Изобретение относится к области судостроения и касается конструкции маломерных судам, преимущественно, лодкам.
Известен корпус лодки (ПМ RU № 127710 от 01.11.2012) из термопластичного полимера, содержащий киль, обшивку из досок в виде продольных поясов, транца и планширей, соединенных между собой сваркой.
Недостаток данного способа - высокая трудоемкость изготовления корпуса лодки, обусловленная как множеством досок в продольных поясах обшивки, так и необходимостью наложения множества как наружных, так и внутренних сварных швов, обеспечивая взаимное позиционирование каждой пары сопрягаемых досок.
Известен корпус лодки из полимерного термопластичного материала с плоским дном и вертикальными бортами (патент RU № 195164 от 24.09.2019) и способ его изготовления путем формирования таврового стыка бортов и дна и наложения внешних и внутренних сплошных сварных швов для получения прочного герметичного соединения бортов и плоского дня.
Недостаток данного способа изготовления корпуса лодки - ограниченность применения только для изготовления лодок с плоским дном.
Известен способ изготовления корпусов судов (патент RU № 2754420 от 05.10.2020), при котором осуществляют: контурную резку листовых деталей; подготовку под сварку кромок листовых деталей, листовые детали устанавливают (фиксируют) и сваривают между собой.
Недостаток данного способа - ограниченность его применения только для изготовления плоских секций корпусов судов.
Известен корпус лодки из листового полипропилена (патент ПМ RU № 163725 от 11.01.2016), состоящий из деталей: днища V-образной формы с килем, бортов, планширей, элементов жесткости в виде продольных листовых накладок сопряжения бортов с днищем и планширями, соединенных между собой непрерывными сварными швами.
Недостаток данной полезной модели - отсутствие описания технологического обеспечения продольной и поперечной жесткости и плавучести корпуса лодки без шпангоутов и бортовых стрингеров в процессе изготовления.
Техническая задача, решаемая изобретением, - технологическое обеспечение продольной и поперечной жесткости и плавучести корпуса лодки при изготовлении из продольных листовых деталей из термопластичного материала.
Техническая задача решена в способе изготовления корпуса лодки из листового термопластичного полимера (полимерного материала), состоящего из деталей: днища V-образной формы с килем, бортов, планширей, элементов жесткости в виде продольных листовых накладок сопряжения бортов с днищем и элементов жесткости в виде продольных листовых накладок сопряжения бортов с планширями, включающий: контурную резку листовых деталей; подготовку под сварку кромок листовых деталей; установку листовых деталей с взаимным сопряжением кромок под сварку и их фиксацию; сварку установленных листовых деталей непрерывными сварными швами, при этом изготавливают первый стапель из взаимно-соединенных шпангоутов-лекал, образующих форму днища и бортов корпуса лодки, обращенного килем вверх; устанавливают киль в вырезы шпангоутов-лекал стапеля; устанавливают и фиксируют на стапеле левую и правую листовые детали бортов и днища с сопряжением кромок под сварку с килем; устанавливают и фиксируют на стапеле левую и правую листовые детали бортов с сопряжением кромок под сварку с левой и правой листовыми деталями днища; сваривают непрерывными швами вначале - кромки листовых деталей днища с килем, затем - кромки листовых деталей днища с кромками листовых деталей бортов, получая заготовку корпуса с первого стапеля; устанавливают заготовку корпуса килем вниз в заранее изготовленный второй стапель; устанавливают, фиксируют и приваривают левые и правые продольные листовые накладки, фиксирующие углы сопряжения между днищем и бортами; устанавливают, фиксируют и приваривают перегородки и снимают распорки, если борта не зафиксированы в стапеле; устанавливают, фиксируют и приваривают к днищу днищевые лонжероны и приваривают поперечины к днищевым лонжеронам; устанавливают, фиксируют и приваривают к бортам сплошными швами левый и правый планшири; устанавливают и приваривают левые и правые продольные листовые накладки, фиксирующие углы сопряжения между планширями и бортами, устанавливают и приваривают лист пола.
