Настоящее изобретение относится к способу и установке для получения множества листов из материала, содержащего алкалоиды. В частности, настоящее изобретение относится к способу и установке для производства множества листов из материала для применения в изделии, генерирующем аэрозоль, таком как, например, сигарета или продукт, содержащий алкалоиды, типа «нагревание без горения».
В настоящее время в производстве табачных продуктов помимо табачных листьев используют также гомогенизированный табачный материал. Такой гомогенизированный табачный материал обычно изготавливают из частей табачного растения, которые в меньшей степени пригодны для производства резаного табачного наполнителя, например такого, как табачные стебли или табачная пыль. Обычно табачная пыль образуется как побочный продукт во время обработки табачных листьев в процессе производства.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Процесс изготовления листов гомогенизированного табачного материала обычно включает этап, на котором смешивают табачную пыль и связующее с образованием пульпы. Затем пульпу используют для создания табачного полотна, например, посредством формования вязкой пульпы на движущейся металлической ленте с получением так называемого формованного листа. В альтернативном варианте осуществления для получения восстановленного табака можно использовать пульпу с низкой вязкостью и высоким содержанием воды в процессе, схожем с изготовлением бумаги. После получения гомогенизированные табачные полотна можно нарезать аналогично цельнолистовому табаку, с получением резаного табачного наполнителя, пригодного для сигарет и других курительных изделий. Способ изготовления такого гомогенизированного табака раскрыт, например, в европейском патенте EP 0565360.
В вышеупомянутом способе пульпу формуют на подложке, такой как движущаяся лента, а затем ее нагревают для получения листа материала, который можно дополнительно обрабатывать для получения компонентов для изделия, генерирующего аэрозоль. Движущаяся лента с формованным листом на ней движется внутри длинных «сушилок», где температура регулируется для постепенного нагрева и сушки листа.
После сушки листа, который является относительно широким, его разделяют на более мелкие секции, которые затем сматывают в «маленькие» бобины. В альтернативном варианте создают большую «главную бобину», сматывая весь лист в «большую» бобину, а затем хранят. Если необходима дальнейшая обработка листа, главную бобину разрезают на меньшие бобины, с которыми легче обращаться.
При каждом выполнении этих этапов способа всегда существует риск повреждения листа или его меньших секций из-за присущей листу хрупкости и его «липкости».
Существует потребность в способе и установке, которые упрощают описанный выше процесс с учетом конкретных характеристик листа материала, содержащего алкалоиды, для минимизации его повреждений в процессе производства.
Настоящее изобретение относится к способу производства множества листов из материала, содержащего алкалоиды, включающему этапы: обеспечения наличия пульпы, содержащей материал, содержащий алкалоиды и воду, в резервуаре; обеспечение в указанном резервуаре множества выпусков; подачи пульпы из указанных выпусков на подвижную опору с образованием множества параллельных листов из материала, содержащего алкалоиды; и поддержание параллельных листов из материала, содержащего алкалоиды, разделенными на подвижной опоре при обеспечении движения подвижной опоры.
Согласно настоящему изобретению из пульпы одновременно образуют множество листов. Листы расположены параллельно друг другу на одной подвижной опоре. Таким образом, нет необходимости в разделении листа после производства, поскольку листы уже производятся «меньшими», при этом длительность производства не увеличивается, поскольку несколько листов производятся параллельно. Кроме того, меньший размер листов также может обеспечивать более быструю и равномерную сушку.
В настоящем документе термин «лист» обозначает плоский элемент, имеющий ширину и длину, значительно превышающие его толщину. Общая ширина параллельных листов предпочтительно составляет более, чем приблизительно 10 миллиметров, более предпочтительно составляет более, чем приблизительно 20 миллиметров или приблизительно 30 миллиметров. Еще более предпочтительно ширина листа из материала, содержащего алкалоиды, составляет от приблизительно 60 миллиметров до приблизительно 2500 миллиметров. Толщина листа из материала, содержащего алкалоиды, предпочтительно составляет от приблизительно 50 микрометров до приблизительно 300 микрометров, более предпочтительно толщина листа составляет от приблизительно 100 микрометров до приблизительно 250 микрометров, еще более предпочтительно от приблизительно 130 микрометров до 220 микрометров.
Непрерывный «лист» в данном документе называется «полотном».
В настоящем документе термин «подвижная опора» обозначает любое приспособление, содержащее поверхность, которая может двигаться в по меньшей мере одном продольном направлении. Подвижная опора может образовывать замкнутый контур, чтобы обеспечивать возможность непрерывной транспортировки в одном направлении. Подвижная опора может содержать конвейерную ленту. Подвижная опора может быть по существу плоской и может иметь структурированную или неструктурированную поверхность. Подвижная опора может не содержать отверстий на своей поверхности или может содержать отверстия, предпочтительно такого размера, чтобы они были непроницаемы для пульпы, расположенной на ней. Подвижная опора может содержать листовую подвижную и гибкую ленту. Лента может быть выполнена из металлического материала, включая, но без ограничения перечисленными, сталь, медь, сплавы железа и сплавы меди. Лента может быть выполнена из резины. Лента может быть выполнена из теплостойкого материала, так что она может быть нагрета для ускорения процесса сушки пульпы.
В данном документе термин «пульпа» обозначает подобный жидкости, вязкий или пастообразный материал, который может содержать эмульсию из другого подобного жидкости, вязкого или пастообразного материала, и который может содержать некоторое количество твердых частиц, при условии, что состояние пульпы остается подобным жидкости, вязким или пастообразным.
«Материал, содержащий алкалоиды» представляет собой материал, который содержит один или более алкалоидов. Алкалоиды могут включать никотин. Никотин может находиться, например, в табаке.
Алкалоиды представляют собой группу химических соединений природного происхождения, которые в основном содержат атомы азотистых оснований. Указанная группа также включает некоторые родственные соединения с нейтральными и даже слабокислотными свойствами. Некоторые синтетические соединения схожей структуры также именуются алкалоидами. В дополнение к углероду, водороду и азоту алкалоиды также могут содержать кислород, серу и, реже, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды вырабатываются многими организмами, в том числе бактериями, грибами, растениями и животными. Их можно выделять из неочищенных экстрактов указанных организмов посредством кислотно-основной экстракции. Примерами алкалоидов являются кофеин, никотин, теобромин, атропин, тубокурарин.
Предпочтительно материал, содержащий алкалоиды, содержит гомогенизированный табачный материал. Соответственно, в этом случае алкалоид представляет собой никотин. В настоящем документе термин «гомогенизированный табачный материал» означает материал, полученный агломерацией частиц табака, который содержит алкалоид никотин.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Процесс изготовления листов гомогенизированного табачного материала обычно включает этап, на котором смешивают табачную пыль и связующее с образованием пульпы. Затем указанную пульпу используют для получения табачного полотна. Например, посредством литья вязкой пульпы на движущуюся металлическую ленту получают так называемый формованный лист. В альтернативном варианте осуществления для получения восстановленного табака можно использовать пульпу с низкой вязкостью и высоким содержанием воды в процессе, схожем с изготовлением бумаги.
Листовой материал из табака может называться восстановленным листовым материалом, и его получают с использованием табака в виде частиц (например, восстановленного табака) или табачной смеси в виде частиц, увлажнителя и водного растворителя с получением табачной композиции. Эта табачная композиция может быть затем подвергнута литью, экструзии, раскатке или прессованию с получением листового материала из табачной композиции. Лист из табака может быть изготовлен с использованием влажного процесса, в котором мелкодисперсные частицы табака используют для получения бумагообразного материала; или процесса литья листов, в котором мелкодисперсные частицы табака смешивают со связующим материалом и осуществляют литье на движущуюся ленту с получением листа.
Гомогенизированный табачный лист обычно содержит, в дополнение к табаку, связующее. Кроме того, он может включать вещество для образования аэрозоля, такое как гуар и глицерин.
