Перекрестная ссылка на родственные заявки
[0001] Настоящая заявка испрашивает приоритет в отношении заявки на патент США №16/160,549, поданной 15 октября 2018 г., которая включена в настоящую заявку посредством ссылки.
Область техники настоящего изобретения
[0002] Настоящее изобретение относится к способу и устройству для непрерывного удаления газообразного сероводорода (H2S) из протекающего в трубопроводе технологического потока, такого как смесь углеводорода и воды в подводном трубопроводе, в стволе скважины или в устье скважины. Способ включает абсорбцию H2S водным технологическим раствором, который содержит катализатор на основе сернистого красителя, причем сульфид в составе H2S реагирует с катализатором. Отработанный водный технологический раствор может быть введен в реакцию окисления с образованием тиосульфата. Отработанный катализатор на основе сернистого красителя также может регенерироваться в окислительном резервуаре с применением кислородсодержащего газа и затем рециркулировать для применения в качестве части водного технологического раствора.
Уровень техники настоящего изобретения
[0003] Существует известный способ удаления сернистых примесей, в частности, H2S, из содержащих нефть технологических потоков с применением потоков водных солевых растворов. Аналогичным образом, существует известный способ удаления H2S из газовых потоков, содержащих углеводороды. Однако в этих известных способах, как правило, используют дорогостоящие химические реагенты для очистки и не производят химические реагенты, пригодные для непосредственного применения. Соответственно, для обработки углеводородов в трубопроводах существует потребность в разработке экономичных способов, посредством которых можно селективно удалять H2S из указанных технологических потоков при температурах окружающей среды, а также можно перерабатывать удаленный сероводород с получением пригодного для применения жидкого продукта. Эти и другие преимущества становятся очевидными из более подробного описания настоящего изобретения, представленного ниже.
Краткое раскрытие настоящего изобретения
[0004] Настоящее изобретение относится к способу обработки углеводородного технологического потока, который находится в трубопроводе и содержит примеси сероводорода (H2S), с получением обработанного углеводорода, практически не содержащего H2S, и необязательным отделением жидкого водного потока, содержащего тиосульфаты. Углеводородный технологический поток может одновременно содержать жидкие и газообразные углеводороды, а также воду в некоторых случаях. В частности, согласно одному возможному варианту осуществления настоящего изобретения предложен способ обработки H2S, присутствующего в подводном трубопроводе, где жидкий технологический раствор, содержащий катализатор на основе сернистого красителя, вводят в подводный трубопровод, где могут содержаться нефть, вода и сероводород. Вводимый технологический раствор вызывает образование смеси, причем точку введения жидкого технологического раствора в подводный трубопровод выбирают на значительном расстоянии ниже уровня моря таким образом, что внутри трубопровода определяется область очистки, где сероводород абсорбируется жидким технологическим раствором и реагирует с катализатором на основе сернистого красителя, образуя отработанный катализатор на основе сернистого красителя. При абсорбции сероводорода в жидком технологическом растворе образуются сульфиды, которые могут связываться с катализатором на основе сернистого красителя и/или с другими сульфидами. Смесь затем направляют в сепаратор, где обработанный углеводород и растворенный газ отделяют от отработанного технологического раствора, содержащего отработанный катализатор на основе сернистого красителя и воду.
[0005] Согласно описанному выше варианту осуществления также может быть предусмотрено направление отработанного технологического раствора в окислительный резервуар, где кислородсодержащий газ добавляют в окислительный резервуар, чтобы регенерировать отработанный катализатор и получать тиосульфат из растворенных сульфидных соединений. Из окислительного резервуара удаляют избыток кислородсодержащего газа, а также жидкий поток регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя. В некоторых обстоятельствах может оказаться желательной рециркуляция регенерированного жидкого технологического раствора в точку введения в подводный трубопровод. Предпочтительно заданную концентрацию тиосульфата в регенерированном жидком технологическом растворе поддерживают посредством удаления части регенерированного жидкого технологического раствора из процесса.
[0006] Чтобы компенсировать потерю или уменьшение полного количества катализатора в процессе, поток дополнительного катализатора можно смешивать с регенерированным жидким технологическим раствором, получая часть жидкого технологического раствора, вводимую в подводный трубопровод. Поток дополнительного катализатора предпочтительно поступает из накопительного резервуара и представляет собой свежий жидкий технологический раствор, содержащий свежий катализатор на основе сернистого красителя.
[0007] Часть регенерированного жидкого технологического раствора может быть введена во второй процесс разделения, где регенерированный катализатор на основе сернистого красителя отделяется от тиосульфата посредством стадии фильтрования и затем может рециркулировать как часть жидкого технологического раствора, вводимого в подводный трубопровод. На стадии фильтрования предпочтительно используют фильтрующую среду, которая собирает регенерированный катализатор на основе сернистого красителя. Стадия обратного промывания также может быть использована для удаления регенерированного катализатора на основе сернистого красителя из фильтрующей среды. В предпочтительной процедуре обратного промывания предусмотрено введение фильтрующей среды в контакт с жидким раствором, который может солюбилизировать регенерированный катализатор на основе сернистого красителя таким образом, что он может быть удален из фильтрующей среды. В некоторых случаях может быть использован жидкий раствор, содержащий сульфид.
[0008] Согласно другому варианту осуществления для обработки сероводорода, присутствующего в подземной скважине, предложен способ, который включает введение жидкого технологического раствора, содержащего катализатор на основе сернистого красителя, в подземную скважину, в которой могут содержаться нефть, вода и сероводород, с образованием смеси, причем точку введения жидкого технологического раствора в подземную скважину выбирают на значительном расстоянии ниже уровня земли, чтобы определить область очистки внутри подземной скважины таким образом, что сероводород абсорбируется жидким технологическим раствором и реагирует с катализатором на основе сернистого красителя, образуя отработанный катализатор на основе сернистого красителя. Смесь, выходящую из области очистки, затем направляют в первый сепаратор, где нефть и растворенный газ отделяют от отработанного технологического раствора, содержащего отработанный катализатор на основе сернистого красителя и воду. Отработанный технологический раствор затем может быть направлен и введен в окислительный резервуар.
[0009] Кислородсодержащий газ вводят в окислительный резервуар, чтобы регенерировать отработанный катализатор на основе сернистого красителя и производить тиосульфат из растворенных сульфидных соединений. Избыток кислородсодержащего газа удаляют из окислительного резервуара. Отдельно удаляют жидкий поток регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя. Регенерированный жидкий технологический раствор может быть полностью или частично направлен во второй процесс разделения, в котором регенерированный катализатор на основе сернистого красителя отделяется от тиосульфата посредством стадии фильтрования и рециркулирует, составляя полностью или частично жидкий технологический раствор, вводимый в подземную скважину. Как описано выше, на стадии фильтрования может быть использована фильтрующая среда, которая собирает регенерированный катализатор на основе сернистого красителя, и может быть предусмотрена процедура обратного промывания для извлечения регенерированного катализатора на основе сернистого красителя
[0010] Согласно второму варианту осуществления, который описан выше, также может быть предусмотрено направление растворенного газа, отделенного от нефти и отработанного жидкого технологического раствора в первом сепараторе, в нижнюю часть абсорбера, причем растворенный газ, содержащий сероводород, течет вверх, вступая в контакт с потоком жидкого технологического раствора, который течет вниз из верхней части абсорбера. Продолжительность пребывания жидкого технологического раствора и растворенного газа внутри абсорбера предпочтительно регулируют таким образом, что сероводород абсорбируется жидким технологическим раствором и реагирует с катализатором на основе сернистого красителя, образуя отработанный катализатор на основе сернистого красителя. Отработанный технологический раствор, удаляемый из резервуара абсорбера, содержит отработанный катализатор на основе сернистого красителя и воду. Отработанный технологический раствор из абсорбера может быть введен во второй окислительный резервуар, причем кислородсодержащий газ также вводят во второй окислительный резервуар, чтобы регенерировать отработанный катализатор на основе сернистого красителя и производить тиосульфат из растворенных сульфидных соединений.
[0011] Избыток кислородсодержащего газа затем может быть удален из второго окислительного резервуара отдельно от удаления жидкого потока регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя. Регенерированный жидкий технологический раствор может быть разделен на первую и вторую части, причем вторая часть рециркулирует в абсорбер, а первую часть вводят во второй процесс разделения, в котором регенерированный катализатор на основе сернистого красителя отделяется от тиосульфата посредством второй стадии фильтрования и рециркулирует в резервуар абсорбера. Как указано выше, на второй стадии фильтрования может быть использована фильтрующая среда, которая собирает регенерированный катализатор на основе сернистого красителя, и получается раствор тиосульфата, который может быть удален из процесса для последующей переработки с получением раствора тиосульфатного продукта.
[0012] Согласно следующему варианту осуществления настоящего изобретения жидкий технологический раствор может быть введен в устье скважины для обработки потока нефти, в котором могут содержаться нефть, вода и примеси сероводорода, с образованием смеси, причем точка введения жидкого технологического раствора в трубопровод устья скважины находится на заданном расстоянии выше уровня земли. Это заданное расстояние определено как область очистки, в которой максимальное количество сульфида абсорбируется вводимым жидким технологическим раствором. Существует ряд принятых способов для смешивания жидкостей и/или диспергирования одной или нескольких текучих сред в другой фазе, причем в каждом способе предусмотрено применение механических устройств, таких как форсунки, распылители и статические смесители, и каждое из этих устройств может усиливать массоперенос между очищающим соединением и углеводородом, подлежащим обработке.
