ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящая заявка относится к области сварки трубопровода и, в частности, к способу всепозиционной многослойной многопроходной сварки трубопровода без шлифования.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Как показано на фиг.1, во время процесса строительства в существующем месте всепозиционной автоматической сварки трубопровода каждый сварочный слой сваривают посредством сварки по часовой стрелке (сварка по часовой стрелке (CW): от места, соответствующего 12 часам на циферблате часов, до места, соответствующего 3 часам на циферблате часов, и до места, соответствующего 6 часам на циферблате часов) и сварки против часовой стрелки (сварка против часовой стрелки (CCW): от места, соответствующего 12 часам на циферблате часов, до места, соответствующего 9 часам на циферблате часов, и до места, соответствующего 6 часам на циферблате часов) при выполнении горячей сварки, заполнения и образования облицовочного слоя. В месте, соответствующем 12 часам на циферблате часов, имеется зона R перекрытия при возбуждении дуг. В частности, сначала выполняют возбуждение дуги при сварке по часовой стрелке, и место возбуждения дуги при сварке по часовой стрелке должно быть подвергнуто ручному или автоматическому шлифованию посредством шлифовальной машины до выполнения возбуждения дуги при сварке против часовой стрелки, в противном случае дефект, связанный с непроваром, может быть образован вследствие чрезмерного геометрического размера места возбуждения дуги при сварке по часовой стрелке, когда при сварке против часовой стрелки проходят через место возбуждения дуги при сварке по часовой стрелке. Подвергнутое шлифованию место возбуждения дуги при сварке по часовой стрелке может обеспечить плавный переход и заполнение для образования шва внахлестку, когда дуга при сварке против часовой стрелки проходит над подвергнутым шлифованию местом возбуждения дуги при сварке по часовой стрелке. Место возбуждения дуги для предыдущего сварочного прохода против часовой стрелки также подвергают шлифованию посредством шлифовальной машины до выполнения возбуждения дуги для второго сварочного прохода по часовой стрелке, и так далее для окончательного образования законченного сварного шва. Кроме того, оксиды на поверхностях наплавленных валиков сварных швов в местах возбуждения дуг в заполняющем слое и облицовочном слое зачищают посредством механической зачистки, в противном случае могут быть образованы включения.
[0003] Однако режим шлифования в известной технологии имеет следующие проблемы:
1) зона возбуждения дуги и место возбуждения дуги в предыдущем слое должны быть подвергнуты шлифованию до выполнения возбуждения дуги для каждого слоя сварки, и должны быть обеспечены специальное шлифовальное оборудование и персонал, что приводит к увеличению затрат на управление персоналом и оборудование на строительной площадке;
2) металлическая пыль, образующаяся при шлифовании, представляет собой основную скрытую опасность, влияющую на профессиональную гигиену труда рабочего на строительной площадке, и приводит к дополнительному повышению сложности технического обслуживания другого оборудования на объекте;
3) добавляется процесс шлифования, что увеличивает затруднения при координации между процессом управления горелкой при сварке по часовой стрелке и процессом управления горелкой при сварке против часовой стрелки и значительно снижает эффективность всепозиционной автоматической сварки трубопровода; и
4) в настоящее время в процессе строительства в месте выполнения всепозиционной автоматической сварки трубопровода место возбуждения дуги обычно подвергается шлифовке вручную строителем, и в настоящее время отсутствуют унифицированные технические требования (стандарт) к шлифованию. На качество сварки в месте выполнения шлифования значительно влияет человеческий фактор, и качество сварки шва внахлестку является нестабильным.
[0004] Кроме того, также имеется соответствующее техническое усовершенствование в известной технологии для решения проблемы шва внахлестку. Например, в DE102014002213B4 раскрыты процесс и комбинированная сварочная горелка, предназначенные для сварки металла в защитном газе, которые позволяют решить проблемы малого проплавления и недостаточного провара в месте возбуждения дуги при сварке в защитном газе посредством выполняемого сначала, предварительного нагрева при сварке неплавящимся электродом в защитном газе и последующего перехода к сварке плавящимся электродом в защитном газе для сварки с возбуждением дуги за короткой время. Однако в центре внимания вышеуказанного патента на изобретение находится конструкция комбинированной сварочной горелки, которая пригодна для сварки плоских поверхностей, и в данном патенте не рассматривается проблема, заключающаяся в том, что чрезмерная высота места возбуждения дуги при сварке с заполнением глубоких канавок должна быть устранена посредством шлифования, а также не рассматривается зачистка поверхностей наплавленных валиков сварных швов для удаления оксидов в местах возбуждения дуги в заполняющем слое и облицовочном слое. В настоящее время отсутствует соответствующее техническое усовершенствование для решения такой проблемы недостаточного провара корня шва в месте возбуждения дуги в слое, полученном горячей сваркой, при автоматической сварке прочноплотных v-образных швов трубопроводов, которая может быть решена только посредством шлифования.
Также, например, из RU 2456146 С1 известен прием формирования слоя сварного шва плавящимся электродом в среде защитных газов после осуществления прохода аргонодуговой сваркой неплавящимся электродом без присадочного материала.
[0005] Следовательно, то, каким образом эффективно решить проблему, заключающуюся в том, что место перекрытия требует шлифования во время всепозиционной сварки трубопровода, представляет собой техническую проблему, которая в настоящее время требует решения специалистами в данной области техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В соответствии с настоящей заявкой предложен способ всепозиционной многослойной многопроходной сварки трубопровода без шлифования, который обеспечивает возможность повышения эффективности сварки и качества сварки при всепозиционной автоматической сварке труборовода, улучшения условий труда и снижения трудоемкости.
[0007] Способ всепозиционной многослойной многопроходной сварки трубопровода без шлифования включает:
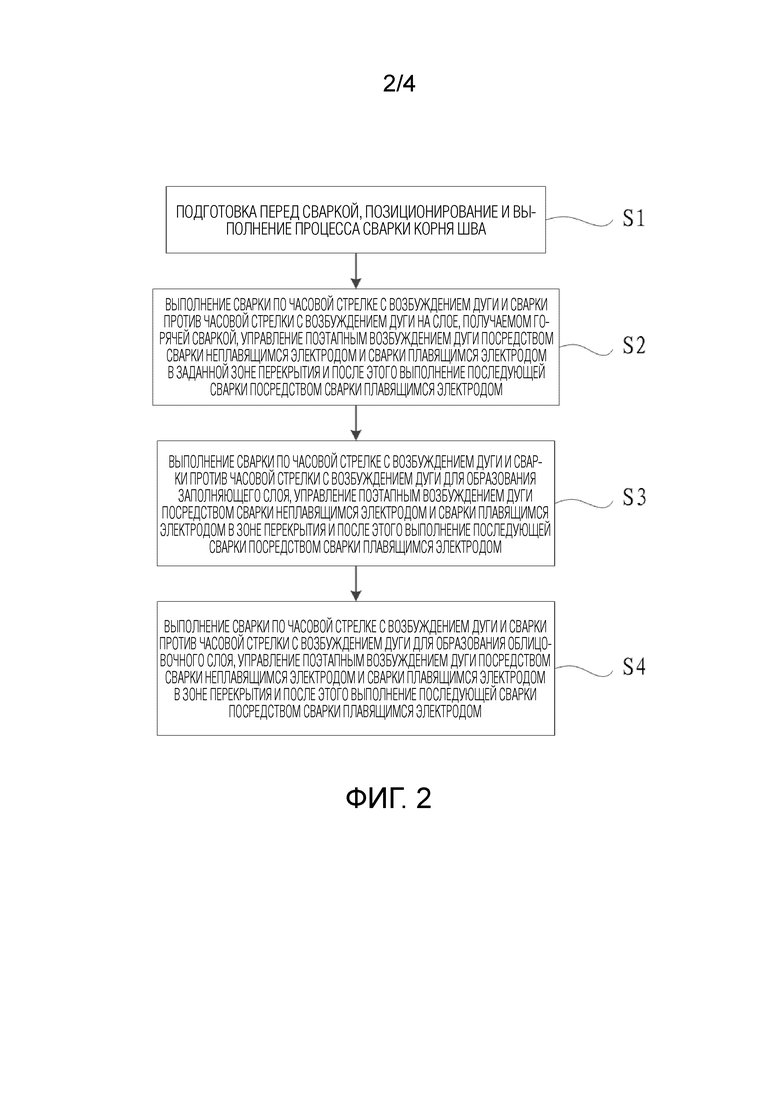
этап S1: подготовку перед сваркой, позиционирование и выполнение процесса сварки корня шва;
этап S2: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги на слое, получаемом горячей сваркой, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в заданной зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом;
этап S3: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги для образования заполняющего слоя, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом; и
этап S4: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги для образования облицовочного слоя, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом.