Термин «субстрат, образующий аэрозоль» означает субстрат, способный высвобождать летучие соединения, которые могут образовывать аэрозоль. Обычно субстраты, образующие аэрозоль, высвобождают летучие соединения при нагревании. Образующий аэрозоль субстрат может содержать материал, содержащий алкалоиды, содержащий летучие алкалоидные ароматические соединения, которые выделяются из образующего аэрозоль субстрата при нагреве. Субстрат, образующий аэрозоль, может содержать гомогенизированный материал.
Для образования листа из материала, содержащего алкалоиды, получают пульпу.
Пульпа может содержать несколько различных компонентов или ингредиентов. Эти компоненты могут влиять на свойства литого листа из материала, содержащего алкалоиды. Первый ингредиент представляет собой материал, содержащий алкалоиды, например, в форме порошка. Этот материал может представлять собой, например, табачную порошковую смесь, которая предпочтительно содержит основную часть табака, присутствующего в пульпе. Табачная порошковая смесь является источником основной части табака в гомогенизированном табачном материале и, следовательно, придает аромат готовому продукту, например аэрозолю, образующемуся в результате нагрева гомогенизированного табачного материала.
Предпочтительно порошок материала, содержащего алкалоиды, имеет размер от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра. Под размером частицы или порошка материала, содержащего алкалоиды, понимают размер Dv95. Каждое из приведенных выше значений указывает размер частиц Dv95. Обозначение «v» в Dv95 означает, что рассматривается объемное распределение. Использование объемных распределений вводит понятие эквивалентной сферы. Эквивалентная сфера - это сфера, эквивалентная реальной частице по свойству, которое мы измеряем. Таким образом, в методах рассеяния света это сфера, которая будет обеспечивать те же интенсивности рассеяния, что и реальная частица. Это по существу сфера, имеющая тот же объем, что и частица. Далее, обозначение «95» в Dv95 означает диаметр, при котором девяносто пять процентов распределения имеют меньший размер частиц и пять процентов имеют больший размер частиц. Таким образом, размер частиц равен такому размеру в соответствии с объемным распределением, при котором 95 процентов частиц имеют диаметр (соответствующей сферы, имеющей по существу тот же объем, что и частица) меньше указанного значения. Размер частиц 60 микрон означает, что 95 процентов частиц имеют диаметр менее 60 микрон, причем диаметр представляет собой диаметр сферы, имеющей соответствующий объем, как у частицы.
Размер Dv95 частицы измеряется с помощью анализатора распределения частиц по размеру Horiba LA-950 или LA-960. Анализатор размера частиц HORIBA LA-960 использует метод лазерной дифракции для измерения распределения размеров. Эта методика сначала использует принципы расчета размера с использованием света, рассеянного от частицы (дифракция на крае) и через частицу (преломление вторичного рассеяния). Анализ LA-960 основан на теории рассеяния Ми.
В пульпу может быть добавлено связующее для улучшения свойств при растяжении гомогенизированного листа. В пульпу может быть добавлено вещество для образования аэрозоля, чтобы способствовать образованию аэрозоля. Кроме того, с целью достижения определенной вязкости и влажности, оптимальных для литья полотна из материала, содержащего алкалоиды, в пульпу может быть добавлена вода.
Количество связующего, добавляемого в пульпу, может находиться в диапазоне от приблизительно 1 процента до приблизительно 5 процентов по сухому весу указанной пульпы. В более предпочтительном варианте оно лежит в диапазоне от приблизительно 2 процентов до приблизительно 4 процентов. Связующее, используемое в пульпе, может представлять собой любые камеди или пектины, описанные в данном документе. Связующее может обеспечивать, чтобы порошок из материала, содержащего алкалоиды, такого как табак, оставался по существу распределенным по всему гомогенизированному табачному полотну. Хотя может применяться любое связующее, предпочтительные связующие представляют собой натуральные пектины, такие как фруктовые, цитрусовые или табачные пектины; гуаровые камеди, такие как гидроксиэтилгуар и гидроксипропилгуар; камеди бобов рожкового дерева, такие как гидроксиэтиловая и гидроксипропиловая камеди бобов рожкового дерева; альгинат; крахмалы, такие как модифицированные или дериватизованные крахмалы; целлюлозы, такие как метил-, этил-, этилгидроксиметил- и карбоксиметилцеллюлоза; тамариндовую камедь; декстран; пуллалон; конжаковую муку; ксантановую камедь и т. п. Особо предпочтительным связующим для использования в настоящем изобретении является гуар.
Подходящие вещества для образования аэрозоля для включения в пульпу для материала, содержащего алкалоиды, известны из уровня техники и включают без ограничения: одноатомные спирты, такие как ментол, многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерина; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат.
Примеры предпочтительных веществ для образования аэрозоля представляют собой глицерин и пропиленгликоль.
Содержание вещества для образования аэрозоля в пульпе может составлять более чем приблизительно 5 процентов в пересчете на сухой вес. Содержание вещества для образования аэрозоля в пульпе может составлять от приблизительно 5 процентов до приблизительно 30 процентов в пересчете на сухой вес. Более предпочтительно вещество для образования аэрозоля содержится в количестве от приблизительно 10 процентов до приблизительно 25 процентов в пересчете на сухой вес пульпы. Более предпочтительно вещество для образования аэрозоля содержится в количестве от приблизительно 15 процентов до приблизительно 25 процентов в пересчете на сухой вес пульпы.
Целлюлозную пульпу, содержащую целлюлозные волокна, действующую как упрочняющее средство, предпочтительно добавляют в пульпу с целью повышения прочности на разрыв полотна материала, содержащего алкалоиды.
Целлюлозные волокна, вводимые в пульпу, обычно повышают прочность при растяжении листа материала, содержащего алкалоиды, действуя в качестве упрочняющего средства. Поэтому добавление целлюлозных волокон может повышать упругость листа материала, содержащего алкалоиды. Целлюлозные волокна для включения в пульпу для листа из материала, содержащего алкалоиды, известны в данной области техники и включают, без ограничения перечисленными, волокна древесины мягких пород; волокна древесины твердых пород; джутовые волокна; льняные волокна; табачные волокна и их комбинации. В дополнение к переработке в волокнистую массу, целлюлозные волокна могут быть подвергнуты надлежащим процессам обработки, таким как очистка, механическая переработка в волокнистую массу, химическая переработка в волокнистую массу, отбеливание, сульфатная переработка в волокнистую массу и комбинации вышеперечисленного. Целлюлозные волокна могут содержать материалы из табачных стеблей, жилок или другие материалы из табачного растения. Предпочтительно целлюлозные волокна, такие как древесные волокна, имеют низкое содержание лигнина. В альтернативном варианте осуществления вместе с указанными волокнами или в качестве альтернативы им могут использоваться растительные волокна, включая конопляные и бамбуковые. Длина целлюлозных волокон преимущественно составляет от приблизительно 0,2 миллиметра до приблизительно 4 миллиметра. Предпочтительно средняя длина на единицу массы целлюлозных волокон составляет от приблизительно 1 миллиметра до приблизительно 3 миллиметров. Кроме того, предпочтительно количество целлюлозных волокон составляет от приблизительно 1 процента до приблизительно 7 процентов в пересчете на сухой вес от общей массы пульпы (или гомогенизированного табачного листа).
Средняя длина волокон относится к их реальной длине (независимо от того, скручены ли они или имеют изгибы), измеренной с использованием устройства MORFI COMPACT, продаваемого компанией Techpap SAS. Средняя длина представляет собой математическое среднее значение длины волокон, измеренной с использованием MORFI COMPACT, по результатам измерения N волокон, где N > 5. MORFI COMPACT - это анализатор волокна, который измеряет длину волокон, следуя по их остову и, таким образом, определяя их реальную длину в развернутом виде. Измеряемые объекты считаются волокнами, если их длина составляет от 200 до 10 000 микрон, а их ширина составляет от 5 до 75 микрон. Длина волокон измеряется при добавлении деионизированной воды к волокнам и использовании программного обеспечения Morfi.
