Изобретение относится к литейному и сварочному производству и может быть использовано при изготовлении прутков для аргонодуговой наплавки диаметром от 3 до 5 мм и длиной от 250 до 500 мм методом вакуумного всасывания.
Известен способ изготовления прессованием металлокерамических трубок и прутков из металлических порошков (авт. св. СССР № 109279). С целью увеличения прочностных свойств, прутки после прессования подвергаются спеканию, которое проводится в электропечи с защитной атмосферой, в течение двух часов при температуре 1200°С. В зависимости от состава сплава, спеченные прутки обладают удовлетворительной прочностью, могут свариваться между собой контактной стыковой сваркой. Перед применением их необходимо прокаливать для удаления влаги.
Недостатком данного способа является то, что прутки, изготовленные прессованием с последующим спеканием, имеют невысокие сварочно-технологические свойства. При наплавке образцов или опытных деталей спеченными прутками происходит значительное разбрызгивание металла и прилипание брызг расплавленного металла к вольфрамовому электроду, в результате чего возникает явление «блуждания» дуги и нестабильность ее горения, а также забивается сопло горелки. Все это приводит к появлению пор и вольфрамовых включений в металле наплавки, что снижает качество деталей.
Известен кокиль для изготовления мерных заготовок (патент RU № 2620231), содержащий две формообразующие части, по плоскостям которых выполнены сегменты формообразующих полостей и прибыльной части, который обеспечивает формирование отливок преимущественно цилиндрической формы диаметром 20-30 мм и длиной 200-220 мм.
В связи с тем, что кокиль выполнен из меди, получение прутков из высоколегированных сплавов невозможно, так как температура плавления меди гораздо ниже температуры плавления железоуглеродистых сплавов. На основании этого, одним из недостатков данного способа является очень малая стойкость кокиля при высокой его стоимости. Вторым недостатком способа является невозможность получения прутков малых диаметров (до 5 мм).
Известен способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе (патент RU № 2714788), имеющих диаметр 20-50 мм и длину 150-250 мм.
Недостатком данного способа является невозможность получения прутков диаметром до 5 мм, а также высокая стоимость технологической оснастки и применение дорогостоящих формовочных материалов.
Прототипом изобретения является способ изготовления литых заготовок из антифрикционной бронзы (патент RU № 2762956), включающий расплавление и непрерывное литье заготовки диаметром от 10 до 50 мм. Формирование цилиндрической заготовки в водоохлаждаемом металлическом кристаллизаторе не требует применения дорогостоящих формовочных материалов, имеет достаточно высокую производительность, однородность химического состава и размеры заготовки.
Однако этим способом невозможно получить одновременно партию прутков, а также исключена возможность изготовления прутков диаметром до 5 мм из железоуглеродистых сплавов. Это связано с высокой теплопроводностью сплава, температура которого во время вытягивания держится на уровне температуры плавления, при этом жидкотекучесть сплава очень низкая. Также при получении прутков данным способом на поверхности прутка образуется оксидная пленка, которая способствует образованию газовых дефектов при наплавке деталей.
Задачей изобретения является изготовление прутков для аргонодуговой наплавки диаметром до 5 мм.
Техническим результатом изобретения является получение одновременно партии прутков для аргонодуговой наплавки диаметром до 5 мм непосредственно из расплавленного металла без использования водоохлаждаемого металлического кристаллизатора.
Технический результат достигается тем, что установка по изготовлению прутков для аргонодуговой наплавки состоит из индукционной печи, цилиндрических кристаллизаторов, отличающаяся тем, что в качестве кристаллизаторов используются кварцевые трубки с диаметром отверстия 3-5 мм, установленных в распределительной гребенке, которая закреплена на штативе и дополнительно содержит ресивер с вакуумметром, лопастной вакуумный насос и систему гибких вакуумных шлангов с шаровыми кранами.
На фиг. 1 представлена установка по изготовлению прутков для аргонодуговой наплавки методом вакуумного всасывания.