[0008] Сварочные канавки предпочтительно представляют собой комбинированные канавки.
[0009] Способ дополнительно включает между этапом S1 и этапом S2:
этап S1A: выполнение сварки плавлением без присадочной проволоки в зоне перекрытия посредством сварки неплавящимся электродом, при этом длина зоны сварки плавлением находится в пределах от 20 мм до 40 мм; и
этап S2 включает: выполнение сварки с возбуждением дуги в зоне сварки плавлением, полученной на этапе S1A.
[0010] Длина зоны перекрытия предпочтительно находится в пределах от 100 мм до 300 мм; при сварке по часовой стрелке с возбуждением дуги и сварке против часовой стрелки с возбуждением дуги длина слоя сварки, образующегося при перекрытии, между сваркой по часовой стрелке и сваркой против часовой стрелки больше или равна 30 мм.
[0011] Управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом предпочтительно включает:
выполнение позиционирования, возбуждения и зажигания дуги посредством горелки для сварки неплавящимся электродом и управление горелкой для сварки неплавящимся электродом для ее перемещения на заданное расстояние вдоль направления сварки;
управление горелкой для сварки неплавящимся электродом для выполнения гашения дуги и подъем горелки для сварки неплавящимся электродом; и
управление горелкой для сварки плавящимся электродом для ее перемещения к зоне, сваренной посредством горелки, предназначенной для сварки неплавящимся электродом, в течение заданного времени для управления поэтапным возбуждением дуги после выполнения гашения дуги посредством горелки, предназначенной для сварки неплавящимся электродом.
[0012] Заданное расстояние предпочтительно находится в пределах от 2 мм до 10 мм, и заданное время находится в пределах от 0,3 с до 1,5 с.
[0013] Управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом предпочтительно включает:
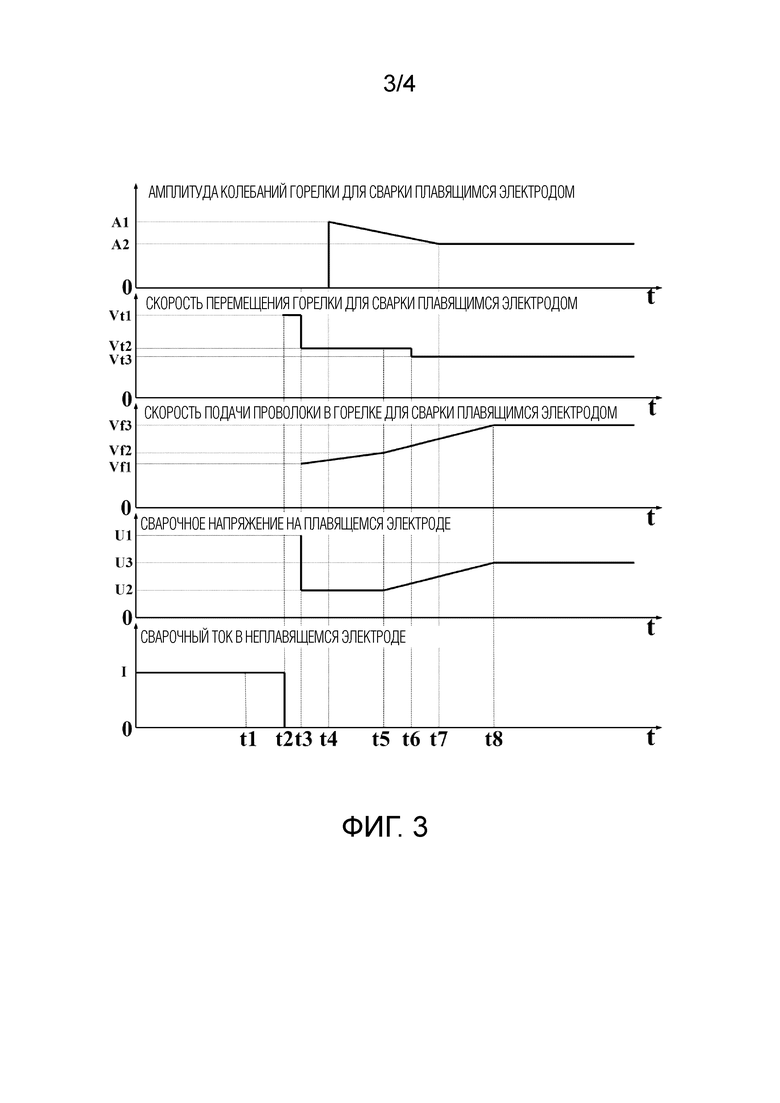
во время возбуждения дуги управление горелкой, предназначенной для сварки неплавящимся электродом, для выполнения сварки при позиционировании и сварки при перемещении, при этом время сварки при позиционировании, соответствующее горелке, предназначенной для сварки неплавящимся электродом, представляет собой время от 0 до t1, и время сварки при перемещении, соответствующее горелке, предназначенной для сварки неплавящимся электродом, представляет собой время от t1 до t2;
в момент t2 времени управление горелкой, предназначенной для сварки неплавящимся электродом, для выполнения гашения дуги и прекращения сварки;
в течение интервала времени от t2 до t3 управление горелкой, предназначенной для сварки неплавящимся электродом, для прекращения сварки и отвода горелки;
управление горелкой, предназначенной для сварки плавящимся электродом, для того, чтобы она достигла зоны сварки плавлением, образованной посредством горелки, предназначенной для сварки неплавящимся электродом, с начальной скоростью Vt1 перемещения;
в момент t3 времени управление горелкой, предназначенной для сварки плавящимся электродом, для выполнения возбуждения дуги;
при этом в течение интервала времени от t3 до t5 горелка для сварки плавящимся электродом выполняет первый этап возбуждения дуги, на котором соответствующее сварочное напряжение изменяется от напряжения U1 холостого хода до начального сварочного напряжения U2, переходная скорость перемещения представляет собой скорость Vt2, и скорость подачи проволоки медленно увеличивается от Vf1 до переходной скорости Vf2 подачи проволоки, и разность Vf2-Vf1 представляет собой коррекцию скорости на первом этапе;
в течение интервала времени от t3 до t4 горелка для сварки плавящимся электродом не совершает колебаний;
в момент t4 времени горелка для сварки плавящимся электродом начинает колебаться с начальной амплитудой А1 колебаний;
в течение интервала времени от t4 до t7 горелка для сварки плавящимся электродом медленно снижается для колебаний с заданной амплитудой А2 колебаний;
в течение интервала времени от t5 до t8 горелка для сварки плавящимся электродом выполняет второй этап возбуждения дуги, на котором соответствующее сварочное напряжение медленно повышается от начального сварочного напряжения U2 до заданного сварочного напряжения U3, и скорость подачи проволоки медленно увеличивается от переходной скорости Vf2 подачи проволоки до заданной скорости Vf3 подачи проволоки;
в течение интервала времени от t5 до t6 скорость перемещения горелки для сварки плавящимся электродом медленно увеличивается от переходной скорости Vt2 перемещения до заданной скорости Vt3 перемещения; и
в момент t8 времени параметр сварки, выполняемой горелкой для сварки плавящимся электродом, представляет собой заданный параметр сварки.
