Область техники настоящего изобретения
[0001] Настоящее изобретение относится к печи с подвижной балочной погрузочно-разгрузочной системой.
[0002] Печь согласно настоящему изобретению представляет собой печь, предназначенную для производства из черных металлов любых промежуточных или конечных изделий, таких как плиты, круглые слитки, квадратные заготовки, трубы и т.д.
[0003] Печь согласно настоящему изобретению находит определенное применение в нагревании и термической обработке материалов на основе черных металлов и материалов на основе цветных металлов.
Уровень техники настоящего изобретения
[0004] Как хорошо известно, одна из главных проблем, связанных с погрузкой и разгрузкой продуктов, которые предназначены для нагревания или термической обработки внутри печной камеры, заключается в том, что происходит охлаждение материалов, подвергаемых нагреванию/термической обработке, в локализованной области в точке контакта между материалом и опорой (так называемой балкой), на которой он находится.
[0005] Эта локализованная холодная область, называемая техническим термином «холодная точка», может создавать проблемы на последующей стадии прокатки термически обработанного материала. Поскольку прокатка представляет собой пластическую деформацию, осуществляемую в отношении массы материала, в которой присутствуют области, имеющие различные температуры, при равном напряжении деформации возникают различные остаточные напряжения с последующим образованием трещин, которые могут вызывать еще более серьезные последствия для дальнейших технологических процессов или конечного продукта.
[0006] Локализованное охлаждение происходит по двум различным причинам:
[0007] непосредственный контакт между материалом и опорой (балкой): в нагревательных печах, как правило, является значительной масса материала, подлежащего обработке, и если оказываются высокими температуры, то конструкции, на которых находится материал, должны обязательно охлаждаться, таким образом, чтобы они сохранили свою структурную целостность; охлаждение конструкции неизбежно приводит к образованию холодной точки, которая производит локализованное охлаждение массы материала, подлежащего нагреванию;
[0008] уменьшение радиационного теплообмена вследствие тени, которую создает опора: присутствие несущей опоры для массы, подлежащей нагреванию, предотвращает нагревание материала вблизи опоры в такой же степени, как нагревание остальной части свободной поверхности; это обусловлено тем, что основной механизм теплопереноса внутри печи является радиационным, а опора осуществляет функцию экранирования.
[0009] Проблема локализованного охлаждения присутствует в двух основных технических решениях для печей, представляющих собой толкательные печи и печи с шагающими балками, которые способны обеспечивать двустороннее нагревание, т.е. нагревание, которое происходит на обеих открытых поверхностях материала.
[0010] В толкательных печах материал движется внутри печной камере благодаря толкательному действию, которое производит специальная машина, так называемый толкатель, и производимое поступательное движение вовлекает все предметы, присутствующие в печи; в данном случае опоры (балки) являются неподвижными, а материал скользит над ними. Указанные печи имеют ограничения по отношению к характеристикам, которые должен иметь груз, подлежащий обработке. Чтобы обеспечивать правильное толкательное действие, поверхности в контакте между двумя прилегающими деталями должны быть аналогичными.
[0011] С другой стороны, в печах с шагающими балками материал, подлежащий нагреванию, совершает поступательное движение внутри печи благодаря действию подвижных опор. В этом случае материал находится на неподвижных опорах, и во время поступательного движения подвижные опоры, которые в положении покоя находятся на меньшей высоте, чем неподвижные опоры, поднимаются и отделяют материал от неподвижных опор. После этого, оставаясь в поднятом положении, они индуцируют поступательное движение материала. Когда поступательное движение прекращается, они опускаются, позволяя материалу снова находиться в состоянии покоя на неподвижной опоре в более продвинутом положении. После того, как материал помещается на неподвижные опоры, подвижные опоры возвращаются в исходное положение, и начинается следующий цикл.
[0012] По сравнению с толкательными печами, печи с шагающими балками обладают, в основном, двумя следующими преимуществами:
- становится возможной обработка материалов, имеющих весьма разнообразные геометрические формы;
- становятся возможными опустошение печи или образование промежутков между различными производственными партиями, обеспечение гибкости в отношении условий нагревания и значительное упрощение доступа в течение работ по техническому обслуживанию.
[0013] По сравнению с толкательными печами, которые оборудованы только неподвижными балками, недостаток печей с шагающими балками обусловлен увеличением числа опор внутри печи. Это приводит к увеличению областей, на которые воздействует локализованное охлаждение, поскольку опоры должны охлаждаться для обеспечения сохранения их структурной целостности с течением времени.