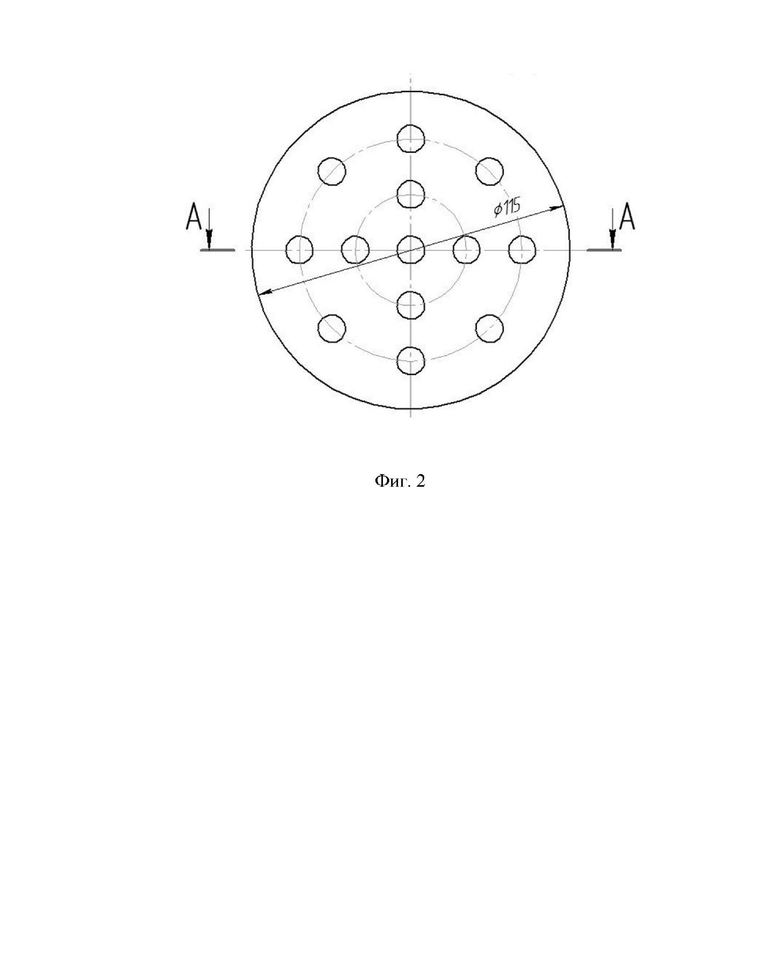
На фиг. 2 представлена распределительная гребенка (вид сверху).
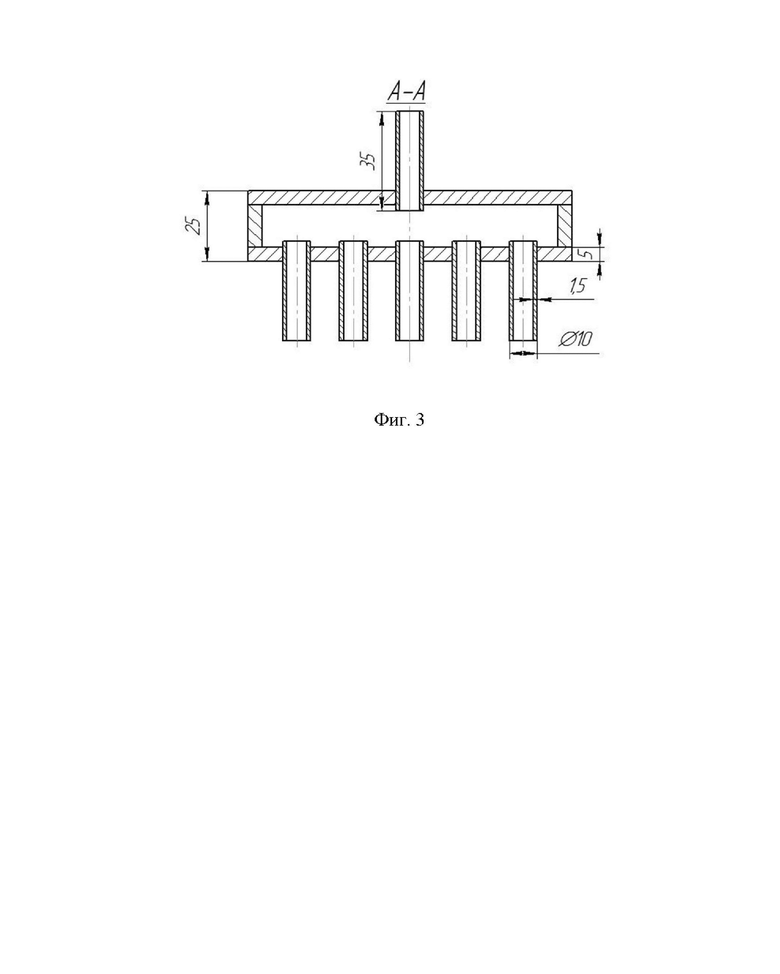
На фиг. 3 представлена распределительная гребенка (в разрезе).