[0014] В качестве сварки неплавящимся электродом предпочтительно выбрана дуговая сварка вольфрамовым электродом в инертном газе (TIG), и параметр сварки для слоя, получаемого горячей сваркой, включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 100 А до 300 А.
[0015] В качестве сварки плавящимся электродом предпочтительно выбрана дуговая сварка металлическим электродом в активном газе (MAG); параметр сварки для слоя, получаемого горячей сваркой, включает: начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 15 В до 26 В; заданное сварочное напряжение U3 находится в пределах от 19 В до 30 В; начальная скорость Vf1 подачи проволоки находится в пределах от 180 дюймов в минуту до 210 дюймов в минуту (от 457,2 см/мин до 533,4 см/мин); переходная скорость Vf2 подачи проволоки находится в пределах от 220 дюймов в минуту до 250 дюймов в минуту (от 558,8 см/мин до 635 см/мин); заданная скорость Vf3 подачи проволоки находится в пределах от 320 дюймов в минуту до 450 дюймов в минуту (от 812,8 см/мин до 1143 см/мин); начальная скорость Vt1 перемещения находится в пределах от 100 см/мин до 200 см/мин; переходная скорость Vt2 перемещения находится в пределах от 30 см/мин до 45 см/мин; заданная скорость Vt3 перемещения находится в пределах от 33 см/мин до 70 см/мин; начальная амплитуда А1 колебаний находится в пределах от 1 мм до 3,5 мм, и заданная начальная амплитуда А2 колебаний находится в пределах от 1 мм до 3 мм.
[0016] В качестве сварки неплавящимся электродом предпочтительно выбрана дуговая сварка вольфрамовым электродом в инертном газе (TIG), и параметр сварки для заполняющего слоя включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 100 А до 300 А.
[0017] В качестве сварки плавящимся электродом предпочтительно выбрана дуговая сварка металлическим электродом в активном газе (MAG); начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 15 В до 26 В; заданное сварочное напряжение U3 находится в пределах от 19 В до 30 В; начальная скорость Vf1 подачи проволоки находится в пределах от 180 дюймов в минуту до 210 дюймов в минуту (от 457,2 см/мин до 533,4 см/мин); переходная скорость Vf2 подачи проволоки находится в пределах от 220 дюймов в минуту до 250 дюймов в минуту (от 558,8 см/мин до 635 см/мин); заданная скорость Vf3 подачи проволоки находится в пределах от 320 дюймов в минуту до 450 дюймов в минуту (от 812,8 см/мин до 1143 см/мин); начальная скорость Vt1 перемещения находится в пределах от 100 см/мин до 200 см/мин; переходная скорость Vt2 перемещения находится в пределах от 40 см/мин до 50 см/мин; заданная скорость Vt3 перемещения находится в пределах от 37 см/мин до 60 см/мин; начальная амплитуда А1 колебаний находится в пределах от 2 мм до 5 мм, и заданная начальная амплитуда А2 колебаний находится в пределах от 1,5 мм до 5 мм.
[0018] В качестве сварки неплавящимся электродом предпочтительно выбрана дуговая сварка вольфрамовым электродом в инертном газе (TIG), и параметр сварки для облицовочного слоя включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 100 А до 300 А.
[0019] В качестве сварки плавящимся электродом предпочтительно выбрана дуговая сварка металлическим электродом в активном газе (MAG); параметр сварки для облицовочного слоя включает: начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 15 В до 26 В; заданное сварочное напряжение U3 находится в пределах от 19 В до 30 В; начальная скорость Vf1 подачи проволоки находится в пределах от 180 дюймов в минуту до 210 дюймов в минуту (от 457,2 см/мин до 533,4 см/мин); переходная скорость Vf2 подачи проволоки находится в пределах от 220 дюймов в минуту до 250 дюймов в минуту (от 558,8 см/мин до 635 см/мин); заданная скорость Vf3 подачи проволоки находится в пределах от 320 дюймов в минуту до 400 дюймов в минуту (от 812,8 см/мин до 1016 см/мин); начальная скорость Vt1 перемещения находится в пределах от 100 см/мин до 200 см/мин; переходная скорость Vt2 перемещения находится в пределах от 30 см/мин до 50 см/мин; заданная скорость Vt3 перемещения находится в пределах от 40 см/мин до 70 см/мин; начальная амплитуда А1 колебаний находится в пределах от 3 мм до 5 мм, и заданная начальная амплитуда А2 колебаний находится в пределах от 2 мм до 6 мм.
[0020] Этап S3 предпочтительно дополнительно включает:
очистку от оксида на поверхности наплавленного валика сварного шва в месте возбуждения дуги посредством давления дуги при сварке неплавящимся электродом до возбуждения дуги заполняющего слоя;
этап S4 дополнительно включает:
очистку от оксида на поверхности наплавленного валика сварного шва в месте возбуждения дуги посредством давления дуги при сварке неплавящимся электродом до возбуждения дуги облицовочного слоя.
[0021] В соответствии с настоящей заявкой предложен способ всепозиционной многослойной многопроходной сварки трубопровода без шлифования, включающий следующие этапы: этап S1: подготовку перед сваркой, позиционирование и выполнение процесса сварки корня шва; этап S2: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги на слое, получаемом горячей сваркой, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в заданной зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом; этап S3: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги для образования заполняющего слоя, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в заданной зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом; этап S4: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги для образования облицовочного слоя, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в заданной зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом. В способе всепозиционной многослойной многопроходной сварки трубопровода без шлифования управление возбуждением дуги осуществляется поэтапно посредством сварки неплавящимся электродом и сварки плавящимся электродом для образования соответственно слоя, получаемого горячей сваркой, заполняющего слоя и облицовочного слоя, последующую сварку выполняют посредством сварки плавящимся электродом, и во время сварки неплавящимся электродом не происходит заполнения за счет расходования какой-либо сварочной проволоки, что может обеспечить нагрев зоны возбуждения дуги на заготовке. Вследствие высокой температуры зоны возбуждения дуги на заготовке при заполнении за счет расходования сварочной проволоки посредством сварки плавящимся электродом ванна расплава может не охлаждаться быстро и может полностью растекаться. Образованное место возбуждения дуги является гладким без шлифования, что обеспечивает фактическое повышение эффективности сварки и качества сварки, улучшение условий труда и уменьшение трудоемкости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022] Для более наглядной иллюстрации вариантов осуществления настоящей заявки или технических решений в известной технологии в дальнейшем будут кратко описаны чертежи, относящиеся к описанию данных вариантов осуществления или известной технологии. Очевидно, что чертежи в нижеприведенном описании представляют собой только некоторые примеры реализации настоящей заявки, и специалисты в данной области техники могут выполнить другие чертежи на основе представленных чертежей без каких-либо творческих усилий.
[0023] Фиг.1 представляет собой схематическое изображение, показывающее процесс всепозиционной сварки трубопровода в известной технологии;
[0024] фиг.2 представляет собой схему последовательности операций конкретного варианта осуществления способа всепозиционной многослойной многопроходной сварки трубопровода без шлифования, который предложен в соответствии с настоящей заявкой;
[0025] фиг.3 представляет собой диаграмму последовательности моментов времени управления при управлении поэтапным возбуждением дуги в способе сварки, предложенном согласно настоящей заявке; и
[0026] фиг.4 представляет собой схематическое изображение сварного шва в способе сварки, предложенном согласно настоящей заявке.
[0027] Ссылочные позиции таковы:
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0028] В соответствии с настоящей заявкой предложен способ всепозиционной многослойной многопроходной сварки трубопровода без шлифования, который обеспечивает возможность повышения эффективности сварки и качества сварки при всепозиционной автоматической сварке труборовода, улучшения условий труда и снижения трудоемкости.
[0029] Для лучшего понимания решений согласно настоящей заявке специалистами в данной области техники данные решения проиллюстрированы в дальнейшем с дополнительными подробностями и в сочетании с чертежами и вариантами осуществления.