Связующее и целлюлозные волокна предпочтительно содержатся в массовом соотношении, составляющем от приблизительно 1:7 до приблизительно 5:1. Более предпочтительно связующее и целлюлозные волокна содержатся в массовом соотношении, составляющем от приблизительно 1:1 до приблизительно 3:1.
Связующее и вещество для образования аэрозоля предпочтительно содержатся в массовом соотношении от приблизительно 1:30 до приблизительно 1:1. Более предпочтительно связующее и вещество для образования аэрозоля содержатся в массовом соотношении, составляющем от приблизительно 1:20 до приблизительно 1:4.
Предпочтительно материал, содержащий алкалоиды, представляет собой табак. Связующее и частицы табака предпочтительно содержатся в массовом соотношении, составляющем от приблизительно 1:100 до приблизительно 1:10. Более предпочтительно связующее и частицы табака содержатся в массовом соотношении, составляющем от приблизительно 1:50 до приблизительно 1:15, еще более предпочтительно от приблизительно 1:30 до 1:20.
Вещество для образования аэрозоля и частицы табака предпочтительно содержатся в массовом соотношении, составляющем от приблизительно 1:20 до приблизительно 1:1. Более предпочтительно вещество для образования аэрозоля и частицы табака содержатся в массовом соотношении, составляющем от приблизительно 1:6 до приблизительно 1:2.
Вещество для образования аэрозоля и целлюлозные волокна предпочтительно содержатся в массовом соотношении, составляющем от приблизительно 1:1 до приблизительно 30:1. Более предпочтительно вещество для образования аэрозоля и целлюлозные волокна содержатся в массовом соотношении, составляющем от приблизительно 5:1 до приблизительно 15:1.
Целлюлозные волокна и частицы табака предпочтительно содержатся в массовом соотношении от приблизительно 1:100 до приблизительно 1:10. Более предпочтительно целлюлозные волокна и частицы табака предпочтительно содержатся в массовом соотношении, составляющем от приблизительно 1:50 до приблизительно 1:20.
Пульпа, образованная с использованием материала, содержащего алкалоиды, воду и предпочтительно некоторые или все описанные выше ингредиенты, может, например, содержаться в резервуаре. Пульпа может поступать в резервуар из другого места. Поэтому резервуар может не быть тем местом, где образуется пульпа. Например, пульпа может образовываться в бункере, откуда она перемещается в резервуар через подходящую систему трубок.
Пульпу внутри резервуара предпочтительно поддерживают приблизительно при температуре окружающей среды, т.е. от приблизительно 15 градусов Цельсия до приблизительно 30 градусов Цельсия.
Из резервуара пульпу переносят на подвижную опору с образованием множества листов. Предпочтительно листы образуют на поверхности подвижной опоры, например, конвейерной ленты. Направление, вдоль которого движется подвижная опора, определяет направление транспортировки.
Предпочтительно резервуар расположен над подвижной опорой, и поверхность подвижной опоры, на которой образуются листы, предпочтительно образует по существу горизонтальную поверхность.
Предпочтительно пульпу непрерывно подают в резервуар одновременно с подачей пульпы на подвижную опору с образованием множества непрерывных листов из материала, содержащего алкалоиды. Таким образом, бункер и резервуар предпочтительно имеют сообщение по текучей среде, что обеспечивает возможность перетекания пульпы из одного в другой.
Предпочтительно уровень пульпы внутри резервуара проверяют, например, с помощью подходящего датчика. Предпочтительно пульпу вводят в резервуар с помощью насоса. Более предпочтительно существует контур управления с обратной связью, в котором сигналы от датчика уровня пульпы могут изменять выходную мощность насоса.
Таким образом, предпочтительно в резервуаре поддерживается предварительно заданное количество пульпы.
Резервуар предпочтительно имеет форму короба. Предпочтительно резервуар имеет стенки. Более предпочтительно стенки, в свою очередь, включают боковые стенки. Боковые стенки могут включать первую и вторую пары противоположных стенок, называемых первой, второй, третьей и четвертой боковыми стенками. Боковые стенки преимущественно по существу вертикальны или наклонены относительно вертикальной плоскости. Первая и вторая боковые стенки и третья и четвертая боковые стенки обращены друг к другу. Предпочтительно стенки резервуара также содержат нижнюю стенку.
Резервуар содержит множество выпусков. Выпуски, например, выполнены на стенке резервуара, например, в нижней стенке. Выпуски, выполненные в резервуаре, могут быть расположены в любой конфигурации. В предпочтительном варианте они распределены по линии. Выпуски могут быть расположены на конце труб, выходящих из резервуара. В этом случае резервуар может иметь одно отверстие, например, в нижней стенке, из которого выходит основная труба. Затем основная труба разветвляется на множество труб, каждая из которых заканчивается выпуском. В альтернативном варианте осуществления в резервуаре выполнено множество отверстий, например, в нижней стенке, из которых выходит множество труб, каждая из которых начинается от отверстия и заканчивается выпуском. Таким образом, в этом случае выпуски могут быть расположены на конце труб, которые подают пульпу на подвижную опору.
Пульпа распределяется из выпусков на подвижную опору.
Пульпа может быть нанесена непосредственно на подвижную опору, или один или более листов подложки могут быть расположены между подвижной опорой и резервуаром таким образом, что пульпа наносится на лист подложки. Лист подложки может быть расположен на подвижной опоре.
Предпочтительно расстояние между двумя соседними выпусками остается постоянным для всех выпусков.
Если считать, что нижняя стенка резервуара определяет плоскость (X, Y), где X параллельна направлению транспортировки, и боковые стенки проходят по меньшей мере на некотором участке вдоль оси Z, параллельной плоскости (X, Y), предпочтительно выпуски образуют линию, параллельную оси Y. Однако выпуски могут быть расположены по множеству параллельных линий.
Движущаяся опора предпочтительно движется вдоль продольного направления - направления транспортировки - для удаления пульпы, выходящей из выпусков. Размер подвижной опоры, перпендикулярный направлению транспортировки, называется шириной подвижной опоры. Опора может содержать, например, подвижную ленту из нержавеющей стали. Опору предпочтительно перемещают с помощью барабана, который выполнен с возможностью продвижения подвижной опоры. Барабан дополнительно выполнен с возможностью нахождения в тепловом контакте с подвижной основой для листов из материала, содержащего алкалоиды.
Множество выпусков распределяет пульпу на подвижной опоре или на листе подложки, размещенном на подвижной опоре, в различных местах. В связи с тем, что подвижная опора движется вдоль направления транспортировки, распределенная пульпа образует различные листы пульпы, по одному для каждого отдельного выпуска, проходящие вдоль направления транспортировки. Размер листов, образованных на подвижной опоре в направлении, перпендикулярном направлению транспортировки, называется шириной листа.
Предпочтительно ширина каждого листа составляет от приблизительно 10 миллиметров до приблизительно 300 миллиметров. Предпочтительно все листы, которые одновременно образуются из выпусков, имеют по существу одинаковую ширину.
Предпочтительно листы, образованные из выпусков, не перекрываются, то есть каждый лист имеет одну поверхность, контактирующую с подвижной опорой или листом подложки. Лист не лежит поверх другого листа. Предпочтительно отсутствует контакт между различными листами, образованными из различных выпусков.
Листы поддерживают отделенными друг от друга во время движения подвижной опоры. Если не поддерживать листы разделенными, из-за по существу жидкого или пастообразного состояния пульпы будет иметь место тенденция к соединению листов друг с другом с образованием единого листа. Таким образом, параллельные листы, образуемые выпусками, расположенными в разных положениях, поддерживают отделенными друг от друга в процессе транспортирования их подвижной основой вдоль направления транспортировки.
