Область техники, к которой относится изобретение.
Изобретение относится к области машиностроения, в частности к способам нанесения на металлические заготовки термопластичной порошковой краски методом окунания, при котором предварительно нагревают заготовки, опускают в кипящий псевдоожиженный слой, и осуществляют запекание термопластичной порошковой краски.
Уровень техники.
Известен способ нанесения на металлические заготовки термопластичной порошковой краски методом окунания, при котором предварительно нагревают заготовки, опускают в кипящий псевдоожиженный слой, и осуществляют запекание термопластичной порошковой краски, см. описание к заявке на патент на изобретение US 20230013140, опубликован 19.01.2023. Данный способ является наиболее близким по технической сути и достигаемому техническому результату и выбран за прототип предлагаемого изобретения как способа.
Основным недостатком данного способа является невысокая производительность. Другим недостатком является что оборудование занимает много места.
Раскрытие изобретения.
Настоящее изобретение, главным образом, имеет целью предложить способ нанесения на металлические заготовки термопластичной порошковой краски на основе полиэтилена методом окунания, позволяющий обеспечить повышение производительности и качества в процессе работы, а также снижение потери материала самого покрытия, что и является поставленной задачей.
Для достижения этой цели,
• располагают печь над рельсовым путем, по которому может двигаться рама с баком псевдоожижения с термопластичной порошковой краской,
• устанавливают заготовки, которые нужно покрасить, на траверсы, которые размещают на внешние зацепы бака псевдоожижения, который установлен на раме,
• перемещают указанную раму с баком псевдоожижения и с заготовками по рельсам до момента, когда траверса с заготовками не окажется ровно по центру окна печи,
• поднимают траверсу с заготовками при помощи конвейера и помещают их в печь,
• осуществляют предварительный нагрев заготовок в печи и одновременно располагают бак псевдоожижения по центру окна печи, передвигая для этого раму по рельсовом пути,
• нагретые заготовки с помощью конвейера опускают в бак псевдоожижения с термопластичной порошковой краской,
• подают на термопластичную порошковую краску сжатый воздух, который подают от центробежного воздушного насоса через мембрану, расположенную в дне бака псевдоожижения, в результате чего образовывается кипящий псевдоожиженный слой, частицы термопластичной порошковой краски соприкасаются с разогретыми заготовками и прилипают к их поверхности,
• удаляют пыль от термопластичной порошковой краски с помощью фильтра-поглотителя, подключенного к баку через рукав,
• заготовки с прилипшей к металлу заготовки термопластичной порошковой краской с помощью конвейера вновь поднимают в печь, где происходит запекание термопластичной порошковой краски, при котором она оплавляется и растекается по заготовке и формирует прочное антикоррозионное покрытие,
• располагают раму с баком псевдоожижения таким образом, чтобы траверса с покрашенными заготовками с помощью конвейера опустилась на внешние зацепы бака псевдоожижения, где она изначально и находилась.
Благодаря данным выгодным характеристикам появляется возможность того, что все процессы по покраски заготовок выполняются в вертикальной плоскости, что приводит к сокращению затрачиваемого времени полного цикла покраски. Это повышает в целом производительность способа покраски.
Существует вариант изобретения, в котором пока покрашенные заготовки остывают, с другой стороны рамы бака псевдоожижения на вторую траверсу навешивают новую партию заготовок под покраску.
Благодаря данным выгодным характеристикам появляется возможность обеспечения непрерывности процесса покраски.
Существует и такой вариант изобретения, в котором осуществляют предварительный нагрев заготовок в печи в промежутке времени от 20 до 150 секунд и диапазоне температур от 250°С до 400°С
Благодаря данным выгодным характеристикам появляется возможность конкретизации параметров предварительного нагрева заготовок.
Краткое описание чертежей.
Другие отличительные признаки и преимущества изобретения ясно вытекают из описания, приведенного ниже для иллюстрации и не являющегося ограничительным, со ссылками на прилагаемые рисунки, на которых (фигуры 1-4) изображено устройство, реализующее способ.