Установка по изготовлению прутков для аргонодуговой наплавки состоит из кварцевых трубок 1, используемых в качестве кристаллизатора, индукционной печи 2. Кварцевые трубки 1 закреплены на штативе 3, одним концом погружены в расплавленный металл 4, находящийся в тигле 5, а другим концом с помощью гибкого вакуумного шланга 6 соединены с распределительной гребенкой 7 и закреплены хомутами 8. Распределительная гребенка 7 с помощью вакуумного шланга 6 соединена с ресивером 9 в корпус, которого встроен вакуумметр 10. Шаровый кран 11 открывает или закрывает гибкий вакуумный шланг 6, подсоединенный к ресиверу 9, а шаровый кран 12 открывает или закрывает гибкий вакуумный шланг 6, подсоединенный к лопастному вакуумному насосу 13. Для предотвращения попадания газа, выделяющегося при вакуумном всасывании расплавленного металла 4 в лопастной вакуумный насос 13, в ресивер 9 залито 3 литра минерального масла 14.
Изготовление прутков для аргонодуговой наплавки осуществляют следующим образом.
Предварительно прогретые кварцевые трубки 1 с диаметром отверстия 3-5 мм погружают на небольшую глубину в расплавленный металл 4, находящийся в тигле 5, и, открытием шарового крана 11, соединяют их с ресивером 9. Воздух из ресивера 9 постоянно откачивается лопастным вакуумным насосом 13, поэтому воздух из кварцевых трубок 1 быстро перемещается в ресивер 9. В кварцевых трубках 1 создается разрежение и они заполняются расплавленным металлом 4. Расплавленный металл 4 в кварцевых трубках 1 не должен подниматься выше определенного уровня всасывания, во избежание попадания его в распределительную гребенку 7. Распределительная гребенка 7 с кварцевыми трубками 1 удерживается с помощью штатива 3. После заполнения кварцевых трубок 1 расплавленным металлом 4, их вынимают из расплавленного металла 4, отводят в сторону от индукционной печи 2 и выдерживают непродолжительное время до полной кристаллизации металла. Затем перекрывают шаровый кран 11 и отсоединяют распределительную гребенку 7 от гибкого вакуумного шланга 6, по которому откачивался воздух. Извлечение готовых прутков из кварцевых трубок 1 осуществляется после полного их остывания. За счет высокой температуры плавления кварцевых трубок можно получать прутки из разных сталей, сплавов и цветных металлов.
Наиболее рационально использовать предлагаемую установку для получения одновременно партии прутков диаметром от 3 до 5 мм. Для этого используют кварцевые трубки с диаметром отверстия от 3 до 5 мм.
Применять в качестве кристаллизатора кварцевые трубки с внутренним диаметром менее 3 мм практически невозможно, так как расплавленный металл, попадая в трубку, мгновенно застывает, и прутки получаются короткими.
Пример реализации изобретения
1. Изготовили установку для литья прутков методом вакуумного всасывания в соответствии с формулой изобретения. Выплавили сплав ПНЛ-04Х27Н7М3Д2Б (С – 0,02-0,06%; Si – 0,2-0,8%; Mn – 0,5-1,2%; Cr – 25,0-29,0%; Ni – 5,0-8,0%; Mo – 2,5-3,5%; Cu – 1,25-2,5%; Co – 0,15-0,4%; Nb – 0,45-0,75%; Ce – 0,01-0,1%; N – 0,05-0,3%; Fe – остальное). Перед началом литья методом вакуумного всасывания температура расплавленного металла составляла 1550°С. Кварцевые трубки длиной 500 мм с диаметром отверстия 5 мм, присоединенные к распределительной гребенке, погрузили в расплавленный металл, а распределительную гребенку соединили гибким вакуумным шлангом с ресивером. Рабочий вакуум в ресивере составлял 10-4 мм рт.ст. Открыли шаровый кран, соединяющий ресивер с распределительной гребенкой и кварцевыми трубками и за счет всасывания заполнили кварцевые трубки на длину 310 мм. После чего шаровый кран закрыли, а распределительную гребенку с кварцевыми трубками извлекли из расплавленного металла. На воздухе кварцевые трубки с металлом выдержали в течение 5 минут, после чего извлекли прутки диаметром 5 мм и обрезали концы прутков. Длина готовых прутов составила 300 мм.