Таким образом, одновременно образуется множество листов, при этом каждый лист имеет относительно «малую» ширину, которая подходит для дальнейших этапов обработки, например, для образования изделия, генерирующего аэрозоль. Исключаются такие этапы как разделение листа на множество меньших листов вдоль направления транспортировки.
Предпочтительно по меньшей мере на некотором участке подвижной опоры предусмотрен лист подложки. Предпочтительно предусмотрено количество листов подложки, равное количеству выпусков. Пульпу, таким образом, размещают над листами подложки, так что вместе они образуют множество листов из материала, содержащего алкалоиды.
Лист подложки предпочтительно представляет собой лист подложки, содержащий волокна. Лист подложки может применяться для образования листа из материала, содержащего алкалоиды, характеризующегося относительно высокой прочностью на растяжение. Его можно применять с пульпой с низким содержанием волокон для укрепления получаемых листов из материала, содержащего алкалоиды.
Лист подложки, содержащий волокна, обычно представляет собой относительно «прочный» лист, прочность на растяжение которого такова, что его можно транспортировать между валками без необходимости использования дополнительной подложки, с которой он должен контактировать. Прочность на разрыв листа подложки предпочтительно составляет от приблизительно 0,1 ньютон/(миллиметр)2 до приблизительно 1 ньютон/(миллиметр)2.
Лист подложки может быть изготовлен из различных материалов, природных или синтетических, включая целлюлозу, коноплю, кенаф, бамбуковую пульпу, хлопок, шелк, дерево или их комбинацию. Выбор материала осуществляется в соответствии с ожидаемыми механическими свойствами конечного листа, содержащего материал, содержащий алкалоиды.
Волокна в листе подложки могут быть ткаными или неткаными. В случае нетканых волокон они могут быть ориентированы преимущественно в одном направлении. Кроме того, волокна могут быть, например, ориентированы случайным образом. В случае тканых волокон могут применяться различные варианты плетения. Лист подложки может содержать мат из волокон. Волокна могут быть расположены случайным образом, уплощены в лист или сотканы в ткань. Лист подложки может содержать связующее для удерживания волокон вместе. Связующее может содержать метилцеллюлозу.
Предпочтительно лист подложки представляет собой плетеный лист. Плетеный лист - это лист, в котором волокна переплетены. Могут быть переплетены не все волокна, а их часть. Плетеный лист позволяет достичь однородности и относительно высокой механической прочности.
Содержание волокон в листе подложки предпочтительно составляет менее 50 грамм/(метр)2.
Лист подложки предпочтительно содержит целлюлозные волокна. Целлюлозные волокна для образования листа известны в данной области техники и включают, без ограничения перечисленными: волокна древесины мягких пород, волокна древесины твердых пород, джутовые волокна, льняные волокна, табачные волокна и их комбинации. В дополнение к переработке в волокнистую массу, целлюлозные волокна могут быть подвергнуты надлежащим процессам обработки, таким как очистка, механическая переработка в волокнистую массу, химическая переработка в волокнистую массу, отбеливание, сульфатная переработка в волокнистую массу и комбинации вышеперечисленного. Целлюлозные волокна могут содержать материалы из табачных стеблей, жилок или другие материалы из табачного растения. Предпочтительно целлюлозные волокна, такие как древесные волокна, имеют низкое содержание лигнина. В альтернативном варианте осуществления волокна, такие как растительные волокна, включая конопляные и бамбуковые, могут использоваться вместе с описанными выше волокнами или в качестве альтернативы.
Лист подложки, содержащий волокна, содержит волокна, имеющие среднюю длину волокна, составляющую от приблизительно 0,7 миллиметра до приблизительно 50 миллиметров. Более предпочтительно волокна листа подложки, содержащего волокна, имеют среднюю длину волокна, составляющую от приблизительно 1 миллиметра до приблизительно 25 миллиметров. Более предпочтительно волокна листа подложки, содержащего волокна, имеют среднюю длину волокна, составляющую от приблизительно 1 миллиметра до приблизительно 10 миллиметров. Более предпочтительно волокна листа подложки, содержащего волокна, имеют среднюю длину волокна, составляющую от приблизительно 1 миллиметра до приблизительно 5 миллиметров. Еще более предпочтительно волокна листа подложки, содержащего волокна, имеют среднюю длину волокна, составляющую от приблизительно 1,2 миллиметра до приблизительно 1,8 миллиметров.
Средняя длина волокон относится к их реальной длине (независимо от того, скручены ли они или имеют изгибы), измеренной с использованием устройства MORFI COMPACT, продаваемого компанией Techpap SAS. Средняя длина представляет собой математическое среднее значение длины волокон, измеренной с использованием MORFI COMPACT, по результатам измерения N волокон, где N > 5. MORFI COMPACT - это анализатор волокна, который измеряет длину волокон, следуя по их остову и, таким образом, определяя их реальную длину в развернутом виде. Измеряемые объекты считаются волокнами, если их длина составляет от 200 до 10 000 микрон, а их ширина составляет от 5 до 75 микрон. Длина волокон измеряется при добавлении деионизированной воды к волокнам и использовании программного обеспечения Morfi.
Лист подложки определяет первую поверхность и вторую поверхность, противоположные друг другу. Первая поверхность или вторая поверхность может представлять собой по существу плоскую поверхность. Первая поверхность или вторая поверхность могут быть горизонтальными, т. е. параллельными горизонтальной плоскости или наклоненными.
Вторая поверхность предпочтительно находится в контакте с подвижной опорой, а на первую поверхность наносят пульпу.
Пульпа, которая вступает в контакт с листом подложки, может быть полностью абсорбирована или адсорбирована листом субстрата. Пульпа может образовывать слой, называемый вторым слоем, на первой поверхности листа подложки. Пульпа может быть частично абсорбирована или адсорбирована листом субстрата и частично покрывать первую поверхность листа подложки.
Предпочтительно нанесение пульпы может образовывать второй слой на листе подложки. По существу, образуется слой покрытия из пульпы на первой поверхности листа подложки.
Нанесение пульпы может обеспечивать пропитывание листа подложки пульпой.
В зависимости от состава листа подложки или пульпы либо составов как листа подложки, так и пульпы, например, в зависимости от количества воды или связующего, содержащихся в пульпе, пульпа может абсорбироваться или адсорбироваться листом подложки минимально, частично или по большей части. Если пульпа абсорбируется листом подложки только минимально или частично, формируют второй слой на поверхности листа подложки, на которую наносят пульпу, и образуется многослойный лист.
Если имеет место процесс сорбции, при котором пульпа абсорбируется или адсорбируется листом субстрата, лист подложки пропитывается пульпой. Пульпа может полностью абсорбироваться листом подложки. Пульпа также может как образовывать слой покрытия, так и пропитывать лист подложки.
Сорбция - это физико-химический процесс, в котором одно вещество прикрепляется к другому. Конкретными случаями сорбции являются: абсорбция, при которой происходит включение вещества в одном состоянии в другое вещество в другом состоянии, в этом случае такая жидкая пульпа абсорбируется твердым листом подложки; или адсорбция, при которой происходит физическое прикрепление или связывание ионов и молекул на поверхности другой фазы.
Полученный лист, образованный листом подложки и пульпой, нанесенной на первую поверхность, может иметь различный состав в поперечном сечении, перпендикулярном первой поверхности листа подложки. На второй поверхности может присутствовать самая низкая концентрация пульпы. На первой поверхности может присутствовать самая высокая концентрация пульпы. Между первой поверхностью и второй поверхностью может присутствовать комбинация материала подложки и пульпы в различных концентрациях.
Предпочтительно способ включает этап одновременной сушки параллельных листов материала, содержащего алкалоиды. После литья листы предпочтительно сушат для уменьшения содержания в них влаги и последующего «отверждения». Для сушки листов можно использовать сушильную установку, сокращенно, «сушилку». Все листы сушат вместе, что ускоряет процесс. Кроме того, сушка «меньших» листов по сравнению с более широким листом может обеспечить более равномерное высушивание самих листов, что минимизирует возникающие дефекты.