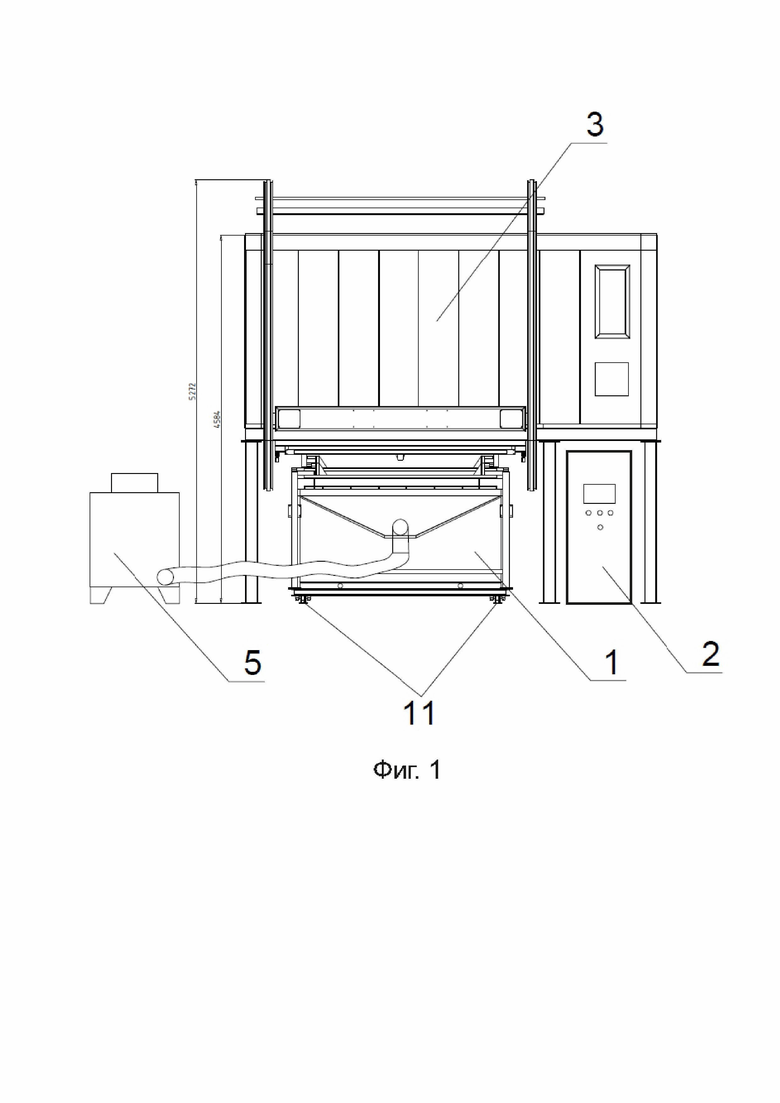
На фигуре 1 показ вид спереди устройства для покраски, согласно изобретению,
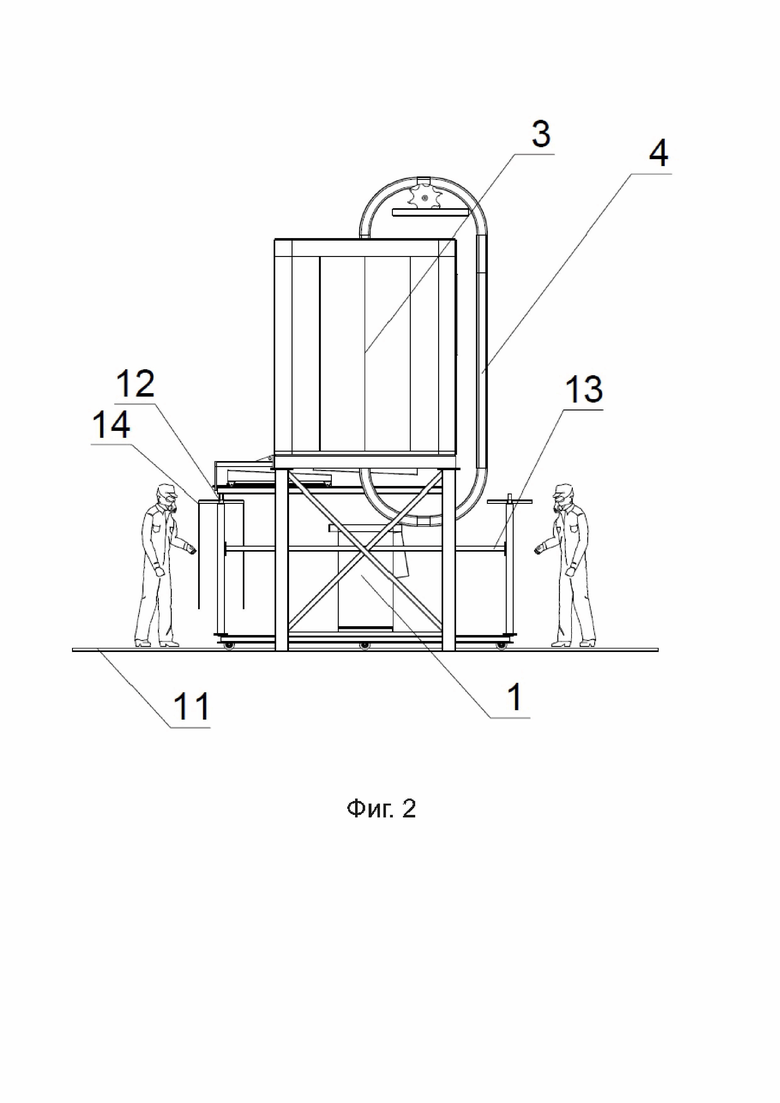
На фигуре 2 показ вид сбоку устройства для покраски, согласно изобретению,
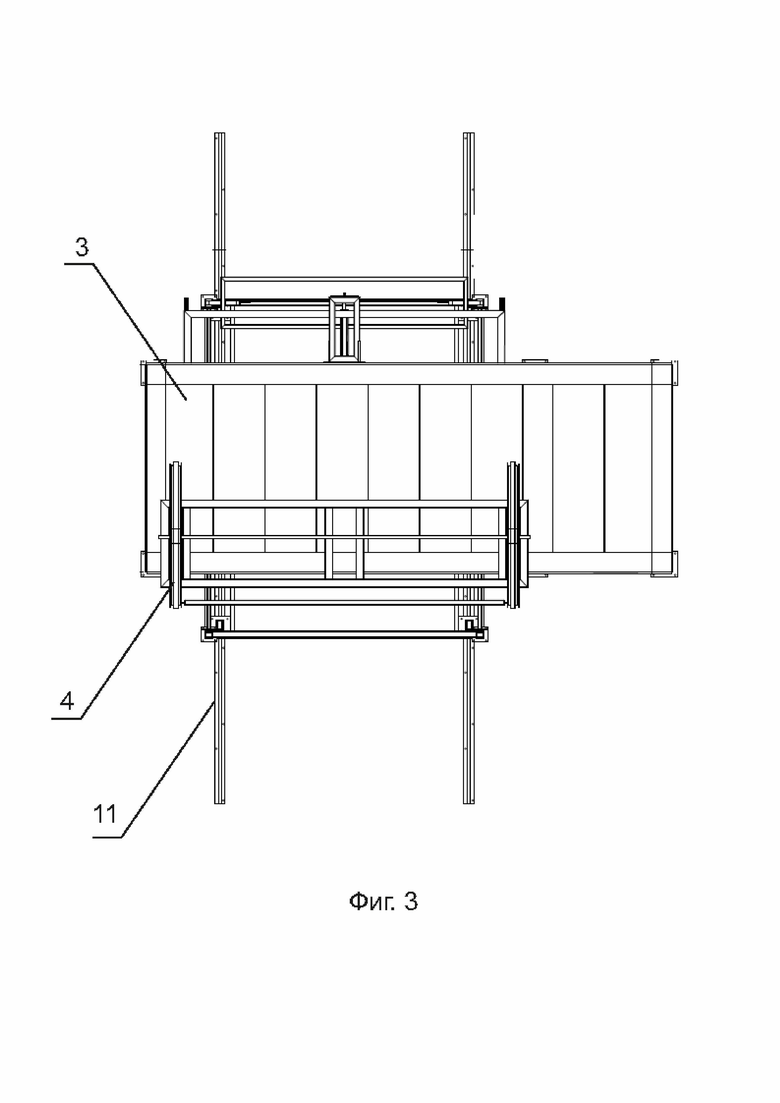
На фигуре 3 показ вид сверху устройства для покраски, согласно изобретению,
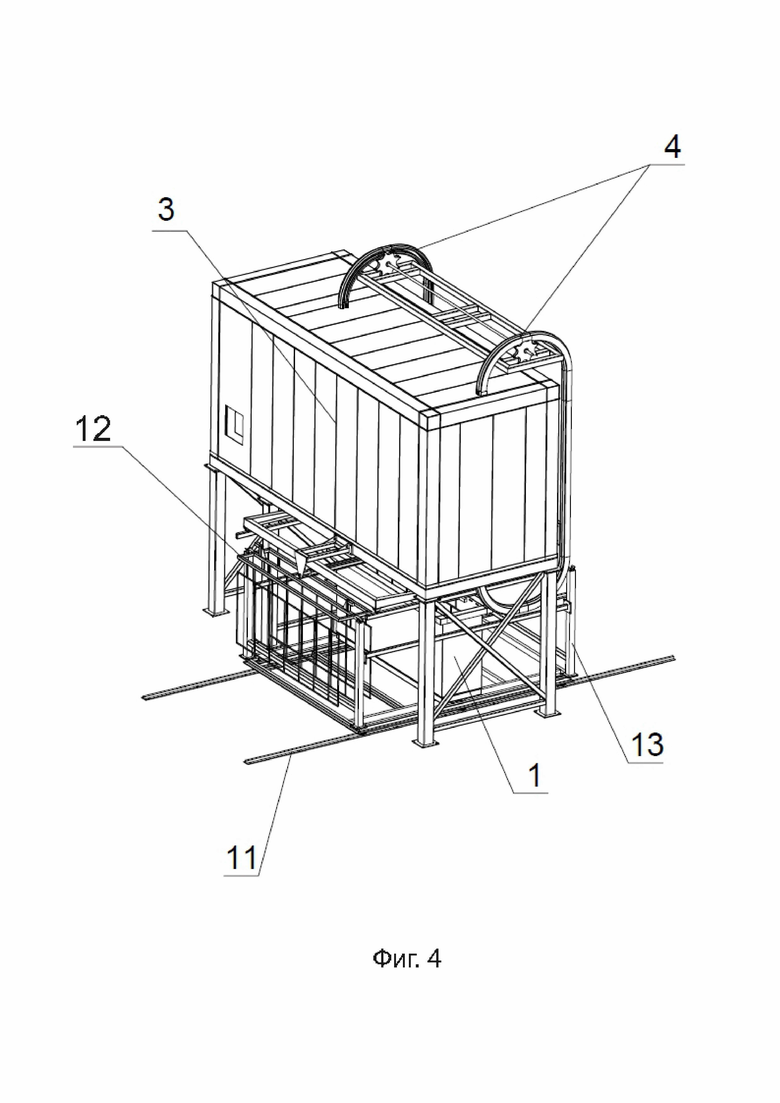
На фигуре 4 показ вид в изометрии устройства для покраски, согласно изобретению.
Устройство представляет из себя установку покраски металлических изделий. Устройство представляет собой полуавтоматическую линию нанесения термопластичной порошковой краски на основе полиэтилена методом окунания.
На фигурах обозначено:
1 - бак псевдоожижения
11 - рельсовый путь
12 - траверса
13 - рама
14 - зацепы бака
2 - шкаф управления
3 - печь полимеризации
4 - конвейер
5 - фильтр поглотитель
