Предлагаемое изобретение относится к области машиностроения.
Ввиду малой площади поверхности обыскривания сварочной проволоки малого диаметра, диметр которой находится в диапазоне от 0,8 мм до 2 мм, на сегодняшний день отсутствует возможность определения химического состава данной проволоки спектральным методом. При этом используемые химические методы анализа химического состава являются длительными и трудоемкими, что при большом объеме входного и производственного контроля недопустимою
Техническая проблема направлена на уменьшение трудоемкости определения химического состава сварочной проволоки малого диаметра.
Техническим результатом данного изобретения является обеспечение возможности определения спектральным методом химического состава сварочной проволоки малого диаметра, диметр которой находятся в диапазоне от 0,8 мм до 2 м.
Кроме того, заявляемым изобретением достигается решение дополнительной технической проблемы - расширение арсенала средств определенного назначения, которое решается путем создания технического решения, «СПОСОБ ОПРЕДЕЛЕНИЯ ХИМИЧЕСКОГО СОСТАВА СВАРОЧНОЙ ПРОВОЛОКИ МАЛОГО ДИАМЕТРА», альтернативного ранее известному техническому решению «СПОСОБ КОЛИЧЕСТВЕННОГО СПЕКТРАЛЬНОГО АНАЛИЗА МНОГОКОМПОНЕНТНЫХ ВЕЩЕСТВ», патент № 2076310. При этом в качестве дополнительного технического результата, связанного с основным техническим результатом, рассматривается реализация изобретением указанного назначения, а именно «СПОСОБ ОПРЕДЕЛЕНИЯ ХИМИЧЕСКОГО СОСТАВА СВАРОЧНОЙ ПРОВОЛОКИ МАЛОГО ДИАМЕТРА».
Из уровня техники известно изобретение «НАБОР СТАНДАРТНЫХ ОБРАЗЦОВ ПРОВОЛОЧНОГО СПЕКТРА И СПОСОБ ПРИГОТОВЛЕНИЯ», патент CN105606414, дата публикации 25.05.2016. Изобретение раскрывает набор стандартных образцов проволочного спектра и способ их приготовления с целью использования данных образцов для спектрального анализа. Набор стандартных образцов состоит из шести образцов и равномерно содержит 11 химических элементов, в том числе C, Si, Mn, P, S, Ni, Cr, Cu, Mo, V и Ti, при этом шесть образцов представляют собой стальные столбчатые стержни диаметром 5,5 мм плюс-минус 0,2 мм и длиной 80-100 мм; компоненты элементов шести выборок распределены градиентным образом, диапазон покрытия широк, распределение является разумным и реализован четкий уровень. Содержание С колеблется от 0,07% до 0,8%, содержание V колеблется от 0,002% до 0,15%, содержание Ti колеблется от 0,003% до 0,07%. Могут быть удовлетворены линейные требования к обнаружению элементов и покрывается диапазон содержания большинства продуктов на рынке. Недостатком данного способа является то, что данный способ касается только изготовления стандартных образцов диаметром 5,5 мм плюс-минус 0,2 мм и длиной 80-100 мм. Данный способ не охватывает образцы сварочной проволоки с диаметром в диапазоне от 0,8 мм до 2 м. Соответственно невозможно провести химический анализ данных образцов сварочной проволоки спектральным методом.
Из уровня техники известен «СПОСОБ КОЛИЧЕСТВЕННОГО СПЕКТРАЛЬНОГО АНАЛИЗА МНОГОКОМПОНЕНТНЫХ ВЕЩЕСТВ», патент № 2076310, дата публикации 27.03.1997. Данный способ включает: регистрацию аналитических сигналов градуировочных образцов, установление значений коэффициентов системы уравнений градуировочных характеристик, регистрацию аналитических сигналов анализируемых образцов, проведение количественного анализа анализируемых образцов с привлечением системы уравнений градуировочных характеристик, предварительное изготовление градуировочных образцов анализируемого типа вещества, химический состав которых соответствует ортогонализированному равномерно распределенному плану, проведение установления значений коэффициентов системы уравнений после регистрации аналитических сигналов градуировочных и анализируемых образцов. Недостатком способа является то, что данным способом невозможно определить химический состав проволоки с диаметром в диапазоне от 0,8 мм до 2 м без предварительной подготовки образца сварочной проволоки для дальнейшего исследования спектральным методом. Данное техническое решение принято за прототип.
