Изобретение относится к лазерным методам нанесения маркировки на изделия, в частности - к методам микромаркировки с высоким пространственным разрешением изделий из оптически прозрачного пластика, а более конкретно - изделий из высококачественного полистирола, применяемого при изготовлении культурального пластика, в частности - чашек Петри, культуральных планшетов и флаконов.
Известен способ маркировки пластиковых поверхностей с помощью лазерного излучения (см. заявку Канады № СА2111162 по кл. МПК B41M5/035, опубл. 13.06.1994), заключающийся в воздействии лазера, излучающего в видимом диапазоне длин волн (длина волны 532 нм) на краситель, который мигрирует в пластик. В качестве пластика используют материал, поглощающий в видимом диапазоне длин волн: полиацеталь, полибутилентерефталат, армированный полипропилен, полифениленсульфид или жидкокристаллический полиэфир. В пластик добавляют армирующие агенты и/или наполнители. Подложку сначала предварительно маркируют без материала-носителя, а затем на втором этапе выполняют цветную маркировку.
Однако способ сложен, поскольку предусматривает использование несущего материала, снабженного сублимируемым красителем, который прижимают к маркируемому пластику. Кроме этого, получение маркировки высокого качества затруднено, поскольку сильно зависит от степени прижатия материала с красителем к пластику.
Известен также способ лазерной маркировки (см. патент РФ №2146200 по кл. МПК B41M5/24, опубл. 10.03.2000), включающий формирование аппликации из примыкающих к друг другу по крайней мере двух слоев материалов и воздействие на них лазерного луча с изменяемой в соответствии с формируемым рисунком маркировки плотностью мощности лазерного луча, которую регулируют таким образом, чтобы вызвать в отдельных слоях различные физико-химические реакции записи информации, а элементы рисунка, выполненные при различных значениях плотности мощности лазерного луча, в результате образуют самостоятельные рисунки, информация в которых отличается друг от друга и от рисунка образованного совместно. Способ предназначен для создания рисунков и знаков на изделиях, в том числе меток, служащих для защиты изделий от несанкционированного копирования.
Недостатком данного способа является необходимость изменения плотности мощности луча для различных слоев, что делает производство достаточно сложным. Также большое количество слоев красителя разного типа удорожает и усложняет реализацию способа. Кроме того, данный способ не позволяет формировать рисунки с толщиной линий от нескольких десятков до нескольких сотен микрометров.
Известен способ нанесения прочной и устойчивой к истиранию цветной надписи или маркировки на поверхность пластиков (см. патент РФ №2405678 по кл. МПК В41М5/00, опубл. 10.12.2010), характеризующийся тем, что предупреждает линьку или обесцвечивание красителей и/или абсорбентов в пластике путем герметизации участков надписи, полученной с помощью лазера, за счет использования прозрачного полимера в процессе получения надписи или непосредственно после его завершения, в котором полимер наносится в виде отдельного слоя или он окружает и тем самым герметизирует красители.
Однако в предложенном способе на поверхность маркируемого пластика наносится сложное многослойное тонкопленочное покрытие, необходимое для реализации способа, что удорожает и усложняет производство. Синтез материалов для формирования слоев производится путем смешивания растворов с применением опасных токсичных химических веществ, что также является недостатком способа. Главным недостатком способа является то, что он не позволяет создавать рисунки с микрометровой толщиной линий.
Наиболее близким к заявляемому является способ маркировки пластмассы (см. патент РФ № 2356741 по кл. МПК В41М5/40 опубл. 27.05.2009), заключающийся в использовании системы слоев, состоящей из двух слоев, лежащих друг на друге и разделенных поддерживающей пленкой, где первый слой состоит из пластмассы, которая содержит поглотитель энергии внутри или в виде слоя, а второй слой, нанесенный на поддерживающую пленку, служит в качестве среды для маркировки и содержит краситель и полимерный компонент, где полимерный компонент приваривается к поверхности пластмассы под действием лазерного излучения в ходе нанесения надписи/маркировки. Полимерный компонент может состоять, в частности, из полистирола, полиамида, полиэстера, поликарбонатов, полиолефинов и т.д. или их смесей.