[0014] Чтобы сократить до минимума явление локализованного охлаждения материала, были разработаны различные стратегии, которые могут быть сгруппированы в два основных класса:
- наклон и сдвиг балок: балки не перемещаются непрерывно через печную камеру от погрузочной дверцы до разгрузочной дверцы, но они сооружены в различных сегментах, которые не ориентированы по отношению друг к другу, но наклонены по отношению к продольной оси печи;
- использование материалов с низкой теплопроводности для сооружения конструкций в непосредственный контакт с материалом, подлежащим обработке, или для сооружения определенных форм указанных конструкций.
[0015] Первая стратегия фактически обеспечивает сокращение холодной области, поскольку образуются чередующиеся области материала, в которых осуществляется контакт с опорой, не обеспечивается необходимое время для образования холодной области значительного размера, но оно прекращается в случае приостановления эксплуатации печи. Если производство должно быть приостановлено, например, вследствие проблем, возникающих на установленном после печи оборудовании (например, на прокатном стане), куски материала больше не перемещаются из своего положения, и образование холодной точки становится неизбежным.
[0016] Кроме того, частота, с которой происходит чередование контактной области между материалом и опорными балками, связана с отклонением между балками в продольном направлении печи и, таким образом, с конструкционными характеристиками печи. Это уменьшает технологическую гибкость в отношении регулирования образования холодных точек на материале.
[0017] Вторая стратегия предусматривает многочисленные решения, среди которых следует отметить:
- решение, описанное в патенте США №3445050, которое предусматривает сооружение определенной конструкции, так называемой опоры, на которой находится материал, подлежащий обработке, и которая предотвращает непосредственный контакт с холодной балкой; это решение по-прежнему находит применение и в настоящее время;
- решение, описанное в патенте США №3642261, которое предусматривает, что охлаждаемые балки снабжены опорами, как в патенте США №3445050, но они являются не выровненными, а сдвинутыми;
- решение, описанное в патенте США №5007824, которое предусматривает выделенную систему горения для сокращения холодных точек.
[0018] Технические решения, предложенные во второй стратегии, сокращают до минимума эффект охлаждения балки вследствие непосредственного контакта, но не уменьшают эффект охлаждения балки вследствие тени, которую производит балка, и которая приводит к эффекту охлаждения вследствие уменьшения нагревания.
[0019] В настоящее время сокращение присутствия холодных областей представляет собой одно из основных требований в отношении промышленных печей для материалов, которые производят предприятия черной металлургии и цветной металлургии, потому что это позволило бы устранить многие из проблем, которые вызывают неравномерное распределение температуры в течение последующего процесса прокатки таких материалов.
Краткое раскрытие настоящего изобретения
[0020] Таким образом, цель настоящего изобретения заключается в том, чтобы устранить или по меньшей мере ослабить указанные проблемы предшествующего уровня техники, предложив печь с подвижной балочной погрузочно-разгрузочной системой, которая позволяет сократить образование холодных точек в материале в течение процесса нагревания/термической обработки внутри печи более гибким в технологическом отношении способом.
[0021] Следующая цель настоящего изобретения заключается в том, чтобы предложить печь с подвижной балочной погрузочно-разгрузочной системой, которая позволяет сократить образование холодных точек в материале в течение процесса нагревания/термической обработки внутри печи, даже если отсутствует поступательное движение материала внутри печи.
[0022] Следующая цель настоящего изобретения заключается в том, чтобы предложить печь с подвижной балочной погрузочно-разгрузочной системой, эксплуатация которой является простой в технологическом отношении.
