Изобретение относится к области обработки металлов давлением и предназначено для получения изделий с повышенными механическими характеристиками за счет формирования в металле заготовок субмикрокристаллической структуры.
Известно устройство для обработки металлов давлением, выполненное в виде матрицы с тремя каналами, а именно приемным, промежуточным и выходным пересекающимися каналами, при этом каналы выполнены с квадратным сечением (Патент РФ №2181314, опубл. 20.04. 2002 г).
Недостатком данного устройства является низкая интенсивность образования мелкозернистой структуры и трудности в изготовлении каналов в цельной матрице.
Другим устройством, известным из уровня техники, является штамп для равноканального углового прессования для осуществления комбинированного способа интенсивной пластической деформации заготовок (Патент РФ №2240197, опубл. 20.11.2004 г.).
Недостатком данного устройства является большая трудоемкость изготовления каналов, особенно винтового, в цельной матрице.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа штамп для равноканального углового прессования, содержащий бандаж, пуансон и матрицу, по меньшей мере, с тремя пересекающимися приемным, промежуточным и выходным каналами, при этом приемный и выходной каналы имеют квадратное сечение, а промежуточный канал выполнен винтовым (Патент РФ №2440210, опубл. 20.01. 2012 г.).
Недостатком известного штампа, в том числе технической проблемой является низкая технологичность конструкции матрицы, т.к. каналы формируются четырьмя разными по форме и размерам вставками, что усложняет ее изготовление.
В основу заявленного изобретения был положен технический результат -упрощение конструкции штампа с одновременным обеспечением повышения надежности за счет исключения возможности замены всего пакета, образованного унифицированными вставками, при износе одной, наиболее нагруженной вставки, т.е. замены только одной изношенной вставки, кроме того, размещение пакета в полости матрицы повышает безопасность эксплуатации штампа.
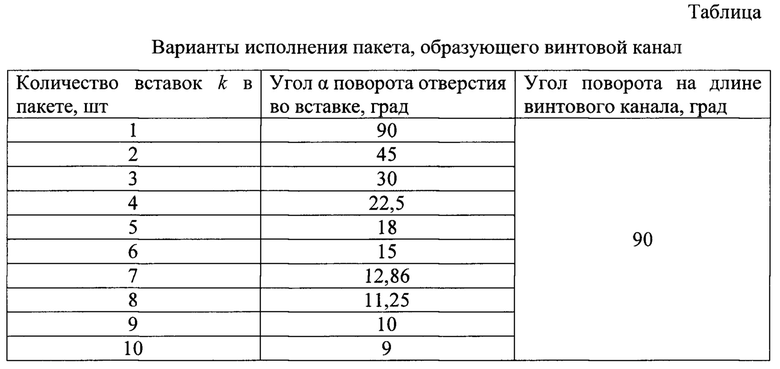
Технический результат достигается тем, что в штампе для канального углового прессования, содержащим бандаж, пуансон и матрицу, по меньшей мере, с тремя пересекающимися приемным, промежуточным и выходным каналами, промежуточный канал выполнен винтовым, имеет прямоугольное сечение и образован пакетом из k вставок в виде дисков с осевыми отверстиями, в каждой из которых контур отверстия повернут на ее толщине на угол (α), а пакет образован сборкой вставок в гнездах матрицы с фиксацией вставок в необходимом положении относительно друг друга за счет выполнения на наружной боковой поверхности каждой вставки двух параллельных лысок с противоположных сторон, повернутых на угол (kα) по отношению к контуру отверстия сопрягаемых вставок, причем угол α зависит от количества вставок k, образующих канал.
Выполненные на вставках лыски дополнительно осуществляют фиксацию вставок, при установке пакета в матрицу, от их возможного проворота в процессе прессования. Унификация вставок пакета, образующих винтовой канал обеспечивает простоту их изготовления и сборки, а значит, повышает их технологичность. При износе вставок в процессе эксплуатации они могут быть быстро заменены новыми.
Изобретение поясняется графическими изображениями.