[0013] Согласно настоящему изобретению для определения оптимальной точки введения жидкого технологического раствора и, таким образом, для определения вышеупомянутой области очистки используют способ, который допускает и полагается на турбулентность текучей среды, движущейся в трубопроводе или канале, в целях создания сдвига для перемешивания вводимой текучей среды и текучей среды, движущейся в трубопроводе. Сочетание чисел Рейнольдса и Шмидта может обеспечивать основу для моделирования перемешивания вводимой текучей среды с содержащейся и движущейся в трубопроводе текучей среды. На основании такой модели может быть определена оптимальная точка введения на протяжении заданного отрезка трубопровода. Когда увеличивается скорость текучей среды в данном трубопроводе, уменьшается длина отрезка трубопровода, который требуется для перемешивания. Режим потока в горизонтальном трубопроводе, например, будет переключаться из горизонтального пузырькового потока в диспергированный поток с увеличением массопереноса и уменьшением требуемого расстояния для обработки. Это определение можно дополнительно моделировать методами вычислительной гидродинамике (CFD) для вычисления длины соответствующего отрезка или расстояния трубопровода, который требуется для перемешивания двух фаз. Согласно настоящему изобретению отбор образцов на конце заданного отрезка может подтверждать, что достигается максимальная абсорбция сульфида жидким технологическим раствором. В некоторых случаях отбор образцов способен показать, что может потребоваться перемещение точки введения для увеличения заданного расстояния и, таким образом, увеличение длины области очистки. Задача заключается в том, чтобы создать область очистки, в которой удаляется максимальное количество сероводорода в форме сульфида посредством абсорбции жидким технологическим раствором для создания отработанного катализатора на основе сернистого красителя.
[0014] Смесь из устья скважины вводят в сепаратор, в котором нефть и растворенный газ отделяют от отработанного технологического раствора, содержащего отработанный катализатор на основе сернистого красителя и воду. Отработанный технологический раствор затем вводят в окислительный резервуар, чтобы регенерировать отработанный катализатор на основе сернистого красителя и производить тиосульфат из растворенных сульфидных соединений. Избыток кислородсодержащего газа удаляют из окислительного резервуара вместе с отдельным удалением потока регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя, который направляют во второй процесс разделения, где регенерированный катализатор на основе сернистого красителя отделяют от тиосульфата посредством стадии фильтрования. Регенерированный катализатор на основе сернистого красителя полностью или частично рециркулирует, составляя полностью или частично жидкий технологический раствор, вводимый в устье скважины. На этой стадии фильтрования может быть использована фильтрующая среда, которая собирает регенерированный катализатор на основе сернистого красителя. Процедура обратного промывания может быть использована для извлечения катализатора и повторного введения дополнительного раствора катализатора.
[0015] Растворенный газ, отделяемый от смеси, поступает в нижнюю часть абсорбера, где растворенный газ, содержащий сероводород, течет вверх, вступая в контакт с потоком жидкого технологического раствора, который течет вниз из верхней части абсорбера. Продолжительность пребывания жидкого технологического раствора и растворенного газа внутри абсорбера измеряют и регулируют таким образом, что сероводород в составе растворенного газа абсорбируется жидким технологическим раствором и реагирует с катализатором на основе сернистого красителя, образуя отработанный катализатор на основе сернистого красителя. Отработанный технологический раствор, содержащий отработанный катализатор на основе сернистого красителя и воду, удаляют из резервуара абсорбера и вводят во второй окислительный резервуар, где он вступает в контакт с кислородсодержащим газом, чтобы регенерировать отработанный катализатор на основе сернистого красителя и производить тиосульфат из растворенных сульфидных соединений.
[0016] Избыток кислородсодержащего газа удаляют из второго окислительного резервуара. Отделяемый поток регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя, также удаляют из второго окислительного резервуара. Этот поток регенерированного жидкого технологического раствора разделяют на первую и вторую части, причем вторая часть рециркулирует в абсорбер. Первую часть вводят во второй процесс фильтрования, где регенерированный катализатор на основе сернистого красителя отделяется от тиосульфата и рециркулирует в резервуар абсорбера. Тиосульфат, извлекаемый в течение процесса, можно транспортировать на последующие разнообразные применения.
[0017] Согласно другому варианту осуществления настоящего изобретения в трубопровод вводят жидкий технологический раствор, который может содержать сероводород, нефть и воду, с образованием смеси. Точка введения в трубопровод находится на заданном расстоянии от сепаратора, что определяет область очистки, в которой сероводород абсорбируется жидким технологическим раствором, где он реагирует с катализатором на основе сернистого красителя, образуя отработанный катализатор на основе сернистого красителя. Смесь затем поступает в сепаратор, где нефть, содержащая остаточный растворенный сероводород, отделяется от растворенного газа и от отработанного технологического раствора, содержащего отработанный катализатор на основе сернистого красителя и воду. Отделяемую нефть и остаточный растворенный сероводород смешивают со вторым количеством жидкого технологического раствора таким образом, что остаточный растворенный сероводород абсорбируется вторым количеством жидкого технологического раствора и реагирует с катализатором на основе сернистого красителя, образуя отработанный катализатор на основе сернистого красителя. Эта смесь поступает во встроенный смеситель, и смесь, выходящая из встроенного смесителя, поступает в фазовый сепаратор, в котором обработанная нефть отделяют от отработанного жидкого технологического раствора и удаляют из процесса.
[0018] Отработанный технологический раствор, содержащий отработанный катализатор на основе сернистого красителя, удаляют из резервуара фазового сепаратора и вводят в окислительный резервуар, в котором его вводят в контакт с кислородсодержащим газом, чтобы регенерировать отработанный катализатор и производить тиосульфат из растворенных сульфидных соединений. Избыток кислородсодержащего газа удаляют из окислительного резервуара вместе с отдельным удалением жидкого потока регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя.
[0019] В описанном выше способе также может быть предусмотрено разделение регенерированного жидкого технологического раствора из окислительного резервуара на первую и вторую части, причем вторая часть рециркулирует с образованием части жидкого технологического раствора, вводимого в трубопровод. Первая часть может быть введена в процесс фильтрования, в котором регенерированный катализатор на основе сернистого красителя отделяется от тиосульфата и затем рециркулирует, составляя часть жидкого технологического раствора, вводимого в трубопровод. Кроме того, растворенный газ, удаляемый в процесс разделения, и отработанный жидкий технологический раствор может в каждом случае независимо подвергаться дополнительной обработке, как описано выше, в целях извлечения регенерированного катализатора на основе сернистого красителя и тиосульфатного продукта.
[0020] Технологический раствор содержит катализатор, как подробно описано ниже, и может содержать соли, которые образуют катионы щелочных металлов или аммония и гидроксидные, сульфидные или карбонатные анионы, такие как карбонат калия, гидроксид калия, карбонат кальция, гидроксид натрия, карбонат натрия и соли аммиака. Кроме того, могут быть использованы растворы солей аммония или щелочных металлов и слабых кислот, таких как угольная, борная, фосфорная и карболовая кислоты, или водные растворы органических оснований, таких как этаноламины, а также водные растворы солей щелочных металлов и аминокарбоновых кислот, таких как глицин или аланин.
[0021] Концентрация соли в технологическом растворе предпочтительно составляет от 0 мас. % до количества, достаточного для насыщения раствора. Когда в способе используется абсорбер, оказывается предпочтительным, что исходный поток и технологический раствор предпочтительно вступают в контакт друг с другом в противоточной технологической схеме, однако также может быть использовано сонаправленное движение потоков. Абсорбер может содержать физические компоненты, которые способствуют введению в контакт исходного раствора и технологического раствора, такие как перегородки, насадки, лотки, статические смесители, клапаны, материалы типа волоконных пленок или другие материалы, которые увеличивают площадь контакта между исходным потоком и технологическим раствором. Количество используемого технологического раствора вычисляют на основании концентрации H2S в трубопроводе, стволе скважины, устье скважины или подводном трубопроводе, а также скорости подачи. Концентрация может быть определена посредством отбора образцов и последующего лабораторного анализа. В результате абсорбции H2S в технологическом растворе образуются сульфидные ионы, которые затем адсорбируются на катализаторе для последующей реакции. После этого сульфидные ионы могут окисляться на отдельной стадии окисления в окислительном резервуаре с образованием тиосульфата. Полученный тиосульфат остается в технологическом растворе. Когда в технологическом растворе присутствуют соли калия, селективно образуется тиосульфат калия. Поток практически не содержащего H2S продукта удаляется из абсорбера для последующей переработки или транспортировки.
[0022] Катализатор, используемый для окисления сульфидных ионов до тиосульфата в окислительном резервуаре, предпочтительно присутствует в форме кубовых красителей или сульфатов металлов и предпочтительнее в форме сернистых красителей и/или сульфурированных кубовых красителей. Сульфурированные кубовые красители представляют собой химические и структурные аналоги сернистых красителей, включая содержание дисульфидной/тиолятной функциональной группы. Они называются кубовыми красителями, потому что их, как правило, получают с применением способа, предназначенного для кубовых красителей. Сернистые красители и сульфурированные кубовые красители, которые могут быть использованы в способе согласно настоящему изобретению, представляют собой, но без ограничения, следующие красители (сокращение «С.I.» означает «цветовой индекс»):
сернистые желтые красители, имеющие С.I. 1, 2, 3, 4, 5, 6, 8, 9, 10, 11, 12, 13, 14, 16, 20 и 23, сернистые желтые лейкокрасители, имеющие С,I. 2, 4, 7, 9, 12, 15, 17, 18, 21, 22, и 23, и солюбилизированные сернистые желтые красители, имеющие С.I. 2, 4, 5, 19, 20 и 23;
сернистые оранжевые красители, имеющие С.I. 1, 2, 3, 4, 5, 6, 7 и 8, сернистые оранжевые лейкокрасители, имеющие С.I. 1, 3, 5 и 9, и солюбилизированные сернистые оранжевые красители, имеющие С.I. 1, 3, 5, 6, 7 и 8;
сернистые красные красители, имеющие С.I. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 12 и 13, сернистые красные лейкокрасители, имеющие С.I. 1, 4, 5, 6, 11 и 14, и солюбилизированные сернистые красные красители, имеющие СЛ. 3, 6, 7, 11 и 13;
сернистые фиолетовые красители, имеющие С.I. 1, 2, 3, 4 и 5, сернистые фиолетовые лейкокрасители, имеющие С.I. 1 и 3, и солюбилизированный сернистый фиолетовый краситель, имеющий С.I. 1;
сернистые синие красители, имеющие С.I. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 и 19, сернистые синие лейкокрасители, имеющие C.I 1, 2, 3, 5, 7, 8, 9, 11, 13, 15 и 20, и солюбилизированные сернистые синие красители, имеющие С.I. 1, 2, 4, 5, 6, 7, 10, 11, 13, и 15;
сернистые зеленые красители, имеющие С.I. 1, 2, 3, 4, 5, 6, 7, 8:1, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 31, 32 и 33, сернистые зеленые лейкокрасители, имеющие С.I. 1, 2, 3, 4, 7, 11, 16 30, 34, 35, 36 и 37, и солюбилизированные сернистые зеленые красители, имеющие С.I. 1, 2, 3, 6, 7, 9, 19, 26, и 27;
сернистые коричневые красители, имеющие С.I. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 14:1, 15, 15:1, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 53:1, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 76, 77, 78, 79, 84, 85, 87, 88, 89, 90, 91, 93, и 94, сернистые коричневые лейкокрасители, имеющие С.I. 1, 3, 4, 5, 8, 10, 11, 12, 14, 15, 21, 23, 26, 31, 37, 43, 44, 81, 82, 86, 87, 90, 91, 92, 93, 94, 95 и 96, и солюбилизированные сернистые коричневые красители, имеющие С.I. 1, 4, 5, 8, 10, 11, 12, 14, 15, 16, 21, 26, 28, 31, 51, 52, 56, 60, 75, 80, и 83;
сернистые черные красители, имеющие С.I. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 и 17, сернистые черные лейкокрасители, имеющие С.I. 1, 2, 6, 9, 10, 11 и 18, и солюбилизированные сернистые черные красители, имеющие С.I. 1, 2, 5, 7, и 11; и,
кубовый желтый краситель, имеющий С.I. 21, кубовый оранжевый краситель, имеющий С.I. 21, кубовый зеленый краситель, имеющий С.I. 7, кубовые синие красители, имеющие С.I. 7, 42, 43, кубовый черный краситель, имеющий 11.