Однако в методе применяется сложная система слоев, что приводит к усложнению процесса создания системы для маркировки.
Кроме того, во всех перечисленных выше методах требуется создание достаточно толстых слоев, что увеличивает расход используемых исходных веществ. Этот метод также не позволяет создавать рисунки с толщиной линий до 100 мкм и расстоянием между линиями до 500 мкм.
Технической проблемой заявляемого изобретения является создание способа микромаркировки оптически прозрачного полистирола инфракрасным лазерным излучением с высоким разрешением, обеспечивающего возможность применения маркированного полистирола в области биологии и медицины при проведении иммуноферментного анализа для локализации и идентификации живых клеток в процессе их развития и роста.
Техническим результатом является получение микромаркировки с высоким пространственным разрешением с возможностью формирования рисунка из линий толщиной не менее 40 мкм с расстоянием между линиями не менее 50 мкм, при упрощении способа.
Для достижения технического результата в способе маркировки полистирола, заключающемся в облучении поверхности полистирола импульсным лазерным излучением, согласно изобретению, перед облучением полистирол помещают в вакуумную камеру, в которой на полистирол наносят методом магнетронного напыления слой меди толщиной 50-200 нм, облучение производят путем выбора скорости движения лазерного луча в диапазоне от 500 мм/с до 1000 мм/с и частоты следования импульсов в диапазоне от 500 кГц до 1000 кГц таким образом, чтобы расстояние между центрами импульсов не превышало размера диаметра лазерного луча, а после облучения слой меди химически удаляют с поверхности полистирола. При этом, используют лазерное излучение с длиной волны 1064 нм и длительностью импульса 4 нс.
Изобретение поясняется иллюстрациями, где представлено:
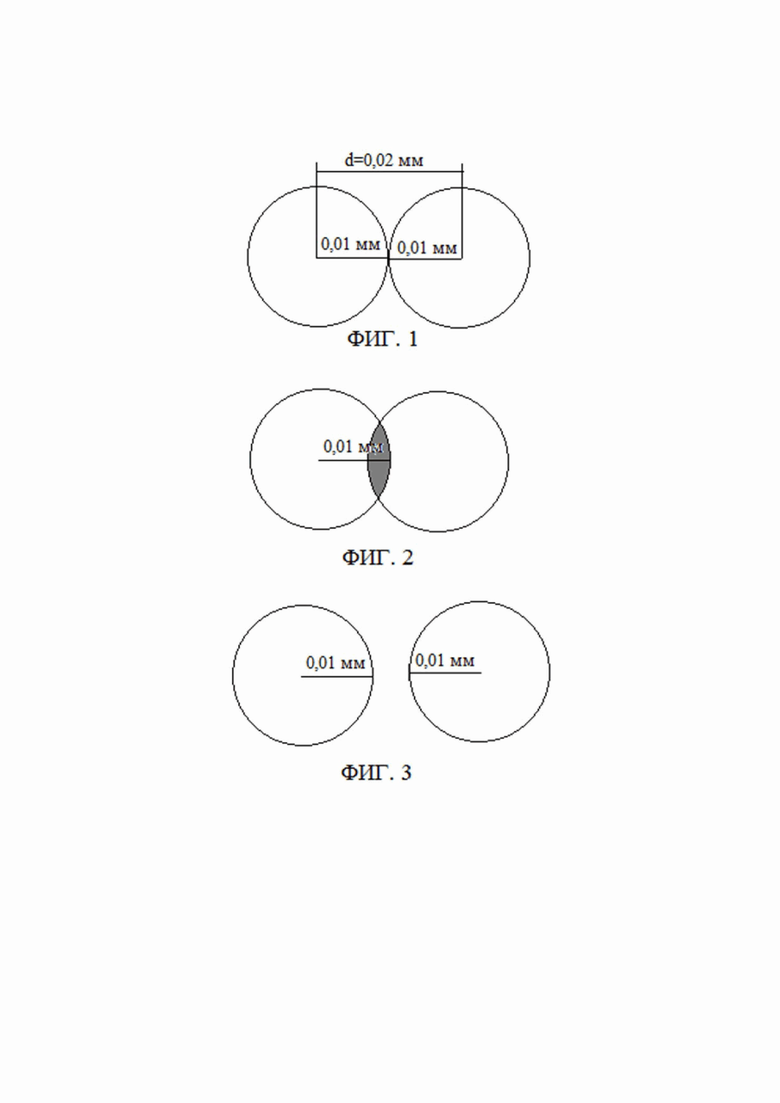
- на фиг. 1 - схема расположения пятен импульсов при расстоянии между центрами импульсов, равном диаметру пятна;
- на фиг. 2 - схема расположения пятен импульсов при расстоянии между центрами импульсов меньше, чем диаметр пятна;
- на фиг. 3 - схема расположения пятен импульсов при расстоянии между центрами импульсов больше, чем диаметр пятна;
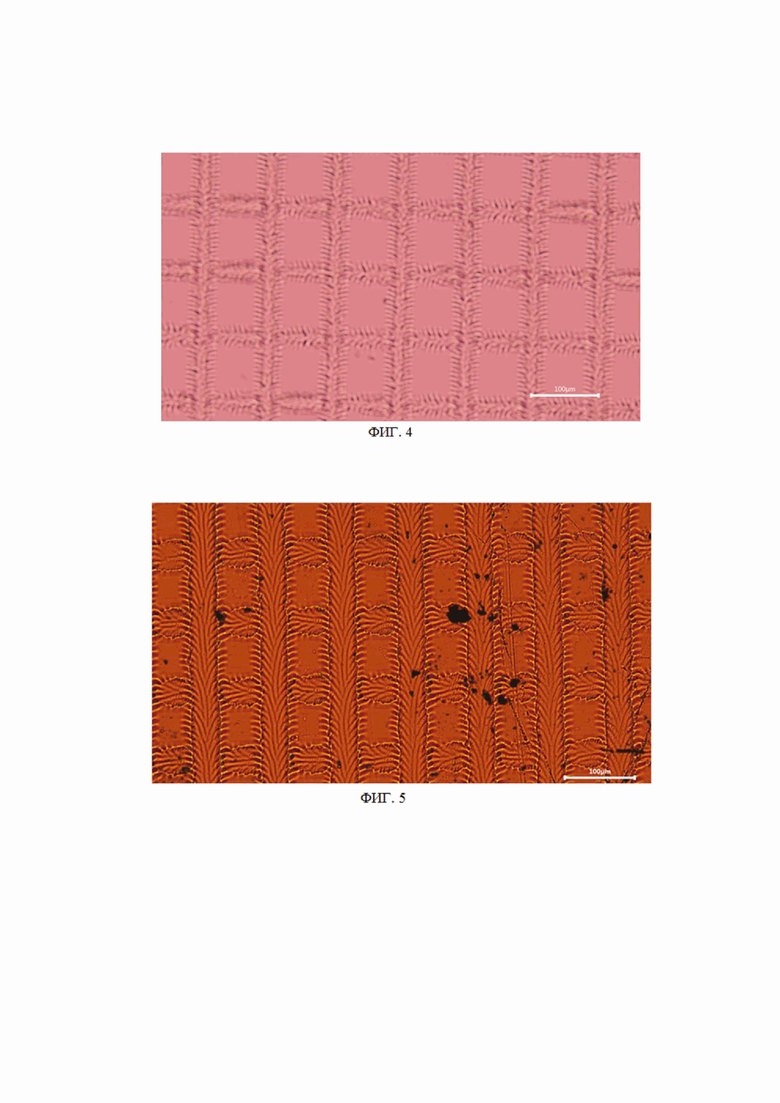
- на фиг. 4 - внешний вид сетки, полученной при мощности 10 Вт, скорости движения лазерного луча 1000 мм/с и частотой следования лазерных импульсов 1000 кГц;
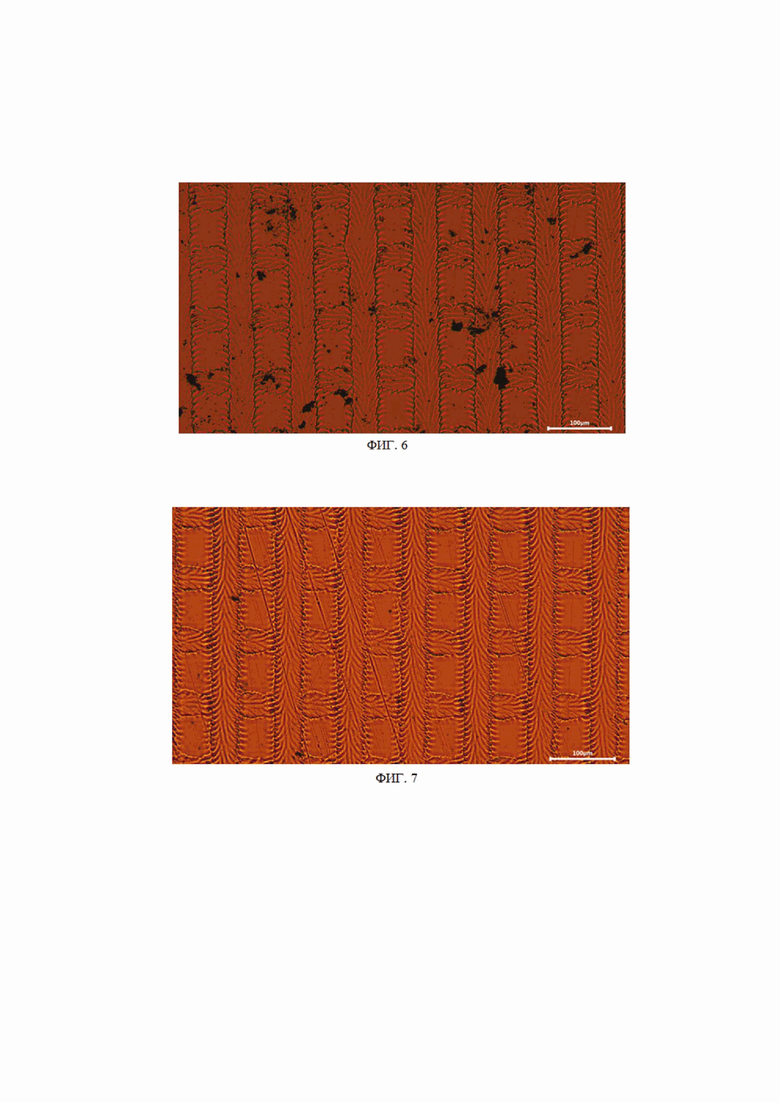