Заявленный технический эффект, - технологическое обеспечение продольной и поперечной жесткости и плавучести корпуса лодки при изготовлении из продольных листовых деталей из термопластичного материала, - обеспечивается наличием следующих отличительных признаков способа:
изготавливают первый стапель из взаимно-соединенных шпангоутов-лекал, образующих форму днища и бортов корпуса лодки, обращенного килем вверх; устанавливают киль в вырезы шпангоутов-лекал стапеля; устанавливают и фиксируют на стапеле левую и правую листовые детали бортов и днища с сопряжением кромок под сварку с килем; устанавливают и фиксируют на стапеле левую и правую листовые детали бортов с сопряжением кромок под сварку с левой и правой листовыми деталями днища; сваривают непрерывными швами вначале - кромки листовых деталей днища с килем, затем - кромки листовых деталей днища с кромками листовых деталей бортов, получая заготовку корпуса с первого стапеля; устанавливают заготовку корпуса килем вниз в заранее изготовленный второй стапель; устанавливают, фиксируют и приваривают левые и правые продольные листовые накладки, фиксирующие углы сопряжения между днищем и бортами; устанавливают, фиксируют и приваривают перегородки и снимают распорки, если борта не зафиксированы в стапеле; устанавливают, фиксируют и приваривают к днищу днищевые лонжероны и приваривают поперечины к днищевым лонжеронам; устанавливают, фиксируют и приваривают к бортам сплошными швами левый и правый планшири; устанавливают и приваривают левые и правые продольные листовые накладки, фиксирующие углы сопряжения между планширями и бортами, устанавливают и приваривают лист пола.
Данные отличительные признаки способа не обнаружены в процессе патентно-информационного поиска, следовательно, техническое решение соответствует критерию «новизна». Они также не следуют явно из уровня техники, следовательно, техническое решение соответствует критерию «изобретательский уровень».
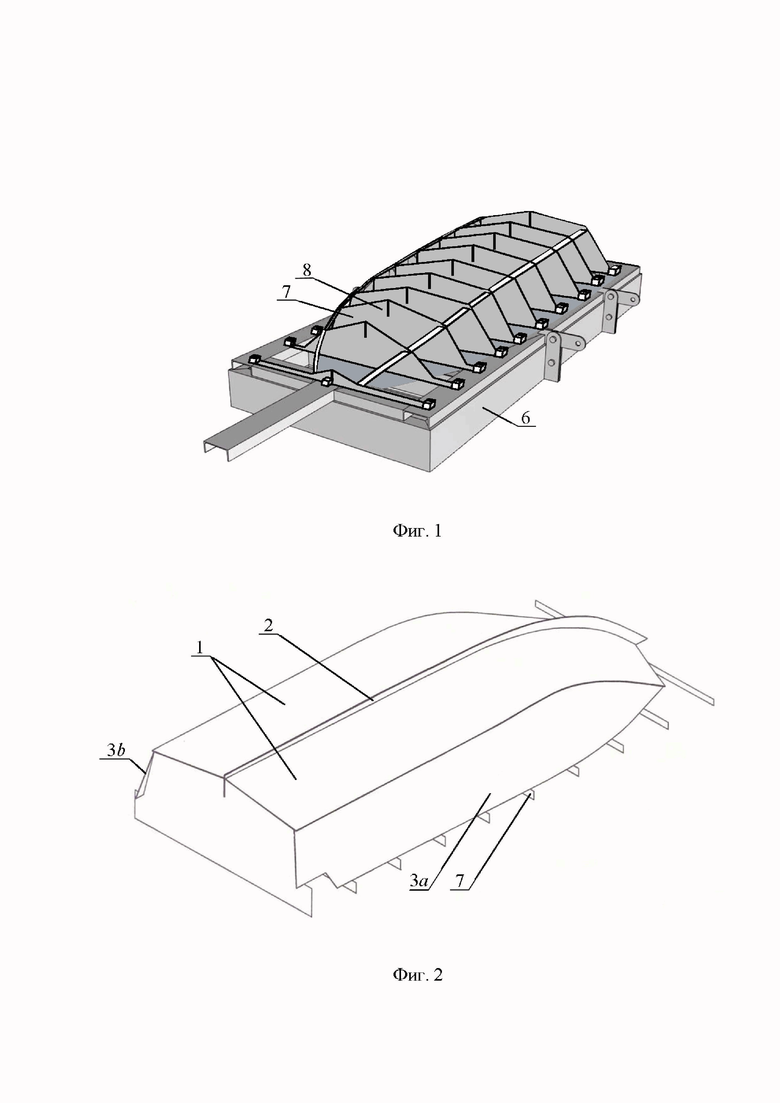
На фиг. 1 показан первый стапель, позволяющий собрать обшивку лодки, киль, днищевые и бортовые листы и транец.
