Изобретение относится к литейному и сварочному производству и может быть использовано при изготовлении прутков для аргонодуговой наплавки диаметром от 4 до 5 мм и длиной от 250 до 500 мм методом литья в песчано-глинистую форму.
Известен кокиль для изготовления мерных заготовок (патент RU № 2620231), содержащий две формообразующие части, по плоскостям которых выполнены сегменты формообразующих полостей и прибыльной части, который обеспечивает формирование отливок преимущественно цилиндрической формы диаметром 20-30 мм и длиной 200-220 мм.
В связи с тем что кокиль выполнен из меди, получение прутков из высоколегированных сплавов невозможно, так как температура плавления меди гораздо ниже температуры плавления железоуглеродистых сплавов. На основании этого, одним из недостатков данного способа является очень малая стойкость кокиля при высокой его стоимости. Вторым недостатком способа является невозможность получения прутков малых диаметров (до 5 мм).
Известен способ изготовления прессованием металлокерамических трубок и прутков из металлических порошков (авт. св. СССР № 109279). С целью увеличения прочностных свойств, прутки после прессования подвергаются спеканию, которое проводится в электропечи с защитной атмосферой, в течение двух часов при температуре 1200°С. В зависимости от состава сплава, спеченные прутки обладают удовлетворительной прочностью и могут свариваться между собой контактной стыковой сваркой. Перед применением их необходимо прокаливать для удаления влаги.
Недостатком данного способа является то, что прутки, изготовленные прессованием с последующим спеканием, имеют невысокие сварочно-технологические свойства и требуют наличия дорогостоящего оборудования для спекания. При наплавке образцов или опытных деталей спеченными прутками происходит значительное разбрызгивание металла и прилипание брызг расплавленного металла к вольфрамовому электроду, в результате чего возникает явление «блуждания» дуги и нестабильность ее горения, а также забивается сопло горелки. Все это приводит к появлению пор и вольфрамовых включений в металле наплавки, что снижает качество деталей.
Известен способ изготовления литых заготовок из антифрикционной бронзы (патент RU № 2762956), включающий расплавление и непрерывное литье заготовки диаметром от 10 до 50 мм. Формирование цилиндрической заготовки в водоохлаждаемом металлическом кристаллизаторе не требует применения дорогостоящих формовочных материалов, имеет достаточно высокую производительность, однородность химического состава и размеры заготовки.
Однако этим способом невозможно получить одновременно партию прутков, а также исключена возможность изготовления прутков диаметром до 5 мм из железоуглеродистых сплавов. Это связано с высокой теплопроводностью сплава, температура которого во время вытягивания держится на уровне температуры плавления, при этом жидкотекучесть сплава очень низкая. Также при получении прутков данным способом на поверхности прутка образуется оксидная пленка, которая способствует образованию газовых дефектов при наплавке деталей.
Прототипом изобретения является способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе (патент RU № 2714788), имеющих диаметр 20-50 мм и длину 150-250 мм.
Недостатками данного способа является невозможность получения прутков диаметром до 5 мм, высокая стоимость и сложность в изготовлении технологической оснастки, применение дорогостоящих формовочных материалов, а также механическая обработка после выплавки прутков.
Задачей изобретения является изготовление прутков для аргонодуговой наплавки диаметром от 4 до 5 мм и длиной от 250 до 500 мм.
Техническим результатом изобретения является получение партии прутков диаметром 4-5 мм без использования сложной в изготовлении и дорогостоящей технологической оснастки, более дорогих формовочных материалов, а также избежание последующей механической обработки прутков.
Технический результат достигается тем, что литейная оснастка по изготовлению прутков для аргонодуговой наплавки состоит из опоки, отличающаяся тем, что дополнительно содержит формовочную смесь, модельный комплект (металлический диск с отверстиями и литниковой системой, кольцо с резьбой, стержневой ящик, металлический пруток).