Осуществление изобретения.
Способ нанесения на металлические заготовки термопластичной порошковой краски может быть реализован таким образом.
Металлические заготовки (детали) устанавливаются на зацепы 14 одной из траверс 12 бака псевдоожижения 1. Траверсы 12 с зацепами 14 для заготовок расположены на разных концах рамы 13. Бак псевдоожижения 1 также закреплен на раме 13. Рама 13 имеет механизм передвижения на рельсовом пути 11. Не показан. Рельсовый путь 11 крепится непосредственно к полу.
После установки всех заготовок на траверсу 12 рама бака 13 вместе с завешенными заготовками перемещается по рельсовому пути 11 до момента пока траверса 12 не окажется ровно по центру окна печи 3. Далее конвейер печи 4 подхватывает траверсу 12 с заготовками и подымает их в печь 3. Температура печи регулируется от 250 до 400 градусов по Цельсию. В зависимости от толщины металла и температуры воздуха в печи заготовки находятся в печи от 20 до 150 секунд для предварительного нагрева. Во время нагрева заготовок рама с баком 1 путем перемещения по рельсовому пути 11 позиционируются таким образом, чтобы бак псевдоожижения 1 оказался по центру окна печи. Затем нагретые заготовки с помощью конвейера 4 опускаются в бак псевдоожижения 1 с порошковой краской.
Полимерная термопластичная краска находится в баке псевдоожижения 1, который представляет собой бункер со специальным дном. Само дно бака 1 имеет воздухопроницаемую мембрану, через которую на порошковую краску подается поток сжатого воздуха от центробежного воздушного насоса. Мембрана пропускает через себя воздух и порошок оказывается взвешенным в воздухе, при этом сам порошок бурлит и двигается хаотично. Именно данный способ позволяет образовывать порошковой краске так называемый кипящий (псевдоожиженный) слой.
