Изобретение относится к области создания устройств, предназначенных для интенсивной пластической деформации материалов методом равноканального углового прессования.
Известно устройство для равноканального углового прессования заготовки, в котором пересекающиеся под произвольным углом вертикальный и горизонтальный каналы высверливаются в цельной болванке и деформированный образец выталкивается из нее последующими образцами [Сегал В.М., Резников В.И., Копылов В.И. и др. Процессы пластического структурообразования. Минск: Навука i тэхнiка. - 1994. - 232 с.].
Применение данного устройства ограничено получением на выходе упрочненного материала в виде прямой объемной заготовки.
Устройство для равноканального углового прессования металлической заготовки содержит две полуматрицы - нижнюю и верхнюю, выполненную с вертикальным каналом [RU 2188091 С2, 27.08.2002, В21С 25/00, 5 с.].
Недостатком известного устройства является невозможность получения упрочненного металлического материала в форме, отличной от прямого стержня.
Устройство для равноканального углового прессования металлической заготовки, принятое в качестве прототипа, содержит две полуматрицы - нижнюю и верхнюю, выполненную с вертикальным и дугообразным каналами с поперечным сечением, равным сечению заготовки [RU 2424073 С1, 08.02.2010, В21С 25/00, 3 с.].
Недостатком прототипа является ограниченность применения устройства получением упрочненного металлического материала только в виде дуги.
Задачей предлагаемого изобретения является разработка устройства для равноканального углового прессования металлической заготовки, обеспечивающего получение упрочненной заготовки в виде шайбы Гровера.
Поставленная задача достигается тем, что устройство для равноканального углового прессования металлической заготовки с получением шайбы Гровера содержит верхнюю полуматрицу с вертикальным каналом и нижнюю полуматрицу, при этом упомянутые верхняя и нижняя полуматрицы выполнены с дугообразным составным каналом в виде разорванного круга, проходящим через обе матрицы по винтовой линии с наклоном, начало и конец дугообразного канала расположены в разных плоскостях, а поперечное сечение вертикального и дугообразного каналов равно сечению металлической заготовки.
Предложенная конструкция устройства для равноканального углового прессования металлической заготовки, содержащего верхнюю полуматрицу с вертикальным каналом и нижнюю полуматрицу, при котором упомянутые верхняя и нижняя полуматрицы выполнены с дугообразным составным каналом в виде разорванного круга, проходящим через обе полуматрицы по винтовой линии с наклоном, начало и конец дугообразного канала расположены в разных плоскостях, а поперечное сечение вертикального и дугообразного каналов равно сечению металлической заготовки, способствует получению упрочненной металлической заготовки в форме шайбы Гровера.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство для равноканального углового прессования металлической заготовки обеспечивает получение упрочненной шайбы Гровера.
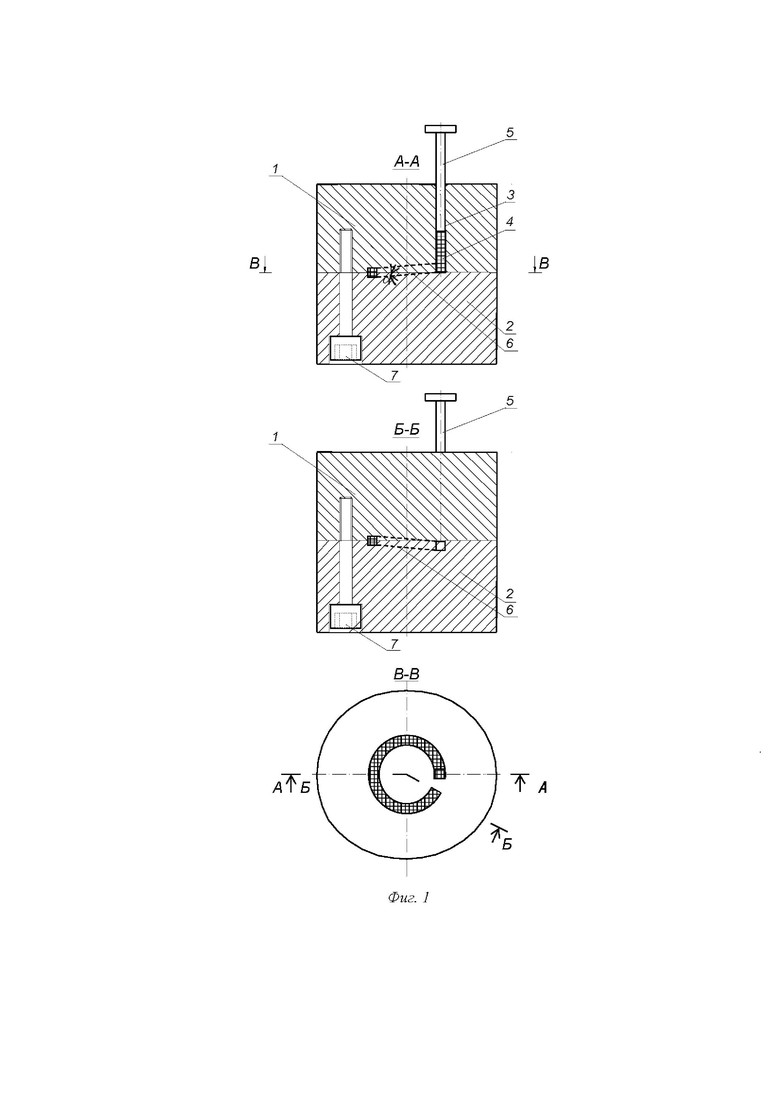
Схема заявляемого устройства для равноканального углового прессования металлической заготовки представлена на фиг. 1.