В сушильной станции температуру листов предпочтительно повышают, чтобы обеспечить возможность снижения влажности внутри листов. Предпочтительно влажность указанных листов во время литья, т.е. влажность пульпы, составляет от приблизительно 60 процентов до приблизительно 80 процентов. Предпочтительно влажность указанных листов на момент окончания сушки составляет от приблизительно 7 процентов до приблизительно 15 процентов в пересчете на сухой вес листов материала, содержащего алкалоиды. Предпочтительно влажность указанных листов материала, содержащего алкалоиды, на момент окончания сушки составляет от приблизительно 8 процентов до приблизительно 12 процентов в пересчете на сухой вес листов материала, содержащего алкалоиды. Влажность пульпы во время литья и на момент окончания сушки является параметром, который важно контролировать, поскольку он влияет на однородность листов и на технологичность листов из материала, содержащего алкалоиды, на последующих этапах производства.
Было обнаружено, что идеальный уровень влажности пульпы составляет от приблизительно 60 процентов до приблизительно 80 процентов. Ниже этого предпочтительного диапазона плотность пульпы во время литья будет такой, что она будет часто приводить к возникновению дефектов в формируемых листах. Кроме того, уровень влажности вне указанного диапазона может привести к снижению прочности листов при растяжении, что может затруднить эффективное манипулирование с листами из материала, содержащего алкалоиды, на последующих этапах обработки. Соответственно, избыток влаги, который требуется удалить из листов на этапе сушки, является сравнительно большим.
Удаление влаги предпочтительно осуществляют путем воздействия потока нагретой текучей среды. Например, нагретая текучая среда может представлять собой осушающий воздух, при этом осушающий воздух имеет более высокую температуру, чем температура литого листа. Также можно использовать пар.
Предпочтительно этап подачи пульпы из выпусков на подвижную опору включает этап распыления или выталкивания пульпы на подвижную опору. Для подачи пульпы из резервуара на подвижную опору пульпу можно распылять или выталкивать, например, с помощью подходящих сопел или пистолетов, на подвижную опору. Это дает возможность простого и эффективного образования листов.
Предпочтительно способ включает этап независимого регулирования давления или расхода пульпы, подаваемой из каждого из множества выпусков. Предпочтительно расход по меньшей мере одного выпуска регулируют независимо от других. Более предпочтительно способ включает этап изменения давления пульпы, подаваемой из каждого из множества выпусков, на основе расхода пульпы, подаваемой из этого же выпуска. В предпочтительном варианте отслеживают количество и давление пульпы, выходящей из каждого выпуска. Это отслеживание может быть частью контура обратной связи, так что давление, при котором пульпа выталкивается или распыляется на подвижную опору, можно варьировать в зависимости от количества пульпы, подаваемого в единицу времени на подвижную опору. Таким образом достигается оптимальное распределение пульпы на подвижной опоре. Кроме того, количество пульпы, используемое для образования каждого из множества листов, предпочтительно одинаково.
Предпочтительно способ включает этап перемешивания пульпы в резервуаре. Пульпа обычно достигает резервуара в перемешанном состоянии. Для получения пульпы, имеющей по существу одинаковые характеристики на всех выпусках в резервуаре, которые расположены в разных местах, также предпочтительно осуществляется перемешивание внутри резервуара, например, с помощью смесительного устройства, такого как шнековый транспортер. Кроме того, постоянное перемешивание или смешивание позволяет избежать высыхания отдельных частей пульпы.
Предпочтительно способ включает этап нагревания пульпы на одном или более из множества выпусков или внутри резервуара. «Горячая» пульпа представляет собой менее вязкую пульпу, поэтому она легче распределяется на подвижной опоре, в частности, путем распыления или выталкивания. Предпочтительно температура пульпы в области выпуска составляет от приблизительно 20 градусов Цельсия до приблизительно 50 градусов Цельсия.
Предпочтительно способ включает ориентирование потока пульпы, подаваемой из одного или более из множества выпусков относительно подвижной опоры. Предпочтительно можно регулировать направление, в котором пульпа из резервуара достигает подвижной опоры. Предпочтительно также можно изменять форму потока пульпы. Это позволяет варьировать поток пульпы в зависимости от того, какие листы желательно получить, достигая большей точности в формовании листа.
Настоящее изобретение также относится к установке для производства множества листов из материала, содержащего алкалоиды, содержащей: резервуар, выполненный с возможностью содержать пульпу, имеющий множество выпусков; подвижную опору, выполненную с возможностью движения по направлению транспортировки; множество разделителей, расположенных параллельно направлению транспортировки и в контакте с поверхностью подвижной опоры, причем разделители разделяют поверхность подвижной опоры на множество секций; при этом каждый из множества выпусков расположен над одной из секций.
Преимущества такой установки уже были описаны в отношении способа и не будут повторяться здесь. Пульпа из резервуара переносится через выпуски на подвижную опору. Для того, чтобы удерживать листы из пульпы отделенными друг от друга, подвижная опора на одной из своих поверхностей, предпочтительно на поверхности, обращенной к резервуару, содержит множество разделителей, таким образом, что пульпа, образующая различные листы, «удерживается» в своем пространстве, образованном разделителями, то есть она удерживается в ограниченной части поверхности подвижной опоры.
Каждый выпуск обеспечивает подачу на секцию подвижной опоры, образованную разделителями. Предпочтительно каждый из множества выпусков обеспечивает подачу на разные секции, однако также возможны конфигурации, в которых подача на одну секцию обеспечивается более чем одним выпуском.
Предпочтительно установка содержит распылительный или выталкивающий пистолет на каждом из множества выпусков. Пистолет, например, расположенный на конце трубы, выходящей из каждого выпуска, используется для распыления или выталкивания пульпы на соответствующую ему секцию подвижной ленты.
Предпочтительно устройство содержит регулятор давления на каждом из множества выпусков. Предпочтительно установка содержит расходомер на каждом из множества выпусков. Предпочтительно предусмотрен контроль параметров потока пульпы из резервуара на подвижную опору.
Предпочтительно ширина секций в направлении, перпендикулярном направлению транспортировки, предпочтительно составляет от приблизительно 10 миллиметров до приблизительно 300 миллиметров. Предпочтительно ширина каждого из множества листов является такой, что она равна или близка к «стандартной» ширине меньших бобин, получаемых в результате разделения «главного» листа, таким образом, что небольшие листы могут быть сразу подвергнуты дополнительным этапам обработки для получения, например, изделия, генерирующего аэрозоль.
Предпочтительно высота секций в направлении, перпендикулярном направлению транспортировки, предпочтительно составляет от приблизительно 10 миллиметров до приблизительно 100 миллиметров. Предпочтительно толщина каждого из множества листов составляет от приблизительно 5 миллиметров до приблизительно 20 миллиметров. Предпочтительно толщина всех листов из множества листов является по существу одинаковой. Высота секций, где под высотой понимают размер, по существу перпендикулярный поверхности подвижной опоры, на которую нанесена пульпа, является достаточно большой, чтобы секция содержала количество пульпы, необходимое для получения требуемой толщины листа.
Предпочтительно размер или форма каждого из множества выпусков является изменяемой. Размер и/или форму выпуска можно менять для лучшего управления потоком пульпы.