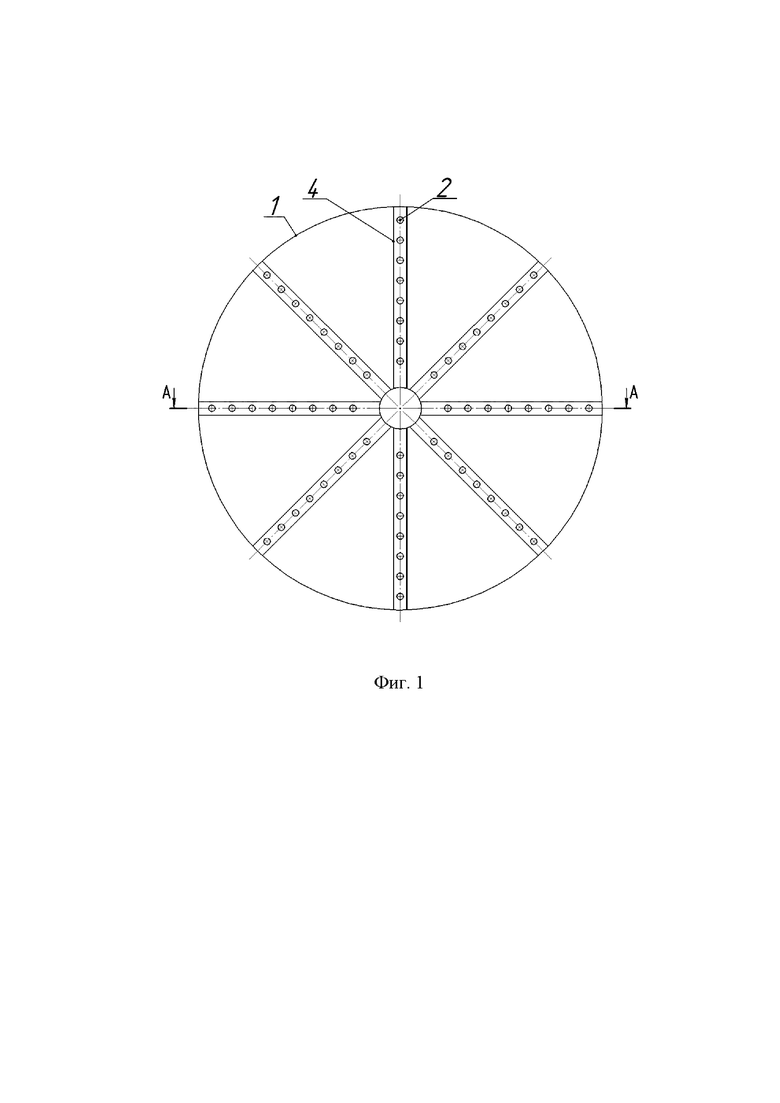
На фиг. 1 представлен металлический диск с отверстиями и литниковой системой (вид сверху).
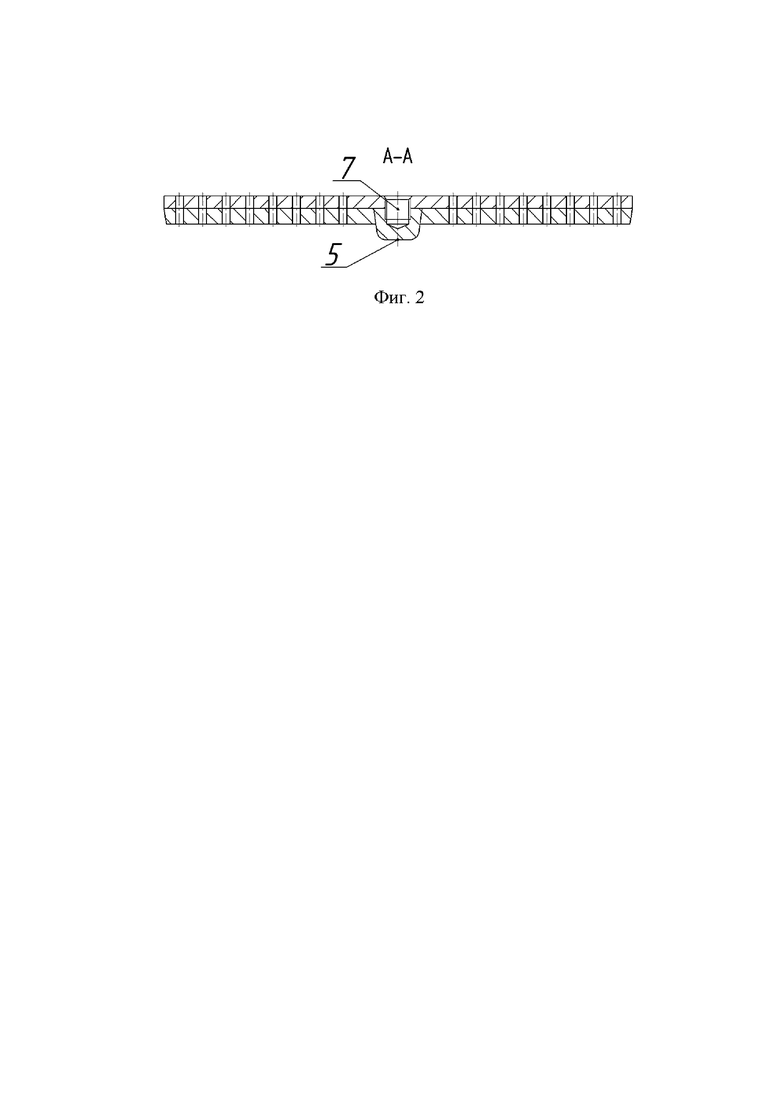
На фиг. 2 представлен металлический диск с отверстиями и литниковой системой (в разрезе).