- на фиг. 5 - внешний вид сетки, полученной при мощности 20 Вт, скорости движения лазерного луча 900 мм/с и частотой следования лазерных импульсов 900 кГц;
- на фиг. 6 - внешний вид сетки, полученной при мощности 20 Вт, скорости движения лазерного луча 800 мм/с и частотой следования лазерных импульсов 900 кГц;
- на фиг. 7 - внешний вид сетки, полученной при мощности 20 Вт, скорости движения лазерного луча 800 мм/с и частотой следования лазерных импульсов 1000 кГц.
Способ осуществляется следующим образом.
В качестве источника излучения выбирают наносекундный лазер ИК-диапазона (длина волны - 1064 нм), длительность импульса 4 нс, например, иттербиевый импульсный волоконный лазер МиниМаркер 2.
Скорость движения лазерного луча и частоту следования лазерных импульсов подбирают так, чтобы расстояние между точками попадания соседних импульсов было не больше значения диаметра лазерного пучка, который в нашей установке 20 мкм. Это необходимо, поскольку, в случае если расстояние будет больше диаметра - между импульсами будут необработанные лазером места, что приведет к нарушению рисунка (см. фиг. 1-3).
Верхний предел диапазона толщины линий и расстояния между линиями ограничены техническими возможностями лазерной установки.
Мощность лазерного излучения подбирается так, чтобы пластик не начал сильно плавиться.