[0030] При ссылке на фиг.2-4 следует указать, что фиг.2 представляет собой схему последовательности операций конкретного варианта осуществления способа всепозиционной многослойной многопроходной сварки трубопровода без шлифования, который предложен в соответствии с настоящей заявкой; фиг.3 представляет собой диаграмму последовательности моментов времени управления при управлении поэтапным возбуждением дуги в способе сварки, предложенном согласно настоящей заявке, и фиг.4 представляет собой схематическое изображение сварного шва в способе сварки, предложенном согласно настоящей заявке.
[0031] В данном варианте осуществления способ всепозиционной многослойной многопроходной сварки трубопровода без шлифования включает следующие этапы:
этап S1: подготовку перед сваркой, позиционирование и выполнение процесса сварки корня шва;
этап S2: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги на слое, получаемом горячей сваркой, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в заданной зоне R перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом,
при этом высота при возбуждении дуги представляет собой расстояние в вертикальном направлении от вольфрамового электрода до места возбуждения дуги, находящееся в пределах от 2 мм до 3 мм;
этап S3: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги для образования заполняющего слоя, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в зоне R перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом; и
этап S4: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги для образования облицовочного слоя, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в зоне R перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом.
[0032] В частности, на этапе S1 подготовка перед сваркой включает: выбор автоматической машины для сварки снаружи, автоматической машины для сварки внутри и трубопровода 100, образование U-образной комбинированной канавки или V-образной канавки в месте трубопровода 100, подлежащем сварке, и стыковку и размещение в заданном положении мест, подлежащих сварке, то есть стыковку двух секций трубопровода 100, и размещение сварочной горелки и канавок в заданном положении. Как показано на фиг.4, в данном варианте осуществления используется U-образная комбинированная канавка, и ширина верхней части канавки составляет 8 мм. Посредством разделения согласно планированию слоев сварки могут быть заданы различные слои сварки: слой (зона 1), полученный сваркой корня шва, слой (зона 2), полученный горячей сваркой, заполняющий слой (зона 3, 4, 5, 6, 7) и облицовочный слой (зона 8-1 и зона 8-2); осуществляют регулирование машины для сварки внутри для обеспечения стыковки и размещения в заданном положении мест трубопровода 100, подлежащих сварке, затем наплавленный валик предварительно нагревают, посредством автоматической машины для всепозиционной сварки внутри полностью выполняют сварку корневого слоя сварного шва, и после этого машину для сварки внутри удаляют.
[0033] В варианте осуществления сварочные канавки представляют собой комбинированные канавки, и способ дополнительно включает между этапом S1 и этапом S2:
этап S1A: выполнение сварки плавлением без присадочной проволоки в зоне R перекрытия посредством автоматической машины для аргонодуговой сварки, при этом длина зоны сварки плавлением находится в пределах от 20 мм до 40 мм; и
этап S2 включает: выполнение сварки с возбуждением дуги в зоне сварки плавлением, полученной на этапе S1A.
[0034] В частности, в случае комбинированной канавки автоматическая машина для сварки внутри может быть использована для полного выполнения сварки корня шва, и затем выполняют этап S1А; в случае канавки другого вида, такой как одна V-образная канавка, автоматическая машина для сварки снаружи может быть использована для полного выполнения сварки корня шва, и затем непосредственно выполняют этап S2.
[0035] Сварочный ток в автоматической машине для аргонодуговой сварки предпочтительно находится в пределах от 180 А до 280 А.
[0036] Длина зоны R перекрытия предпочтительно находится в пределах от 100 мм до 300 мм. Как показано на фиг.1, зона R перекрытия может представлять собой зону с размером в пределах от 50 мм до 150 мм, расположенную соответственно с двух сторон по отношению к месту, соответствующему 12 часам на циферблате часов, которая образует зону перекрытия при возбуждении дуги. В альтернативном варианте зона R перекрытия может быть задана в соответствии с фактическими потребностями, при этом место, соответствующее 12 часам на циферблате часов, не будет рассматриваться в качестве средней точки. При сварке по часовой стрелке с возбуждением дуги и сварке против часовой стрелки с возбуждением дуги длина слоя сварки, образующегося при перекрытии, между сваркой по часовой стрелке и сваркой против часовой стрелки, больше или равна 30 мм.
[0037] В частности, в варианте осуществления на этапе S2 для притупления кромки - в зоне, имеющей общую длину 30 мм и расположенной с двух сторон по отношению к месту, соответствующему 12 часам на циферблате часов, которая может иметь длину 15 мм с каждой стороны по отношению к месту, соответствующему 12 часам на циферблате часов, или может быть задана в соответствии с фактическими потребностями без выбора места, соответствующего 12 часам на циферблате часов, в качестве средней точки, - может быть выполнена сварка плавлением без присадочной проволоки посредством автоматической аргонодуговой сварки, и заданный сварочный ток составляет 210 А, так что зона притупления корня может быть проварена посредством слоя, полученного при сварке корня шва. Кроме того, возбуждение дуги выполняют над слоем, полученным сваркой по часовой стрелке, при этом длина слоя сварки, образующегося при перекрытии, между сваркой по часовой стрелке и сваркой против часовой стрелки, больше или равна 30 мм. Длина слоя сварки, образующегося при перекрытии, предпочтительно составляет 40 мм. На этапе S3 и этапе S4 процесс сварки, соответствующий заполняющему слою и облицовочному слою, аналогичен процессу и способу управления возбуждением дуги при образовании слоя, получаемого горячей сваркой, и параметры изменены.
[0038] Кроме того, интегрированная комбинированная сварочная горелка или горелка для многоэлектродной сварки может быть использована при сварке, представляющей собой комбинацию сварки неплавящимся электродом и сварки плавящимся электродом. Горелка для сварки неплавящимся электродом может перемещаться вверх и вниз в направлении высоты при приведении ее в движение посредством приводного устройства; высота при возбуждении дуги представляет собой расстояние в вертикальном направлении от вольфрамового электрода до места возбуждения дуги, предпочтительно находящееся в пределах от 2 мм до 3 мм.
[0039] С учетом вышеприведенных вариантов осуществления управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом включает:
выполнение позиционирования, возбуждения и зажигания дуги посредством горелки для сварки неплавящимся электродом и управление горелкой для сварки неплавящимся электродом для ее перемещения на заданное расстояние вдоль направления сварки;
управление горелкой для сварки неплавящимся электродом для выполнения гашения дуги и подъем горелки для сварки неплавящимся электродом; и
управление горелкой для сварки плавящимся электродом для ее перемещения к зоне, сваренной посредством горелки, предназначенной для сварки неплавящимся электродом, в течение заданного времени для управления поэтапным возбуждением дуги после выполнения гашения дуги посредством горелки, предназначенной для сварки неплавящимся электродом.
[0040] С учетом вышеприведенных вариантов осуществления заданное расстояние находится в пределах от 2 мм до 10 мм, и заданное время находится в пределах от 0,3 с до 1,5 с.