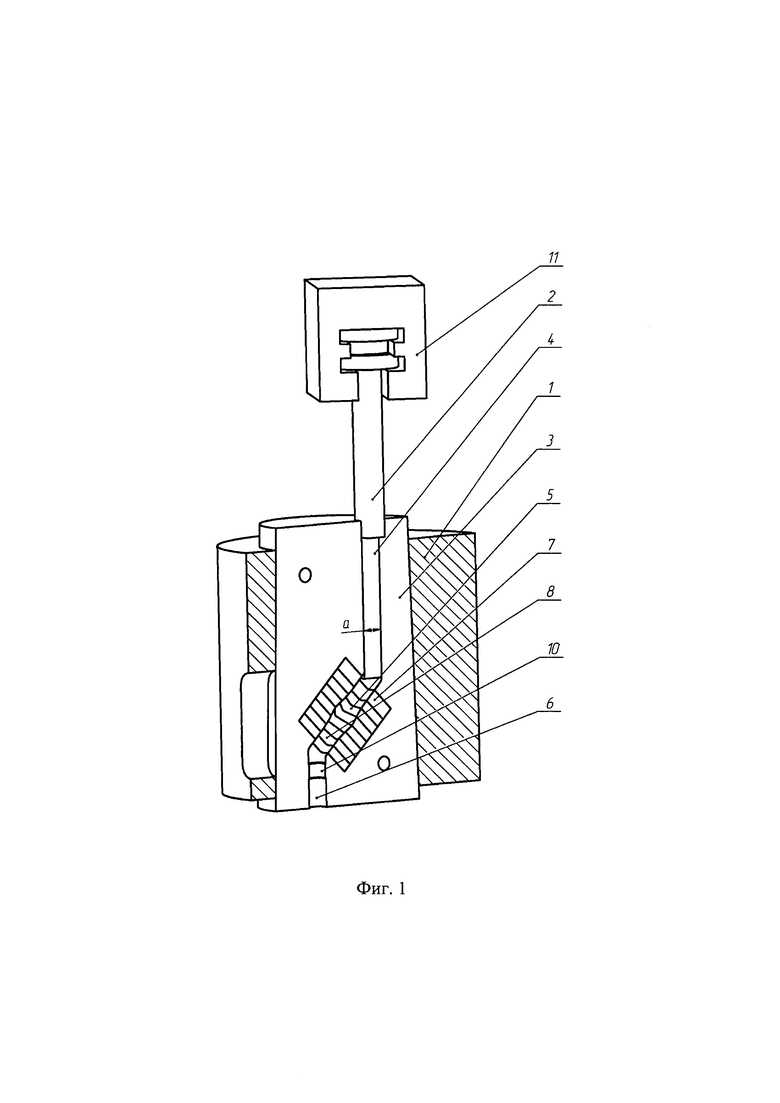
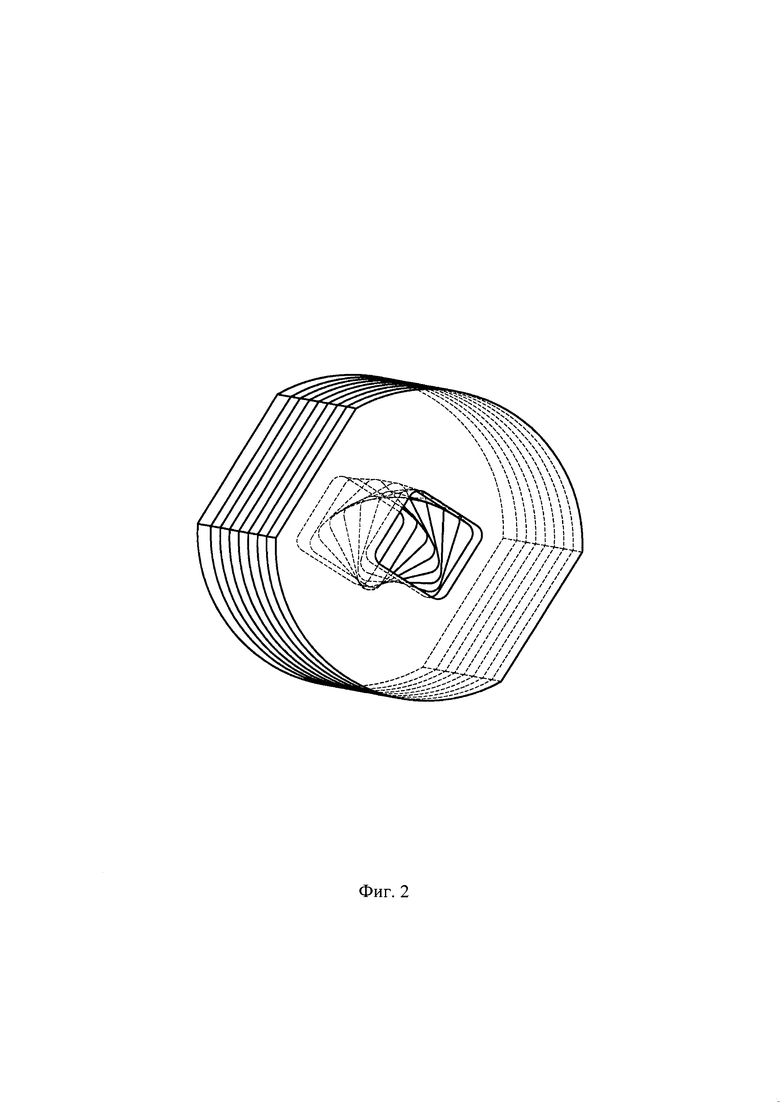
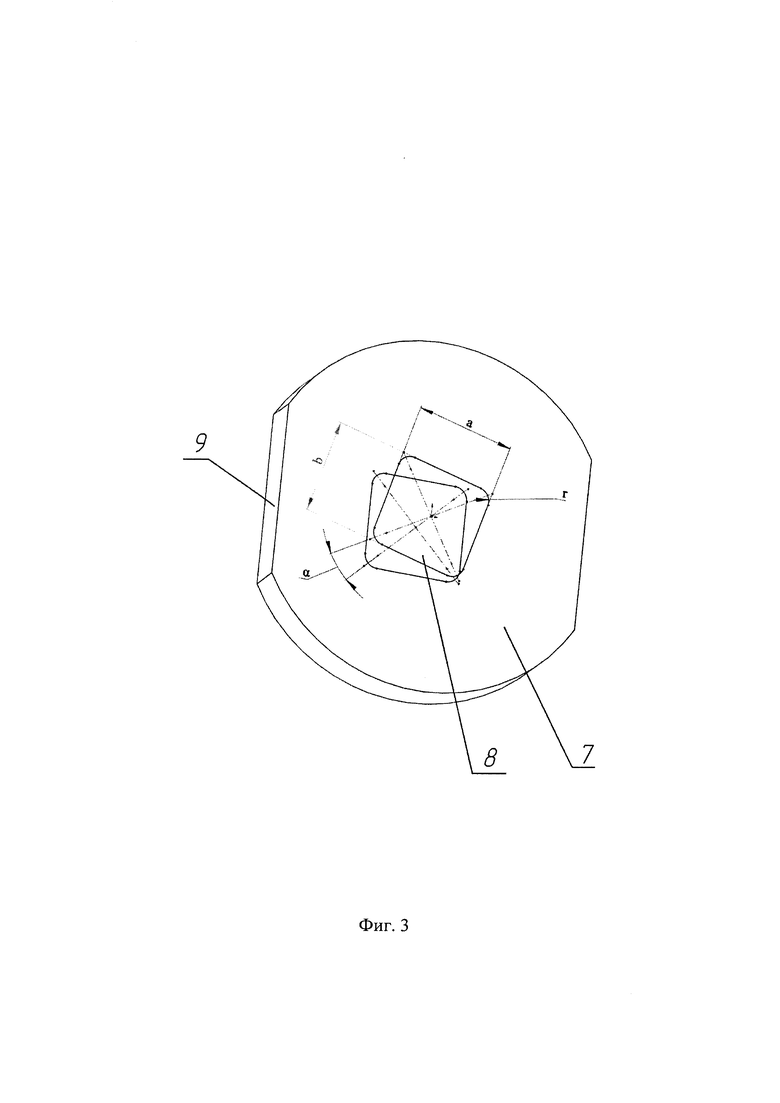
На фиг. 1 схематично изображен штамп для канального углового прессования. На фиг. 2 - положение вставок в пакете при формировании винтового канала. На фиг. 3 - унифицированная вставка пакета.
Штамп для канального углового прессования содержит бандаж 1, пуансон 2 и матрицу 3, по меньшей мере, с тремя пересекающимися приемным 4, промежуточным 5 и выходным 6 каналами, при этом приемный 4 и выходной 6 каналы имеют геометрически идентичное сечение, например, квадратное или прямоугольное, а промежуточный канал 5 выполнен винтовым, в заявленном штампе промежуточный винтовой канал 5 выполнен прямоугольного сечения и образован пакетом (фиг. 2) из k унифицированных вставок 7 в виде дисков с осевыми отверстиями 8, в каждой из которых контур отверстия повернут на ее толщине на угол (α), а пакет образован сборкой вставок в гнездах матрицы с фиксацией вставок в необходимом положении относительно друг друга за счет выполнения на наружной боковой поверхности каждой вставки двух параллельных лысок 9 с противоположных сторон (фиг. 3), повернутых на угол (kα) по отношению к контуру отверстия сопрягаемых вставок, причем угол α зависит от количества вставок k, образующих канал.
