью обнаруживать работу второй рабочей подчасти и выводить третий сигнал,
- при этом блок управления выполняет операцию обвязки, когда блок управления обнаруживает третий сигнал, выводимый из третьего блока вывода, и второй сигнал, выводимый из второго блока вывода.
8. Обвязочная машина, содержащая:
- первую часть корпуса, имеющую часть рукоятки, которая захватывается рабочим;
- вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подачи проволоки, направляющую часть, выполненную с возможностью направления проволоки, подаваемой посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивания проволоки, направляемой посредством направляющей части, за счет этого обвязывая обвязываемый объект;
- удлиненную соединительную часть, выполненную с возможностью соединения первой части корпуса и второй части корпуса;
- блок обнаружения направления, выполненный с возможностью обнаружения направления направляющей части относительно направления силы тяжести;
- блок вывода, выполненный с возможностью вывода сигнала, указывающего то, что обвязываемый объект вставляется в путь подачи проволоки, направляемой посредством направляющей части, и
- блок управления, который управляет блоком подачи и скручивающим блоком для выполнения операции обвязки, когда блок управления обнаруживает сигнал, выводимый из блока вывода, и обнаруживает посредством блока обнаружения направления то, что направление направляющей части относительно направления силы тяжести находится в пределах допустимого диапазона обвязки.
9. Обвязочная машина по п. 8, в которой блок обнаружения направления обеспечивается во второй части корпуса.
10. Обвязочная машина по п. 8, в которой блок обнаружения направления представляет собой датчик ускорения или датчик силы тяжести.
11. Обвязочная машина по п. 8, в которой допустимый диапазон обвязки, в котором выполняется операция обвязки, переключается рабочим блоком.
12. Обвязочная машина, содержащая:
- первую часть корпуса, имеющую часть рукоятки, которая захватывается рабочим;
- вторую часть корпуса, имеющую блок подачи, выполненный с возможностью подачи проволоки, направляющую часть, выполненную с возможностью направления проволоки, подаваемой посредством блока подачи, в окружение обвязываемого объекта, и скручивающий блок, выполненный с возможностью скручивания проволоки, направляемой посредством направляющей части, за счет этого обвязывая обвязываемый объект;
- удлиненную соединительную часть, выполненную с возможностью соединения первой части корпуса и второй части корпуса; и
- датчик ускорения, выполненный с возможностью обнаружения толчка; и
блок управления, который управляет блоком подачи и скручивающим блоком для выполнения операции обвязки, когда толчок обнаруживается посредством датчика ускорения.
| JPH07290177 A, 07.11.1995 | |||
| JPH0913677 A, 14.01.1997 | |||
| US 4941515 A1, 17.07.1990 | |||
| JP 2011152606 A, 11.08.2011 | |||
| JP 2017189822 A, 19.10.2017 | |||
| ЭЛЕКТРИЧЕСКИЙ ИНСТРУМЕНТ | 2007 |
|
RU2440233C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ПРОВОЛОЧНЫХ ОБВЯЗОК И РАСТЯЖЕК С АВТОМАТИЧЕСКИМ ОПРЕДЕЛЕНИЕМ УСИЛИЯ | 2003 |
|
RU2248920C2 |