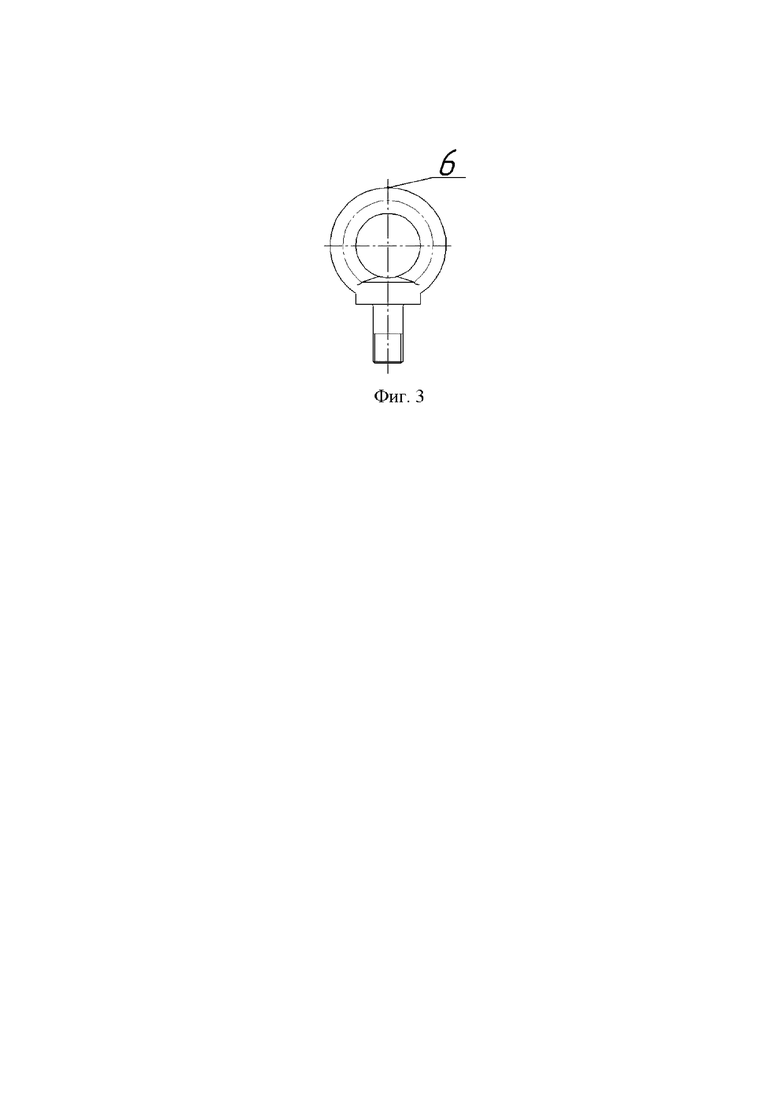
На фиг. 3 представлено кольцо с резьбой.
На фиг. 4 представлен металлический пруток.