Погружение предварительно нагретых заготовок на короткое время в кипящий слой термопластичной краски осуществляется путем опускания траверсы конвейером 4, снабженного сервоприводом. Частицы полимерной краски соприкасаются с разогретыми заготовками и прилипают на его поверхности, т.е. тепло самой заготовки слегка расплавляет порошок, но только предварительно для того что бы порошок прилип к заготовке. Для удаления образующейся пыли от порошковой краски, к баку 1 через рукав подключен фильтр-поглотитель 5, оснащенный внутри цилиндрическим фильтрами и вытяжным вентилятором.
Далее заготовки с прилипшим к металлу порошком с помощью конвейера 4 вновь подымаются в печь 3 где происходит запекание термопластичного порошка. Порошок оплавляется и растекается по заготовке (полимеризуется) и формирует прочное антикоррозионное покрытие.
Шкаф управления 2 имеет программу, что позволяет позиционировать раму бака 1 по рельсам в автоматическом режиме. Время нахождения заготовок в печи 3, скорость подъема и опускания конвейера 4, время нахождения заготовок в баке 1 с псевдоожиженной порошковой краской - все это так же задается программой управления.
После запекания термопластичного порошка в печи 3 полимеризации траверса 12 с заготовками вновь опускается на раму бака 13, при этом рама должна быть спозиционирована так, чтобы опустившаяся траверса 12 попала на зацепы 14 на краю рамы 13, где она изначально и находилась. Далее рама с траверсой и покрашенными заготовками возвращается в изначальное положение. Пока покрашенные заготовки остывают, с другой стороны рамы бака 1 на вторую траверсу навешивается новая партия заготовок под покраску. Остывшие заготовки снимаются с траверсы 12.
Цикл покраски закончен.
Промышленная применимость.
Способ нанесения на металлические заготовки термопластичной порошковой краски может быть осуществлен специалистом на практике и при осуществлении обеспечивает реализацию заявленного назначения, что позволяет сделать вывод о соответствии критерию «промышленная применимость» для изобретения.
В соответствии с предложенным изобретением изготовлен опытный образец установки для проверки способа нанесения на металлические заготовки термопластичной порошковой краски на основе полиэтилена методом окунания.
Испытания установки показали, что предлагаемый способ имеет ряд преимуществ:
1) блоки покраски и запекания находятся друг на другом.
2) Ключевые операции покраски происходят вертикальной плоскости.
3) Сокращение занимаемой рабочей площади.
4) Сокращения затрачиваемого времени полного цикла покраски.
5) Экономическое преимущество, за счёт быстрого перемещения между блоками покраски и запекания.
6) Увеличивается качество покраски изделий.
Таким образом, за счет того, что камера запекания заготовок находится над баком псевдоожижения с порошковой краской, а заготовка в подвешенном состояние находится по центру между ними, поэтому все циклы проходят в вертикальной плоскости, что позволяет сэкономить время на перемещение заготовок, так и достигается заявленный технический результат, а именно: повышение производительности и качества в процессе работы, а также снижение потери материала самого покрытия.
