Изобретение относится к области машиностроения, главным образом сварочного производства, и может быть использовано для изготовления присадочных прутков, применяемых при сварке и наплавке в защитных газах.
Целью изобретения является повышение качества присадочных прутков, производительности и расширения номенклатуры изготавливаемых прутков.
На чертеже изображена схема осуществления способа.
Внутри кварцевой реторты 1 располагается цилиндрический графитовый блок 2, в пазах которого размещены формующие кварцевые трубки 3, заполненные порошком, подлежащего расплавлению сплава.
Концы трубок закрыты асбестовыми пробками 4. Ретора 1, размещенная на опорах 6, охватывается источником нагрева, например кольцевым индуктором 5 высокочастотной установки, который может перемещаться от одного конца реторты к другому с плавно регулируемой скоростью, обеспечивающей полное расплавление порошка в зоне нагрева.
Пример конкретного осуществления способа.
Были проведены работы по изготовлению опытных присадочных прутков из никелевого сплава марки ПГ-СР 4 для аргонодуговой наплавки. В формующие кварцевые трубки с внешним диаметром 5 мм и внутренним диаметром 2 мм засыпали
порошок гранулированного сплава. Концы трубок заглушали пробками из асбестового шнура. Трубки размещали в пазах графитового блока, который вводили в полость кварцевой реторты. Реторту устанавлива- ли внутри кольцевого индуктора, размещая ее концы на неподвижных опорах. При этом особое внимание обращали на то, чтобы обеспечивалась соосность графитового блока, реторты.и кольцевого индуктора. Включив высокочастотную установку, поднимали температуру графитового блока до величины, достаточной для расплавления гранулированного сплава, а затем включали продольное перемещение индуктора, После того как расплавленная зона переместилась к противоположному краю формующих трубок, выключали нагрев, дожидались охлаждения блока с формующими трубками до 300-400°С и извлекали трубки из пазов блока. После охлаждения формующих трубок до комнатной температуры удаляли асбестовые пробки и извлекали готовые присадочные прутки.
Основные параметры процесса: ,
Наружный диаметр защитной кварцевой реторты65 мм Диаметр графитового блока58 мм Количество пазов в блоке12 Напряжение на индукторе 30 В Ток в индукторе 70-75 А Скорость перемещения индуктора 3-5 см/мин Емкость батарей
конденсаторов15,4 мкФ
Потребляемая
мощность20-25 кВт
Коэффициент мощности (cos p)0,95-1,0
Концы трубок закрывают негерметич- но,,например асбестовыми пробками, которые только препятствуют высыпанию порошка и вытеканию расплава. При использовании самофлюсующихся порошков, например, сплавов типа колмоной не требуется специальной защиты при плавлении. При использовании окисляющихся на воздухе сплавов реторту в процессе плавки продувают защитным газом.
Использование изобретения позволит упростить технологию получения высококачественных прутков для наплавки и повышает качество наплавленного металла.
Формула изобретения
1.Способ изготовления присадочных прутков для износостойкой наплавки из металлического порошка, при котором металлический порошок размещают в кварцевые трубки, концы которых закрывают, и трубки с порошком подвергают нагреву, отличающийся тем, что, с целью повышения качества присадочных прутков, производительности и расширения номенклатуры изготавливаемых прутков, концы кварцевых трубок закрывают огнеупорными пробками, трубки устагЛв- ливают в пазах графитного блока, который размещают внутри кварцевой реторты, а нагрев кварцевых трубок осуществляют при помощи подвижного высокочастотного индуктора, которым охватывают реторту и перемещают вдоль трубок, обеспечивая последовательно полное расплавление порошка в зоне нагрева.
2.Способ по п.1,отличающийся тем, что при использовании порошков из несамофлюсующихся сплавов нагрев и расплавление порошка ведут в атмосфере защитного газа, продувая его через полость реторты.