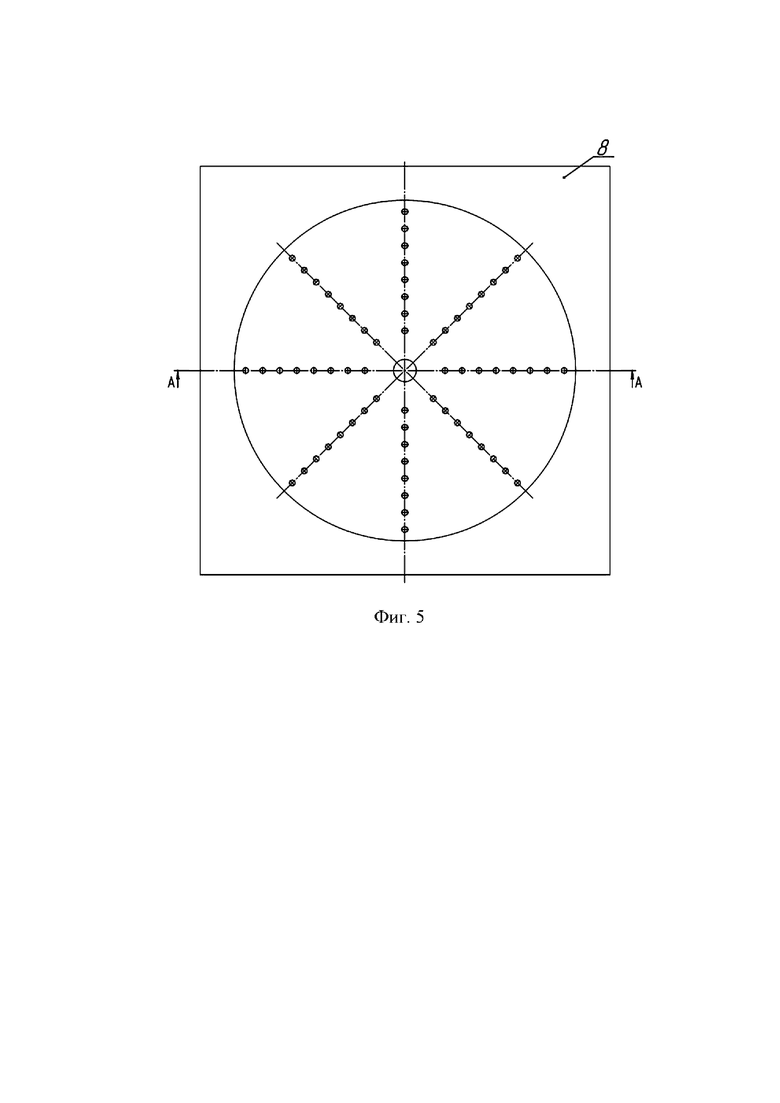
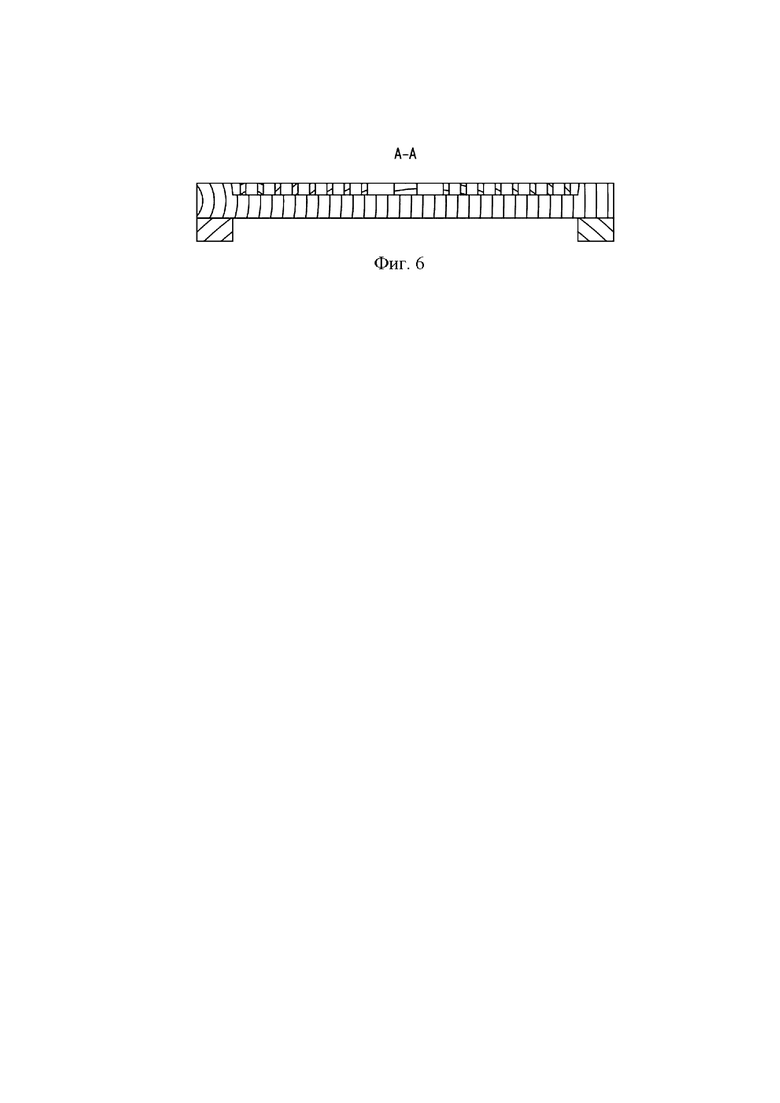
На фиг. 5 представлен стержневой ящик (вид сверху).