2. Аналогично изготавливают прутки диаметром 3 мм.
Таким образом, предлагаемая установка по изготовлению прутков для аргонодуговой наплавки с использованием кварцевых кристаллизаторов позволяет получать одновременно партию прутков диаметром от 3 до 5 мм непосредственно из расплавленного металла без использования водоохлаждаемого металлического кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная оснастка по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2801506C1 |
| Кокиль по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2791741C1 |
| Способ изготовления присадочных прутков для износостойкой наплавки | 1989 |
|
SU1675067A1 |
| Пресс-форма по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2796343C1 |
| СПЛАВ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ЗУБНЫХ ПРОТЕЗОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2331687C1 |
| Способ изготовления контактного провода из медного сплава | 2023 |
|
RU2809878C1 |
| СПОСОБ АРГОНОДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ И ЕЕ СПЛАВОВ НА СТАЛЬ | 2008 |
|
RU2390398C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| СПОСОБ ЗОННОЙ ПЛАВКИ ДЛЯ ПОЛУЧЕНИЯ БЕЗДЕФЕКТНЫХ ЛИТЫХ СТЕРЖНЕВЫХ ПРЕКУРСОРОВ | 2022 |
|
RU2796511C1 |
| Устройство для рафинирования сплава антифрикционной бронзы продувкой | 2021 |
|
RU2770917C1 |
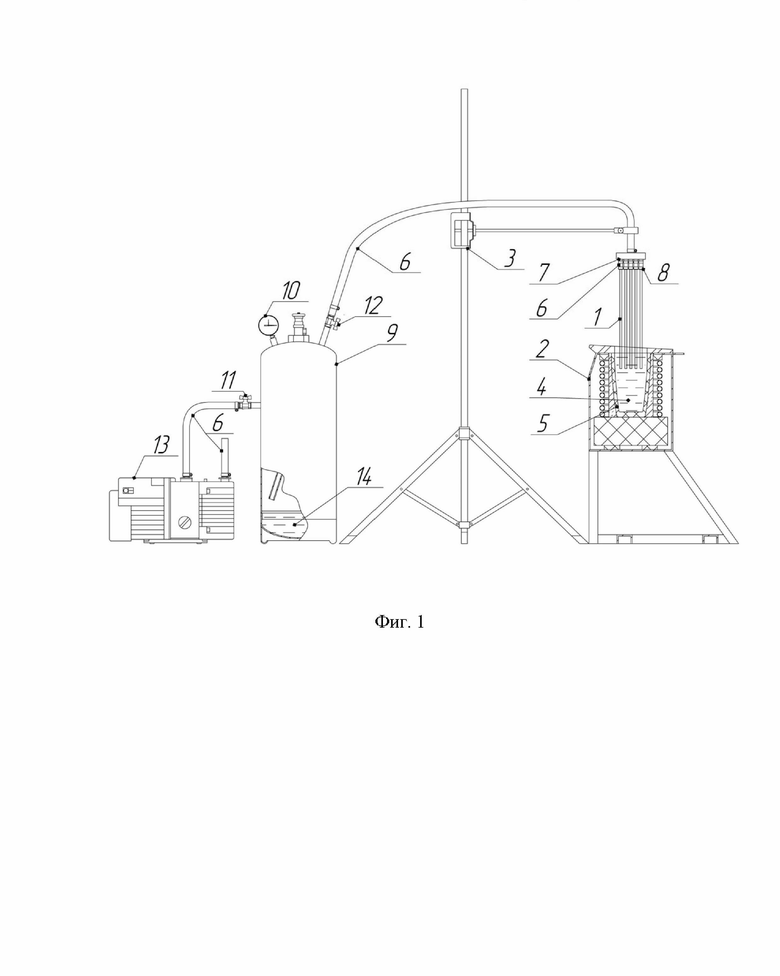
Изобретение относится к литейному и сварочному производству. Установка для изготовления прутков для аргонодуговой наплавки содержит индукционную печь (2) для расплавленного металла, цилиндрические кристаллизаторы, выполненные в виде кварцевых трубок (1), вакуумный насос и систему гибких вакуумных шлангов с кранами. Используют кварцевые трубки, диаметр отверстия в которых составляет 3-5 мм, которые погружают