[0023] Более полный список сернистых красителей и сульфурированных кубовых красителей, упомянутых выше в настоящем документе, можно найти в справочнике «Цветовой индекс» (третье издание), изданном Обществом красильщиков и колористов (Лондон, Великобритания), а также в опубликованных к нему дополнительных томах и четвертом Интернет-издании Color Index International, которые включены в настоящий документ посредством ссылки.
[0024] Для превращения сульфида в тиосульфат также могут быть использованы другие, хотя и менее предпочтительные катализаторы, которые представляют собой: сульфатный лигнин, сульфатные и хлоридные соли меди, гидроксиды, хлоридные, сульфидные или сульфатные соли железа, фталоцианины меди и кобальта, сульфатные и хлоридные соли марганца, многоатомные фенолы, такие как пирокатехин или пирогаллол, и хиноны, такие как тетра-трет-бутилстильбенхинон.
[0025] Реакция сульфидных ионов из H2S с катализатором в трубопроводе, стволе скважины, устье скважины или абсорбер приводит к тому, что катализатор претерпевает процесс восстановления. Композиция в подводном трубопроводе может представлять собой любое сочетание, которое составляют углеводороды газа (С1-С4) и нефти (С5-С19), солевой раствор (от 0 до 30 мас. %) и >0 ч./млн. H2S. Типичное объемное соотношение газа и нефти составляет от 0 до 100, и объемное соотношение газа и воды составляет от 0 до 100. Аналогичным образом, в стволе скважины или устье скважины может присутствовать любое сочетание, которое составляют углеводороды газа (С1-С4) и нефти (С5-С19), солевой раствор (от 0 до 30 мас. %) и >0 ч./млн. H2S. Типичное объемное соотношение газа и нефти составляет от 0 до 100, и объемное соотношение газа и воды составляет от 0 до 100. Чтобы обеспечить максимальную экономическую рентабельность процесса оказывается желательным повторное использование катализатора. Это может быть достигнуто посредством регенерации отработанного катализатора до его активной формы, т.е. катализатор должен быть окислен. Это осуществляется на стадии окисления в присутствии кислородсодержащего газа, как более подробно описано ниже.
[0026] Отработанный технологический раствор, содержащий отработанный катализатор, вводят в окислительный резервуар, в котором отработанный катализатор окисляется до соответствующей каталитически активной формы, и сульфид превращается в тиосульфат. Кислородсодержащий газ, например, воздух, предпочтительно вводят в окислительный резервуар в форме барботажного газового потока, однако кислородсодержащий газ также может быть введен посредством газожидкостного контактного устройства любого типа, такой как перекрестные смесители, клапаны, насадки или мембраны. Кислород реагирует с сульфидами, связанными с катализатором, образуя тиосульфат и регенерированный катализатор в соответствующем окисленном состоянии.
[0027] Область очистки в подводном трубопроводе регулируют посредством варьирования точки введения жидкого технологического раствора. Предпочтительно, область очистки выбирают на расстоянии в диапазоне от 500 до 3000 м от уровня моря, чтобы обеспечивать продолжительность пребывания, составляющую 5 минут или более. Продолжительность пребывания в окислительном резервуаре, составляющая по меньшей мере 5 минут, обычно является достаточной для полного окисления отработанного катализатора. Избыток кислородсодержащего газа, который не расходуется в реакции окисления, удаляется в форме потока отходящего газа из верхней части окислительного резервуара. Как только завершается стадия окисления, регенерированный технологический раствор, содержащий тиосульфаты, удаляется из окислительного резервуара и может рециркулировать обратно в точку введения в трубопровод, устье скважины, ствол скважины или абсорбер для введения в контакт с любым потоком, содержащим нефть, воду и H2S, и, таким образом, завершается операция непрерывной переработки. Свежий технологический раствор может быть добавлен в качестве дополнительного потока в этот рециркулирующий регенерированный технологический раствор. Необязательно часть регенерированного технологического раствора может быть удалена для предотвращения накопления тиосульфата в технологическом растворе. Эта удаленная часть регенерированного технологического раствора затем подвергают дополнительной обработке, как ниже описано более подробно, чтобы удалять регенерированный катализатор в целях рециркуляции и производить раствор тиосульфатного продукта, который представляет собой пригодный для использования продукт в разнообразных промышленных и сельскохозяйственных производственных процессах, например, в производстве удобрений.
[0028] Технологические параметры описанных выше процессов абсорбции/окисления включают температуры в диапазоне от приблизительно 15°С до приблизительно 100°С, предпочтительно в диапазоне, составляющем приблизительно от 40 до 70°С. Манометрическое давление в резервуарах может находиться в диапазоне от атмосферного давления до 150 бар, предпочтительно составляет приблизительно от 0,5 до 30 бар. Продолжительность реакции может находиться в диапазоне, составляющем приблизительно от 5 до 240 минут, предпочтительно менее чем 30 минут. Процесс может быть осуществлен в режиме периодической или непрерывной эксплуатации.
[0029] Согласно настоящему изобретению также предложен способ обработки, где может быть обработана «промысловая вода» для получения пригодных для использования на месте производства химических реагентов, которые можно использовать в целях очистки и удаления H2S из исходных потоков текучей среды. Промысловая вода представляет собой термин, используемый в нефтяной промышленности для описания воды, которую добывают или собирают как побочный продукт вместе с нефтью и газом, которые добывают из скважин. Нефтяные и газовые пласты часто содержат значительные количества воды наряду с углеводородами, иногда в области, которая находится под углеводородами, а иногда в той же самой области, где находятся нефть и газ. Из нефтяных скважин иногда добывают большие объемы воды вместе с нефтью, в то время как из газовых скважин, как правило, добывают воду в меньшей пропорции. Для достижения максимальной нефтедобычи иногда оказывается необходимым осуществление заполнения водой, в процессе которого воду вводят в пласты, чтобы способствовать вытеснению нефти в производственные скважины. Вводимая вода, в конечном счете, поступает в производственные скважины, и, таким образом, на последующих стадиях заполнения водой увеличивается пропорция промысловой воды в полном объеме добычи. Состав воды варьируется в широком диапазоне при переходе от одной скважины к другой и даже в течение срока эксплуатации одной и той же скважины. Основная масса добываемой промысловой воды имеет переменную высокую концентрацию солей (т.е. жесткость), а также имеет высокую концентрацию всех растворенных твердых веществ, таким образом, делая промысловую воду неприемлемой для благоприятного повторного применения. Вся промысловая вода также содержит нефть и суспендированные твердые вещества. В некоторых случаях промысловая вода содержит металлы, такие как цинк, свинец, марганец, железо и барий.
[0030] Исторически промысловую воду выпускали в большие испарительные бассейны. Однако этот способ утилизации становится неприемлемым в постоянно возрастающей степени с точки зрения защиты окружающей среды и социальных последствий. По существу, промысловую воду обычно рассматривают как промышленные отходы.
[0031] Вода, жесткость которой выражена в форме растворенных ионов, в частности, карбонатов щелочных металлов, которые содержатся в промысловой воде, может быть повторно использована в способе, описанном в настоящем документе, для улавливания примесей сероводорода в составе природного газа и нефти, и в результате этого сокращается потребность в нефтепромысловых химических реагентах. Согласно одному варианту осуществления способа, описанного в настоящем документе, промысловая вода может быть сначала направлена в традиционный трехфазный сепаратор, в котором отделяются друг от друга газовая, углеводородная и водная фазы. В качестве альтернативы, промысловая вода может быть смешана с частью регенерированного жидкого технологического раствора, а затем разделена в трехфазном сепараторе. Водная фаза затем направляется в описанный выше окислительный резервуар, в котором с ней вступают в контакт барботажный кислородсодержащий газ, отработанный технологический раствор и вновь окисленный (регенерированный) технологический раствор. Поскольку водная фаза обычно содержит сульфиды в некотором количестве, как правило, находящемся в диапазоне от приблизительно 2 ч./млн. до приблизительно 1200 ч./млн., в результате присутствия растворенного H2S, кислород в барботажном газе, с которым объединен вновь регенерированный катализатор, вызывает окисление указанных сульфидов в водной фазе и их превращение в тиосульфат. Указанные получаемые тиосульфаты из водной фазы остаются в технологическом растворе, когда технологический раствор продолжает повергаться регенерации в окислительном резервуаре.
[0032] Удаленный регенерированный технологический раствор, в котором теперь содержится обработанная водный фаза, извлекаемая из промысловой воды, имеет окислительно-восстановительный потенциал (ОВП), составляющий более чем ОВП первоначальной отделенной водной фазы и отработанного технологического раствора.