На фиг. 2 - установка днищевых и бортовых листов и сварка деталей киля наружными швами.
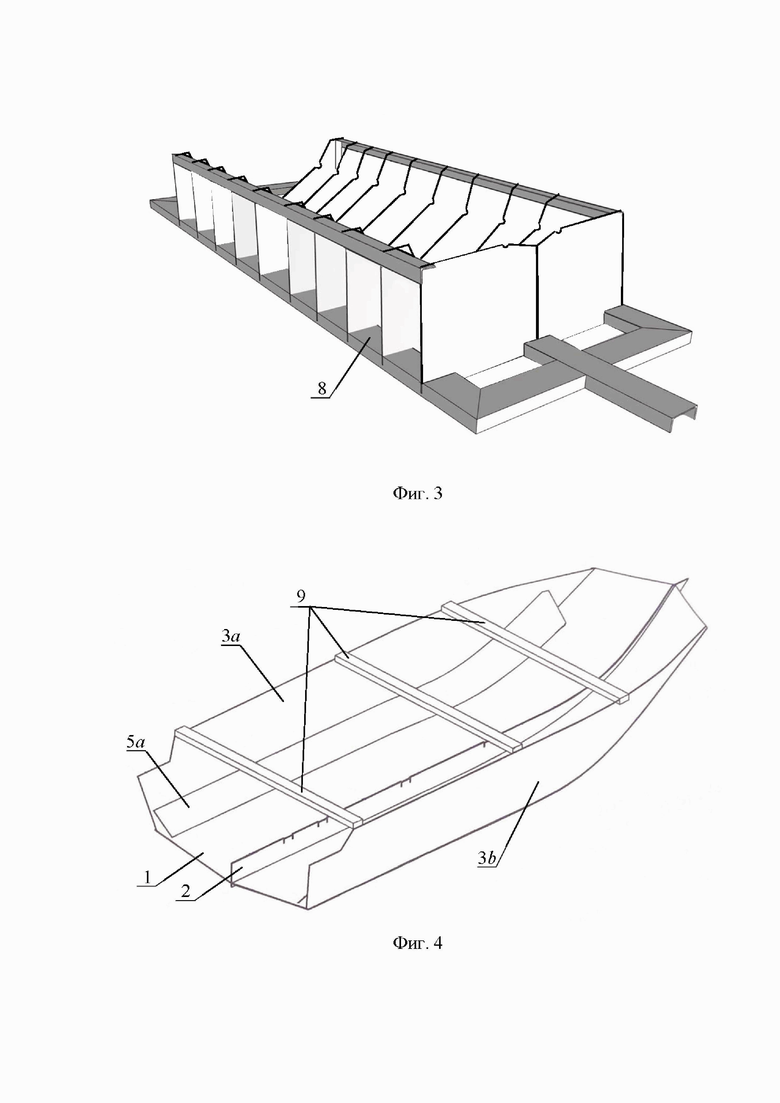
На фиг. 3 показан второй стапель для проведения последующих технологических операций, позволяющий правильно собрать и зафиксировать днищевые и бортовые листы корпуса.