Краткое описание фигур
[0023] Технические признаки настоящего изобретения четко продемонстрированы в тексте формулы изобретения, которая представлена ниже, и его преимущества становятся более понятными из следующего подробного описания, составленного со ссылками на сопровождающие фигуры, которые представляют один или несколько вариантов осуществления, и которые приведены исключительно в качестве неограничительных примеров, причем:
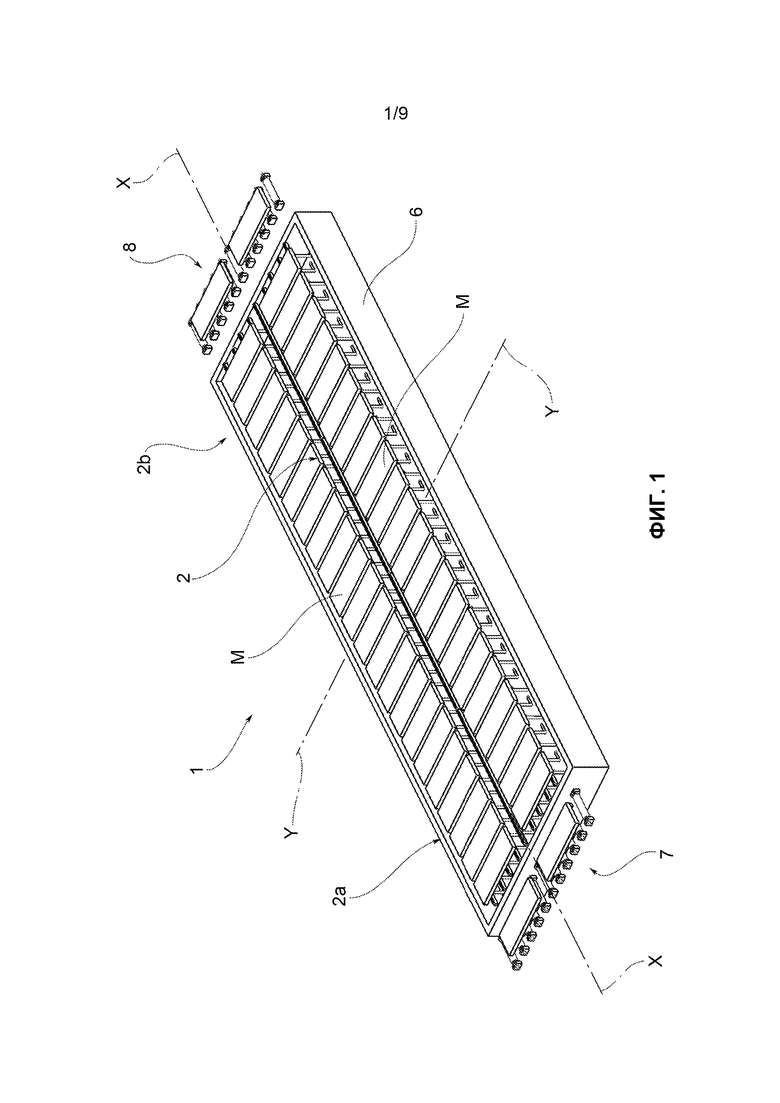
[0024] на фиг. 1 представлено перспективное изображение в разрезе сверху печи с подвижными балками согласно предпочтительному варианту осуществления настоящего изобретения, которая проиллюстрирована с подлежащим обработке материалом, расположенным внутри нее, и при этом некоторые детали не продемонстрированы;