[0033] Окислительно-восстановительный потенциал, также называемый терминами «восстановительный потенциал», «потенциал окисления/восстановления» или «редокс-потенциал», представляет собой меру склонности химических частиц к приему электронов и, таким образом, к восстановлению. Как правило, ОВП измеряют в вольтах (В) или милливольтах (мВ). Каждая частица имеет свой собственный характеристический восстановительный потенциал; чем более положительным является потенциал, тем больше сродство частицы к электронам и склонность к восстановлению. Окислительно-восстановительный потенциал, как правило, используют в качестве меры качества воды. В водных растворах восстановительный потенциал представляет собой меру склонности раствора к приему или передаче электронов, когда его подвергают изменению посредством введения новых частиц. Раствор, имеющий более высокий (более положительный) восстановительный потенциал, чем новые частицы, будет проявлять склонность к приему электронов от новых частиц (т.е. к восстановлению посредством окисления новых частиц), а раствор, имеющий менее высокий (более отрицательный) восстановительный потенциал, будет проявлять склонность к передаче электронов новым частицам (т.е. к окислению посредством восстановления новых частиц). Поскольку точное измерение абсолютных потенциалов оказывается затруднительным, восстановительные потенциалы определяют по отношению к электроду сравнения. Восстановительные потенциалы водных растворов определяют посредством измерения разности потенциалов между инертным индикаторным электродом, находящимся в контакте с раствором, и устойчивым электродом сравнения, соединенным с раствором посредством солевого мостика. Согласно настоящему изобретению измерение ОВП раствора в абсорбере и/или в окислительном резервуаре может быть использовано для регулирования потока или количества кислородсодержащего газа, который вводят в окислительный резервуар.
[0034] Обработанную водную фазу и регенерированный технологический раствор, называемый термином «рециркуляционный технологический поток», затем направляют в абсорбер, где осуществляют контакт с исходным потоком, содержащим нефть и/или газ. С рециркуляционным технологическим потоком вводят в контакт нефть/газ, чтобы освобождать нефть/газ от примесей сероводорода, образующего сульфиды, которые затем окисляются с образованием тиосульфатов. Получаемый в результате технологический раствор, который теперь содержит отработанный катализатор, направляют в окислительный резервуар, где отработанный катализатор окисляется до соответствующей активной формы и становится доступным для окисления любых остаточных сульфидов, включая сульфиды, которые поступают в окислительный резервуар в водном потоке, отделяемом от промысловой воды.
[0035] Регенерированный технологический раствор, содержащий обработанную водную фазу, теперь может быть удален из окислительного резервуара, когда ОВП регенерированного раствора составляет более чем -0,4 мВ. Этот удаляемый регенерированный технологический раствор затем можно фильтровать, чтобы удалять регенерированный катализатор, получая поток, содержащий тиосульфатные ионы в концентрации, находящейся в диапазоне от приблизительно 0 мас. % до приблизительно уровня насыщения. Концентрация насыщения зависит от типа катиона, составляя, например, приблизительно 51 мас. % в случае калия. Фильтрующая среда, которая извлекает и удерживает удаляемый катализатор, может быть периодически подвергнута обратному промыванию с применением промывочного раствора, предпочтительно промывочного раствора, содержащего растворенные сульфиды. Осуществление операции обратного промывания в отношении фильтрующей среды обеспечивает удаление и повторное использование регенерированного катализатора в процессе, что, таким образом, сокращает до минимума потери катализатора и уменьшает количество свежего (дополнительного) технологического раствора. Посредством применения промывочного раствора, содержащего сульфиды, повышается растворимость фильтрованного регенерированного катализатора, и улучшается эффективность очистки фильтра.
[0036] Что касается водной фазы, которая может быть введена в окислительный резервуар, может оказаться необходимым, в зависимости от источника промысловой воды, увеличение измеряемой жесткости посредством добавления в промысловую воду и/или отделяемую водную фазу извести, поташа, других источников гидроксидов или карбонатов щелочных металлов и их смесей. После фильтрования катализатора становится возможным направление всего или части этого фильтрованного регенерированного технологического раствора на применение посредством введения в скважину способом, аналогичным современной практике введения извлекаемой промысловой воды. Согласно описанному выше варианту осуществления обработка газа или нефти с последующим применением водной фазы непосредственно на месте применения или вблизи нефтяных/газовых скважин представляет собой способ, который значительно сокращает расходы на приобретение химических реагентов и позволяет, в качестве альтернативы, использовать в промысловой воде химические реагенты, которые являются легкодоступными.
[0037] Аналогичным образом, использование промысловой воды, получаемой на месте применения, позволяет получать технологический раствор из концентратов на месте применения и предотвращает необходимость транспортировки больших количеств воды, которая обычно используется для получения технологического раствора. В традиционных способах удаления сероводорода возникают значительные транспортировочные расходы, связанные с доставкой больших объемов технологических растворов на место применения. Например, в случае химических реагентов на основе триазинов требуется более 1 галлона на один фунт удаляемой серы. Посредством применения промысловой воды, как описано выше, могут быть использованы химические реагенты, которые уже присутствуют в промысловой воде, и которые не требуется доставлять на место применения, в результате чего обеспечивается значительное сокращение эксплуатационных расходов. Кроме того, согласно настоящему изобретению требуется добавление катализатора лишь в небольшом количестве, и в результате этого значительно сокращаются расходы на материально-техническое снабжение. Кроме того, в случае известных из предшествующего уровня техники систем для удаления серы, таких как системы на основе аминов для процесса Клауса или окислительно-восстановительные системы на основе железа, требуются весьма более значительные капитальные расходы вследствие их коррозионной природы. Низкие уровни температуры и давления окислительного резервуара в системе, описанной в настоящем документе, в значительной степени обеспечивают простоту эксплуатации, сокращение эксплуатационных расходов и снижение капитальных расходов.
[0038] Способы согласно настоящему изобретению являются подходящими для обработки сероводорода, который присутствует в качестве примеси в подводном трубопроводе, стволе скважины, устье скважины или любом другом трубопроводе, в котором содержится смесь сырой нефти и воды. Как указано выше, катализатор на основе сернистого красителя может быть предпочтительно использован для превращения содержащегося в нефти сероводорода в тиосульфат и, таким образом, получения чистого нефтепродукта. Оказывается экономически желательным извлечение катализатора для повторного использования из частично или полностью отработанного жидкого технологического раствора. Для одного возможного способа извлечения катализатора требуется осуществление соответствующей элементарной операции фильтрования, где мембрана или фильтрующая среда, такая как гранулированный активированный углерод, используется для захвата и извлечения катализатора из жидкого потока. Поскольку окисление отработанного катализатора в окислительном резервуаре приводит к образованию суспензии катализатора, катализатор является особенно подходящим для отделения от жидкого раствора тиосульфатных ионов, образующихся в результате окисления сульфидов, которое происходит в окислительном резервуаре. Поскольку способом, описанным в настоящем документе, обрабатывают большой объем сульфидов, приближенное к полному окисление сульфидных ионов до тиосульфата является предпочтительным для эффективного фильтрования. В частности, является предпочтительным полное окисление катализатора с достижением окислительно-восстановительного потенциала, составляющего более чем -0,4 мВ, для достаточного отделения окисленного (то есть регенерированного) катализатора) от раствора тиосульфата калия посредством фильтрования. Как упомянуто выше, рекомендуется также осуществление обратного промывания фильтрующей среды раствором, содержащим небольшое количество сульфидного или другого восстановительного реагента, который солюбилизирует катализатор и удаляет его из фильтрующей среды таким образом, что после этого он может быть введен обратно в процесс. Этот способ фильтрования/извлечения также может быть использован для извлечения катализаторов на основе сернистых красителей из потоков других промышленных отходов, а затем извлеченный катализатор может быть использован в качестве реагента в способе обработки потоков, загрязненных сероводородом.
[0039] Согласно одному варианту осуществления катализатор на основе сернистого красителя может быть извлечен из водного раствора посредством адсорбции на твердой среде, такой как, например, углерод Calgon Filtrasorb 200. Когда углеродная абсорбционная среда, содержащая катализатор на основе сернистого красителя, впоследствии вступает в контакт с раствором, содержащим 2000 ч./млн. (в пересчете на серу) сульфида натрия, катализатор будет восстанавливаться до соответствующей растворимой формы и будет высвобождаться с углеродной абсорбционной среды. Растворимый катализатор затем может быть использован с регенерированным катализатором для окисления сульфидов в исходном потоке с получением тиосульфата. Последующее добавление кислородсодержащего газового потока будет приводить к обратному окислению катализатора до соответствующей нерастворимой формы, представляющей собой суспензию или полутвердое вещество.
[0040] Может быть использована и другая фильтрующая среда, например, мембрана, такая как плоская нанофильтрационная мембрана TriSep XN45, содержащая полипиперазинамид (РРА), имеющая предел отсечения 500 Да и совместимая при рН от 2 до 11.
[0041] Согласно следующему варианту осуществления настоящего изобретения часть регенерированного технологического раствора может быть удалена из окислительного резервуара, чтобы не только предотвращать накопление тиосульфата в ходе процесса, но также извлекать тиосульфат в качестве побочного продукта, пригодного для использования и имеющего экономическую ценность. Такой удаляемый жидкий поток можно предпочтительно фильтровать, как описано выше, чтобы извлекать катализатор, который присутствует в регенерированном технологическом растворе. Когда удаляется катализатор, получается водный раствор, содержащий тиосульфатные анионы и соли. Этот раствор тиосульфата затем можно направлять в систему, содержащую ионообменную смолу. В качестве этой смолы может присутствовать анионообменная или катионообменная, например, акриловая или метакриловая смола, содержащая разнообразные сшитые мономеры, смола на основе сульфонированного сополимера стирола и дивинилбензола, смола на основе четвертичного амина и смола на основе сополимера диметилэтаноламина, если упомянуть лишь несколько примеров. Тиосульфатные ионы могут быть подвергнуты обмену для повышения силы (концентрации) раствора или обмена катионов. Например, катионообменная смола может быть предварительно насыщена катионами натрия посредством обработки смолы раствором хлорида натрия. Раствор тиосульфата, получаемый на стадии фильтрования катализатора и содержащий тиосульфат аммония, затем может быть введен в контакт со смолой, предварительно насыщенной катионами натрия. Аммиак (катион аммония) будет заменять натрий с образованием жидкого потока тиосульфата натрия. Когда весь натрий будет удален посредством обмена из ионообменной смолы, насыщенная аммиаком смола затем может быть регенерирована посредством воздействия на смолу раствором хлорида натрия в целях вытеснения аммиака таким образом, что в результате удаления аккумулированного аммиака из смолы будет получен раствор хлорида аммония с одновременной регенерацией насыщенной ионами натрия смолы для повторного использования.