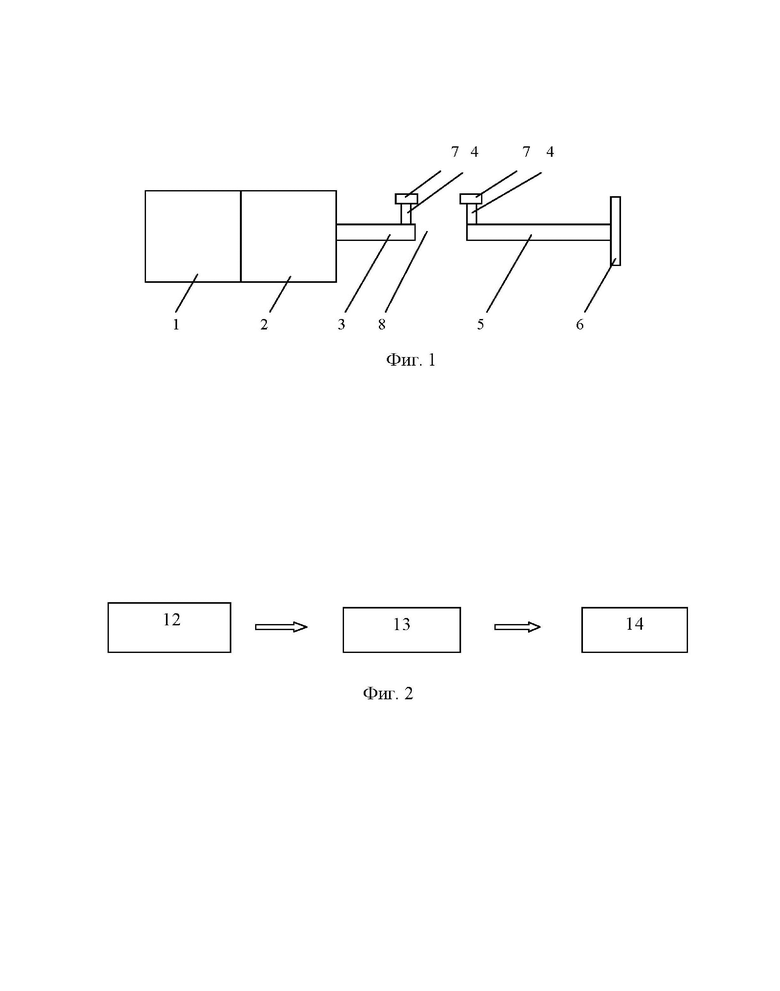
Сущность предлагаемого изобретения поясняется фигурой 1, на которой схематично изображено приспособление на намотки сварочной проволоки: двигатель 1, редуктор 2, вращающийся вал (вращается только вокруг своей оси) 3, держатели 4, подвижный вал (может двигаться только в горизонтальном направлении) 5, штурвал 6, фиксаторы 7, ось вращающегося вала 8.
Сущность предлагаемого изобретения поясняется фигурой 2, на которой схематично в виде трех блоков изображена «Система фотоэлектрическая»: штатив 12, который включает держатель для образца пробы, подставной электрод и держатель для подставного электрода (на фигуре позицией не показаны), спектральный прибор 13, который включает оптическую систему и регистрирующее устройство (на фигуре позицией не показаны), программируемое устройство 14. В частном варианте программируемое устройство выполнено в виде контроллера или компьютера.
Сущность предлагаемого изобретения поясняется фото 1, фото 2, на которых приведены примеры анализируемого образца сварочной проволоки (далее - образца сварочной проволоки): прямая часть образца сварочной проволоки 9, петля образца сварочной проволоки 10, площадка для проведения спектрального анализа 11.
Сущность предлагаемого изобретения состоит в следующем.
Первоначально сварочную проволоку диаметром, который находится в диапазоне от 0,8 мм до 2 мм, и длиной, которая находится в диапазоне от 1,5 м до 6 м, наматывают в виде петли на держателях 4, один из которых зафиксирован на вращающемся валу 3, другой - на подвижном валу 5. В частном варианте держатели 4 выполнены в форме цилиндров. На держателях 4 закрепляют фиксаторы 7 во избежание срыва сварочной проволоки с держателей во время ее намотки.
