Изобретение относится к машиностроению и может быть использовано при изготовлении металлополимерных подшипников скольжения.
Известен способ изготовления металло- полимерного подшипника скольжения, состоящего из наружной и внутренней металлических оболочек и размещенной в них полимерной вставки. Причем наружная оболочка выполнена гладкой, а внутренняя - в виде решетки, перемычки которой размещены в пазах рельефа. Способ предусматривает сначала выполнение рельефа на полимерной вставке подшипника, затем получение перемычек внутренней оболочки в пазах рельефа посредством электролитического осаждения покрытий из металла.
Известен также способ изготовления металлополимерного подшипника скольжения, содержащего полимерную вставку, размещенную в тонкостенной металлической оболочке, наружная поверхность которой выполнена с продольными рельефными пазами.
Данный способ предусматривает предварительное выполнение металлической оболочки с продольными рельефными пазами, затем установку гладкой полимерной вставки внутрь оболочки, нагрев и заполнение полимером рельефных пазов оболочки за счет разности термического расширения деталей.
Недостатком известных способов изготовления металлополимерных подшипников скольжения является нетехнологичность изготовления и невысокая надежность. Обусловлено это тем, что рельеф и другие сопряженные поверхности подшипника скольжения получают путем раздельного изготовления элементов полимерной вставки и металлической оболочки с последующим их соединением. При этом не обеспечивается плотное соединение ука
Ј
VI
СО
о
о о
занных деталей. При работе возможно их расслоение и, следовательно, повреждение.
Цель изобретения - повышение технологичности изготовления подшипника путем совмещения операций и его надежности путем обеспечения плотного соединения оболочки со ьставкой
Поставленная цель достигается тем, что после установки цилиндрической полимерной вставки в тонкостенную цилиндрическую металлическую оболочку, наружную поверхность которой выполняют рельефной, введения в пакет цилиндрической оправки и нагрева пакета, образование рельефной поверхности оболочки осуществляют путем совместного пластического де- формирования пакета в матрице с заданным рельефом, затем охлаждают пакет до температуры окружающей среды и повторно пластически деформируют пакет давлением, составляющим 1,5-2 величины давления пластического деформирования при нагреве.
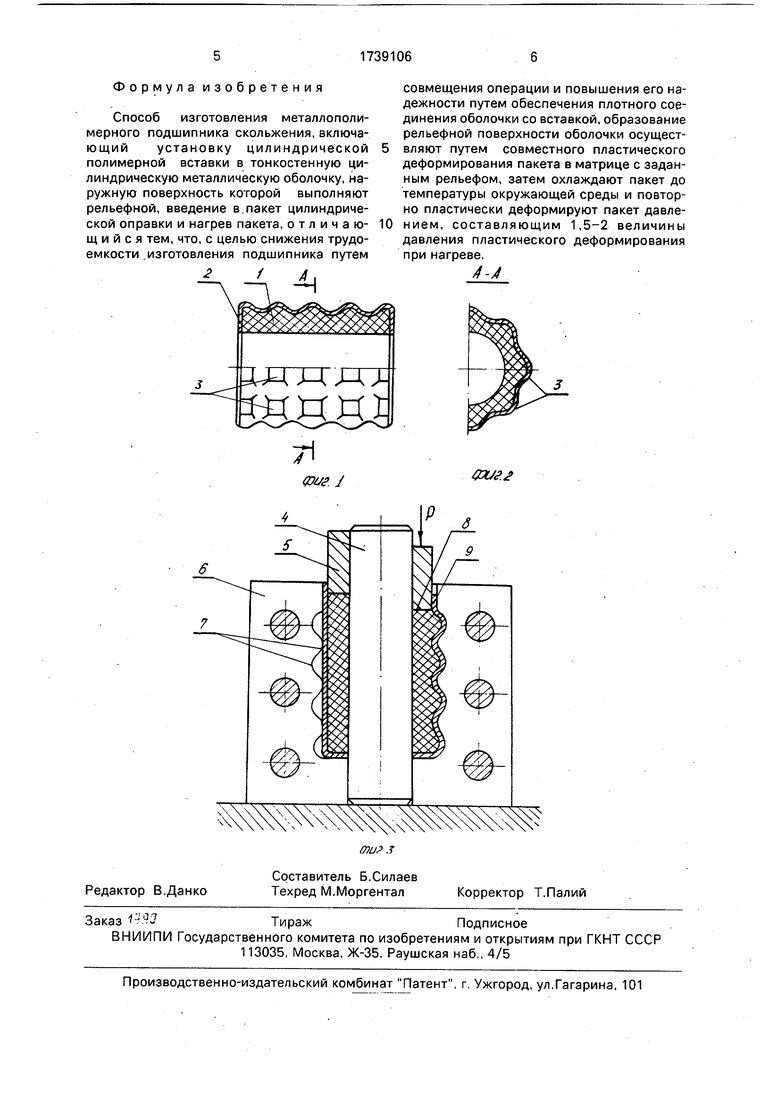
На фиг.1 изображен металлополимер- ный подшипник скольжения с рельефом на внешней поверхности; на фиг.2 - сечение А-А на фиг.1; на фиг.З - схема осуществления способа изготовления металлополимер- ного подшипника скольжения.
Опорный металлополимерный подшипник скольжения (фиг.1 и 2) состоит из полимерной вставки 1, размещенной в тонкостенной металлической оболочке 2, наружная поверхность которой содержит рельеф 3, образованный, например, поперечными кольцевыми и продольными пазами. Не исключены любые другие варианты сочетания рельефных пазов.