[0042] Тиосульфат калия также может быть получен посредством замены катионов калия катионами аммония в растворе тиосульфата аммония в регенерируемой насыщенной калием ионообменной смоле в условиях ионного обмена. Полученный в результате продукт, представляющий собой тиосульфат калия, может быть упакован как жидкое удобрение с осуществлением или без осуществления промежуточной стадии концентрирования. Насыщенную аммонием смолу регенерируют, получая соответствующую калиевую форму, посредством введения в контакт с раствором хлорида калия в подходящих условиях ионного обмена. Раствор хлорида аммония, получаемый в результате стадии регенерации, также может быть использован в качестве низкосортного жидкого удобрения. Таким образом, согласно этому варианту осуществления получают удобрения двух различных сортов в качестве ценного продукта на каждой стадии цикла ионообменного процесса.
[0043] Предпочтительно ионный обмен с получением тиосульфата калия осуществляют при температуре в диапазоне от приблизительно 10°С до приблизительно 35°С и наиболее предпочтительно при температуре окружающей среды в диапазоне от приблизительно 15°С до приблизительно 30°С. Температурные диапазоны ионного обмена для регенерации смолы и образования хлорида аммония, как правило, являются такими же, как температурные диапазоны, используемые для ионного обмена. Согласно особенно предпочтительному варианту осуществления в смолу вводят 20 мас. % хлорида калия при температуре окружающей среды. Как правило, полное содержание ионов К+, введенных в систему, должно превышать в 1,25 раза полную емкость смолы.
[0044] Количество кислорода, вводимого в окислительный резервуар, регулируют на основании измеренного ОВП в абсорбере и/или окислительном резервуаре. Любой избыток кислородсодержащего газа из окислительного резервуара удаляют. Жидкий поток регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя, также отдельно удаляют из окислительного резервуара. Регенерированный жидкий технологический раствор может рециркулировать обратно для смешивания с жидким технологическим раствором, который поступает в абсорбер. Количество жидкого технологического раствора, поступающего в абсорбер, можно регулировать на основании измеренного ОВП в абсорбере и/или окислительном резервуаре. Концентрацию тиосульфата в регенерированном жидком технологическом растворе поддерживают на заданном уровне посредством удаления части регенерированного жидкого технологического раствора из процесса.
[0045] Согласно следующей возможной технологической схеме промысловую воду удаляют и извлекают из нефтяных и газовых скважин, а затем вводят в процесс разделения, предпочтительно трехфазный процесс разделения, в котором водную фазу получают из промысловой воды. Водная фаза затем поступает в окислительный резервуар.
[0046] Согласно следующему варианту осуществления настоящего изобретения предусмотрено разделение жидкого потока регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя, на первую и вторую части, причем вторая часть регенерированного жидкого технологического раствора рециркулирует в абсорбер. Первая часть поступает в отдельный процесс разделения, в котором регенерированный катализатор на основе сернистого красителя отделяется от тиосульфата посредством стадии фильтрования и рециркулирует в резервуар абсорбера. На стадии фильтрования используют фильтрующую среду, которая собирает регенерированный катализатор на основе сернистого красителя, и получают раствор тиосульфата, который может быть введен в ионообменную колонну, где получают раствор тиосульфата в качестве продукта.
[0047] Кроме того, может оказаться желательным включение в процесс разделения стадии обратного промывания, на которой удаляют регенерированный катализатор на основе сернистого красителя из фильтрующей среды таким образом, что он может быть извлечен и повторно использован. Одна возможная стадия обратного промывания включает введение фильтрующей среды в контакт с жидким раствором, содержащим сульфидные ионы.
[0048] Указанные выше и другие задачи становятся более понятными из приведенного ниже подробного описания предпочтительного варианта осуществления.
Краткое описание фигур
[0049] В следующем подробном описании настоящего изобретения присутствуют ссылки на сопровождающие фигуры, где:
[0050] на фиг. 1 схематически представлен один возможный вариант осуществления настоящего изобретения;
[0051] на фиг. 2 схематически представлен вариант осуществления технологической схемы способа, проиллюстрированного на фиг. 1;
[0052] на фиг. 3 схематически представлен другой вариант осуществления технологической схемы способа, проиллюстрированного на фиг. 1;
[0053] на фиг. 4 схематически представлен следующий вариант осуществления технологической схемы способа, проиллюстрированного на фиг. 1; и
[0054] на фиг. 5 схематически представлен следующий вариант осуществления технологической схемы способа, проиллюстрированного на фиг. 1.
Подробное раскрытие настоящего изобретения
[0055] На фиг. 1-5 представлены различные технологические схемы способов обработки углеводородного технологического потока, содержащего нефть, газ и/или воду. Такие технологические потоки могут присутствовать в подводном трубопроводе, стволе скважины и устье скважины, в которых содержатся примеси сероводорода (H2S). Многие элементарные операции, которые осуществляют, например, сепараторы 8, абсорберы 207, окислительные резервуары 11, 209, 358, а также фильтрационные устройства 37, 206, 362, 370, являются аналогичными по конструкции и эксплуатации в каждой из различных схем технологических процессов.
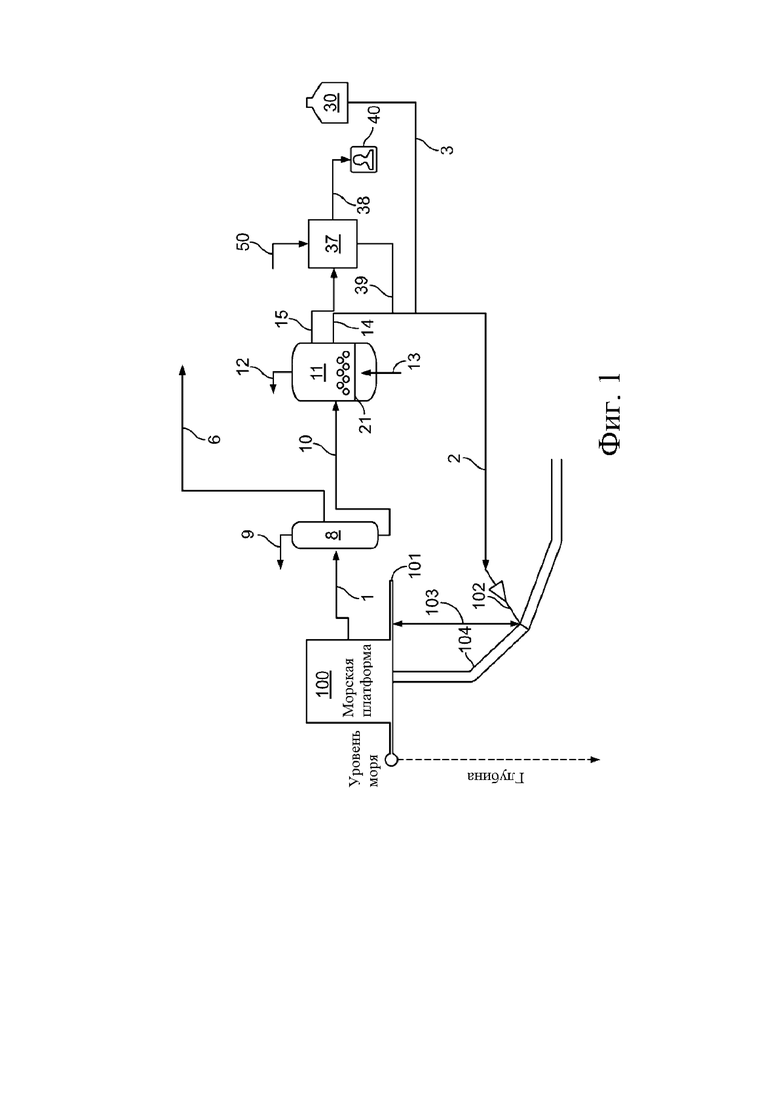
[0056] На фиг. 1 проиллюстрирован способ непрерывного введения жидкого технологического раствора 2 в подводный трубопровод 104, в котором может содержаться смесь нефти и воды, как правило, эмульсия сырой нефти в воде, в которой содержатся примеси сероводорода (H2S). Точка введения 102, которая находится на выбранном расстоянии 103 ниже уровня моря 101, определяет область очистки 104а внутри подводного трубопровода. В области очистки H2S абсорбируется жидким технологическим раствором, причем сульфид из H2S реагирует с катализатором на основе сернистого красителя, который содержится в жидком технологическом растворе, с образованием смеси. Эта смесь протекает через морскую платформу 100 в трубопроводе 1 в сепаратор 8, причем нерастворенные газы выходят через трубопровод 9. Поток 6 обработанной нефти, в которой практически отсутствует H2S, удаляют из сепаратора для последующей переработки или очистки.
[0057] Жидкий технологический раствор, вводимый через трубопровод 2 в подводный трубопровод 104, может представлять собой смесь, содержащую свежий жидкий технологический раствор 3 и регенерированные жидкие технологические растворы 39 и 14, как ниже описано более подробно. Жидкий технологический раствор, например, может содержать катализатор на основе сернистого красителя и карбонат калия и/или бикарбонат калия, и в том случае, где регенерированный технологический раствор смешивают со свежим технологическим раствором, некоторое количество тиосульфата калия. Кроме того, жидкий технологический раствор может содержать катионы, выбранные из группы, которую составляют катионы аммония, лития, кальция, магния, калия и натрия. Аналогичным образом, жидкий технологический раствор может содержать анионы, в том числе гидроксид и карбонат. Указанные катионы и анионы могут присутствовать в промысловой воде, продувке испарителя, технологической воде, продувке охлаждающей воды или в любом водном потоке, содержащем анионы/катионы в любой концентрации от 0 мас. % до предела растворимости ионов.