Затем включают двигатель 1, и редуктор 2 передает от двигателя 1 вращающийся момент на вращающийся вал 3, который скручивает сварочную проволоку в жгут, производя или 4, или 5, или 6 оборотов. Если будет меньше 4 оборотов, то жгут будет неплотный, что при разрезании может привести к его деформации, в результате чего площадка для проведения спектрального анализа, полученная в дальнейшем при разрезании жгута, будет неоднородной, рыхлой, соответственно спектральный анализ будет неточным, так как искра спектрального прибора будет попадать не на площадку для проведения спектрального анализа, а на боковую поверхность образца сварочной проволоки. Если будет больше 6 оборотов, то при наматывании рвется жгут в местах соприкосновения с держателями 4 (увеличивается сила натяжения, возникающая на поверхности жгута). Количество оборотов выбирают из указанного выше диапазона либо опытным путем, либо по заранее установленной технологии в зависимости от диаметра сварочной проволоки. При скручивании сварочной проволоки в жгут его натяжение регулируют визуально, двигая подвижный вал 5 в горизонтальном направлении с помощью штурвала 6, таким образом, чтобы расстояние между держателями 4 уменьшалось, тем самым, ослабляя натяжение жгута, так как сильное натяжение может привести к его разрыву. Натяжение при скручивании выбирают визуально еще и для того, чтобы отдельные витки, из которых состоит жгут, плотно примыкали друг к другу. Если отдельные витки неплотно прилегают, это может отразиться на результатах спектрального анализа, то есть он может быть неточным.
Если длина сварочной проволоки будет меньше 1,5 м, то получится диаметр жгута меньше 6 мм, и в этом случае не применяется спектральный метод анализа из-за малой площади поверхности, предназначенной для обыскривания. Если длина сварочной проволоки будет больше 6 м, то при наматывании рвется жгут в местах соприкосновения с держателями 4, так как увеличивается сила натяжения, возникающая на поверхности жгута.
Расстояние между держателями должно быть в диапазоне от 100 мм до 170 мм, оно регулируется штурвалом, который двигает подвижный вал в горизонтальном направлении. При этом, если расстояние между держателями будет больше 170 мм, то получится тоньше жгут (то есть больше расход материала), если же - меньше 100 мм, то при наматывании жгута он рвется в местах соприкосновения с держателями 4, так как увеличивается сила натяжения, возникающая на поверхности жгута. На двух держателях 4 наматывают витки сварочной проволоки, количество которых находится в диапазоне от 5 до 10. Если намотать меньше 5 витков, то диаметр жгута будет меньше 6 мм, и в этом случае не применяется спектральный метод анализа из-за малой площади поверхности, предназначенной для обыскривания. Если же наматывают больше 10 витков сварочной проволоки, то при наматывании рвется жгут в местах соприкосновения с держателями 4, так как увеличивается сила натяжения, возникающая на поверхности жгута. Конкретное расстояние между держателями 4 и конкретное количество витков в заданных выше диапазонах выбирают (подбирают) либо опытным путем, либо по заранее установленной технологии в зависимости от диаметра сварочной проволоки, заданного в указанном выше диапазоне, тогда диаметр полученного после скручивания жгута будет находиться в диапазоне от 6 мм до 15 мм. Если длина сварочной проволоки будет в диапазоне от 1,5 до 6 м и на держателях намотают от 5 до 10 витков, то соответственно диаметр жгута будет находиться в диапазоне от 6 мм до 15 мм, что является необходимым и достаточным для проведения спектрального анализа.
После окончания скручивания жгута снимают фиксаторы 7 с держателей 4. Затем с держателей 4 снимают скрученный жгут. Полученный жгут с двумя петлями сварочной проволоки разрезают в направлении, перпендикулярном скрученной части жгута, получая два образца сварочной проволоки, каждый из которых имеет прямую часть образца сварочной проволоки 9, соединенную с одной петлей образца сварочной проволоки 10. В частном варианте жгут разрезают пополам. В частном варианте жгут разрезают на установке для порезки длинномерного проката вулканитовым кругом. Длина полученных образцов сварочной проволоки должна находиться в диапазоне от 50 мм до 120 мм. Если длина образца сварочной проволоки (петли образца сварочной проволоки 10 и прямой части образца сварочной проволоки 9) будет меньше 50 мм, то отдельные витки образца сварочной проволоки могут «расплестись» и не будут плотно примыкать друг к другу. Если длина образца (петли образца сварочной проволоки 10 и прямой части образца сварочной проволоки 9) будет больше 120 мм, то конец жгута будет неплотный, рыхлый, в результате чего площадка для проведения спектрального анализа будет неоднородной, рыхлой, соответственно спектральный анализ будет неточным, так как искра спектрального прибора будет попадать не на площадку для проведения спектрального анализа, а на боковую поверхность образца сварочной проволоки, следовательно поток фотонов от искры спектрального прибора будет затеняться и не будет попадать в оптическую систему. На торце одного образца (любого из двух образцов) сварочной проволоки (со стороны прямой части) с помощью шлифовки, в частном варианте на точильно-шлифовальном станке, формируют площадку для проведения спектрального анализа 11 до исчезновения промежутков между витками проволоки, которая представляет собой ровную, однородную поверхность. В частном варианте по форме поверхность напоминает эллипс или круг. Характеристики абразивного круга выбирают, исходя из конкретных методик анализа, заданных технологически. Если при разрезании при высоких температурах образуется окалина, то ее в дальнейшем снимают при помощи шлифовки. Поверхность площадки для проведения спектрального анализа 11 сплошная, однородная, не рыхлая, без промежутков, так как при скручивании за счет силы трения, возникающей на поверхности витков, происходит плотное примыкание витков друг к другу. Поверхность площадки для проведения спектрального анализа 11 ровная, так как после разрезания жгута поверхность площадки для проведения спектрального анализа 11 шлифуют.