На фиг. 4 - корпус с распорками и установленными листовыми накладками, фиксирующими углы сопряжения между днищем и бортами.
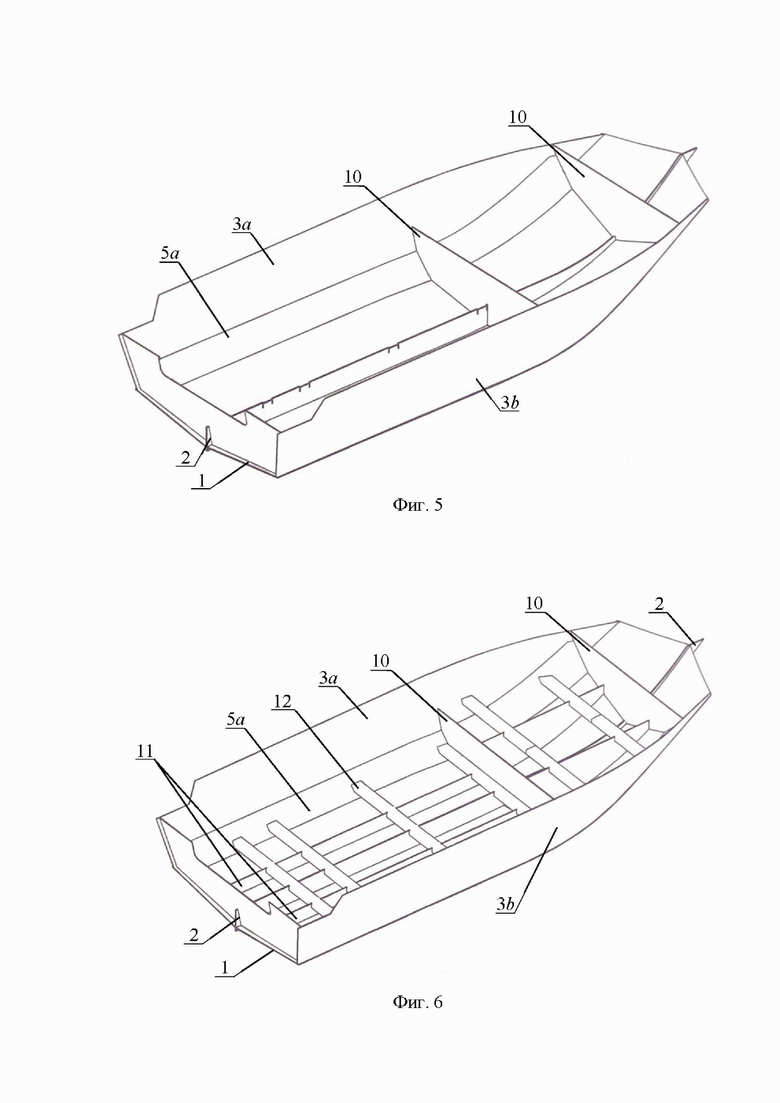
На фиг. 5 - корпус с установленными и вваренными перегородками и убранными распорками.
На фиг. 6 - корпус с установленными и приваренными лонжеронами и поперечинами пола.