[0058] Отработанный технологический поток 10, содержащий отработанный катализатор и тиосульфат калия, удаляют из сепаратора 8, где манометрическое давление составляет, как правило, менее чем 5 бар, и вводят в окислительный резервуар 11. Сепаратор 8 и окислительный резервуар (окислитель) 11 могут работать в режиме последовательного потока. Кислородсодержащий газ 13, такой как воздух, вводят в окислительный резервуар 11, предпочтительно через барботажное устройство 21. Количество кислорода, вводимого в окислительный резервуар, регулируют посредством измерения значений окислительно-восстановительного потенциала (ОВП). Например, в одном способе может быть предусмотрено применение датчика, расположенного в абсорбере и/или в окислительном резервуаре для измерения значений ОВП раствора (растворов). Измеряемое значение ОВП можно изменять посредством регулировочного клапана, который в этом случае регулирует количество кислородсодержащего газа, вводимого в окислительный резервуар 11 через трубопровод 13. В качестве альтернативы, значение ОВП регенерированного жидкого технологического раствора, выходящего из окислительного резервуара в трубопроводе 14, можно измерять, наблюдать и использовать для регулирования потока или количества кислородсодержащего газа, который вводят в окислительный резервуар. Аналогичным образом или в качестве дополнения, в другом способе может быть предусмотрено использование измеряемых значений ОВП, получаемых от датчиков в области очистки 104а подводного трубопровода 104 и/или в окислительном резервуаре, для эксплуатации регулировочного клапана, который в этом случае регулирует количество жидкого технологического раствора, вводимого в трубопровод 104 через точку 102 введения с использованием трубопровода 2.
[0059] В качестве альтернативы или в качестве дополнения, концентрация H2S в потоке 6 обработанной нефти можно наблюдать и измерять для регулирования количества кислорода, который вводят в окислительный резервуар. Избыток кислородсодержащего газа удаляют из верхней части окислительного резервуара 11 через трубопровод 12. Как упомянуто выше, отработанный катализатор, выходящий из сепаратора 8, регенерируют посредством реакции окисления в окислительном резервуаре 11. Окисление катализатора вызывает превращение катализатора из растворимой формы в нерастворимую форму, то есть образование суспензии, которая, как описано ниже, может рециркулировать обратно в точку введения в начале области очистки. Сульфидный комплекс катализатора, который образуется в области очистки 104а, также окисляется с образованием тиосульфата, и регенерированный катализатор возвращается в водный раствор. Регенерированный жидкий поток технологического раствора, в котором содержатся регенерированный катализатор и тиосульфаты, удаляется из окислительного резервуара в потоке 14 и рециркулирует для использования в качестве части жидкого технологического раствора, вводимого в подводный трубопровод, причем с этим рециркуляционным потоком может быть смешан свежий или дополнительный технологический раствор 3, содержащий активный катализатор на основе сернистого красителя и поташ. Чтобы предотвращать накопление тиосульфата в процессе, часть регенерированного жидкого технологического раствора удаляют из окислительного резервуара 11 в потоке 15 для последующей переработки, как ниже будет описано более подробно, чтобы извлекать тиосульфат, представляющий собой пригодный для использования побочный продукт. Предпочтительно регенерированный катализатор должен сначала удаляться посредством фильтрования и рециркулировать обратно для смешивания в трубопровод 2. Также может потребоваться дополнительное обезвоживание извлекаемого раствора тиосульфата, или раствор тиосульфата, который представляет собой побочный продукт, может быть обработан для извлечения тиосульфатных ионов, например, с применением ионообменного процесса.
[0060] Согласно другому возможному варианту осуществления настоящего изобретения поток 15 подвергают дополнительной обработке, используя в сочетании элементарную операцию фильтрования 37 и необязательно ионообменную операцию. Фильтрующая среда использована, чтобы собирать и отделять регенерированный катализатор, который суспендирован в жидком технологическом растворе, в форме суспензии или полутвердого вещества, когда его удаляют из окислительного резервуара. Процесс фильтрования осуществляют до тех пор, пока фильтрующая среда не становится закупоренной или заполненной. Хотя подробности не представлены, в процессе фильтрования 37 обычно используют технологический трубопровод, где промывочная жидкость 50, предпочтительно содержащая сульфиды, может быть использована для обратного промывания и удаления собранного катализатора из фильтрующей среды. После этого обратного промывания извлекаемый катализатор может быть удален в потоке 39 и может быть направлен обратно в область очистки трубопровода посредством смешивания с регенерированным жидким технологическим раствором в трубопроводе 14 с образованием смеси в трубопроводе 2. Предпочтительно два или более фильтрующих блока могут работать параллельно (в режиме чередования), чтобы поддерживать непрерывную операцию фильтрования. Другими словами, когда фильтр оказывается закупоренным, поток может быть переключен от закупоренной фильтрующей среды в чистый фильтр, таким образом, чтобы можно было осуществлять обратное промывание закупоренного фильтра. Цикл обычно повторяют каждый раз, когда фильтрующая среда оказывается заполненной катализатором.
[0061] Согласно следующему варианту осуществления способов, которые описаны выше, жидкий раствор, извлекаемый из процесса фильтрования 37, может быть удален через трубопровод 38 для хранения/транспортировки 40 и, в конечном счете, выведен из процесса для последующей переработки/применения. На одной возможной стадии дополнительной переработки предусмотрен ионообменный процесс. В ионообменном процессе предпочтительно используют множество из одной или нескольких отдельных колонн со слоями ионообменной смолы, которые расположены в последовательной каскадной проточной конфигурации. Для поддержания непрерывной эксплуатации может оказаться необходимым присутствие двух или более указанных последовательных слоев, расположенных параллельно таким образом, чтобы можно было осуществлять работу в режиме чередования, аналогично тому, что было описано для процесса фильтрования 37. Соответствующие клапаны и регулировочные системы, которые известны современному специалисту в данной области техники, могут быть использованы для регулирования переключения последовательности колонн из рабочего режима ионного обмена в рабочий режим регенерации. В случае надлежащего осуществления периодическая операция ионного обмена может происходить как практически непрерывный процесс. Повышение уровня чистоты тиосульфата может быть достигнуто посредством увеличения числа последовательных ионообменных слоев. Раствор для регенерации смолы может быть введен в слои по мере необходимости. После ионного обмена жидкий продукт, содержащий тиосульфат, удаляют из ионообменного процесса.
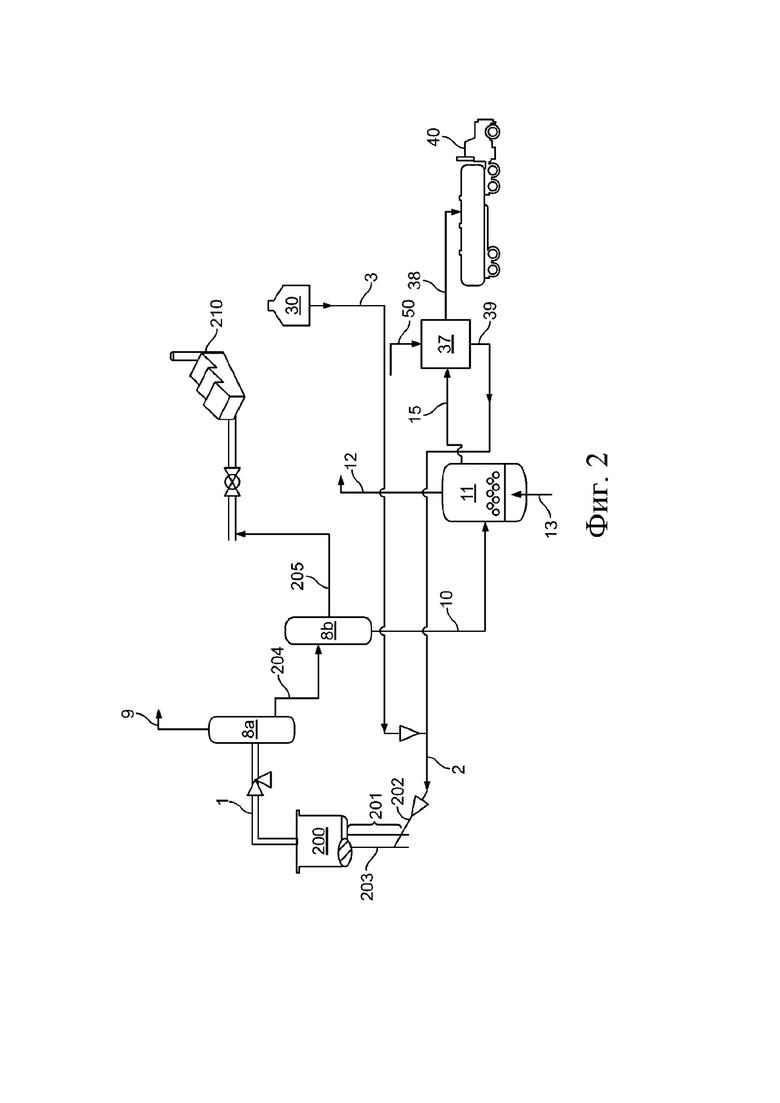
[0062] На фиг. 2 представлен другой возможный способ согласно настоящему изобретению, в котором жидкий технологический раствор в трубопроводе 2 вводят в ствол скважины 203. Ствол скважины представляет собой отверстие, которое пробурено для осуществления разведки и добычи природных ресурсов, включая нефть, газ или воду. Ствол скважины фактически представляет собой отверстие, которое образует скважину. Ствол скважины может быть облицован материалами, такими как сталь и цемент, или он может оставаться необлицованным. Точка введения 202, где через трубопровод 2 поступает жидкий технологический раствор, определяет начало области очистки 201, которая заканчивается на уровне земли 206 скважины 200. Аналогично подводному трубопроводу, который обсуждается выше, в стволе скважины 203 содержится смесь нефти и воды с примесями H2S. Например, могут присутствовать углеводороды газа (С1-С4) и нефти (С5-С19), солевой раствор (от 0 до 30 мас. %) и от 0 до 1000 ч./млн. H2S. Как правило, объемное соотношение газа и нефти составляет от 0 до 100, и объемное соотношение газа и воды составляет от 0 до 100. Представленный на фиг.2 способ обработки текучих сред в стволе скважины является весьма аналогичным способу, который представлен на фиг. 1, за исключением того, что используются два последовательных сепаратора 8а, 8b. Два последовательных сепаратора обеспечивают постепенное разделение в целях максимального увеличения нефтедобычи, сокращения до минимума уноса катализатора и устранения технологических проблем, таких как пенообразование. Следует отметить, что в некоторых случаях (в частности, в случае ограниченного пространства на морском промысле) может работать одноступенчатый трехфазный сепаратор газа, нефти и воды, как представлено выше на фиг. 1. Сепаратор 8а удаляет нерастворенные газы 9 из смеси 204 отработанного технологического раствора и обработанной нефти, которая затем поступает во второй сепаратор 8b, где обработанный нефть 205 отделяется от отработанного жидкого технологического раствора 10, содержащего отработанный катализатор на основе сернистого красителя, связанный с сульфидом из H2S, который первоначально содержался в текучих средах ствола скважины. Отделяемая обработанная нефть 205 может быть подвергнута дополнительной переработке 210.