В бандаж 1 (см. фиг. 1) запрессованы две полуматрицы, образуя матрицу 3 (на фиг. 1 изображена одна полуматрица). В верхней части матрицы 3, сформирован приемный канал 4, а в нижней части матрицы 3 сформирован выходной канал 6, который снабжен калибрующим пояском 10, имеющим поперечные размеры (a-0,5) мм и (b-0,5) мм, где а и b - длины сторон прямоугольного сечения канала. Калибрующий поясок 10 необходим для компенсации упругих деформаций прессуемой заготовки по сечению, что обеспечивает возможность беспрепятственной установки заготовки в приемный канал 4 при повторном прессовании. Промежуточный канал 5 ограничен приемным 4 и выходным 6 каналами. Пуансон 2 выполнен призматическим и его сечение геометрически идентично сечению приемного канала 4. Пуансон 2 размещается в пуансонодержателе 11. Металлическая заготовка (на фиг. 1 не показана) помещается в приемный канал 4 и проталкивается пуансоном 2 в промежуточный канал 5, винтовая поверхность которого сформирована сборкой в пакет унифицированных вставок 7.
Штамп для канального углового прессования работает следующим образом.
Перед прессованием на исходную заготовку высотой 150-200 мм наносят технологический смазочный материал. Далее заготовку с нанесенным смазочным материалом помещают в приемный канал 4 до места изменения его направления. Затем пуансон 2 вводят в приемный канал 4 до соприкосновения с верхним торцом заготовки. Во время прессования заготовку проталкивают пуансоном 2 в промежуточный канал 5. Перед входом в винтовой участок промежуточного канала 5 заготовка изменяет направление движения за счет поворота приемного канала на заданный угол 110…135°. Здесь сосредоточен очаг деформации, в котором возникают сдвиговые деформации, они являются одним из факторов, влияющих на измельчение зеренной структуры металла заготовки. В промежуточном канале 5, имеющем винтовой участок, заготовка подвергается деформации скручиванием. Проходя промежуточный канал 5 с винтовым участком, заготовка поворачивается вокруг продольной оси симметрии на угол 90°, т.е. одновременно с угловым прессованием реализуется один из маршрутов прессования Вс. Процесс прессования продолжается до тех пор, пока верхний торец заготовки не приблизится на расстояние 3-5 мм к очагу деформации, сосредоточенному в месте изменения направления приемного канала 4. После этого пуансон 2 извлекают из приемного канала 4. Процесс прессования повторяется со следующей заготовкой. При этом вторая заготовка проталкивает первую, находящуюся в штампе в промежуточном канале 5, а затем и в выходной канал 6. Проходя через калибрующий поясок 10 выходного канала 6, заготовка изменяет размеры поперечного сечения на 0,5 мм, что является достаточным для компенсации ее упругой деформации. Далее первая заготовка извлекается из выходного канала 6. При повторном прессовании заготовка беспрепятственно устанавливается в приемный канал 4. Таким образом, заготовка, подвергаясь двум актам деформации сдвигом и дополнительно одному акту деформации скручиванием, за счет чего одновременно реализуется один из маршрутов прессования Вс - заготовка поворачивается вокруг продольной оси на угол 90° и не только повышается интенсивность образования субмикрокристаллической структуры, но и увеличивается производительность процесса прессования.