На фиг. 6 представлен стержневой ящик (в разрезе).
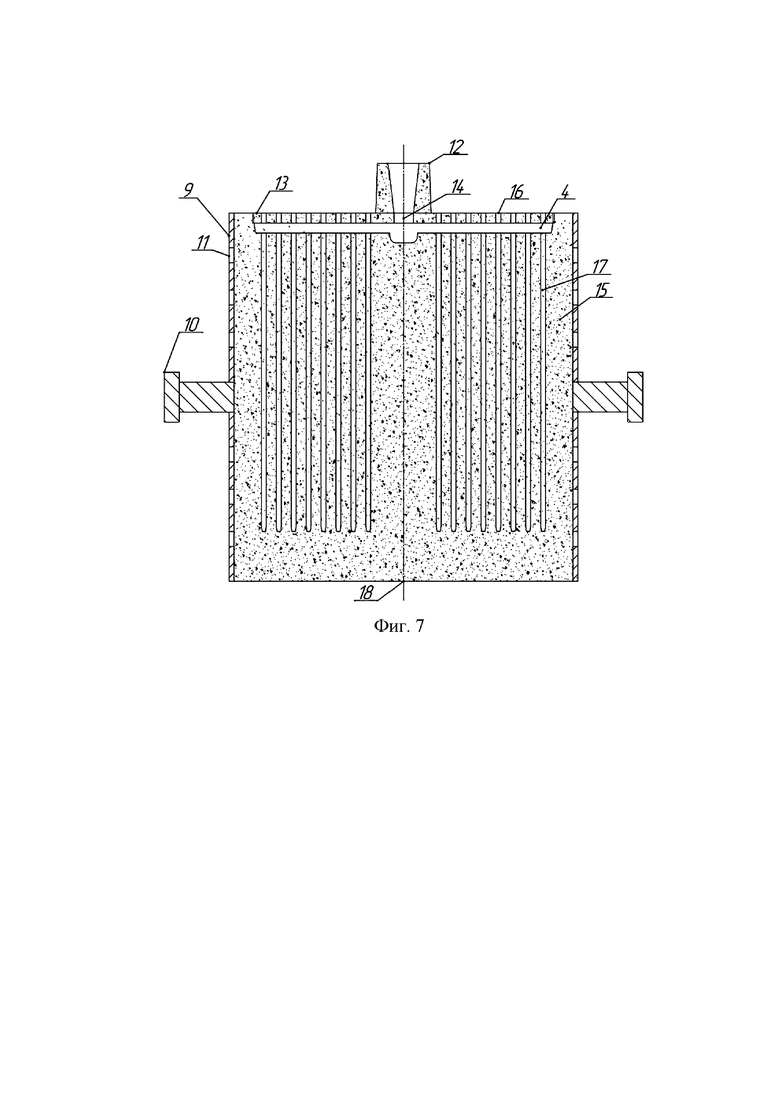
На фиг. 7 представлена литейная форма для заливки металла (в разрезе).
Литейная оснастка для изготовления прутков состоит из металлического диска 1 с 64 отверстиями 2, которые служат направляющими при формировании полости в форме металлическим прутком 3 диаметром от 4 до 5 мм. На внутренней части металлического диска 1 расположена литниковая система 4 и зумпф 5. Для извлечения металлического диска 1 после формовки предусмотрено кольцо с резьбой 6, которое закручивается в глухое отверстие с резьбой 7. Для изготовления перекрытия 13 предусмотрен стержневой ящик 8.