[0041] С учетом вышеприведенных вариантов осуществления управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом включает:
во время возбуждения дуги управление горелкой, предназначенной для сварки неплавящимся электродом, для выполнения сварки при позиционировании и сварки при перемещении, при этом время сварки при позиционировании, соответствующее горелке, предназначенной для сварки неплавящимся электродом, представляет собой время от 0 до t1, и время сварки при перемещении, соответствующее горелке, предназначенной для сварки неплавящимся электродом, представляет собой время от t1 до t2;
в момент t2 времени управление горелкой, предназначенной для сварки неплавящимся электродом, для выполнения гашения дуги и прекращения сварки;
в течение интервала времени от t2 до t3 управление горелкой, предназначенной для сварки неплавящимся электродом, для прекращения сварки и отвода горелки;
управление горелкой, предназначенной для сварки плавящимся электродом, для того, чтобы она достигла зоны сварки плавлением, образованной посредством горелки, предназначенной для сварки неплавящимся электродом, с начальной скоростью Vt1 перемещения;
в момент t3 времени управление горелкой, предназначенной для сварки плавящимся электродом, для выполнения возбуждения дуги;
при этом в течение интервала времени от t3 до t5 горелка для сварки плавящимся электродом выполняет первый этап возбуждения дуги, на котором соответствующее сварочное напряжение изменяется от напряжения U1 холостого хода до начального сварочного напряжения U2, переходная скорость перемещения представляет собой скорость Vt2, и скорость подачи проволоки медленно увеличивается от Vf1 до переходной скорости Vf2 подачи проволоки, и разность Vf2-Vf1 представляет собой коррекцию скорости на первом этапе;
в течение интервала времени от t3 до t4 горелка для сварки плавящимся электродом не совершает колебаний;
в момент t4 времени горелка для сварки плавящимся электродом начинает колебаться с начальной амплитудой А1 колебаний;
в течение интервала времени от t4 до t7 горелка для сварки плавящимся электродом медленно снижается для колебаний с заданной амплитудой А2 колебаний;
в течение интервала времени от t5 до t8 горелка для сварки плавящимся электродом выполняет второй этап возбуждения дуги, на котором соответствующее сварочное напряжение медленно повышается от начального сварочного напряжения U2 до заданного сварочного напряжения U3, и скорость подачи проволоки медленно увеличивается от переходной скорости Vf2 подачи проволоки до заданной скорости Vf3 подачи проволоки;
в течение интервала времени от t5 до t6 скорость перемещения горелки для сварки плавящимся электродом медленно увеличивается от переходной скорости Vt2 перемещения до заданной скорости Vt3 перемещения; и
в момент t8 времени параметр сварки, выполняемой горелкой для сварки плавящимся электродом, представляет собой заданный параметр сварки.
[0042] С учетом вышеприведенных вариантов осуществления этап S3 включает:
очистку от оксида на поверхности наплавленного валика сварного шва в месте возбуждения дуги посредством давления дуги при сварке неплавящимся электродом до возбуждения дуги заполняющего слоя;
этап S4 дополнительно включает:
очистку от оксида на поверхности наплавленного валика сварного шва в месте возбуждения дуги посредством давления дуги при сварке неплавящимся электродом до возбуждения дуги облицовочного слоя.
[0043] То есть оксид на поверхности наплавленного валика сварного шва в месте возбуждения дуги может быть счищен посредством давления дуги при сварке неплавящимся электродом до возбуждения дуги заполняющего слоя и облицовочного слоя, что позволяет эффективно избежать оксидного включения, которое может быть образовано в месте возбуждения дуги при последующей сварке плавящимся электродом; в данном случае следует отметить, что вышеприведенные этапы предпочтительно выполняются, когда имеется оксид на наплавленном валике, и могут не выполняться, когда поверхность наплавленного валика является чистой и не требует очистки.
[0044] С учетом вышеприведенных вариантов осуществления управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом включает:
во время возбуждения дуги управление горелкой, предназначенной для сварки неплавящимся электродом, для выполнения сварки при позиционировании и сварки при перемещении, при этом интервал времени сварки при позиционировании, соответствующий горелке, предназначенной для сварки неплавящимся электродом, представляет собой интервал от 0 до t1, и интервал времени сварки при перемещении, соответствующий горелке, предназначенной для сварки неплавящимся электродом, представляет собой интервал от t1 до t2;
в момент t2 времени управление горелкой, предназначенной для сварки неплавящимся электродом, для выполнения гашения дуги и прекращения сварки;
в течение интервала времени от t2 до t3 управление горелкой, предназначенной для сварки неплавящимся электродом, для прекращения сварки и отвода горелки;
управление горелкой, предназначенной для сварки плавящимся электродом, для того, чтобы она достигла зоны сварки плавлением, образованной посредством горелки, предназначенной для сварки неплавящимся электродом, с начальной скоростью Vt1 перемещения;
в момент t3 времени управление горелкой, предназначенной для сварки плавящимся электродом, для выполнения возбуждения дуги;
при этом в течение интервала времени от t3 до t5 горелка для сварки плавящимся электродом выполняет первый этап возбуждения дуги, на котором соответствующее сварочное напряжение изменяется от напряжения U1 холостого хода до начального сварочного напряжения U2, переходная скорость перемещения представляет собой скорость Vt2, и скорость подачи проволоки медленно увеличивается от Vf1 до переходной скорости Vf2 подачи проволоки, и разность Vf2-Vf1 представляет собой коррекцию скорости на первом этапе;
в течение интервала времени от t3 до t4 горелка для сварки плавящимся электродом не совершает колебаний;
в момент t4 времени горелка для сварки плавящимся электродом начинает колебаться с начальной амплитудой А1 колебаний;
в течение интервала времени от t4 до t7 горелка для сварки плавящимся электродом медленно снижается для колебаний с заданной амплитудой А2 колебаний;
в течение интервала времени от t5 до t8 горелка для сварки плавящимся электродом выполняет второй этап возбуждения дуги, на котором соответствующее сварочное напряжение медленно повышается от начального сварочного напряжения U2 до заданного сварочного напряжения U3, и скорость подачи проволоки медленно увеличивается от переходной скорости Vf2 подачи проволоки до заданной скорости Vf3 подачи проволоки;
в течение интервала времени от t5 до t6 скорость перемещения горелки для сварки плавящимся электродом медленно увеличивается от переходной скорости Vt2 перемещения до заданной скорости Vt3 перемещения; и
в момент t8 времени параметр сварки, выполняемой горелкой для сварки плавящимся электродом, представляет собой заданный параметр сварки.
[0045] В конкретном варианте осуществления в качестве сварки неплавящимся электродом выбрана дуговая сварка вольфрамовым электродом в инертном газе (TIG), и в качестве сварки плавящимся электродом выбрана дуговая сварка металлическим электродом в активном газе (MAG); как показано на фиг.1, горелка для дуговой сварки вольфрамовым электродом в инертном газе сначала выполняет сварку при позиционировании и сварку при перемещении во время возбуждения дуги, при этом интервал времени сварки при позиционировании, соответствующий горелке, предназначенной для дуговой сварки вольфрамовым электродом в инертном газе, представляет собой интервал (0, t1), интервал времени сварки при перемещении, соответствующий горелке, предназначенной для дуговой сварки вольфрамовым электродом в инертном газе, представляет собой интервал (t1, t2); в момент t2 времени горелка, предназначенная для дуговой сварки вольфрамовым электродом в инертном газе, выполняет гашение дуги и прекращает сварку; в течение интервала (t2, t3) времени, горелка, предназначенная для дуговой сварки вольфрамовым электродом в инертном газе, прекращает сварку и отводится, при этом горелка, предназначенная для дуговой сварки металлическим электродом в активном газе, приводится в движение посредством устройства для обеспечения перемещения, чтобы она достигла зоны, сваренной посредством горелки, предназначенной для дуговой сварки вольфрамовым электродом в инертном газе, с начальной скоростью Vt1 перемещения; в момент t3 времени горелка, предназначенная для дуговой сварки металлическим электродом в активном газе, выполняет возбуждение дуги; интервал (t3, t5) времени представляет собой первый этап возбуждения дуги горелкой, предназначенной для дуговой сварки металлическим электродом в активном газе, при этом соответствующее сварочное напряжение представляет собой напряжение U2, скорость перемещения представляет собой скорость Vt2, скорость подачи проволоки медленно увеличивается от Vf1 до Vf2, и разность Vf2-Vf1 представляет собой коррекцию скорости на первом этапе; (t3, t4) представляет собой время задержки колебаний, то есть горелка, предназначенная для дуговой сварки металлическим электродом в активном газе, не совершает колебаний в течение данного интервала времени и начинает колебаться с начальной амплитудой А1 колебаний в момент t4 времени, и медленно снижается до нормальных колебаний в течение интервала (t4, t7) времени; интервал (t5, t8) времени представляет собой второй этап возбуждения дуги горелкой, предназначенной для дуговой сварки металлическим электродом в активном газе, при этом соответствующее сварочное напряжение медленно повышается от U2 до U3 в течение данного периода, и скорость подачи проволоки медленно увеличивается от Vf2 до Vf3; интервал (t5, t6) времени представляет собой время задержки медленного увеличения скорости перемещения, то есть горелка, предназначенная для дуговой сварки металлическим электродом в активном газе, по-прежнему перемещается со скоростью Vt2, когда начинается второй этап возбуждения дуги горелкой, предназначенной для дуговой сварки металлическим электродом в активном газе, и скорость ее перемещения изменяется до скорости Vt3 перемещения на втором этапе в момент t6 времени, и заданный параметр сварки вводится/устанавливается после завершения второго этапа возбуждения дуги горелкой, предназначенной для дуговой сварки металлическим электродом в активном газе, то есть после момента t8 времени.