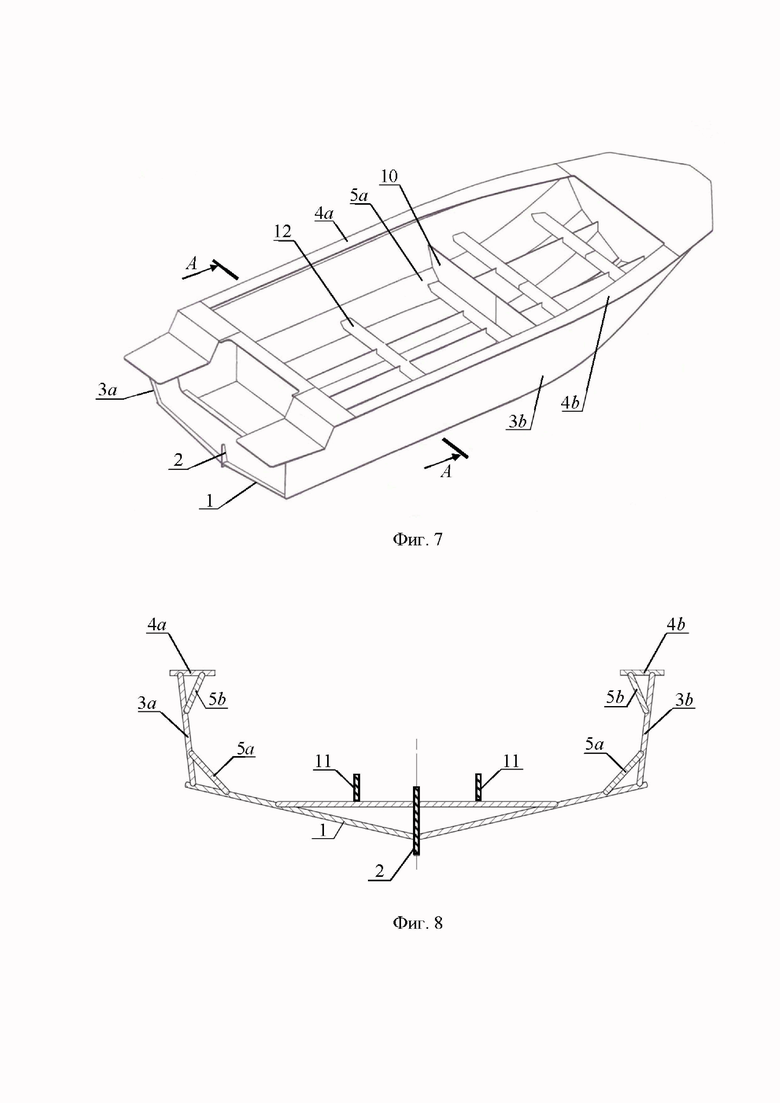
На фиг. 7 - корпус с установленными и приваренными планширями и листовыми накладками, фиксирующими углы сопряжения между планширями и бортами.
На фиг. 8 - сечение А-А на фиг. 7.
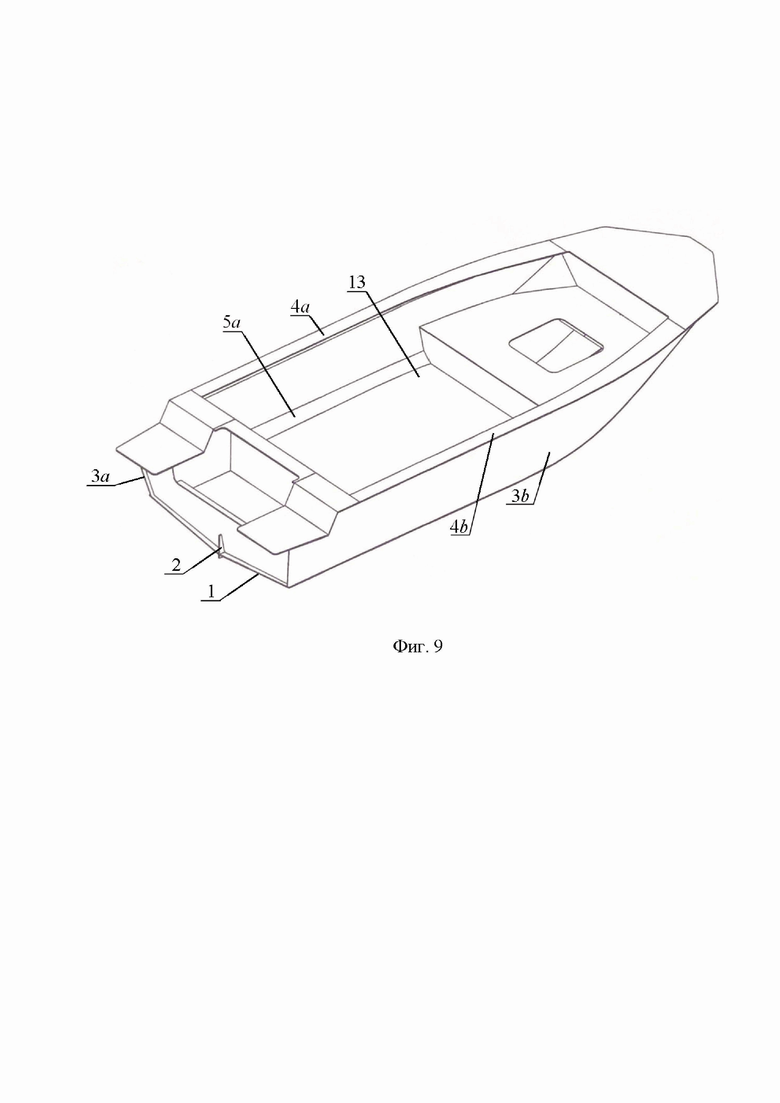
На фиг. 9 - корпус с установленным и приваренным полом.
Способ изготовления корпуса лодки из листового термопластичного полимера (полимерного материала), состоящего из деталей (фиг. 1-9):
- днища 1 V-образной формы с килем 2 (фиг. 1),
- бортов 3а и 3b, планширей 4а и 4b (фиг. 7),
- элементов 5а жесткости в виде продольных листовых накладок сопряжения бортов 3а и 3b с днищем 1 и элементов 5b жесткости в виде продольных листовых накладок сопряжения бортов 3а и 3b с планширями 4,
включающий:
- контурную резку листовых деталей;
- подготовку под сварку кромок листовых деталей;
- установку листовых деталей с взаимным сопряжением кромок под сварку и их фиксацию;
- сварку установленных листовых деталей непрерывными сварными швами,
при этом
- изготавливают первый стапель 6 (фиг. 1) из взаимно-соединенных шпангоутов-лекал 7 (фиг. 1), образующих форму днища 1 и бортов 3а и 3b корпуса лодки, обращенного килем 2 вверх;
- устанавливают киль 2 в вырезы 8 шпангоутов-лекал 7 стапеля 6;
- устанавливают и фиксируют на стапеле 6 левую и правую листовые детали бортов 3а и 3b и днища 1 с сопряжением кромок под сварку с килем 2;