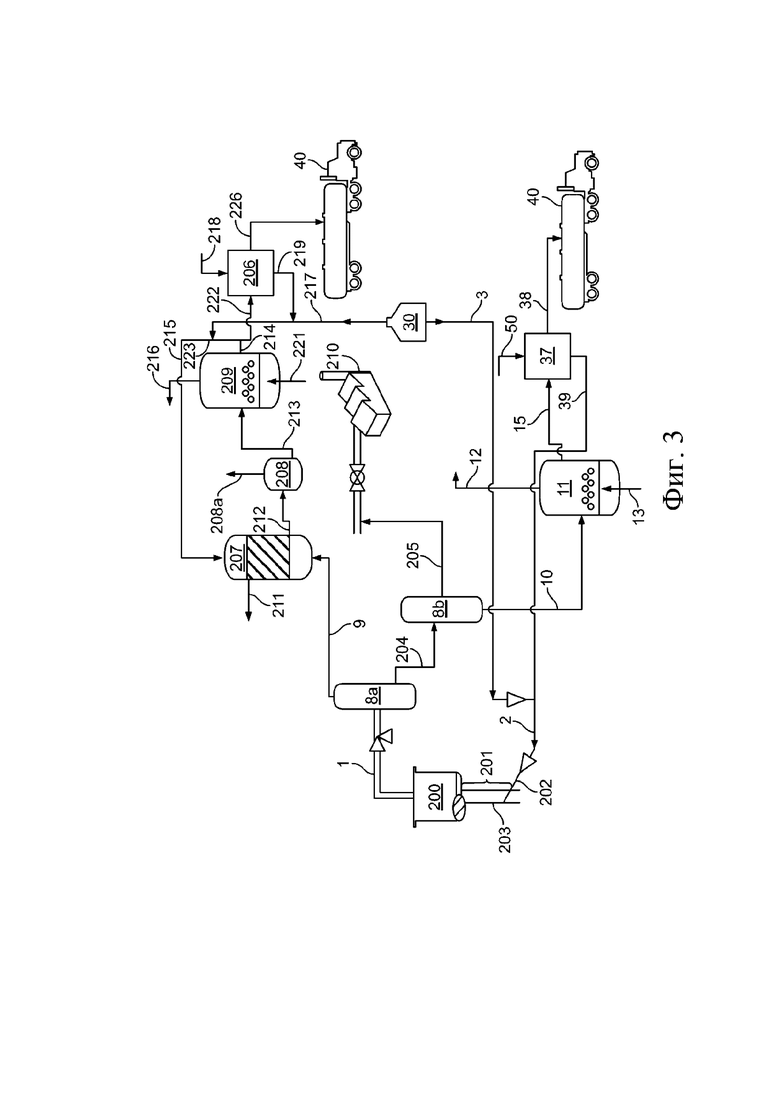
[0063] На фиг. 3 представлен возможный вариант осуществления способа, проиллюстрированного на фиг. 2, где отделяемые растворенные газы в трубопроводе 9 могут содержать остаточный H2S. В таких случаях газы в трубопроводе 9 поступают в абсорбер 207, где H2S вступает в контакт с жидким технологическим раствором 215, который вводят в верхнюю часть абсорбера 207, таким образом, что он вступает в контакт с текущими вверх газами по схеме противоточного контакта. Необязательно насадочный слой 207а твердой среды может быть использован для увеличения площади поверхности для контакта газов с нисходящим жидким технологическим раствором. Это также может быть осуществлено с использованием колонны барботажного типа. Абсорбер может работать при манометрическом давлении, составляющем 30 бар. Соотношение жидкого технологического раствора и исходного газа зависит от содержания H2S в исходном газе 9, но молярное соотношение катализатора и H2S в исходном газе составляет более чем 1.
[0064] Сероводород, который присутствует в газовом потоке 9, абсорбируется технологическим раствором 215, после чего сульфидные ионы связываются с катализатором на основе сернистого красителя, который содержится в жидком технологическом растворе, с образованием отработанного катализатора на основе сернистого красителя. Катализатор на основе сернистого красителя в соответствующей окисленной форме реагирует с сульфидными ионами, образуя катализатор в восстановленное состояние, который представляет собой отработанный катализатор. Практически не содержащий H2S газовый поток 211 удаляют из верхней части абсорбера 207 и направляют на хранение или транспортировку, или выпускают в атмосферу, или подвергают дополнительной переработке.
[0065] Отработанный технологический поток 212, содержащий отработанный катализатор на основе сернистого красителя и тиосульфат, удаляют из абсорбера 207 и вводят в испарительный барабан, где манометрическое давление снижено до уровня, составляющего менее чем 5 бар, для удаления растворимых газов, таких как СО2 и Н2О, в потоке 208а. Любой непрореагировавший H2S, если он присутствует, также может быть удален в потоке 208а. Отработанный жидкий технологический раствор в трубопроводе 213, который выходит из испарительного барабана 208, затем поступает во второй окислительный резервуар 209, причем кислородсодержащий газ 221, такой как воздух, вводят в окислительный резервуар 209, предпочтительно через барботажное устройство. Как указано выше, количество кислорода, вводимого в окислительный резервуар, регулируют посредством измерения значений окислительно-восстановительного потенциала (ОВП). Избыток кислородсодержащего газа удаляют через трубопровод 216. Регенерированный жидкий технологический раствор удаляют через трубопровод 214, причем его часть может рециркулировать через трубопровод 223 обратно в абсорбер 207. Свежий жидкий технологический раствор или дополнительный технологический раствор может быть добавлен через трубопровод 217 в трубопровод 223, и смесь может быть направлена в абсорбер через трубопровод 215. Другая часть регенерированного жидкого технологического раствора может быть направлена в процесс фильтрования 206 через трубопровод 222, причем после фильтрования регенерированный катализатор извлекают с применением раствора 218 для обратного промывания. Извлеченный регенерированный катализатор на основе сернистого красителя затем может быть направлен через трубопровод 219 для смешивания с дополнительным технологическим раствором в трубопроводе 217. Профильтрованный жидкий регенерированный технологический раствор 226, содержащий тиосульфат, удаляют из процесса фильтрования 206 и направляют, например, посредством транспортировки 40, на дополнительную переработку.
[0066] На фиг. 4 представлена технологическая схема переработки, которая почти идентична схеме, представленной на фиг. 3, за исключением того, что здесь жидкий технологический раствор в трубопроводе 2 вводят непосредственно в устье скважины 1, расположенное ниже по потоку относительно скважины 300 и выше уровня земли от ствола скважины 302, причем точка 301а введения расположена на заданном расстоянии от сепаратора 8а, определяя область очистки 301. Все остальные технологические стадии являются, в основном, такими же, как описано выше. Как описано выше, заданное расстояние может быть определено посредством моделирования с применением методов вычислительной гидродинамики (CFD) для определения соответствующего отрезка или расстояния трубопровода, требуемого для достижения оптимального и/или максимального удаления сероводорода, который присутствует в текучей среде, протекающей через трубопровод, перед введением жидкого технологического раствора, то есть перед началом области очистки.
[0067] На фиг. 5 представлена другая альтернативная технологическая схема введения жидкого технологического раствора в устье скважины 1 в точке 301а введения. Эта технологическая схема является практически такой же, как описано выше для способа, проиллюстрированного на фиг. 4, за исключением того, что здесь обработанная нефть, которая удаляется через трубопровод 205 из сепаратора 8b, содержит остаточный H2S. Поток 205 подвергают дополнительной обработке посредством введение жидкого технологический раствор через трубопровод 349 выше по потоку относительно встроенного смесителя 351. Вводимый раствор может представлять собой сочетание свежего дополнительного жидкого технологического раствора в трубопроводе 354 и рециркуляционного регенерированного катализатора на основе сернистого красителя в трубопроводе 355. Введение в трубопровод 205 может быть осуществлено с применением форсунки 350. После смешивания во встроенном смесителе 351, выходящий поток 353 поступает в фазовый сепаратор 356, причем обработанную нефть, практически не содержащую H2S, удаляют через трубопровод 304 для последующей переработки 210. Отработанный жидкий технологический раствор удаляют через трубопровод 357 из фазового сепаратора 356 и вводят в третий окислительный резервуар 358. Кислородсодержащий газ 359 вводят в окислительный резервуар 358, и избыток кислородсодержащего газа удаляют через трубопровод 360. Поток регенерированного жидкого технологического раствора удаляется через трубопровод 303 и рециркулирует обратно для смешивания со свежим дополнительным жидким технологическим раствором в трубопроводе 349 перед введением выше по потоку относительно встроенного смесителя 351. Кроме того, регенерированный катализатор на основе сернистого красителя в трубопроводе 355, извлекаемый в процессе фильтрования 362, может быть смешан с регенерированным жидким технологическим раствором в трубопроводе 303. В процессе фильтрования 362 может быть использован раствор для обратного промывания в трубопроводе 361 для содействия в извлечении регенерированного катализатора на основе сернистого красителя. Жидкий технологический раствор, содержащий тиосульфат, может быть удален из процесса фильтрования 362 через трубопровод 363 и транспортирован 40 на дополнительную переработку.
[0068] В представленном выше описании конкретных вариантов осуществления настолько полно раскрыта общая природа настоящего изобретения, что можно, используя современные знания, легко модифицировать и/или адаптировать для разнообразных приложений такие конкретные варианты осуществления без отклонения от общей концепции, и, таким образом, такие адаптации и модификации следует воспринимать в рамках значений и диапазона эквивалентов описанных вариантов осуществления. Следует понимать, что фразеология или терминология в настоящем документе предназначена для цели описания, а не ограничения.