Изобретение может быть использовано при окраске металлических деталей. Предложен способ нанесения на металлические заготовки термопластичной порошковой краски методом окунания. Способ включает размещение печи 3 на рельсовом пути 11, по которому движется рама 13 с баком псевдоожижения 1 с термопластичной порошковой краской. Заготовки устанавливают на траверсы 12, размещенные на внешних зацепах 14 бака псевдоожижения 1. Раму 13 с баком псевдоожижения 1 и заготовками по рельсовому пути 11 перемещают до центра окна печи, после чего заготовки поднимают в печь 3 и осуществляют предварительный нагрев заготовки. Нагретые заготовки опускают в бак псевдоожижения 1, в который подают сжатый воздух. Частицы порошковой краски соприкасаются с разогретыми заготовками и прилипают к их поверхности. Затем заготовки вновь поднимают в печь 3, где запекают термопластичную порошковую краску, в результате чего она оплавляется и растекается по заготовке, формируя прочное антикоррозионное покрытие. Траверсы 12 с покрашенными заготовками обратно опускают на внешние зацепы бака 14. Изобретение позволяет повысить производительность и качество покрасочных работ, снизить потери материала порошкового покрытия. 2 з.п. ф-лы, 4 ил.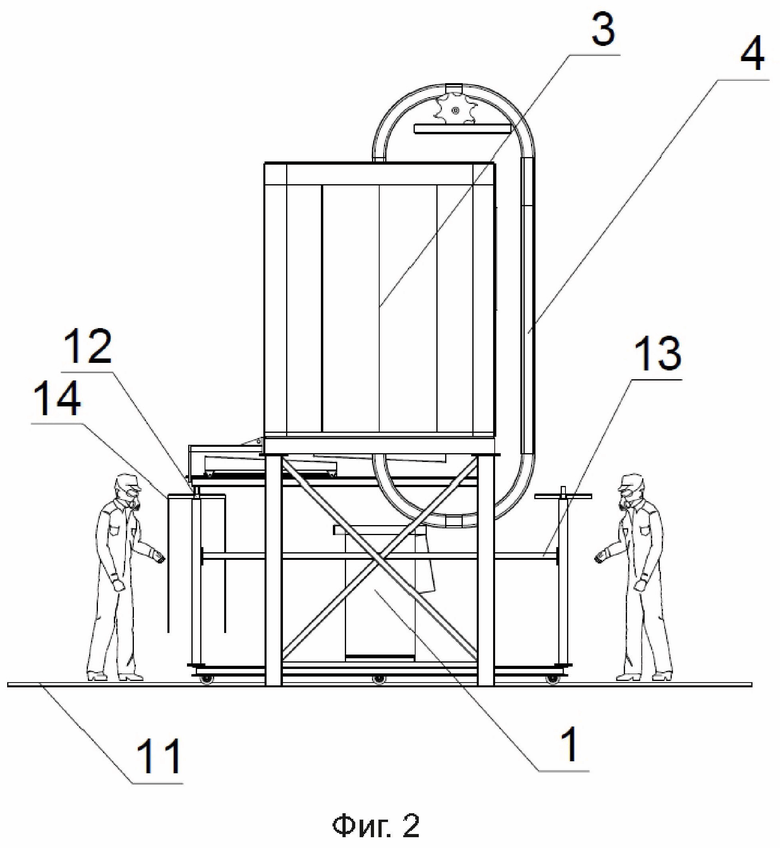
1. Способ нанесения на металлические заготовки термопластичной порошковой краски методом окунания, при котором предварительно нагревают заготовки, опускают в кипящий псевдоожиженный слой и осуществляют запекание термопластичной порошковой краски, отличающийся тем, что
располагают печь над рельсовым путем, по которому может двигаться рама с баком псевдоожижения с термопластичной порошковой краской,
устанавливают заготовки, которые нужно покрасить, на траверсы, которые размещают на внешние зацепы бака псевдоожижения, который установлен на раме,
перемещают указанную раму с баком псевдоожижения и с заготовками по рельсам до момента, когда траверса с заготовками не окажется ровно по центру окна печи,
поднимают траверсу с заготовками при помощи конвейера и помещают их в печь,
осуществляют предварительный нагрев заготовок в печи и одновременно располагают бак псевдоожижения по центру окна печи, передвигая для этого раму по рельсовому пути,
нагретые заготовки с помощью конвейера опускают в бак псевдоожижения с термопластичной порошковой краской,
подают на термопластичную порошковую краску сжатый воздух, который подают от центробежного воздушного насоса через мембрану, расположенную в дне бака псевдоожижения, в результате чего образовывается кипящий псевдоожиженный слой, частицы термопластичной порошковой краски соприкасаются с разогретыми заготовками и прилипают к их поверхности,
удаляют пыль от термопластичной порошковой краски с помощью фильтра-поглотителя, подключенного к баку через рукав,
заготовки с прилипшей к металлу заготовки термопластичной порошковой краской с помощью конвейера вновь поднимают в печь, где происходит запекание термопластичной порошковой краски, при котором она оплавляется и растекается по заготовке и формирует прочное антикоррозионное покрытие,
располагают раму с баком псевдоожижения таким образом, чтобы траверса с покрашенными заготовками с помощью конвейера опустилась на внешние зацепы бака псевдоожижения, где она изначально и находилась.
2. Способ по п.1, отличающийся тем, что, пока покрашенные заготовки остывают, с другой стороны рамы бака псевдоожижения на вторую траверсу навешивают новую партию заготовок под покраску.
3. Способ по п.1, отличающийся тем, что осуществляют предварительный нагрев заготовок в печи в промежутке времени от 20 до 150 секунд и диапазоне температур от 250 до 400°С.
| Устройство для нанесения порошкообразных материалов | 1983 |
|
SU1110492A1 |
| Устройство для нанесения полимерных покрытий | 1974 |
|
SU579036A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| WO 2019025145 A1, 07.02.2019. | |||