- устанавливают и фиксируют на стапеле 6 левую и правую листовые детали бортов 3а и 3b с сопряжением кромок под сварку с левой и правой листовыми деталями днища 1;
- сваривают непрерывными швами вначале - кромки листовых деталей днища 1 с килем 2, затем - кромки листовых деталей днища 1 с кромками листовых деталей бортов 3а и 3b, получая заготовку корпуса с первого стапеля 6;
- устанавливают заготовку корпуса килем 2 вниз в заранее изготовленный второй стапель 8 (фиг. 3);
- устанавливают в заготовку корпуса распорки 9 (фиг. 4) бортов 3а и 3b или фиксируют (не показано) борта 3а и 3b относительно второго стапеля 8;
- устанавливают, фиксируют и приваривают левые и правые продольные листовые накладки 5а (фиг. 4), фиксирующие углы сопряжения между днищем 1 и бортами 3а и 3b,
- устанавливают, фиксируют и приваривают перегородки 10 и снимают распорки (фиг. 5), если борта не зафиксированы в стапеле;
- устанавливают, фиксируют и приваривают к днищу 1 днищевые лонжероны 11 (фиг. 6) и приваривают поперечины 12 к днищевым лонжеронам 11;
- устанавливают, фиксируют и приваривают к бортам 3а и 3b сплошными швами левый и правый планшири 4а и 4b (фиг. 7),
- устанавливают и приваривают левые и правые продольные листовые накладки 5b (фиг. 7, 8), фиксирующие углы сопряжения между планширями 4а и 4b и бортами 3а и 3b, устанавливают и приваривают лист пола 13;
- устанавливают и приваривают другие необходимые элементы корпуса лодки в зависимости от назначения и конструктивного исполнения лодки (весельная, моторная, парусная и т.д.).