Литейная форма 18 для заливки металла состоит из металлической опоки 9, которая удерживает формовочную смесь 15 (кварцевый песок – 92%, глина – 2%, декстрин – 2%, вода – 4%), двух цапф 10 и отверстий 11, через которые выводится газ при заливке металла в форму. Элементами литниковой системы 4 являются: литниковая чаша 12, установленная на перекрытие 13 с отверстиями 16 для контроля уровня металла; стояк 14, для подачи расплавленного металла из литниковой чаши 12 в литниковую систему 4 и рабочую полость формы 17; зумпф 5, необходимый для смягчения удара струи расплавленного металла при заливке.
Изготовления прутков для аргонодуговой наплавки осуществляют следующим образом.
Изготовление литейной формы 18 осуществляется на формовочной машине. На подмодельную плиту формовочной машины укладывается металлический диск 1 плоской стороной, и устанавливается металлическая опока 9. Металлический диск 1 необходимо припылить графитом, засыпать формовочную смесь 15 и уплотнить ее за счет встряхивания и прессования. Снять с помощью кран-балки литейную форму 18 с формовочной машины и перевернуть ее на 180°. Создать рабочую полость формы 17 путем вбивания молотком металлических прутков 3 через направляющие отверстия 2 в утрамбованную формовочную смесь 15, с последующим извлечением металлических прутков 3. Закрутить в глухое отверстие с резьбой 7 кольцо с резьбой 6 и извлечь металлический диск 1.
Для изготовления перекрытия 13 необходимо протереть внутреннюю поверхность стержневого ящика 8 тряпкой, смоченной в керосине, заполнить стержневой ящик 8 холоднотвердеющей стержневой смесью и уплотнить ее, удалить излишек смеси с поверхности. Перевернуть стержневой ящик 8 на 180° и постукиванием по поверхности стержневого ящика 8 деревянным молотком отделить перекрытие 13 от стержневого ящика 8. Произвести сушку литейной формы 18 и перекрытия 13 в сушильной печи.
После сушки перекрытие 13 укладывается в посадочное место литейной формы 18, а на перекрытие 13 устанавливается литниковая чаша 12. Подготовленную литейную форму 18 выставляют на ровную поверхность для заливки расплавленным в индукционной печи металлом. Подготовленный таким образом расплав выливается в разливочный ковш и заливается через литниковую чашу 12 в литейную форму 18.
После охлаждения залитого металла удаляется отливка путем разрушения литейной формы 18. Затем производится очистка прутков от формовочной смеси 15 и отрезается литниковая система 4.
Наиболее рационально использовать литейную оснастку для получения малых партий прутков диаметром от 4 до 5 мм. Для этого используют литейную песчано-глинистую форму с рабочей полостью диаметром от 4 до 5 мм.
Изготавливать литейную форму с рабочей полостью диаметром менее 4 мм практически невозможно, так как расплавленный металл, попадая в полость, мгновенно застывает, и прутки получаются короткими.
Пример реализации изобретения
Изготовили литейную форму для получения прутков диаметром 5 мм и длиной 300 мм в соответствии с формулой изобретения. Выплавили железоуглеродистый сплав ПНЛ-04Х27Н7М3Д2Б (С – 0,02-0,06%; Si – 0,2-0,8%; Mn – 0,5-1,2%; Cr – 25,0-29,0%; Ni – 5,0-8,0%; Mo – 2,5-3,5%; Cu – 1,25-2,5%; Co – 0,15-0,4%; Ti – 0,25-0,5%; Ce – 0,01-0,1%; N – 0,05-0,3%; Fe – остальное) в индукционной печи и вылили его в разливочный ковш. Температура расплавленного металла во время заливки его в литейную форму составляла 1550°С. После окончательной кристаллизации и охлаждения прутков литейную форму разрушили на выбивной решетке, полученные прутки подвергли дробеструйной очистке от формовочной смеси, а затем отрезали от них литниковую систему. Затем полученные 64 прутка подвергли контролю качества поверхности и определению размеров. Готовые прутки имели диаметр 5 мм и длину 300 мм. Поверхность прутков не имела следов формовочной смеси и литейной корки.