[0069] Средства, материалы и стадии для осуществления разнообразных описанных функций могут принимать разнообразные альтернативные формы без отклонения от настоящего изобретения. Таким образом, выражения «средство, чтобы…» и «средство для…» или любое представление технологической стадии, которые могут присутствовать в приведенном выше описании или в приведенной ниже формуле изобретения, и которые предшествуют технологической функции, предназначены для определения и распространения на любые структурные, физические, химические или электрические элементы или структуры, или на любые технологические стадии, которые могут существовать в настоящем или будущем времени и которые выполняют указанные функции, в том числе представляющие или не представляющие собой точные эквиваленты варианта осуществления или вариантов осуществления, которые приведены выше в описании изобретения, т.е. могут быть использованы другие средства или стадии для осуществления той же самой функции; и при этом предусмотрено, что такие выражения должны получать наиболее широкую соответствующую интерпретацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ СЕРОВОДОРОДА | 2019 |
|
RU2797436C2 |
| СПОСОБ ОЧИСТКИ ОТ СЕРЫ | 2013 |
|
RU2532558C1 |
| СПОСОБ НЕПРЕРЫВНОГО УДАЛЕНИЯ СЕРНИСТОГО ВОДОРОДА ИЗ ПОТОКА ГАЗА | 2011 |
|
RU2527991C1 |
| СПОСОБ ОБРАБОТКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2612808C2 |
| СПОСОБ ОЧИСТКИ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ ОТ СЕРНИСТЫХ СОЕДИНЕНИЙ | 2017 |
|
RU2662154C1 |
| СПОСОБ ОЧИСТКИ НЕФТИ И ГАЗОКОНДЕНСАТА ОТ СЕРОВОДОРОДА | 1996 |
|
RU2109033C1 |
| СИСТЕМЫ И СПОСОБЫ ПОЛУЧЕНИЯ ДИМЕТИЛСУЛЬФИДА ИЗ ГАЗИФИЦИРОВАННОГО КОКСА | 2014 |
|
RU2667912C2 |
| СПОСОБ ОЧИСТКИ ПОПУТНОГО НЕФТЯНОГО ГАЗА ОТ СЕРОВОДОРОДА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385759C2 |
| СПОСОБ ОЧИСТКИ ГАЗА ОТ СЕРОВОДОРОДА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116121C1 |
| СПОСОБ ПОДГОТОВКИ СЕРОВОДОРОДСОДЕРЖАЩЕЙ НЕФТИ | 2004 |
|
RU2269566C1 |


Настоящее изобретение относится к способу для непрерывного удаления газообразного сероводорода (H2S) из протекающего в трубопроводе технологического потока, такого как смесь углеводорода и воды в подводном трубопроводе, в стволе скважины или в устье скважины. Способ обработки сероводорода, присутствующего в технологическом потоке, включает введение жидкого технологического раствора, содержащего катализатор на основе сернистого красителя, суспендированного в форме суспензии в жидком технологическом растворе, в технологический поток, содержащий углеводород и сероводород, с образованием смеси. Точка введения жидкого технологического раствора в технологический поток находится на расстоянии выше по потоку от сепаратора. Сероводород абсорбируется жидким технологическим раствором и реагирует с катализатором на основе сернистого красителя, образуя растворимый отработанный катализатор на основе сернистого красителя. Далее осуществляется направление смеси в сепаратор для извлечения обработанного углеводорода и отработанного технологического раствора, содержащего растворимый отработанный катализатор на основе сернистого красителя и воду. Затем происходит окисление сульфида, связанного с катализатором на основе сернистого красителя до тиосульфата таким образом, что катализатор на основе сернистого красителя снова становится суспендированным в жидком потоке регенерированного жидкого технологического раствора, содержащем тиосульфат и суспензию регенерированного катализатора на основе сернистого красителя. Далее происходит введение жидкого потока регенерированного жидкого технологического раствора в процесс фильтрования, где суспензия регенерированного катализатора на основе сернистого красителя отделяется от тиосульфата посредством процесса разделения. В процессе фильтрования используют фильтрующую среду, которая собирает регенерированный катализатор на основе сернистого красителя и где на стадии обратного промывания удаляют регенерированный катализатор на основе сернистого красителя из фильтрующей среды с образованием суспензии регенерированного катализатора на основе сернистого красителя, суспендированного в регенерированном жидком технологическом растворе. Затем осуществляется рециркуляция регенерированного жидкого технологического раствора в область очистки в трубопроводе технологического потока и поддержание заданной концентрации тиосульфата в регенерированном жидком технологическом растворе посредством удаления части регенерированного жидкого технологического раствора из процесса. Изобретение обеспечивает удаление газообразного сероводорода (H2S) из технологического потока. 12 з.п. ф-лы, 5 ил.
1. Способ обработки сероводорода, присутствующего в технологическом потоке, включающий:
введение жидкого технологического раствора, содержащего катализатор на основе сернистого красителя, суспендированного в форме суспензии в жидком технологическом растворе, в технологический поток, содержащий углеводород и сероводород, с образованием смеси, причем точка введения жидкого технологического раствора в технологический поток находится на расстоянии выше по потоку от сепаратора, определяя область очистки таким образом, что сероводород абсорбируется жидким технологическим раствором и реагирует с катализатором на основе сернистого красителя, образуя растворимый отработанный катализатор на основе сернистого красителя;
направление смеси в сепаратор для извлечения обработанного углеводорода и отработанного технологического раствора, содержащего растворимый отработанный катализатор на основе сернистого красителя и воду;
окисление сульфида, связанного с катализатором на основе сернистого красителя до тиосульфата таким образом, что катализатор на основе сернистого красителя снова становится суспендированным в жидком потоке регенерированного жидкого технологического раствора, содержащем тиосульфат и суспензию регенерированного катализатора на основе сернистого красителя;
введение жидкого потока регенерированного жидкого технологического раствора в процесс фильтрования, где суспензия регенерированного катализатора на основе сернистого красителя отделяется от тиосульфата посредством процесса разделения, причем в процессе фильтрования используют фильтрующую среду, которая собирает регенерированный катализатор на основе сернистого красителя и где на стадии обратного промывания удаляют регенерированный катализатор на основе сернистого красителя из фильтрующей среды с образованием суспензии регенерированного катализатора на основе сернистого красителя, суспендированного в регенерированном жидком технологическом растворе;
рециркуляцию регенерированного жидкого технологического раствора в область очистки в трубопроводе технологического потока; и
поддержание заданной концентрации тиосульфата в регенерированном жидком технологическом растворе посредством удаления части регенерированного жидкого технологического раствора из процесса.
2. Способ по п. 1, где в сепараторе дополнительно извлекается остаточный сероводород.
3. Способ по п. 1, в котором поток дополнительного катализатора смешивают с регенерированным жидким технологическим раствором, образуя часть жидкого технологического раствора, вводимого в подводный трубопровод.
4. Способ по п. 1, в котором процесс разделения включает стадию обратного промывания, на которой регенерированный катализатор на основе сернистого красителя удаляют из фильтрующей среды.
5. Способ по п. 4, в котором стадия обратного промывания включает введение фильтрующей среды в контакт с жидким раствором.
6. Способ по п. 2, дополнительно включающий смешивание первого потока углеводорода, содержащего остаточный сероводород, со вторым количеством жидкого технологического раствора таким образом, что остаточный сероводород абсорбируется во втором количестве жидкого технологического раствора и реагирует с катализатором на основе сернистого красителя с образованием второй смеси.
7. Способ по п. 6, дополнительно включающий направление второй смеси во встроенный смеситель и направление второй смеси, выходящей из встроенного смесителя, в фазовый сепаратор, где обработанный углеводород, практически не содержащий сероводорода, отделяют от отработанного жидкого технологического раствора и удаляют из процесса.
8. Способ по п. 7, дополнительно включающий:
a) удаление отработанного технологического раствора, содержащего отработанный катализатор на основе сернистого красителя, из резервуара фазового сепаратора и введение отработанного технологического раствора в окислительный резервуар;
b) введение кислородсодержащего газа в окислительный резервуар в контакт с отработанным технологическим раствором для регенерации отработанного катализатора и получения тиосульфата; и
c) удаление избытка кислородсодержащего газа из окислительного резервуара и отдельное удаление из окислительного резервуара жидкого потока регенерированного жидкого технологического раствора, содержащего тиосульфат и регенерированный катализатор на основе сернистого красителя.
9. Способ по п. 7, дополнительно включающий:
d) разделение регенерированного жидкого технологического раствора из окислительного резервуара на первую и вторую части;
e) рециркуляцию второй часть регенерированного жидкого технологического раствора из окислительного резервуара для смешивания с первым потоком углеводорода, содержащим остаточный сероводород, и вторым количеством жидкого технологического раствора; и
f) введение первой части в процесс разделения, где регенерированный катализатор на основе сернистого красителя отделяется от тиосульфата посредством стадии фильтрования и рециркулирует для смешивания с первым потоком углеводорода, содержащего остаточный сероводород, и вторым количеством жидкого технологического раствора.
10. Способ по п. 9, в котором вторая стадия фильтрования включает:
применение фильтрующей среды, которая собирает регенерированный катализатор на основе сернистого красителя и производит раствор тиосульфата; и
удаление раствора тиосульфата из процесса для дополнительной обработки с получением раствора тиосульфатного продукта.
11. Способ по п. 1, дополнительно включающий введение жидкого технологического раствора в трубопровод устья скважины.
12. Способ по п. 1, дополнительно включающий введение жидкого технологического раствора в подземную скважину.
13. Способ по п. 1, дополнительно включающий введение жидкого технологического раствора в подводный трубопровод.
| US 3098033 A1, 16.07.1963 | |||
| US 20030072707 A1, 17.04.2003 | |||
| US 3104951 A1, 24.09.1963 | |||
| US 20170073257 A1, 16.03.2017 | |||
| СПОСОБ ОЧИСТКИ ПРИРОДНОГО ГАЗА ОТ СЕРЫ И СЕРОВОДОРОДА | 2013 |
|
RU2521058C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБЪЕМА МАССОВЫХ ГРУЗОВ | 1928 |
|
SU9588A1 |