В качестве маркируемого изделия используют поверхности культурального пластика из высококачественного полистирола (чашки Петри, культуральные флаконы и планшеты).
На обрабатываемую поверхность оптически прозрачного пластика с помощью магнетронного напыления наносится поглощающий слой меди. Процесс магнетронного напыления производился установкой VSM-300. Для напыления использовалась медная мишень. Напыление производилось при давлении плазмообразующего газа аргона 0,0023 мбар в течении 90 секунд, мощность магнетрона составила 0,5 кВт. Слой толщины меди составляет 50-200 нм. Данный диапазон выбран, поскольку при толщинах меньше 50 нм слишком велик коэффициент пропускания, а при толщинах больше 200 нм слишком велик коэффициент отражения. В обоих случаях это приведет к невозможности сформировать рисунок на поверхности полистирола.
После этого поверхность пластика, покрытую медью, обрабатывают лазерным излучением с выбранными характеристиками. Частота следования лазерных импульсов менялась от 500 кГц до 1000 кГц, скорость - от 500 мм/с до 1000 мм/с. Мощность лазерного излучения менялась от 10 Вт до 120 Вт. Слой меди поглощает энергию лазерного излучения и передает ее поверхности пластика в виде тепла, что приводит к подплавлению пластика в области воздействия лазерного излучения. В результате в месте обработки на пластике образуются углубления.
После обработки медь с поверхности полистирола полностью удаляют химически и на поверхности пластика остаются следы маркировки. Для этого поверхность обрабатывают реакционной смесью, состоящей из перекиси водорода, лимонной кислоты и хлорида натрия.
Пример 1.
На поверхность планшета для иммуноферментного анализа методом магнетронного распыления наносят слой меди. Для этого загружают планшет из полистирола в вакуумную камеру, которая откачивается до давления, не превышающего 510-5 мбар. Затем в камеру напускается аргон чистотой не хуже 99,99%, в камере устанавливается давление 0.0023 мбар. Затем на магнетронный источник с медной мишенью диаметром 50 мм подается постоянная электрическая мощность 500 Вт и производится напыление в течение 90 с, что соответствует формированию слоя меди толщиной 150 нм на поверхности полистирола. После истечения 90 с напыление останавливается, подача аргона в вакуумную камеру прекращается и производится напуск воздуха. После выравнивания давлений в камере и в окружающей среде камера открывается, планшет с напыленным слоем меди извлекается.
После напыления поверхность полистирола, покрытого слоем меди толщиной 150 нм, обрабатывают лазерным излучением с длиной волны 1064 нм, мощностью 10 Вт, частотой 1000 кГц, скоростью перемещения лазера 1000 мм/с и длительностью импульса 4 нс. В данном случае расстояние между центрами импульсов составит 1 мкм. С помощью лазерного излучения на поверхности полистирола формируют сетку, размером 1×1, с толщиной линий 41 мкм, расстояние между линиями 58 мкм (см. фиг. 4). После завершения маркировки медь полностью химически удаляют с поверхности полистирола.
Пример 2.
На поверхность планшета для иммуноферментного анализа методом магнетронного распыления наносят слой меди. Для этого загружают планшет из полистирола в вакуумную камеру, которая откачивается до давления, не превышающего 5⋅10-5 мбар. Затем в камеру напускается аргон чистотой не хуже 99,99%, в камере устанавливается давление 0.0023 мбар. Затем на магнетронный источник с медной мишенью диаметром 50 мм подается постоянная электрическая мощность 500 Вт и производится напыление в течение 90 с, что соответствует формированию слоя меди толщиной 150 нм на поверхности полистирола. После истечения 90 с напыление останавливается, подача аргона в вакуумную камеру прекращается и производится напуск воздуха. После выравнивания давлений в камере и в окружающей среде камера открывается, планшет с напыленным слоем меди извлекается.
После напыления поверхность полистирола, покрытого слоем меди толщиной 150 нм, обрабатывают лазерным излучением с длиной волны 1064 нм, мощностью 20 Вт, частотой 900 кГц, скоростью перемещения лазера 900 мм/с и длительностью импульса 4 нс. В данном случае расстояние между центрами импульсов составит 1 мкм. С помощью лазерного излучения на поверхности полистирола формируют сетку, размером 1×1, с толщиной линий 43 мкм, расстояние между линиями 56 мкм (см. фиг. 5). После завершения маркировки медь полностью химически удаляют с поверхности полистирола.