Данный способ технологически обеспечивает повышение продольной и поперечной жесткости и плавучести корпуса лодки при ее изготовлении из продольных листовых деталей из термопластичного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС МАЛОМЕРНОГО СУДНА | 2019 |
|
RU2721033C1 |
| ОКОНЕЧНОСТЬ СКЛАДНОЙ ЛОДКИ | 1991 |
|
RU2029706C1 |
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА ИЗ ЛЕГКОГО СПЛАВА И СТАПЕЛЬ-ПОСТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249532C1 |
| КОНДУКТОР И НАБОР-КОНСТРУКТОР ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСА ДЕРЕВЯННОЙ МАСШТАБНОЙ МОДЕЛИ СУДНА | 2019 |
|
RU2709938C1 |
| КОРПУС СУДНА И ВОЛНОРЕЗ ДЛЯ НЕГО | 2023 |
|
RU2833439C1 |
| СПОСОБ СБОРКИ КОНСТРУКЦИИ СУДНА С МЕТАЛЛИЧЕСКИМ КОРПУСОМ | 2012 |
|
RU2486097C1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Складная жесткая надувная лодка | 2019 |
|
RU2715815C1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
Изобретение относится к области судостроения и конструкциям маломерных судов, преимущественно к лодкам. Способ изготовления корпуса лодки из листового полимерного материала, состоящего из днища V-образной формы с килем, бортов и планширей, элементов жесткости в виде продольных листовых накладок сопряжения бортов с днищем и планширями, включает: резку листовых деталей; подготовку под сварку их кромок; установку листовых деталей с сопряжением кромок под сварку и их фиксацию; сварку установленных листовых деталей непрерывными сварными швами, при этом изготавливают первый стапель из взаимно-соединенных шпангоутов-лекал, образующих форму днища и бортов корпуса, обращенного килем вверх; устанавливают киль в вырезы шпангоутов-лекал стапеля; устанавливают и фиксируют на стапеле детали бортов днища с сопряжением кромок под сварку с килем; устанавливают и фиксируют на стапеле детали бортов с сопряжением кромок под сварку с листовыми деталями днища; сваривают непрерывными швами вначале - кромки листовых деталей днища с килем, затем - кромки листовых деталей днища с кромками листовых деталей бортов, получая заготовку корпуса с первого стапеля; устанавливают корпус килем вниз во второй стапель; устанавливают в корпус распорки бортов или фиксируют борта в стапеле; устанавливают, фиксируют и приваривают левые и правые листовые накладки, фиксирующие углы сопряжения между днищем и бортами; устанавливают, фиксируют и приваривают перегородки и снимают распорки, если борта не зафиксированы в стапеле; устанавливают, фиксируют и приваривают к днищу днищевые лонжероны и поперечины к днищевым лонжеронам; устанавливают, фиксируют и приваривают к бортам левый и правый планшири; устанавливают и приваривают левые и правые продольные листовые накладки, фиксирующие углы сопряжения между планширями и бортами, а также лист пола. 9 ил.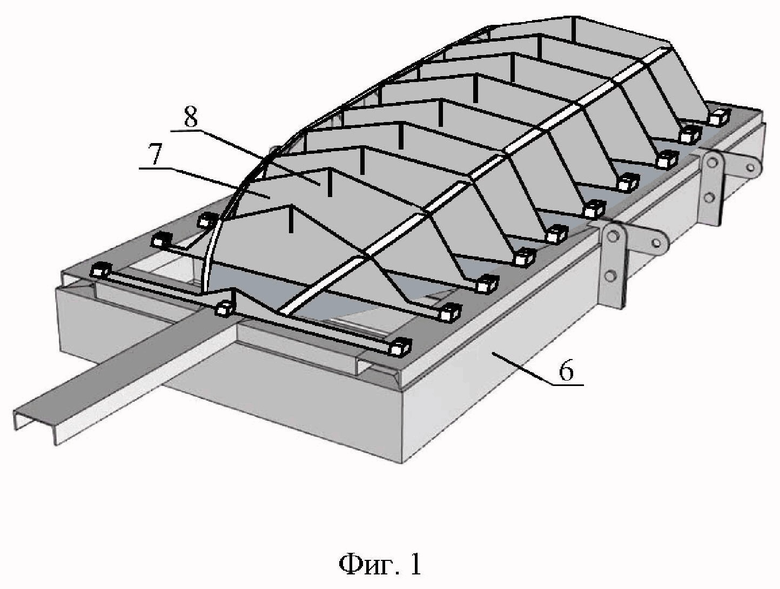