Далее проводят спектральный анализ. В частном варианте используют Систему фотоэлектрическую МФС-8.
Подготовленный таким образом сварочный образец с площадкой для проведения спектрального анализа 11 устанавливают в штатив 12. Образец выполняет функцию электрода, при этом образец сварочной проволоки закрепляют на держателе (позицией не показан). Между ним и подставным электродом (позицией не показан), который также закрепляют на держателе (позицией не показан), возбуждают электрический разряд с помощью генератора (позицией не показан). В результате возникновения электрического разряда часть исследуемого вещества в образце с площадки для проведения спектрального анализа 11 испаряется в облако плазмы, это вещество в возбужденном состоянии находится в 10-8 с. Затем избыток энергии излучается в виде фотонов, часть из которых попадает в спектральный прибор 13, в оптическую систему (позицией не показан). Генератор - источник возникновения тока между электродами.
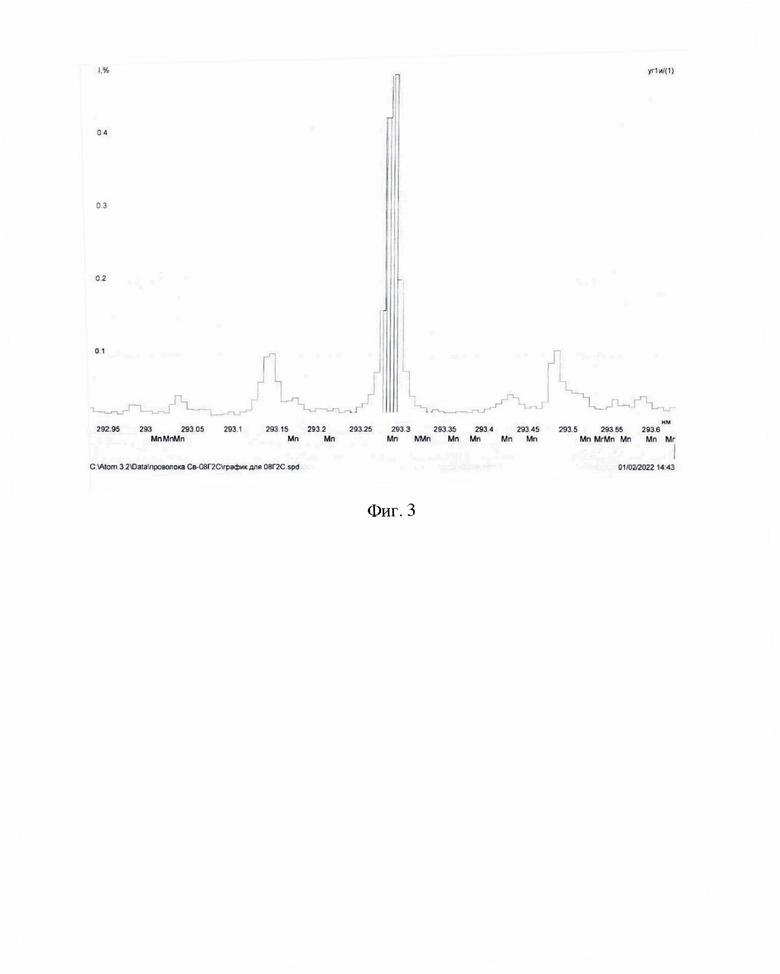
Спектральный прибор 13 разлагает излучение в спектр, характеризующий состав образца сварочной проволоки. С помощью оптической системы (совокупность линз, дифракционная решетка (или призма), входные щели и могут быть поворотные зеркала и т.д., которые позицией не показаны) из спектра излучения (совокупности фотонов) выделяют спектральные линии определяемых элементов (элементов образца сварочной проволоки). Чем больше концентрация элемента, тем интенсивнее его спектральная линия, световой поток которой направляют на регистрирующее устройство (позицией не показан). На фигуре 3 в качестве примера показано графическое изображение спектральной линии марганца.