[0046] С учетом вышеприведенных вариантов осуществления t1=2с ± 0,5 с, t2=2,8 с ± 0,5 с, t3=3,1 с ± 0,5 с, t4=3,5 с ± 0,5 с, t5=4,6 с ± 0,5 с, t6=5,1 с ± 0,5 с, t7=5,5 с ± 0,5 с, и t8=6,6 с ± 0,5 с.
[0047] Соответствующие параметры времени на диаграмме последовательности моментов времени, показанной на фиг.1, предпочтительно такие, как показанные в Таблице 1.
Таблица 1
[0048] Следует отметить, что вышеприведенные параметры времени могут быть отрегулированы в соответствии с требованиями, когда спроектированы другие сварные швы, при этом способ не ограничен способом, приведенным в данном варианте осуществления.
[0049] С учетом вышеприведенных вариантов осуществления в качестве сварки неплавящимся электродом выбрана дуговая сварка вольфрамовым электродом в инертном газе (TIG), и параметр сварки для слоя, получаемого горячей сваркой, включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 200 А до 280 А.
[0050] С учетом вышеприведенных вариантов осуществления в качестве сварки плавящимся электродом выбрана дуговая сварка металлическим электродом в активном газе (MAG); параметр сварки для слоя, получаемого горячей сваркой, включает: начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 19 В до 22 В; заданное сварочное напряжение U3 находится в пределах от 23 В до 26 В; начальная скорость Vf1 подачи проволоки находится в пределах от 185 дюймов в минуту до 200 дюймов в минуту (от 469,9 см/мин до 508 см/мин); переходная скорость Vf2 подачи проволоки находится в пределах от 225 дюймов в минуту до 240 дюймов в минуту (от 571,5 см/мин до 609,6 см/мин); заданная скорость Vf3 подачи проволоки находится в пределах от 375 дюймов в минуту до 390 дюймов в минуту (от 952,5 см/мин до 990,6 см/мин); начальная скорость Vt1 перемещения находится в пределах от 115 см/мин до 130 см/мин; переходная скорость Vt2 перемещения находится в пределах от 36 см/мин до 41 см/мин; заданная скорость Vt3 перемещения находится в пределах от 33 см/мин до 70 см/мин; начальная амплитуда А1 колебаний находится в пределах от 1,7 мм до 2,5 мм, и заданная начальная амплитуда А2 колебаний находится в пределах от 1,2 мм до 2,0 мм.
[0051] С учетом вышеприведенных вариантов осуществления в качестве сварки неплавящимся электродом выбрана дуговая сварка вольфрамовым электродом в инертном газе (TIG), и параметр сварки для заполняющего слоя включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 200 А до 280 А.
[0052] С учетом вышеприведенных вариантов осуществления в качестве сварки плавящимся электродом выбрана дуговая сварка металлическим электродом в активном газе (MAG); параметр сварки для заполняющего слоя включает: начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 19 В до 22 В; заданное сварочное напряжение U3 находится в пределах от 23 В до 26 В; начальная скорость Vf1 подачи проволоки находится в пределах от 170 дюймов в минуту до 220 дюймов в минуту (от 431,8 см/мин до 558,8 см/мин); переходная скорость Vf2 подачи проволоки находится в пределах от 210 дюймов в минуту до 260 дюймов в минуту (от 533,4 см/мин до 660,4 см/мин); заданная скорость Vf3 подачи проволоки находится в пределах от 390 дюймов в минуту до 420 дюймов в минуту (от 990,6 см/мин до 1066,8 см/мин); начальная скорость Vt1 перемещения находится в пределах от 115 см/мин до 130 см/мин; переходная скорость Vt2 перемещения находится в пределах от 40 см/мин до 48 см/мин; заданная скорость Vt3 перемещения находится в пределах от 37 см/мин до 45 см/мин; начальная амплитуда А1 колебаний находится в пределах от 2 мм до 4,5 мм, и заданная начальная амплитуда А2 колебаний находится в пределах от 1,5 мм до 4 мм.
[0053] С учетом вышеприведенных вариантов осуществления в качестве сварки неплавящимся электродом выбрана дуговая сварка вольфрамовым электродом в инертном газе (TIG), и параметр сварки для облицовочного слоя включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 200 А до 280 А.
[0054] С учетом вышеприведенных вариантов осуществления в качестве сварки плавящимся электродом выбрана дуговая сварка металлическим электродом в активном газе (MAG); параметр сварки для облицовочного слоя включает: начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 19 В до 22 В; заданное сварочное напряжение U3 находится в пределах от 23 В до 26 В; начальная скорость Vf1 подачи проволоки находится в пределах от 140 дюймов в минуту до 190 дюймов в минуту (от 355,6 см/мин до 482,6 см/мин); переходная скорость Vf2 подачи проволоки находится в пределах от 180 дюймов в минуту до 230 дюймов в минуту (от 457,2 см/мин до 584,2 см/мин); заданная скорость Vf3 подачи проволоки находится в пределах от 210 дюймов в минуту до 260 дюймов в минуту (от 533,4 см/мин до 660,4 см/мин); начальная скорость Vt1 перемещения находится в пределах от 115 см/мин до 130 см/мин; переходная скорость Vt2 перемещения находится в пределах от 36 см/мин до 41 см/мин; заданная скорость Vt3 перемещения находится в пределах от 33 см/мин до 60 см/мин; начальная амплитуда А1 колебаний находится в пределах от 3,2 мм до 4,0 мм, и заданная начальная амплитуда А2 колебаний находится в пределах от 2,7 мм до 3,5 мм.
[0055] Поскольку заготовка находится в низкотемпературном состоянии во время известного процесса сварки, требуются большой ток и большая скорость подачи проволоки для возбуждения дуги, если используется непосредственно сварка плавящимся электродом. Однако ванна расплава в месте возбуждения дуги может быстро охлаждаться и затвердевать, когда низкотемпературная заготовка подвергается обработке при большом токе и большой скорости подачи проволоки, при этом может быть образован сварной шов с большой остаточной высотой, и место предыдущего возбуждения дуги должно быть сделано гладким и подвергнуто шлифованию перед последующей операцией сварки. В способе всепозиционной многослойной многопроходной сварки трубопровода без шлифования для притупления корня с определенной длиной, расположенного с двух сторон по отношению к месту, соответствующему 12 часам на циферблате часов, выполняют сварку плавлением без присадочной проволоки посредством сварки неплавящимся электродом до того, как будет выполнена горячая сварка, что позволяет решить проблему провара притупления корня в месте возбуждения дуги в слое, получаемом горячей сваркой. Управление возбуждением дуги осуществляется поэтапно посредством сварки неплавящимся электродом и сварки плавящимся электродом, при этом сначала выполняют сварку неплавящимся электродом, и в данном процессе отсутствует заполнение за счет расходования какой-либо присадочной/сварочной проволоки, что может привести к нагреву места возбуждения на заготовке. Когда при заполнении за счет расходования присадочной проволоки посредством сварки плавящимся электродом используются медленно увеличивающиеся скорость подачи проволоки и напряжение в сочетании с заготовкой, имеющей высокую температуру, ванна расплава не будет быстро охлаждаться, заполняющий металл может полностью растекаться, образованное место возбуждения дуги будет более гладким, и оксид на поверхности наплавленного валика в месте возбуждения дуги может быть счищен под действием давления дуги при сварке неплавящимся электродом, что может обеспечить эффективное решение таких проблем, как неполный провар места возбуждения дуги в слое, получаемом горячей сваркой, и чрезмерная высота места возбуждения дуги и включение в данном месте во время процесса заполнения, которые при использовании известной технологии должны быть решены посредством механического шлифования, для повышения качества сварки и эффективности сварки, улучшения условий работы и экономии трудозатрат.