в расплавленный металл (4), размещенный в тигле (5) индукционной печи. Кварцевые трубки устанавливают в распределительной гребенке (7), закрепленной на штативе (3) и соединенной с ресивером (9), снабженным вакуумметром (10), посредством гибкого вакуумного шланга (6) с шаровым краном (11). Ресивер сообщается с лопастным вакуумным насосом (13) посредством гибкого вакуумного шланга с шаровым краном (12). Обеспечивается получение одновременно партии прутков для аргонодуговой наплавки диаметром 3-5 мм непосредственно из расплавленного металла без использования водоохлаждаемого металлического кристаллизатора. 3 ил., 1 пр.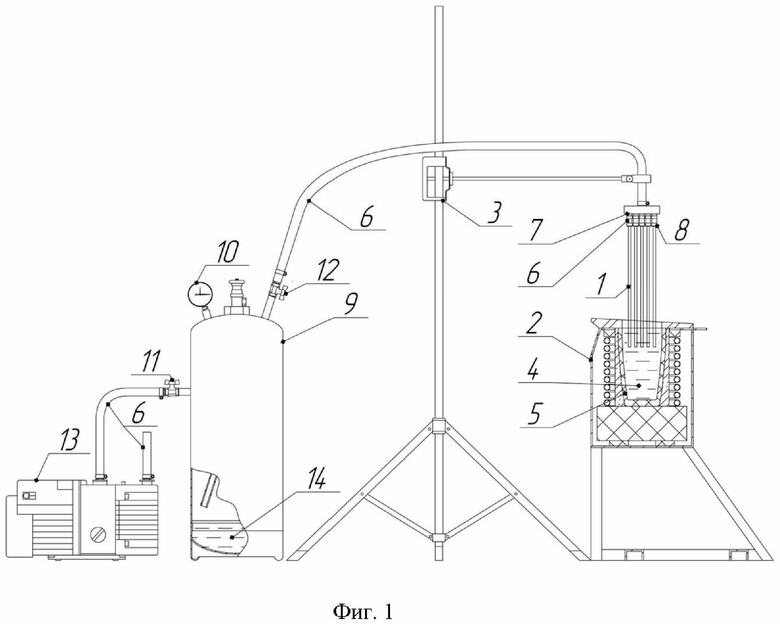
Установка для изготовления прутков для аргонодуговой наплавки, содержащая индукционную печь для расплавленного металла, цилиндрические кристаллизаторы, выполненные в виде кварцевых трубок, вакуумный насос и систему гибких вакуумных шлангов с кранами, отличающаяся тем, что она содержит в качестве цилиндрических кристаллизаторов кварцевые трубки, диаметр отверстия в которых составляет 3-5 мм, выполненные с возможностью погружения в расплавленный металл, размещенный в тигле индукционной печи, установленные в распределительной гребенке, закрепленной на штативе и соединенной с ресивером, снабженным вакуумметром, посредством гибкого вакуумного шланга с шаровым краном, при этом ресивер выполнен сообщающимся с лопастным вакуумным насосом посредством гибкого вакуумного шланга с шаровым краном.
| Опрокидной скип | 1939 |
|
SU67073A1 |
| 0 |
|
SU152719A1 | |
| JP 59056964 A, 02.04.1984 | |||
| Устройство для сборки калош или других каких-либо изделий | 1930 |
|
SU24730A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2572681C2 |
| US 2970350 A1, 07.02.1961 | |||
| US 5193607 A1, 16.03.1993. | |||