Далее настоящее изобретение будет дополнительно описано со ссылкой на прилагаемые графические материалы, на которых:
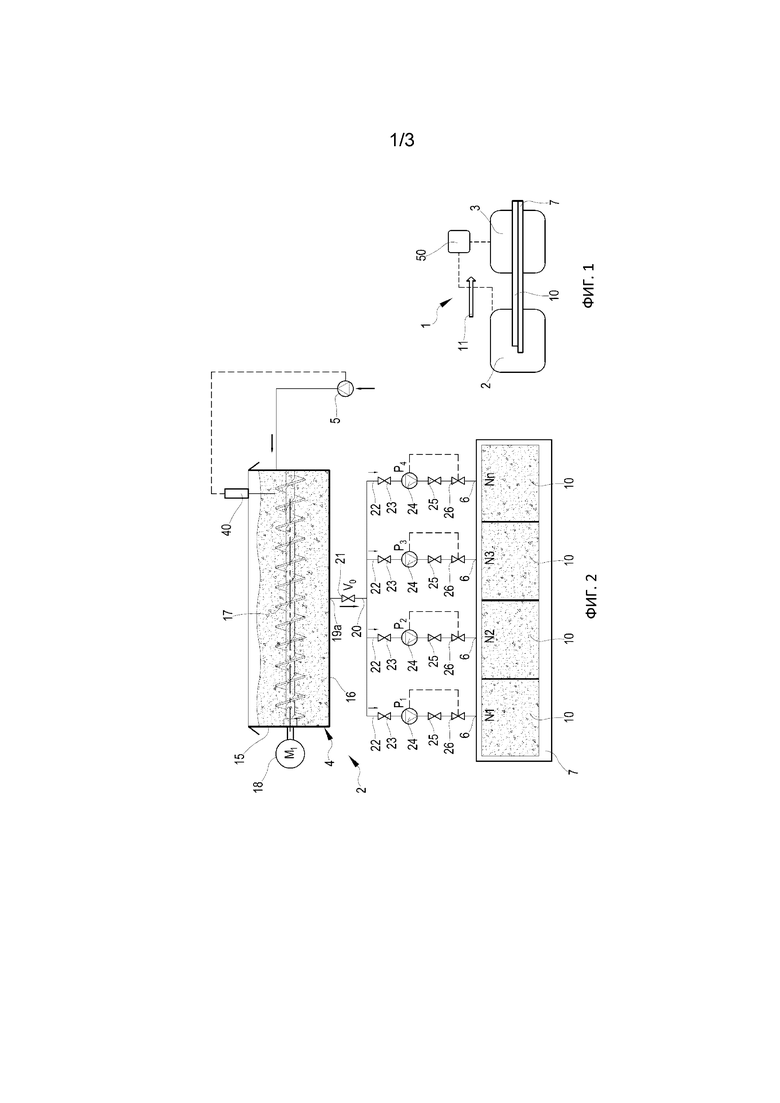
ФИГ. 1 представляет собой схематический вид установки для производства множества листов из материала, содержащего алкалоиды, согласно настоящему изобретению;
ФИГ. 2 представляет собой более подробный вид спереди установки, показанной на ФИГ. 1;
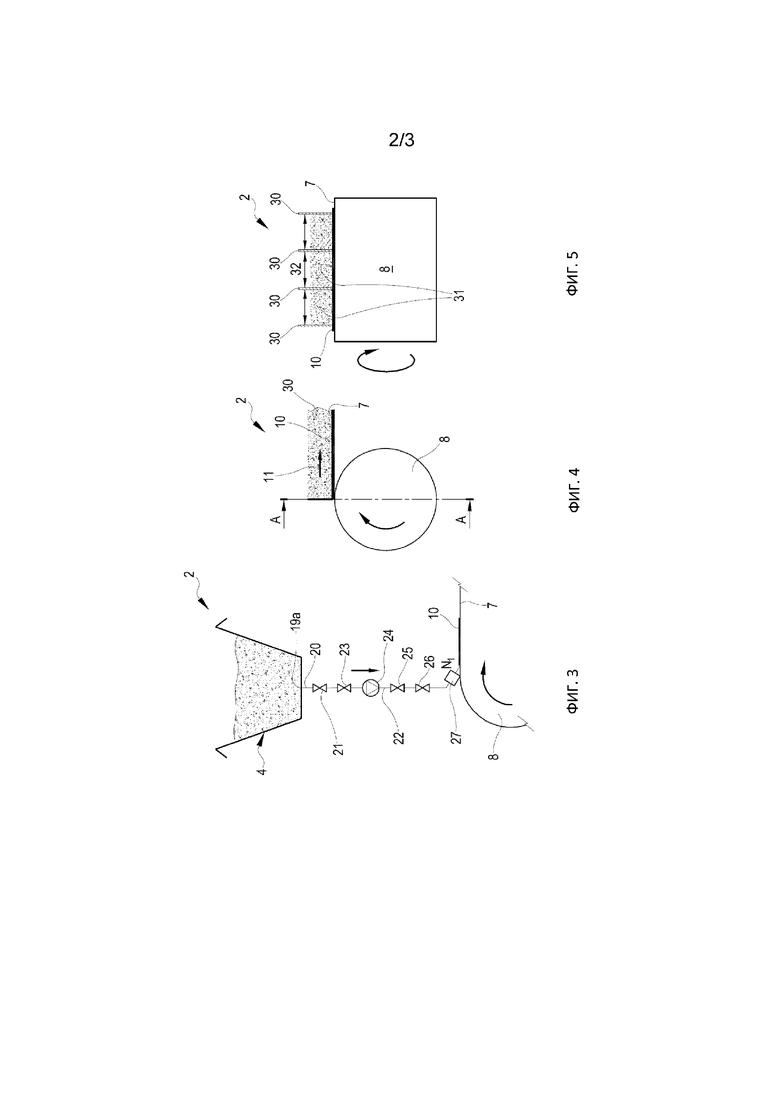
ФИГ. 3 представляет собой более подробный схематический вид сбоку части установки, показанной на ФИГ. 1;
ФИГ. 4 представляет собой вид сбоку детали установки, показанной на ФИГ. 1;
ФИГ. 5 представляет собой вид спереди в разрезе детали, показанной на ФИГ. 3; и
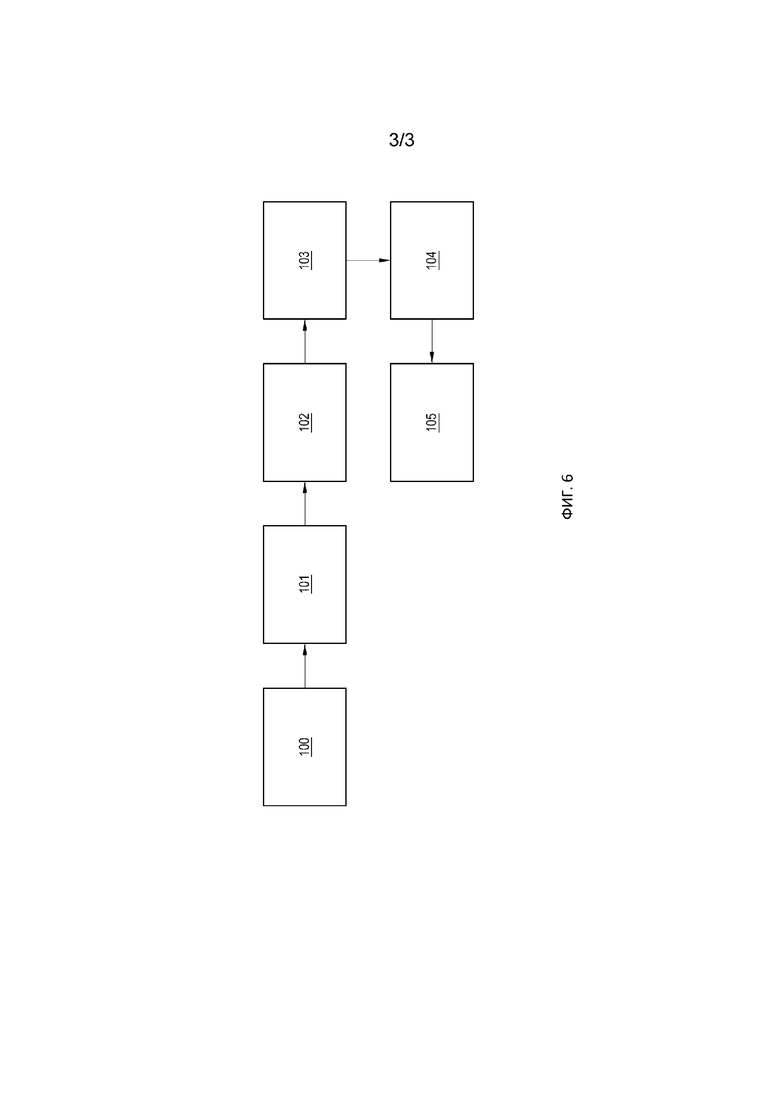
ФИГ. 6 представляет собой схему способа производства множества листов из материала, содержащего алкалоиды, согласно настоящему изобретению.