[0056] Следует отметить, что в данном варианте осуществления сварка неплавящимся электродом предпочтительно представляет собой дуговую сварку вольфрамовым электродом в инертном газе (TIG) и сварка плавящимся электродом предпочтительно представляет собой дуговую сварку металлическим электродом в активном газе (MAG), однако, помимо выполнения сварки плавлением притупления корня, нагрева места возбуждения дуги и удаления оксида посредством способа нагрева при сварке неплавящимся электродом, также имеются другие способы нагрева, которые могут обеспечить управление поэтапным возбуждением дуги без шлифования, такие как лазерная сварка, электроннолучевая сварка, плазменно-дуговая сварка, пламенный нагрев, индукционный нагрев и т.д., и которые не ограничены способами, приведенными в данном варианте осуществления. Аналогичным образом сварка плавящимся электродом может представлять собой дуговую сварку металлическим электродом в инертном газе, дуговую сварку металлическим электродом в активном газе или дуговую сварку в смешанном газе, или могут быть выбраны другие виды способа нагрева плавящегося электрода. Кроме того, заготовка, подлежащая сварке, может представлять собой трубу или другую заготовку кольцевой или сферической формы. Материал, подлежащий сварке, может представлять собой углеродистую сталь, нержавеющую сталь, алюминиевый сплав или другие металлические материалы, которые могут быть выбраны в соответствии с реальными потребностями при применении, и в данном случае материал не имеет дополнительных ограничений.
[0057] Способ всепозиционной многослойной многопроходной сварки трубопровода без шлифования, предложенный в соответствии с настоящей заявкой, был подробно описан выше. Конкретные примеры используются в данной заявке для иллюстрации принципа и реализации настоящей заявки. Описание вышеприведенных вариантов осуществления используется только для облегчения понимания способа и основной идеи настоящей заявки. Следует отметить, что специалисты в данной области техники могут выполнить много модификаций и усовершенствований настоящего раскрытия изобретения без отхода от принципа настоящей заявки, и также подразумевается, что данные модификации и усовершенствования находятся в пределах объема правовой охраны настоящей заявки, определяемого формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |


Изобретение может быть использовано для многослойной многопроходной сварки трубопровода без шлифования. После сварки корня шва выполняют сварку плавлением без присадочной проволоки в зоне перекрытия неплавящимся электродом. Выполняют сварку по часовой стрелке и сварку против часовой стрелки с возбуждением дуги по слою, получаемому горячей сваркой. Осуществляют управление поэтапным возбуждением дуги в заданной зоне перекрытия и после этого выполняют последующую сварку плавящимся электродом. Аналогичным образом выполняют сварку заполняющего слоя и облицовочного слоя. Во время сварки неплавящимся электродом не происходит заполнения шва за счет расходования сварочной проволоки, что может обеспечить нагрев зоны возбуждения дуги на заготовке. Вследствие высокой температуры зоны возбуждения дуги на заготовке при расходовании плавящегося электрода ванна расплава охлаждается медленно, что обеспечивает его полное растекание. Образованное место возбуждения дуги является гладким без шлифования, что способствует повышению эффективности и качества сварки. 12 з.п. ф-лы, 4 ил., 1 табл.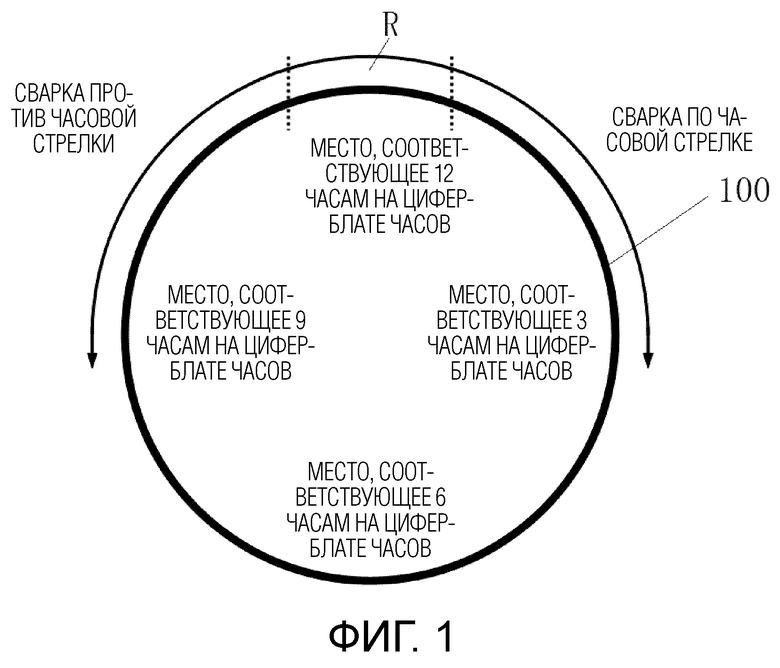
1. Способ многослойной многопроходной сварки трубопровода без шлифования, включающий:
этап S1: подготовку перед сваркой, позиционирование и выполнение процесса сварки корня шва,
этап S1A: выполнение сварки плавлением без присадочной проволоки в зоне перекрытия посредством сварки неплавящимся электродом;
этап S2: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги по слою, получаемому горячей сваркой, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в заданной зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом;
этап S3: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги по заполняющему слою, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом; и
этап S4: выполнение сварки по часовой стрелке с возбуждением дуги и сварки против часовой стрелки с возбуждением дуги по облицовочному слою, управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом в зоне перекрытия и после этого выполнение последующей сварки посредством сварки плавящимся электродом.
2. Способ многослойной многопроходной сварки трубопровода без шлифования по п.1, в котором при подготовке перед сваркой на заготовках выполняют сварочные канавки, представляющие собой разделку кромок с притуплением,
при этом на этапе S1A
длина зоны сварки плавлением находится в пределах от 20 мм до 40 мм; и
этап S2 включает: выполнение сварки с возбуждением дуги в зоне сварки плавлением, полученной на этапе S1A.
3. Способ многослойной многопроходной сварки трубопровода без шлифования по п.1, в котором длина зоны перекрытия находится в пределах от 100 мм до 300 мм; при сварке по часовой стрелке с возбуждением дуги и сварке против часовой стрелки с возбуждением дуги длина слоя сварки, образующегося при перекрытии, между сваркой по часовой стрелке и сваркой против часовой стрелки больше или равна 30 мм.
4. Способ многослойной многопроходной сварки трубопровода без шлифования по любому из пп.1-3, в котором управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом включает:
выполнение позиционирования, возбуждения и зажигания дуги посредством горелки для сварки неплавящимся электродом и управление горелкой для сварки неплавящимся электродом для ее перемещения на заданное расстояние вдоль направления сварки;
управление горелкой для сварки неплавящимся электродом для выполнения гашения дуги и подъем горелки для сварки неплавящимся электродом; и
управление горелкой для сварки плавящимся электродом для ее перемещения к зоне, сваренной посредством горелки, предназначенной для сварки неплавящимся электродом, в течение заданного времени для управления поэтапным возбуждением дуги после выполнения гашения дуги посредством горелки, предназначенной для сварки неплавящимся электродом.
5. Способ многослойной многопроходной сварки трубопровода без шлифования по п.4, в котором заданное расстояние находится в пределах от 2 мм до 10 мм, а заданное время находится в пределах от 0,3 с до 1,5 с.