Способ изготовления корпуса лодки из листового термопластичного полимера – полимерного материала, состоящего из деталей:
- днища V-образной формы с килем,
- бортов, планширей,
- элементов жесткости в виде продольных листовых накладок сопряжения бортов с днищем и элементов жесткости в виде продольных листовых накладок сопряжения бортов с планширями, включающий:
- контурную резку листовых деталей;
- подготовку под сварку кромок листовых деталей;
- установку листовых деталей с взаимным сопряжением кромок под сварку и их фиксацию;
- сварку установленных листовых деталей непрерывными сварными швами, отличающийся тем, что
- изготавливают первый стапель из взаимно-соединенных шпангоутов-лекал, образующих форму днища и бортов корпуса лодки, обращенного килем вверх;
- устанавливают киль в вырезы шпангоутов-лекал стапеля;
- устанавливают и фиксируют на стапеле левую и правую листовые детали бортов и днища с сопряжением кромок под сварку с килем;
- устанавливают и фиксируют на стапеле левую и правую листовые детали бортов с сопряжением кромок под сварку с левой и правой листовыми деталями днища;
- сваривают непрерывными швами вначале – кромки листовых деталей днища с килем, затем – кромки листовых деталей днища с кромками листовых деталей бортов, получая заготовку корпуса с первого стапеля;
- устанавливают заготовку корпуса килем вниз в заранее изготовленный второй стапель;
- устанавливают в заготовку корпуса распорки бортов или фиксируют борта относительно второго стапеля;
- устанавливают, фиксируют и приваривают левые и правые продольные листовые накладки, фиксирующие углы сопряжения между днищем и бортами;
- устанавливают, фиксируют и приваривают перегородки и снимают распорки, если борта не зафиксированы в стапеле;
- устанавливают, фиксируют и приваривают к днищу днищевые лонжероны и приваривают поперечины к днищевым лонжеронам;
- устанавливают, фиксируют и приваривают к бортам сплошными швами левый и правый планшири;
- устанавливают и приваривают левые и правые продольные листовые накладки, фиксирующие углы сопряжения между планширями и бортами, устанавливают и приваривают лист пола.
| АППАРАТ ДЛЯ НЕБОЛЬШИХ КРОВОПУСКАНИЙ | 0 |
|
SU163725A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБШИВКИ КОРПУСА ПЛАВАТЕЛЬНОГО СРЕДСТВА ИЗ ПРОФИЛИРОВАННЫХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ И ПРОФИЛИРОВАННЫЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ | 2001 |
|
RU2203196C2 |
| ДАТЧИК ВЛАЖНОСТИ | 0 |
|
SU195164A1 |
| US 4142265 A1, 06.03.1979 | |||
| СПОСОБ ОЧИСТКИ и КОНЦЕНТРИРОВАНИЯ РАСТВОРОВ ПУТЕМ ЭЛЕКТРОДИАЛИЗА | 0 |
|
SU199089A1 |