В регистрирующем устройстве световые потоки спектральных линий преобразуют в электрические сигналы, и далее их преобразуют в цифровую форму. Цифровую форму, в свою очередь, передают в программируемое устройство 14, в частном варианте, в контроллер либо в компьютер.
Таким образом, в регистрирующем устройстве спектрального прибора световые потоки спектральных линий преобразуют в электрические сигналы, которые преобразуют в цифровую форму и передают в программируемое устройство.
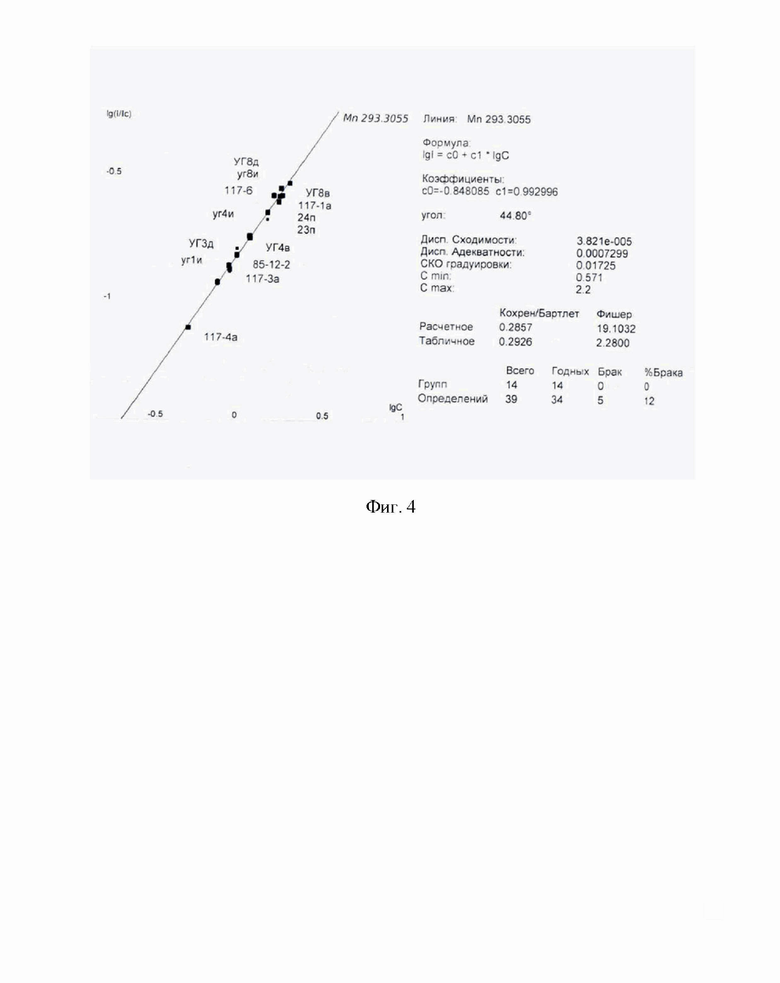
С помощью программируемого устройства 14 проводят анализ полученных спектров образца, концентрацию элементов образца сварочной проволоки определяют по градуировочным графикам (диаграммам зависимости интенсивности спектральной линии от концентрации элемента в процентах в образце сварочной проволоки). Пример такого графика показан на фигуре 4.