В таблице показаны значения угла поворота отверстия в каждой вставке в зависимости от их количества в пакете.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - упрощение конструкции штампа с одновременным обеспечением повышения надежности за счет исключения возможности замены всего пакета, образованного унифицированными вставками, при износе одной, наиболее нагруженной вставки, т.е. замены только одной изношенной вставки, кроме того, размещение пакета в полости матрицы повышает безопасность эксплуатации штампа.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки давлением металлов и сплавов прессованием заготовок с повышенными механическими характеристиками за счет формирования в прессуемом металле субмикрокристаллической структуры за минимальное количество проходов заготовки через пересекающиеся каналы матрицы;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2706393C1 |
| Штамп для канального углового прессования | 2018 |
|
RU2725487C2 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| ШТАМП ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2012 |
|
RU2509621C1 |
| СПОСОБ УГЛОВОГО ПРЕССОВАНИЯ | 2013 |
|
RU2519697C1 |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570605C1 |
| УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2014 |
|
RU2570606C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2004 |
|
RU2265492C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для формирования в металле заготовки субмикрокристаллической структуры. Штамп для прессования заготовки содержит бандаж, пуансон и матрицу по меньшей мере с тремя пересекающимися приемным, промежуточным и выходным каналами. Промежуточный канал выполнен винтовым и образован пакетом из k вставок. Каждая вставка выполнена в виде диска с осевым отверстием, контур которого повернут по толщине вставки на угол α. Вставки расположены в гнездах матрицы с фиксацией их в необходимом относительно друг друга положении посредством двух лысок, выполненных на наружной боковой поверхности каждой вставки с противоположных сторон. В результате обеспечивается возможность ремонта штампа путем замены изношенных вставок. 3 ил., 1 табл.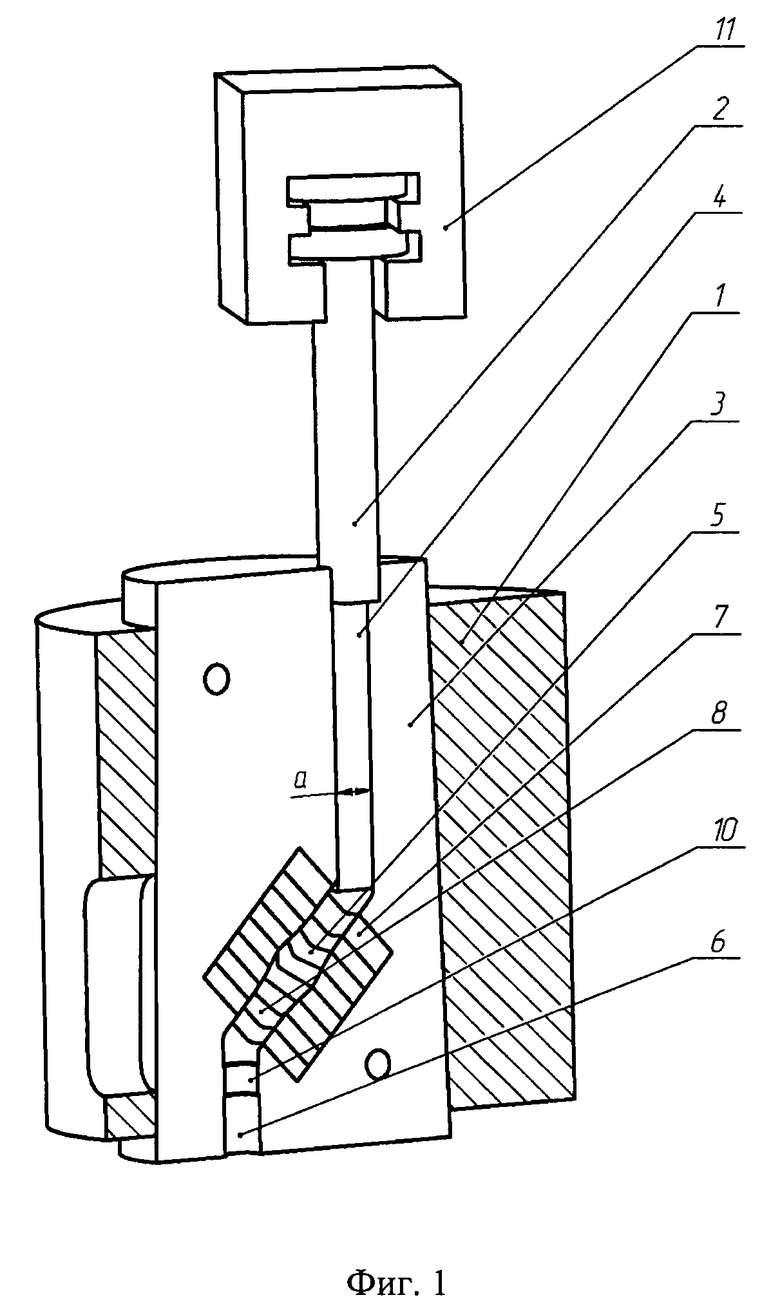
Штамп для канального углового прессования, содержащий бандаж, пуансон и матрицу по меньшей мере с тремя пересекающимися приемным, промежуточным и выходным каналами, при этом приемный и выходной каналы имеют геометрически идентичное сечение, а промежуточный канал выполнен винтовым, отличающийся тем, что промежуточный винтовой канал выполнен прямоугольного сечения и образован пакетом из k вставок, каждая из которых выполнена в виде диска с осевым отверстием, контур которого повернут по толщине вставки на угол α, величина которого выбрана в зависимости от количества k вставок, образующих винтовой канал, при этом вставки расположены в гнездах матрицы с фиксацией их в необходимом положении относительно друг друга посредством двух лысок, выполненных на наружной боковой поверхности каждой вставки с противоположных сторон и повернутых на длине винтового канала на угол kα относительно контура отверстия сопряженных вставок.
| ШТАМП ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440210C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| KR 20100115532 A, 20.04.2009 | |||
| KR 2050119046 A, 15.06.2004. | |||