Пример 3.
На поверхность планшета для иммуноферментного анализа методом магнетронного распыления наносят слой меди. Для этого загружают планшет из полистирола в вакуумную камеру, которая откачивается до давления, не превышающего 5⋅10-5 мбар. Затем в камеру напускается аргон чистотой не хуже 99,99%, в камере устанавливается давление 0.0023 мбар. Затем на магнетронный источник с медной мишенью диаметром 50 мм подается постоянная электрическая мощность 500 Вт и производится напыление в течение 90 с, что соответствует формированию слоя меди толщиной 150 нм на поверхности полистирола. После истечения 90 с напыление останавливается, подача аргона в вакуумную камеру прекращается и производится напуск воздуха. После выравнивания давлений в камере и в окружающей среде камера открывается, планшет с напыленным слоем меди извлекается.
После напыления поверхность полистирола, покрытого слоем меди толщиной 150 нм, обрабатывают лазерным излучением с длиной волны 1064 нм, мощностью 20 Вт, частотой 900 кГц, скоростью перемещения лазера 800 мм/с и длительностью импульса 4 нс. В данном случае расстояние между центрами импульсов составит 0,89 мкм. С помощью лазерного излучения на поверхности полистирола формируют сетку, размером 1×1, с толщиной линий 40 мкм, расстояние между линиями 60 мкм (см. фиг. 6). После завершения маркировки медь полностью химически удаляют с поверхности полистирола.
Пример 4.
На поверхность планшета для иммуноферментного анализа методом магнетронного распыления наносят слой меди. Для этого загружают планшет из полистирола в вакуумную камеру, которая откачивается до давления, не превышающего 5⋅10-5 мбар. Затем в камеру напускается аргон чистотой не хуже 99,99%, в камере устанавливается давление 0.0023 мбар. Затем на магнетронный источник с медной мишенью диаметром 50 мм подается постоянная электрическая мощность 500 Вт и производится напыление в течение 90 с, что соответствует формированию слоя меди толщиной 150 нм на поверхности полистирола. После истечения 90 с напыление останавливается, подача аргона в вакуумную камеру прекращается и производится напуск воздуха. После выравнивания давлений в камере и в окружающей среде камера открывается, планшет с напыленным слоем меди извлекается.
После напыления поверхность полистирола, покрытого слоем меди толщиной 150 нм, обрабатывают лазерным излучением с длиной волны 1064 нм, мощностью 20 Вт, частотой 1000 кГц, скоростью перемещения лазера 800 мм/с и длительностью импульса 4 нс. В данном случае расстояние между центрами импульсов составит 0,8 мкм. С помощью лазерного излучения на поверхности полистирола формируют сетку, размером 1×1, с толщиной линий 45 мкм, расстояние между линиями 55 мкм (см. фиг. 7). После завершения маркировки медь полностью химически удаляют с поверхности полистирола.