6. Способ многослойной многопроходной сварки трубопровода без шлифования по п.4, в котором управление поэтапным возбуждением дуги посредством сварки неплавящимся электродом и сварки плавящимся электродом включает:
во время возбуждения дуги управляют горелкой, предназначенной для сварки неплавящимся электродом, для выполнения сварки при позиционировании и сварки при перемещении, при этом интервал времени сварки при позиционировании, соответствующий горелке, предназначенной для сварки неплавящимся электродом, представляет собой интервал от 0 до t1, а интервал времени сварки при перемещении, соответствующий горелке, предназначенной для сварки неплавящимся электродом, представляет собой интервал от t1 до t2;
в момент t2 времени управляют горелкой, предназначенной для сварки неплавящимся электродом, для выполнения гашения дуги и прекращения сварки;
в течение интервала времени от t2 до t3 управляют горелкой, предназначенной для сварки неплавящимся электродом, для прекращения сварки и отвода горелки;
управляют горелкой, предназначенной для сварки плавящимся электродом, для того, чтобы она достигла зоны сварки плавлением, образованной посредством горелки, предназначенной для сварки неплавящимся электродом, с начальной скоростью Vt1 перемещения;
в момент t3 времени управляют горелкой, предназначенной для сварки плавящимся электродом, для выполнения возбуждения дуги;
при этом в течение интервала времени от t3 до t5 горелка для сварки плавящимся электродом выполняет первый этап возбуждения дуги, на котором соответствующее сварочное напряжение изменяется от напряжения U1 холостого хода до начального сварочного напряжения U2, переходная скорость перемещения представляет собой скорость Vt2, и скорость подачи проволоки увеличивается от Vf1 до переходной скорости Vf2 подачи проволоки, причем разность Vf2-Vf1 представляет собой коррекцию скорости на первом этапе;
в течение интервала времени от t3 до t4 горелка для сварки плавящимся электродом не совершает колебаний;
в момент t4 времени горелка для сварки плавящимся электродом начинает колебаться с начальной амплитудой А1 колебаний;
в течение интервала времени от t4 до t7 горелка для сварки плавящимся электродом снижается для колебаний с целевой амплитудой А2 колебаний;
в течение интервала времени от t5 до t8 горелка для сварки плавящимся электродом выполняет второй этап возбуждения дуги, на котором соответствующее сварочное напряжение повышается от начального сварочного напряжения U2 до целевого сварочного напряжения U3, и скорость подачи проволоки увеличивается от переходной скорости Vf2 подачи проволоки до целевой скорости Vf3 подачи проволоки;
в течение интервала времени от t5 до t6 скорость перемещения горелки для сварки плавящимся электродом увеличивается от переходной скорости Vt2 перемещения до целевой скорости Vt3 перемещения; и
в момент t8 времени параметр сварки, выполняемой горелкой для сварки плавящимся электродом, представляет собой целевой параметр сварки.
7. Способ многослойной многопроходной сварки трубопровода без шлифования по п.6, в котором в качестве сварки неплавящимся электродом выбирают дуговую сварку вольфрамовым электродом в инертном газе (TIG), причем параметр сварки для слоя, получаемого горячей сваркой, включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 200 А до 280 А.
8. Способ многослойной многопроходной сварки трубопровода без шлифования по п.7, в котором в качестве сварки плавящимся электродом выбирают дуговую сварку металлическим электродом в активном газе (MAG);
параметр сварки для слоя, получаемого горячей сваркой, включает:
начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 19 В до 22 В; целевое сварочное напряжение U3 находится в пределах от 23 В до 26 В; начальная скорость Vf1 подачи проволоки находится в пределах от 470 см/мин до 508 см/мин; переходная скорость Vf2 подачи проволоки находится в пределах от 571 см/мин до 610 см/мин; целевая скорость Vf3 подачи проволоки находится в пределах от 952 см/мин до 991 см/мин; начальная скорость Vt1 перемещения находится в пределах от 115 см/мин до 130 см/мин; переходная скорость Vt2 перемещения находится в пределах от 36 см/мин до 41 см/мин; целевая скорость Vt3 перемещения находится в пределах от 33 см/мин до 70 см/мин; начальная амплитуда А1 колебаний находится в пределах от 1,7 мм до 2,5 мм, и целевая начальная амплитуда А2 колебаний находится в пределах от 1,2 мм до 2,0 мм.
9. Способ многослойной многопроходной сварки трубопровода без шлифования по п.6, в котором в качестве сварки неплавящимся электродом выбирают дуговую сварку вольфрамовым электродом в инертном газе (TIG), и параметр сварки для заполняющего слоя включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 200 А до 280 А.
10. Способ многослойной многопроходной сварки трубопровода без шлифования по п.9, в котором в качестве сварки плавящимся электродом выбирают дуговую сварку металлическим электродом в активном газе (MAG);
параметр сварки для заполняющего слоя включает:
начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 19 В до 22 В; целевое сварочное напряжение U3 находится в пределах от 23 В до 26 В; начальная скорость Vf1 подачи проволоки находится в пределах от 431 см/мин до 559 см/мин; переходная скорость Vf2 подачи проволоки находится в пределах от 533 см/мин до 661 см/мин; целевая скорость Vf3 подачи проволоки находится в пределах от 991 см/мин до 1067 см/мин; начальная скорость Vt1 перемещения находится в пределах от 115 см/мин до 130 см/мин; переходная скорость Vt2 перемещения находится в пределах от 40 см/мин до 48 см/мин; целевая скорость Vt3 перемещения находится в пределах от 37 см/мин до 45 см/мин; начальная амплитуда А1 колебаний находится в пределах от 2 мм до 4,5 мм, и целевая начальная амплитуда А2 колебаний находится в пределах от 1,5 мм до 4 мм.
11. Способ многослойной многопроходной сварки трубопровода без шлифования по п.6, в котором в качестве сварки неплавящимся электродом выбирают дуговую сварку вольфрамовым электродом в инертном газе (TIG), и параметр сварки для облицовочного слоя включает:
сварочный ток I при дуговой сварке вольфрамовым электродом в инертном газе находится в пределах от 200 А до 280 А.
12. Способ многослойной многопроходной сварки трубопровода без шлифования по п.11, в котором в качестве сварки плавящимся электродом выбирают дуговую сварку металлическим электродом в активном газе (MAG);
параметр сварки для облицовочного слоя включает:
начальное напряжение U2 при дуговой сварке металлическим электродом в активном газе находится в пределах от 19 В до 22 В; целевое сварочное напряжение U3 находится в пределах от 23 В до 26 В; начальная скорость Vf1 подачи проволоки находится в пределах от 355 см/мин до 483 см/мин; переходная скорость Vf2 подачи проволоки находится в пределах от 457 см/мин до 585 см/мин; целевая скорость Vf3 подачи проволоки находится в пределах от 533 см/мин до 661 см/мин; начальная скорость Vt1 перемещения находится в пределах от 115 см/мин до 130 см/мин; переходная скорость Vt2 перемещения находится в пределах от 36 см/мин до 41 см/мин; целевая скорость Vt3 перемещения находится в пределах от 33 см/мин до 60 см/мин; начальная амплитуда А1 колебаний находится в пределах от 3,2 мм до 4,0 мм, и целевая начальная амплитуда А2 колебаний находится в пределах от 2,7 мм до 3,5 мм.
13. Способ многослойной многопроходной сварки трубопровода без шлифования по любому из пп.1-3, в котором этап S3 включает:
очистку от оксида на поверхности наплавленного валика сварного шва в месте возбуждения дуги посредством давления дуги при сварке неплавящимся электродом до возбуждения дуги заполняющего слоя;
этап S4 дополнительно включает:
очистку от оксида на поверхности наплавленного валика сварного шва в месте возбуждения дуги посредством давления дуги при сварке неплавящимся электродом до возбуждения дуги облицовочного слоя.
| SU 1201093 А, 30.12.1985 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| RU 22563793 С1, 20.09.2015 | |||
| СПОСОБ МНОГОСЛОЙНОЙ СВАРКИ ТРУБ | 2013 |
|
RU2511191C1 |
| DE 102014002213 A1, 27.08.2015 | |||
| Электроизоляционный материал и способ его изготовления | 1975 |
|
SU558308A1 |