Устройство для равноканального углового прессования металлической заготовки содержит верхнюю 1 и нижнюю 2 полуматрицы, пуансон 5, вертикальный канал 3, расположенный по кольцевой дуге и выполненный по винтовой линии в обеих полуматрицах, канал 6 под углом α к плоскости соприкосновения полуматриц 1 и 2. При этом верхняя открытая часть канала 6 закрывает ее нижнюю открытую часть и тем самым образуется составной закрытый канал. Соединение полуматриц осуществляется с помощью трех винтов 7.
Устройство для равноканального углового прессования металлической заготовки работает следующим образом.
В вертикальный канал 3 верхней полуматрицы 1 устанавливают заготовку 4 из металлического материала, которая под воздействием на нее пуансона 5 продавливается в дугообразный винтовой канал 6. Заготовка 4, перемещаясь из вертикального канала 3 в дугообразный винтовой канал 6 с углом наклона α, деформируется в месте пересечения каналов как при равноканальном угловом прессовании. Для получения шайбы Гровера металлическая заготовка продавливается по дугообразному винтовому каналу под углом α.
Пример
Было изготовлено и апробировано устройство (фиг. 2), в котором угол α составлял 3°55'.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2424073C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛОВ | 2010 |
|
RU2429926C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2268100C1 |
| Способ упрочнения кольцевой заготовки или втулки канальным угловым прессованием и устройство для его осуществления | 2021 |
|
RU2780004C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2349403C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2347634C2 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЗАГОТОВКИ | 2011 |
|
RU2475319C2 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении металлических заготовок в форме шайбы Гровера. Устройство содержит верхнюю полуматрицу с вертикальным каналом и нижнюю полуматрицу. Упомянутые полуматрицы имеют дугообразный составной канал в виде разорванного круга, проходящий через обе полуматрицы по винтовой линии с наклоном. Начало и конец дугообразного канала расположены в разных плоскостях. Поперечное сечение каналов равно сечению металлической заготовки. В результате обеспечивается получение упрочненных металлических заготовок. 2 ил., 1 пр.
Устройство для равноканального углового прессования металлической заготовки с получением шайбы Гровера, характеризующееся тем, что оно содержит верхнюю полуматрицу с вертикальным каналом и нижнюю полуматрицу, при этом упомянутые верхняя и нижняя полуматрицы выполнены с дугообразным составным каналом в виде разорванного круга, проходящим через обе полуматрицы по винтовой линии с наклоном, начало и конец дугообразного канала расположены в разных плоскостях, а поперечное сечение вертикального и дугообразного каналов равно сечению металлической заготовки.
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2424073C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2724231C2 |
| Приспособление для изготовления шайб Грозера | 1944 |
|
SU64726A1 |
| US 11235366 B2, 01.02.2022 | |||
| US 10780477 B2, 22.09.2020. | |||