Для проведения анализа в программируемое устройство 14 предварительно вносят информацию, полученную с применением стандартных образцов, заданных технологически. То есть, заранее получают зависимости интенсивности спектральных линий химических элементов от концентраций химических элементов стандартных образцов, заданных технологически, и заносят данную информацию в программируемое устройство 14. Также в программируемое устройство 14 вносят информацию о концентрациях химических элементов стандартных образцов, заданных технологически. Для этого применяют стандартные образцы с известным химическим составом (эталоны), например, комплекты ГСО (государственный стандарт образца) сталей углеродистых и легированных (например, в программируемое устройство вносят градуировочные графики элементов сварочной проволоки Св-08Г2С, Св-08ГСМТ) или сталей высоколегированных (например, в программируемое устройство вносят градуировочные графики элементов сварочной проволоки Св-06Х19Н9Т, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6, Св-12Х15Г). Далее в программируемой устройстве 14 вычисляют в процентах концентрации химических элементов в образце сварочной проволоки по заранее заданному алгоритму вычисления концентраций химических элементов образца сварочной проволоки в зависимости от интенсивности их спектральных линий. Далее, сравнивают полученные концентрации химических элементов образца сварочной проволоки с концентрациями химических элементов, заданных технологически в ГОСТ и ТУ, например, в ГОСТ 2246-70 «Проволока стальная сварочная. Технические условия» или в других ГОСТ и ТУ на материал. Если полученная концентрация химического элемента в полученном образце сварочной проволоки больше либо меньше концентрации химического элемента, заданного технологически, то делают выводы о несоответствии марки стали образца сварочной проволоки и о несоответствии марки стали сварочной проволоки. Результатом процесса является:
- определение химического состава сварочной проволоки при входном и производственном контроле;
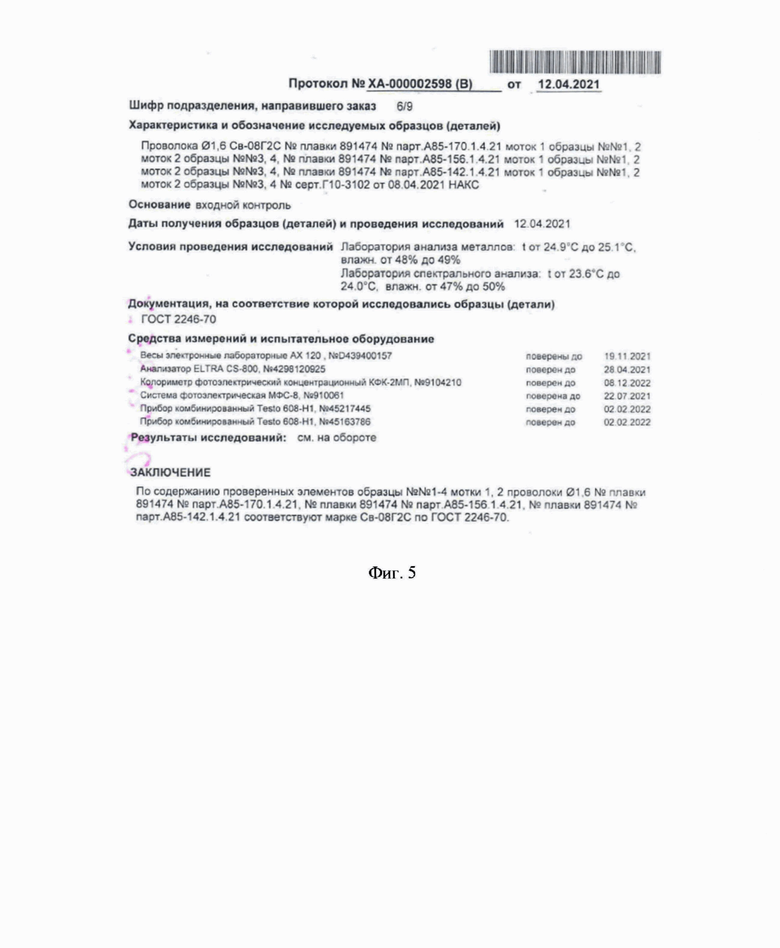
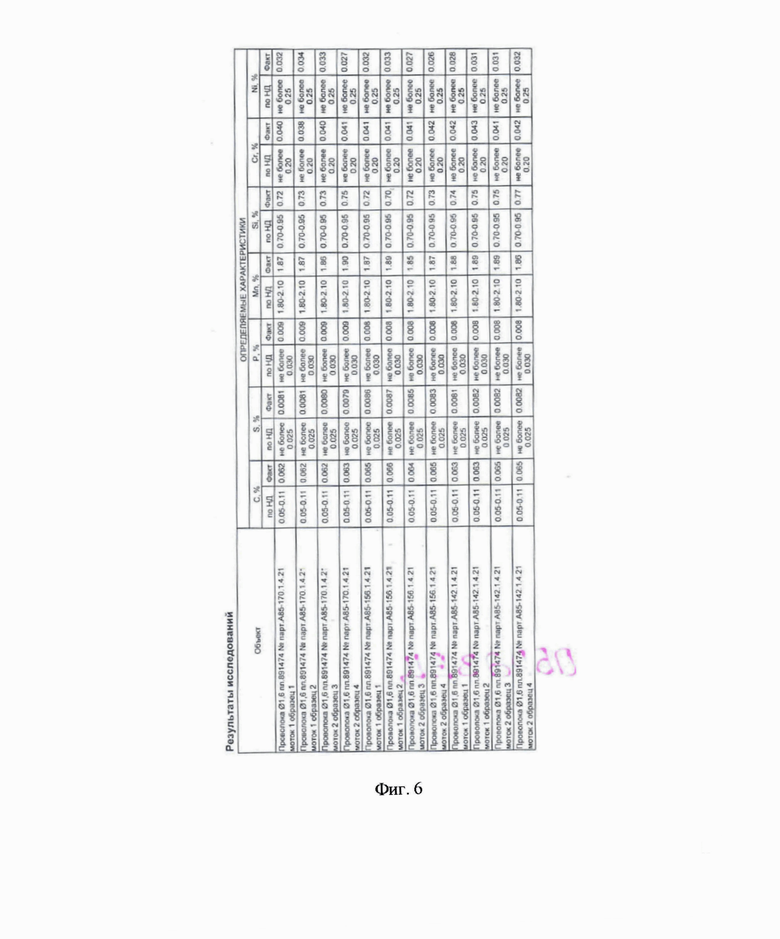
- составление заключения (протокола), о соответствии (несоответствии) полученного химического состава требованиям к химическому составу, заданному технологически. На фигуре 5 и фигуре 6 представлены пример протокола (частично) и результаты исследований соответственно.