Таким образом, предлагаемая литейная оснастка по изготовлению прутков для аргонодуговой наплавки позволит получать прутки диаметром 4-5 мм, использовать более дешевую формовочную смесь, а в качестве технологической оснастки применять более простой в изготовлении и не требующий больших затрат модельный комплект.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2791741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Установка по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2801507C1 |
| ЛЁТОЧНЫЙ КИРПИЧ | 2018 |
|
RU2690552C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| Электрод для износостойкой электродуговой наплавки | 2021 |
|
RU2769682C1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Пресс-форма по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2796343C1 |
Изобретение относится к литейному и сварочному производству. Литейная оснастка по изготовлению прутков для аргонодуговой наплавки содержит опоку, формовочную смесь и модельный комплект. Модельный комплект содержит металлический диск (1), кольцо с резьбой, металлический пруток и стержневой ящик. В металлическом диске, предназначенном для формирования в формовочной смеси литниковой системы (4) литейной формы, выполнены направляющие отверстия (2) и глухое отверстие с резьбой. Кольцо с резьбой взаимодействует с глухим отверстием металлического диска. Металлический пруток формирует рабочие полости для отливки прутка для аргонодуговой наплавки при его вбивании в формовочную смесь через направляющие отверстия металлического диска. Стержневой ящик предназначен для формирования перекрытия из стержневой смеси, которое устанавливают в литейную форму. Обеспечивается получение прутков для аргонодуговой наплавки диаметром 4-5 мм и длиной от 250 до 500 мм методом литья в песчано-глинистую форму без использования сложной в изготовлении технологической оснастки и без последующей механической обработки прутков. 7 ил., 1 пр.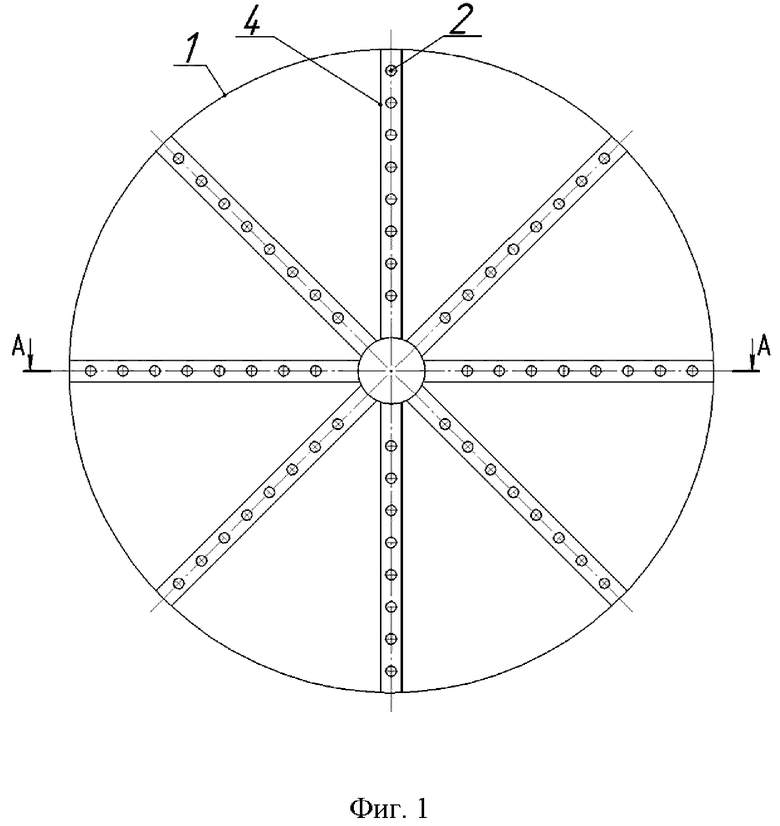
Литейная оснастка по изготовлению прутков для аргонодуговой наплавки, содержащая опоку, формовочную смесь и модельный комплект, отличающаяся тем, что модельный комплект содержит металлический диск с направляющими отверстиями и глухим отверстием с резьбой, выполненный с возможностью формирования в формовочной смеси литниковой системы литейной формы, причем кольцо с резьбой выполнено с возможностью взаимодействия с глухим отверстием металлического диска, металлический пруток, выполненный с возможностью формирования рабочей полости для отливки прутка для аргонодуговой наплавки при его вбивании в формовочную смесь через направляющие отверстия металлического диска, и стержневой ящик для формирования перекрытия из стержневой смеси, выполненного с возможностью установки в литейную форму.
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ подготовки и устройство для подготовки оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2018 |
|
RU2680789C1 |
| Модельно-опочный комплект | 1981 |
|
SU1031636A1 |
| Устройство для изготовленияКАРКАСОВ | 1979 |
|
SU846056A2 |
| DE 1950447 A1, 16.04.1970 | |||
| CN 206882717 U, 16.01.2018. | |||