Рассмотрим вначале ФИГ. 1, на которой показана и обозначена номером позиции 1 установка согласно настоящему изобретению для производства множества листов из материала, содержащего алкалоиды, и все листы обозначены номером 10. В этом варианте осуществления множество листов 10 представляет собой листы из гомогенизированного табачного материала.
Установка 1 для производства множества листов из гомогенизированного табачного материала содержит устройство 2 для формования листов, а также предпочтительно сушильное устройство 3, расположенное ниже по потоку от устройства 2 для формования листов в направлении движения 11 (показано стрелкой на ФИГ. 1) множества листов из материала 10, содержащего алкалоиды.
Как показано на ФИГ. 2, устройство 2 для формования листов содержит резервуар 4, в который вводится пульпа для образования полотен из гомогенизированного табачного материала, насос 5 для введения пульпы в резервуар, множество выпусков, каждый из которых обозначен номером 6, и подвижную опору 7, на которую поступает пульпа из выпусков 6. Резервуар 4 может иметь любую геометрическую форму, и в представленном варианте осуществления он по существу представляет собой призму. Пульпа из буферных резервуаров или бункеров (не показаны на графических материалах) перемещается посредством насоса 5 в резервуар. Предпочтительно насос 5 содержит регулятор (не показан на графических материалах) расхода для регулирования количества пульпы, вводимой в резервуар 4. Насос 5 преимущественно выполнен так, чтобы обеспечивать поддержание минимально необходимого времени для транспортировки пульпы. Кроме того, датчик 40 присутствует в резервуаре 4 для измерения уровня пульпы. Предпочтительно между датчиком 40 и насосом 5 имеется обратная связь, так что в резервуаре 4 поддерживается по существу постоянный уровень пульпы.
Резервуар 4 содержит боковые стенки 15, а также дополнительно содержит нижнюю стенку 16. Внутри резервуара может присутствовать мешалка 17 для перемешивания и/или смешивания пульпы. Мешалка может представлять собой, например, шнековый транспортер, приводимый в движение двигателем 18.
Устройство 2 для формования листов содержит также подвижную основу 7, на которую подается пульпа с образованием полотен из гомогенизированного табачного материала 10. Подвижная основа 7 содержит, например, непрерывную ленту 7 из нержавеющей стали, содержащую барабанный узел. Указанный барабанный узел содержит главный барабан 8 (показан на ФИГ. 3-5), который двигает подвижную опору 7 и расположен ниже резервуара 4. Предпочтительно резервуар 4 установлен над главным барабаном 8. Направление транспортировки подвижной опоры 7 соответствует направлению движения 11.
Предпочтительно ширина резервуара 4 (где ширина соответствует направлению, перпендикулярному направлению 11 транспортировки) предпочтительно является по существу идентичной ширине подвижной опоры 7.
В нижней стенке 16 резервуара выполнено отверстие 16a, соединенное с главной трубой 20. Главный клапан 21 регулирует поток пульпы через главную трубу 20. После главного клапана 21 в направлении потока пульпы главная труба 20 разветвляется на множество ответвленных труб, причем все они обозначены номером 22. Количество ответвленных труб 22 равно числу выпусков 6, и фактически каждая ответвленная труба 22 на своем свободном конце заканчивается выпуском 6.
В другом, не показанном варианте осуществления множество отверстий выполнено непосредственно в нижней стенке 16, и подсоединено множество труб, причем каждая труба соединена с отдельным отверстием.
Каждая ответвленная труба содержит клапан 23, за которым следует объемный насос 24, например, кулачковый насос или насос с зубчатой передачей, регулятор давления 25 и расходомер 26. Элементы 23-26 перечислены в направлении потока пульпы от самого высокого по потоку (клапан 23, расположенный ниже по потоку от главного клапана 21) до самого нижнего по потоку (расходомер 26). Предпочтительно расходомер 26 и объемный насос 24 являются частью системы обратной связи, так что значение, выдаваемое расходомером 26, используется в регулировании объема пульпы, доставляемой насосом 24 по трубе 22.
Последовательности элементов показаны на ФИГ. 3, где приведен вид сбоку устройства 2 для формовки листов.
Каждая ответвленная труба 22 заканчивается пистолетом 27, где присутствует выпуск 6. Каждый пистолет 27 содержит сопло (не показано), представляющее выпуск, при этом сопло может представлять собой щель, например, для впрыскиваемой пульпы, или круг для распыляемой пульпы.
Пистолет 27 может представлять собой струйный пистолет или распылительный пистолет. В обеих системах, со струйным или распылительным пистолетом, можно отрегулировать положение и/или наклон пистолета. Кроме того, сжатый воздух может использоваться для выталкивания пульпы с помощью регулятора давления воздуха. В случае струйных пистолетов выпускное отверстие предпочтительно имеет регулируемую форму и размеры. В случае струйных пистолетов они предпочтительно имеют регулируемую форму распыления (конус, спираль и т. д.).
Пистолеты 27 предпочтительно образуют линию, то есть они выровнены вдоль оси, и эта линия предпочтительно перпендикулярна направлению 11 транспортировки.
Кроме того, каждая ответвленная труба 22 может содержать электрический нагревательный элемент и датчик температуры (не показаны на графических материалах). Нагрев используется для предотвращения охлаждения пульпы во время переноса.
Как лучше видно на ФИГ. 4 и 5, подвижная опора 7 определяет поверхность 7a. Поверхность 7a предпочтительно является плоской. Подвижная опора 7 содержит множество разделителей 30, расположенных на поверхности 7a подвижной опоры 7 в контакте с пульпой. Разделители 30 разделяют поверхность 7a подвижной опоры на секции 31. Разделители 30 предпочтительно содержат стенки, такие как вертикальные стенки, которые параллельны друг другу. Стенки параллельны направлению 11 транспортировки и присоединены винтами к ремню таким образом, чтобы они двигались/поворачивались вместе с ремнем. Ширина 32 каждой секции предпочтительно представляет собой ширину стандартных «маленьких бобин» (например, предпочтительно от приблизительно 10 миллиметров до приблизительно 300 миллиметров), используемых для дальнейшей обработки листа 10. Ширина 32 всех секций предпочтительно одинакова.
Предпочтительно пистолет 27 ассоциирован с каждой секцией 31. Каждый пистолет 27 имеет свою секцию для покрытия пульпой.
Кроме того, над подвижной основой 7 предпочтительно расположены дополнительные датчики (не показаны) для измерения веса на квадратный сантиметр и толщины полотна из гомогенизированного табачного материала на подвижной основе 7. Датчик может представлять собой, например, нуклонную измерительную головку. Предпочтительно предусмотрены также дополнительные датчики, также не показанные на чертежах, такие как датчик для выявления и определения местоположения дефектов литого полотна из гомогенизированного табака, датчик для определения влажности пульпы и параллельных листов 10 и датчик температуры для определения температуры пульпы в резервуаре 4.