Технический результат достигается за счет того, что способ определения химического состава сварочной проволоки малого диаметра включает наматывание сварочной проволоки, диаметром в диапазоне от 0,8 мм до 2 мм, длиной в диапазоне от 1,5 м до 6 м, в виде петли с витками в количестве от 5 до 10 штук на двух держателях с фиксаторами, закрепленных на вращающемся и подвижном валах, расстояние между которыми должно быть не менее 100 мм, скручивание сварочной проволоки в жгут на вращающемся валу, который производит вокруг своей оси обороты в количестве от 4 до 6 штук, сьем с держателей скрученного жгута сварочной проволоки, разрезание жгута сварочной проволоки на 2 образца, каждый из которых имеет прямую часть, при этом длина каждого образца сварочной проволоки находится в диапазоне от 50 мм до 120 мм, шлифование торца одного образца сварочной проволоки с целью формирования площадки для проведения спектрального анализа, проведение спектрального анализа в спектральном приборе, в оптической системе которого выделяют световые потоки спектральных линий элементов образца сварочной проволоки, преобразование в регистрирующем устройстве спектрального прибора световых потоков спектральных линий в электрические сигналы, которые далее преобразуют в цифровую форму и передают в программируемое устройство, отражение в программируемом устройстве концентраций химических элементов стандартных образцов, заданных технологически, вычисление в процентах концентрации химических элементов в образце сварочной проволоки по заранее заданному алгоритму, сравнение полученных концентраций химических элементов образца сварочной проволоки с концентрациями химических элементов, заданных технологически в ГОСТ и ТУ, составление заключения о соответствии полученного химического состава образца сварочной проволоки требованиям химического состава, заданного технологически.
Исследуемая спектральным методом сварочная проволока применяется на предприятии Акционерное общество «Научно-производственная корпорация «Уралвагонзавод» имени Ф.Э. Дзержинского» при производстве вагонной продукции и продукции по Гособоронзаказу в цехах, где производятся сварочные работы.
Источники информации
1. Патент CN105606414 «Набор стандартных образцов проволочного спектра и способ приготовления», дата публикации 25.05.2016;
2. Патент № 2076310 «Способ количественного спектрального анализа многокомпонентных веществ», дата публикации 27.03.1997.