Таким образом, заявляемый способ позволяет формировать рисунки из линий толщиной не менее 40 мкм с расстоянием между линиями не менее 50 мкм. Упрощение способа происходит за счет того, что наносится всего один слой, необходимый для проведения маркировки, который после этого легко убирается за один прием за короткое время.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЗАЦИЯ НАДПИСЕЙ НА ПЛАСТИКАХ | 2005 |
|
RU2405678C2 |
| Способ изготовления гобо слайда с помощью лазерной гравировки | 2023 |
|
RU2801073C1 |
| Способ изготовления металлокерамических подложек | 2024 |
|
RU2833641C1 |
| ЦВЕТНАЯ МАРКИРОВКА ЛАЗЕРОМ | 2004 |
|
RU2356741C2 |
| ОПТИЧЕСКИ-ТЕРМИЧЕСКИ НАДПИСЫВАЕМОЕ НАНОПОКРЫТИЕ | 2008 |
|
RU2471634C2 |
| ОКРАШЕННАЯ ПОКРЫТИЕМ ЧАСТЬ КУЗОВА АВТОМОБИЛЯ, СПОСОБ ЕЁ ОБРАБОТКИ И ПРИМЕНЕНИЕ МЕТАЛЛОСОДЕРЖАЩЕЙ ЧАСТИЦЫ | 2021 |
|
RU2835918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| СПОСОБ СОЗДАНИЯ ТОКОПРОВОДЯЩИХ ДОРОЖЕК | 2012 |
|
RU2494492C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕТЕРОПЕРЕХОДА НАНОКРИСТАЛЛИЧЕСКИЙ КРЕМНИЙ/АМОРФНЫЙ ГИДРОГЕНИЗИРОВАННЫЙ КРЕМНИЙ ДЛЯ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ И СОЛНЕЧНЫЙ ЭЛЕМЕНТ С ТАКИМ ГЕТЕРОПЕРЕХОДОМ | 2016 |
|
RU2667689C2 |
| СПОСОБ ФОРМИРОВАНИЯ YBaCuO-Х ПЛЕНОК С ВЫСОКОЙ ТОКОНЕСУЩЕЙ СПОСОБНОСТЬЮ НА ЗОЛОТОМ БУФЕРНОМ ПОДСЛОЕ | 2013 |
|
RU2538931C2 |
Изобретение относится к лазерным методам нанесения маркировки на изделия, в частности к методам микромаркировки с высоким пространственным разрешением изделий из оптически прозрачного пластика, а более конкретно - изделий из высококачественного полистирола, применяемого при изготовлении культурального пластика, в частности чашек Петри, культуральных планшетов и флаконов. Технической проблемой заявляемого изобретения является создание способа микромаркировки оптически прозрачного полистирола инфракрасным лазерным излучением с высоким разрешением, обеспечивающего возможность применения маркированного полистирола в области биологии и медицины при проведении иммуноферментного анализа для локализации и идентификации живых клеток в процессе их развития и роста. Техническим результатом является получение микромаркировки с высоким пространственным разрешением с возможностью формирования рисунка из линий толщиной не менее 40 мкм с расстоянием между линиями не менее 50 мкм при упрощении способа. Для достижения технического результата в способе маркировки полистирола, заключающемся в облучении поверхности полистирола импульсным лазерным излучением, согласно изобретению, перед облучением полистирол помещают в вакуумную камеру, в которой на полистирол наносят методом магнетронного напыления слой меди толщиной 50-200 нм, облучение производят путем выбора скорости движения лазерного луча в диапазоне от 500 мм/с до 1000 мм/с и частоты следования импульсов в диапазоне от 500 кГц до 1000 кГц таким образом, чтобы расстояние между центрами импульсов не превышало размера диаметра лазерного луча, а после облучения слой меди химически удаляют с поверхности полистирола. При этом используют лазерное излучение с длиной волны 1064 нм и длительностью импульса 4 нс. 1 з.п. ф-лы, 7 ил.
1. Способ маркировки полистирола, заключающийся в облучении поверхности полистирола импульсным лазерным излучением, отличающийся тем, что перед облучением полистирол помещают в вакуумную камеру, в которой на полистирол наносят методом магнетронного напыления слой меди толщиной 50-200 нм, облучение производят путем выбора скорости движения лазерного луча в диапазоне от 500 мм/с до 1000 мм/с и частоты следования импульсов в диапазоне от 500 кГц до 1000 кГц таким образом, чтобы расстояние между центрами импульсов не превышало размера диаметра лазерного луча, а после облучения слой меди химически удаляют с поверхности полистирола.
2. Способ по п.1, отличающийся тем, что используют лазерное излучение с длиной волны 1064 нм и длительностью импульса 4 нс.
| WO 2005047010 A1, 26.05.2005 | |||
| WO 2020165297 A1, 20.08.2020 | |||
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ | 1997 |
|
RU2146200C1 |
| СПОСОБ ЛАЗЕРНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ ЕГО СПЛАВА | 2005 |
|
RU2287414C1 |