Предпочтительно все датчики передают сигналы, относящиеся к соответствующим измеряемым ими параметрам (температуре, уровню влажности пульпы, дефектам и т. д.), в центральный блок 50 управления (см. ФИГ. 1). Предпочтительно центральный блок 50 управления электрически соединен с одним, некоторыми из или всеми насосами 5, 24, приводами, двигателями 18, датчиками 40, пистолетами 27, расходомерами 26 или с другим схемами и приводами в устройстве 2 или в устройстве для приготовления пульпы (не показано). В случае обнаружения в/на листах 10 дефектов или неоднородности либо в случае, если характеристики листов 10 выходят за пределы предварительно заданного диапазона, центральный блок 50 управления может осуществлять управление изменениями параметров процесса и, таким образом, оказывать влияние на характеристики пульпы или на параметры формования листов. Эти параметры процесса могут представлять собой, например, любое из размера сопел в пистолетах 27, расхода пульпы, температуры пульпы, формы распыления или количества пульпы в резервуаре 4 или их комбинации.
Сушильное устройство 3 содержит множество отдельных зон сушки. Каждая сушильная зона предпочтительно имеет паровой нагрев с нижней стороны опоры и нагретый воздух над подвижной опорой 7, а также предпочтительно регулируемые средства управления выпуском воздуха. Внутри сушильного устройства 3 полотно из гомогенизированного табака высушивают до требуемой конечной влажности на опоре 7.
Как показано на ФИГ. 6, установка 1, содержащая устройство 2 для формования листов, функционирует следующим образом. На этапе 100 пульпу, образованную предпочтительно путем смешения и объединения табачного порошка, воды и других ингредиентов, перемещают из накопительного резервуара (не показан) с использованием, например, встроенных мешалок производственной линии (также не показаны) к устройству 2 для формования листов внутрь резервуара 4. На этапе 101 главный клапан 21 открывают, и пульпа достигает ответвленных труб 22. Соответственно, пистолеты 27 приводятся в действие на этапе 102 таким образом, что пульпу подают на подвижную опору 7, например, на ленту 7 из нержавеющей стали. Каждый пистолет 27 наносит пульпу на отдельную секцию 31, выполненную на подвижной опоре 7. Кроме того, любой из этапов 100-102 предпочтительно включает отслеживание уровня пульпы в резервуаре 4, влажности пульпы внутри резервуара 4 и плотности пульпы с помощью соответствующих датчиков.
Толщину и граммаж листов 10, контролируемые с помощью нуклонного датчика сразу же после литья, непрерывно отслеживают и регулируют с обратной связью с помощью устройства для измерения параметров пульпы. Формирование листов осуществляют с помощью пистолетов 27, которые распыляют или впрыскивают пульпу в различных секциях 31, выполненных на подвижной опоре 7. Благодаря стенкам 30 листы остаются разделенными во время транспортировки.
Далее листы 10 подвергают этапу сушки 103 посредством сушильного устройства 3. Листы 10 продолжают перемещаться на подвижной опоре таким образом, что попадают в сушильный аппарат вместе, таким образом, их сушка предпочтительно является одновременной. Этап сушки включает предпочтительно однородную и мягкую сушку листов в сушилке с бесконечной лентой из нержавеющей стали и раздельно регулируемыми зонами. Во время сушки предпочтительно осуществляют этап (не показан) отслеживания температуры листов в каждой сушильной зоне для обеспечения плавного профиля сушки в каждой сушильной зоне. Полотна сушат до требуемой конечной влажности на стальной ленте 7 посредством воздушной сушки снизу и сверху с нагревом посредством парового котла. Каждая сушильная зона оснащена средствами регулирования расхода и давления пара, причем температура воздуха и расход воздуха являются полностью регулируемыми для обеспечения требуемого профиля сушки и соблюдения продолжительности обработки продукта.
Предпочтительно в конце этапа 103 сушки листы гомогенизированного табачного материала удаляют с опоры 7, например, с помощью скребка. Этап 104 снятия листов после сушильной станции предпочтительно осуществляют при требуемом содержании влаги.
После этапа 103 сушки листы 10 предпочтительно сматывают в несколько «маленьких» бобин на этапе 105 намотки. Бобины можно затем использовать для производства изделия, генерирующего аэрозоль (не показано).
Группа изобретений относится к установке для производства множества листов из материала, содержащего алкалоиды, для применения в изделии, генерирующем аэрозоль, и способу производства множества листов из материала, содержащего алкалоиды. Способ производства множества листов из материала, содержащего алкалоиды, для применения в изделии, генерирующем аэрозоль, включает: обеспечение наличия пульпы, содержащей материал, содержащий алкалоиды и воду, в резервуаре; обеспечение множества выпусков в указанном резервуаре; подачу пульпы из выпусков на подвижную опору с образованием множества параллельных листов из материала, содержащего алкалоиды; и поддержание параллельных листов из материала, содержащего алкалоиды, разделенными на подвижной опоре при движении подвижной опоры. Технический результат – минимизация повреждений листа в процессе производства. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Способ производства множества листов из материала, содержащего алкалоиды, для применения в изделии, генерирующем аэрозоль, включающий:
обеспечение наличия пульпы, содержащей материал, содержащий алкалоиды и воду, в резервуаре;
обеспечение множества выпусков в указанном резервуаре;
подачу пульпы из выпусков на подвижную опору с образованием множества параллельных листов из материала, содержащего алкалоиды; и
поддержание параллельных листов из материала, содержащего алкалоиды, разделенными на подвижной опоре при движении подвижной опоры.
2. Способ по п. 1, включающий:
одновременную сушку параллельных листов материала, содержащего алкалоиды.
3. Способ по п. 1 или 2, при котором при подаче пульпы из выпусков на подвижную опору:
распыляют или выталкивают пульпу на подвижную опору.
4. Способ по любому из предыдущих пунктов, включающий:
независимое регулирование давления или расхода пульпы, подаваемой из каждого из множества выпусков.
5. Способ по п. 4, включающий:
изменение давления пульпы, подаваемой из каждого из множества выпусков, на основе расхода пульпы, подаваемой из этого же выпуска.
6. Способ по любому из предыдущих пунктов, включающий:
перемешивание пульпы в резервуаре.
7. Способ по любому из предыдущих пунктов, включающий:
нагревание пульпы на одном или более из множества выпусков или внутри резервуара.
8. Способ по одному или более из предыдущих пунктов, включающий:
ориентирование потока пульпы, подаваемой из одного или более из множества выпусков относительно подвижной опоры.
9. Установка для производства множества листов из материала, содержащего алкалоиды, для применения в изделии, генерирующем аэрозоль, содержащая:
резервуар, выполненный с возможностью содержать пульпу, содержащий множество выпусков;
подвижную опору, выполненную с возможностью движения по направлению транспортировки;
множество разделителей, расположенных параллельно направлению транспортировки и в контакте с поверхностью подвижной опоры, при этом разделители делят поверхность подвижной опоры на некоторое количество секций;
причем каждый из множества выпусков расположен над одной из секций.
10. Установка по п. 9, содержащая распылительный пистолет или струйный пистолет на каждом из множества выпусков.
11. Установка по п. 9 или 10, содержащая регулятор давления на каждом из множества выпусков.
12. Установка по любому из пп. 9-11, содержащая расходомер на каждом из множества выпусков.
13. Установка по любому из пп. 9-12, в которой ширина секций в направлении, перпендикулярном направлению транспортировки, предпочтительно составляет от 10 до 300 миллиметров.
14. Установка по любому из пп. 9-13, в которой высота разделителей в направлении, перпендикулярном направлению транспортировки, предпочтительно составляет от 10 до 100 миллиметров.
15. Установка по любому из пп. 9-14, в которой размер или форма каждого из множества выпусков являются изменяемыми.
| СПОСОБ УПРАВЛЕНИЯ ПОЛЕВЫМ ТРАНЗИСТОРОМ | 1992 |
|
RU2054211C1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АНТИГЕНОВ | 1991 |
|
RU2006036C1 |
| СПОСОБ ПРОИЗВОДСТВА ВОССТАНОВЛЕННОГО ТАБАЧНОГО ЛИСТА И ТАБАЧНЫЙ ПРОДУКТ | 1993 |
|
RU2119761C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИИ ТАЗОВОЙ ДИАФРАГМЫ | 1991 |
|
RU2006035C1 |