Изобретение относится к способу определения химического состава сварочной проволоки малого диаметра. Для получения образца сварочной проволоки наматывают проволоку на держатели, скручивают в жгут и разрезают жгут с получением двух образцов, каждый из которых имеет петлю и прямую часть. Шлифуют торец прямой части образца сварочной проволоки с формированием на нем площадки для проведения спектрального анализа. В оптической системе спектрального прибора выделяют световые потоки спектральных линий элементов образца сварочной проволоки, которые преобразуют в регистрирующем устройстве в электрические сигналы, а затем в цифровую форму, передают их в программируемое устройство и вычисляют в процентах концентрации химических элементов в образце. Техническим результатом является обеспечение возможности определения спектральным методом химического состава сварочной проволоки диаметром от 0,8 мм до 2 мм. 9 з.п. ф-лы, 8 ил.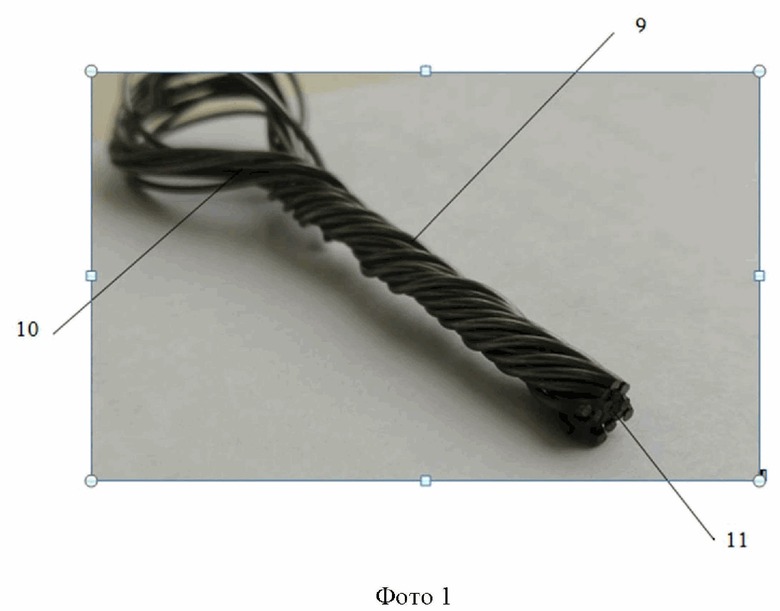
1. Способ определения химического состава сварочной проволоки диаметром от 0,8 до 2,0 мм, включающий получение образца сварочной проволоки, проведение спектрального анализа полученного образца с помощью спектрального прибора, в оптической системе которого выделяют световые потоки спектральных линий элементов металла сварочной проволоки, которые преобразуют в регистрирующем устройстве спектрального прибора в электрические сигналы, а затем в цифровую форму, передают их в программируемое устройство и вычисляют в процентах концентрации химических элементов в образце, отличающийся тем, что для получения образца сварочной проволоки
- наматывают сварочную проволоку длиной от 1,5 до 6 м на два держателя с фиксаторами с образованием петли от 5 до 10 витков, при этом один держатель закреплен на вращающемся валу, а другой – на подвижном в горизонтальном направлении валу, причем расстояние между держателями составляет не менее 100 мм,
- скручивают сварочную проволоку в жгут при осуществлении вращающимся валом от 4 до 6 оборотов вокруг свой оси,
- снимают с держателей скрученный из сварочной проволоки жгут,
- разрезают жгут с получением двух образцов сварочной проволоки длиной от 50 до 120 мм, каждый из которых имеет петлю и прямую часть, и
- шлифуют торец прямой части образца сварочной проволоки с формированием на нем площадки для проведения спектрального анализа.
2. Способ по п. 1, отличающийся тем, что скручивают проволоку в жгут на вращающемся валу при помощи штурвала.
3. Способ по п. 1, отличающийся тем, что в качестве программируемого устройства используют контроллер.
4. Способ по п. 1, отличающийся тем, что в качестве программируемого устройства используют компьютер.
5. Способ по п. 1, отличающийся тем, что площадку для проведения спектрального анализа формируют в виде эллипса или круга.
6. Способ по п. 1, отличающийся тем, что держатели имеют цилиндрическую форму.
7. Способ по п. 1, отличающийся тем, что скрученный из сварочной проволоки жгут разрезают пополам.
8. Способ по п. 1, отличающийся тем, что скрученный из сварочной проволоки жгут разрезают вулканитовым кругом на установке для резки длинномерного проката.
9. Способ по п. 1, отличающийся тем, что торец прямой части образца сварочной проволоки шлифуют на точильно-шлифовальном станке.
10. Способ по п. 1, отличающийся тем, что в качестве спектрального прибора используют систему фотоэлектрическую МФС-8.
| СПОСОБ КОЛИЧЕСТВЕННОГО СПЕКТРАЛЬНОГО АНАЛИЗА МНОГОКОМПОНЕНТНЫХ ВЕЩЕСТВ | 1991 |
|
RU2076310C1 |
| Способ изготовления металлических образцов для спектрального анализа | 1988 |
|
SU1527543A1 |
| Способ оценки неоднородности конструкционных материалов и отдельных неоднородных участков по содержанию химических элементов | 2020 |
|
RU2730929C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА СВЕРХПРОВОДЯЩЕЙ ПРОВОЛОКИ | 2016 |
|
RU2635844C2 |
| CN 105606414 A, 25.05.2016. | |||