3.Способ по п.1,отличающийся тем, что, с целью наблюдения за ходом плавки, процесс ведут в прозрачной кварцевой реторте.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| Способ индукционной наплавки магнитных сплавов на основе железа и индукционно-канальная печь для индукционной наплавки магнитных сплавов на основе железа | 2021 |
|
RU2791023C1 |
| Способ армирования чугунных отливок | 2019 |
|
RU2731494C1 |
| Способ изготовления несущих деталей с опорными поверхностями | 1986 |
|
SU1433688A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ИНДУКЦИОННО- ФЛЮСОВОЙ НАПЛАВКИ | 1971 |
|
SU291773A1 |
| Установка по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2801507C1 |
| Способ высокочастотной сварки плавлением | 1971 |
|
SU396938A1 |
| Способ индукционной наплавки ферритных сплавов на тонкие металлические изделия | 2023 |
|
RU2829993C1 |
| Способ сварки и наплавки плавлением | 1987 |
|
SU1797543A3 |
| Способ восстановления деталей | 1979 |
|
SU931287A1 |
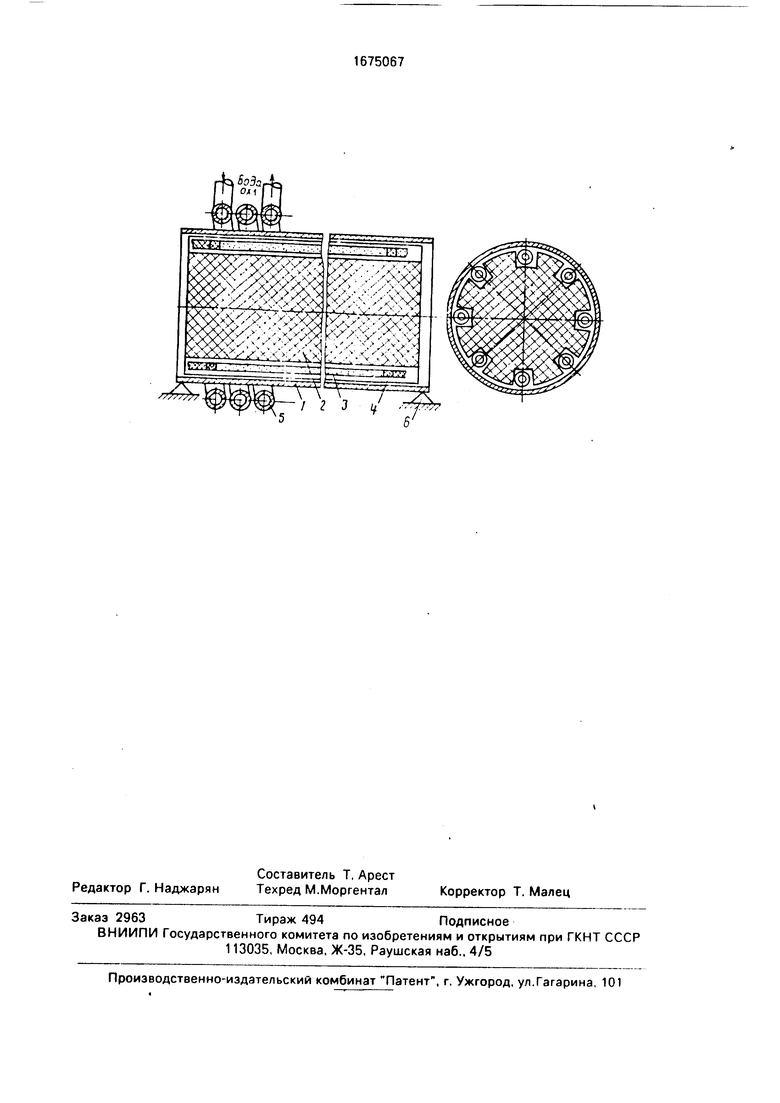
Изобретение относится к машиностроению, главным образом сварочного производства, и может быть использовано для изготовления присадочных прутков, применяемых при сварке и наплавке в защитных газах. Цель изобретения - повышение качества присадочных прутков при одновременном увеличении производительности и упрощении технологии их изготовления. Металлический порошок размещают в формующих кварцевых трубках 3, которые закрывают г обеих сторон огнеупорными пробками 4 и устанавливают в пазах размещенного внутри кварцевой реторты 1 графитового блока 2. Нагрев ведут при одновременном перемещении источника нагрева со скоростью, обеспечивающей полное расплавление порошка в зоне нагрева. В качестве источника нагрева используют высокочастотный индуктор 5. 3 з.п.ф-лы, 1 ил. ё
| Технология электрической сварки металлов и сплавов плавлением./Под редакцией Б.Е.Патона | |||
| М.: Машиностроение, 1974, с.725-726 | |||
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КАНАЛОВ | 0 |
|
SU241877A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