Способ изготовления металлополимер- ного подшипника скольжения заключается в следующем.
Цилиндрическую полимерную вставку 1 без рельефа (фиг.З, левая сторона) устанавливают в тонкостенную цилиндрическую оболочку 2 также без рельефа, затем вводят в пакет цилиндрическую оправку 4 с пуансоном 5, после чего пакет устанавливают в разъемную матрицу 6, имеющую на рабочей поверхности заданный рельеф 7, нагревают всю сборку до максимально допустимой для полимера вставки 1 температуры, выдерживая в течение времени, необходимого для стабилизации указанной температуры по всему объему сборки. Например, для фторопласта-4 такой температурой является температура прессования, равная 270- 300°С. Далее, через пуансон 5 к пакету прикладывают давление Р (фиг.З, правая сторона), обеспечивающее совместное пластическое деформирование его по профилю рельефа 7 матрицы 6. При указанных температуре и давлении выдерживают сборку в течение времени, необходимого для того,
чтобы полимерная вставка и металлическая оболочка надежно приняли форму, заданную рельефом матрицы. После этого сборку с пакетом охлаждают до температуры окружающей среды. При этом вследствие разности коэффициентов линейного расширения между полимерной вставкой 1 и оболочкой 2, а также между оболочкой 2 и матрицей 6 образуются зазоры.
Для устранения указанных зазоров,
т.е. для получения плотного соединения вставки и оболочки и точного размера по наружной поверхности вкладыша производят повторное совместное пластическое деформирование пакета давлением, составляющим 1,5-2 величины давления пластического деформирования при нагреве. Указанное давление пластического деформирования пакета в охлажденном состоянии выбрано из условия, что оно должно
превышать давление пластического деформирования при нагреве во столько раз, во сколько раз предел текучести материала металлической оболочки в охлажденном состоянии больше предела текучести в нагретом.
В случае, если требуется полностью
снаружи закрыть вставку 1 оболочкой 2, как изображено на фиг.1, то оставшийся после прессования открытым торец 8 вставки (фиг.З, правая сторона) закрывают за счет
отвальцовки бортика 9 оболочки 2
Аналогично описанному способу можно получить и плоский металлополимерный подшипник скольжения в виде
сегмента, состоящего также из полимерной вставки заданной формы, размещенной в тонкостенной металлической оболочке, наружная опорная поверхность которой выполнена рельефной.
Технологичность изготовления металлополимерного подшипника скольжения предлагаемым способом по сравнению с известным повышается за счет совмещения операций получения рельефа путем совместного пластического деформирования полимерной вставки и тонкостенной металлической оболочки. Это также повышает качество изготовления, так как при этом обеспечивается плотное прилегание полимерной вставки к внутренней поверхности рельефа металлической оболочки, что исключает при работе расслаивание указанных деталей, и следовательно, их повреждение, т.е. в конечном счете повышает также надежность подшипника.
Формула изобретения
Способ изготовления металлополи- мерного подшипника скольжения, включающий установку цилиндрической полимерной вставки в тонкостенную цилиндрическую металлическую оболочку, наружную поверхность которой выполняют рельефной, введение в пакет цилиндрической оправки и нагрев пакета, отличающийся тем, что, с целью снижения трудоемкости ,изготовления подшипника путем
2f A
ММ7ttHJ:
7
0
совмещения операции и повышения его надежности путем обеспечения плотного соединения оболочки со вставкой,образование рельефной поверхности оболочки осуществляют путем совместного пластического деформирования пакета в матрице с заданным рельефом, затем охлаждают пакет до температуры окружающей среды и повторно пластически деформируют пакет давлением, составляющим 1,5-2 величины давления пластического деформирования при нагреве.
4-4
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлополимерный подшипник скольжения | 1990 |
|
SU1732036A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛОПОЛИМЕРА | 2022 |
|
RU2797519C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ОБРАЗЦА НА ОСНОВЕ СВМПЭ И ОБРАЗЕЦ, ПОЛУЧАЕМЫЙ ТАКИМ СПОСОБОМ | 2017 |
|
RU2691789C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНОГО МЕТАЛЛОПОЛИМЕРНОГО ОБРАЗЦА НА ОСНОВЕ ПОРОШКА СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА (СВМПЭ) | 2021 |
|
RU2786672C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОКАЛЬНО ИЗНОШЕННОЙ ПОВЕРХНОСТИ КОРПУСНЫХ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ МАТЕРИАЛОВ И МАТЕРИАЛОВ С ОГРАНИЧЕННОЙ ПЛАСТИЧНОСТЬЮ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2447981C2 |
| Способ нанесения микрорельефа | 1989 |
|
SU1680486A1 |
| МЕТАЛЛОПОЛИМЕРНАЯ ТРУБА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ | 2006 |
|
RU2324856C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2337816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ КОРПУСА РЕДУКТОРА И ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2036362C1 |
Использование: машиностроение, для изготовления металлополимерных подшипников скольжения. Сущность изобретения: цилиндрическую полимерную вставку устанавливают в цилиндрическую тонкостенную металлическую оболочку. Производят совместную деформацию при нагреве с образованием рельефной наружной поверхности, Производят охлаждение, затем повторно деформируют пакет давлением, равным 1,5-2 от давления пластической деформации при нагреве. 3 ил.
&w /
яигг
| Подшипник скольжения | 1980 |
|
SU928110A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Устройство для микродугового оксидирования металлов и сплавов | 2017 |
|
RU2635120C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