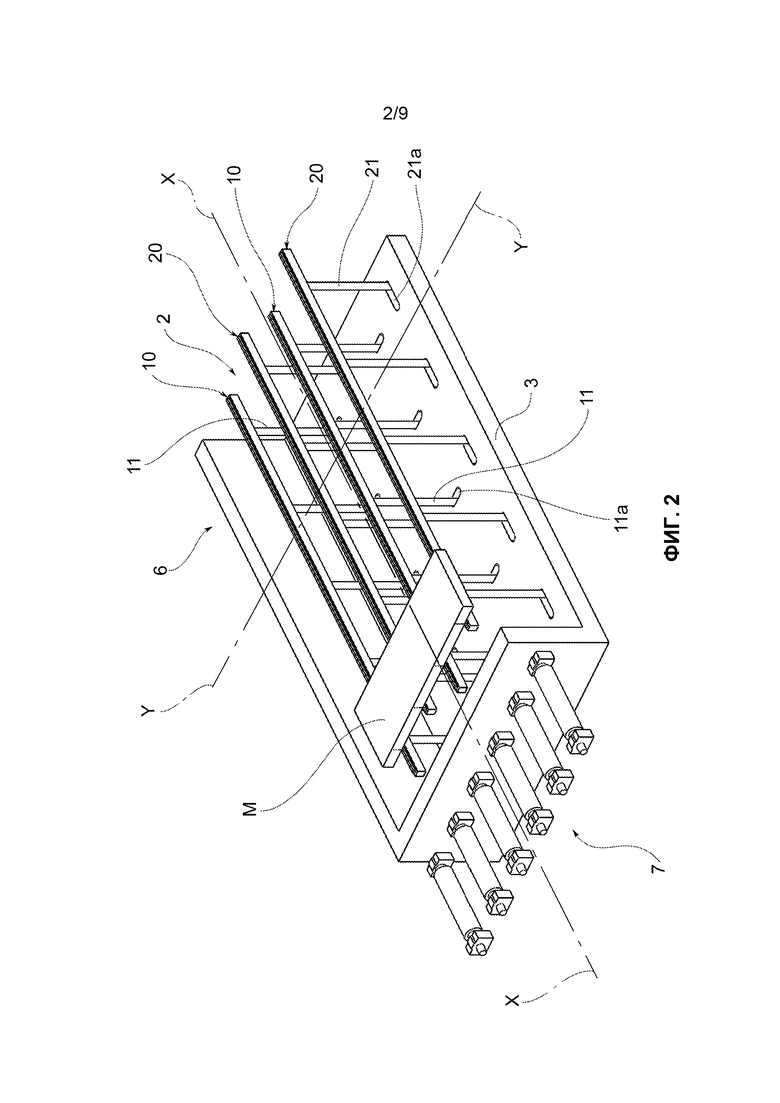
[0025] на фиг. 2 представлено увеличенное перспективное изображение части печи, проиллюстрированной на фиг. 1, которая продемонстрирована с частично разгруженным материалом, чтобы лучше проиллюстрировать ее детали;
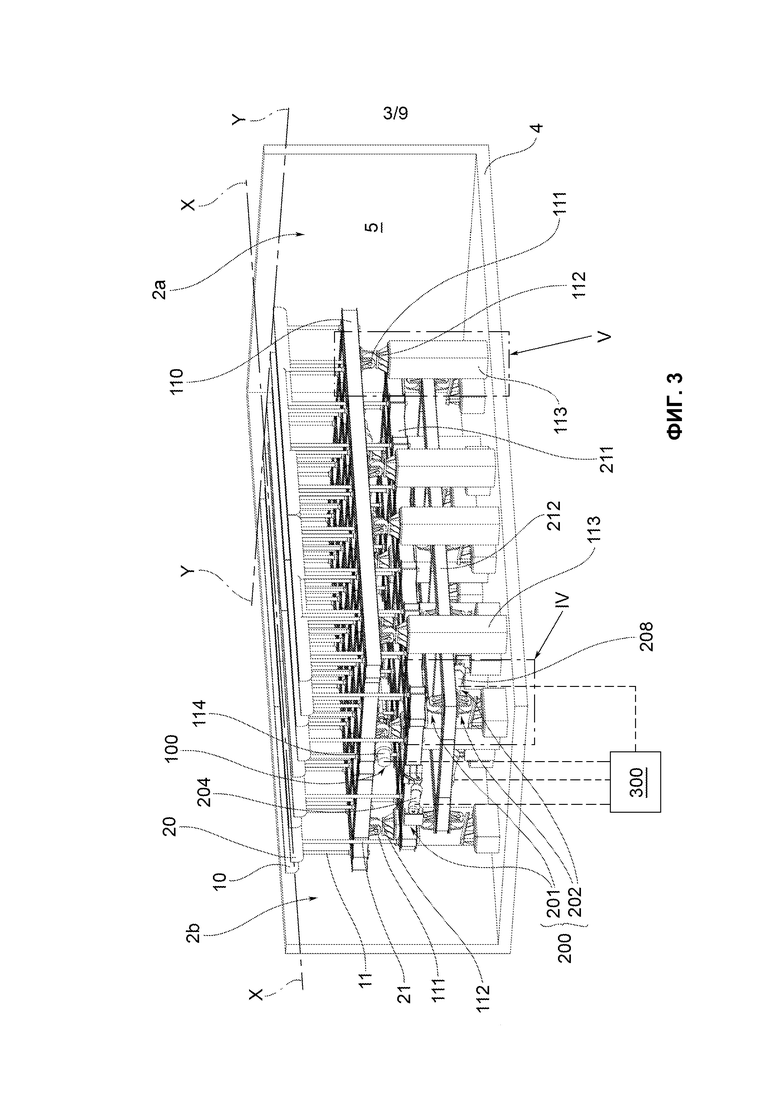
[0026] на фиг. 3 представлено изображение с частичным разрезом печи, проиллюстрированная на фиг. 1, причем некоторые части не продемонстрированы, чтобы лучше проиллюстрировать погрузочно-разгрузочную систему, расположенную в технической камере, которая присутствует под печной камерой;
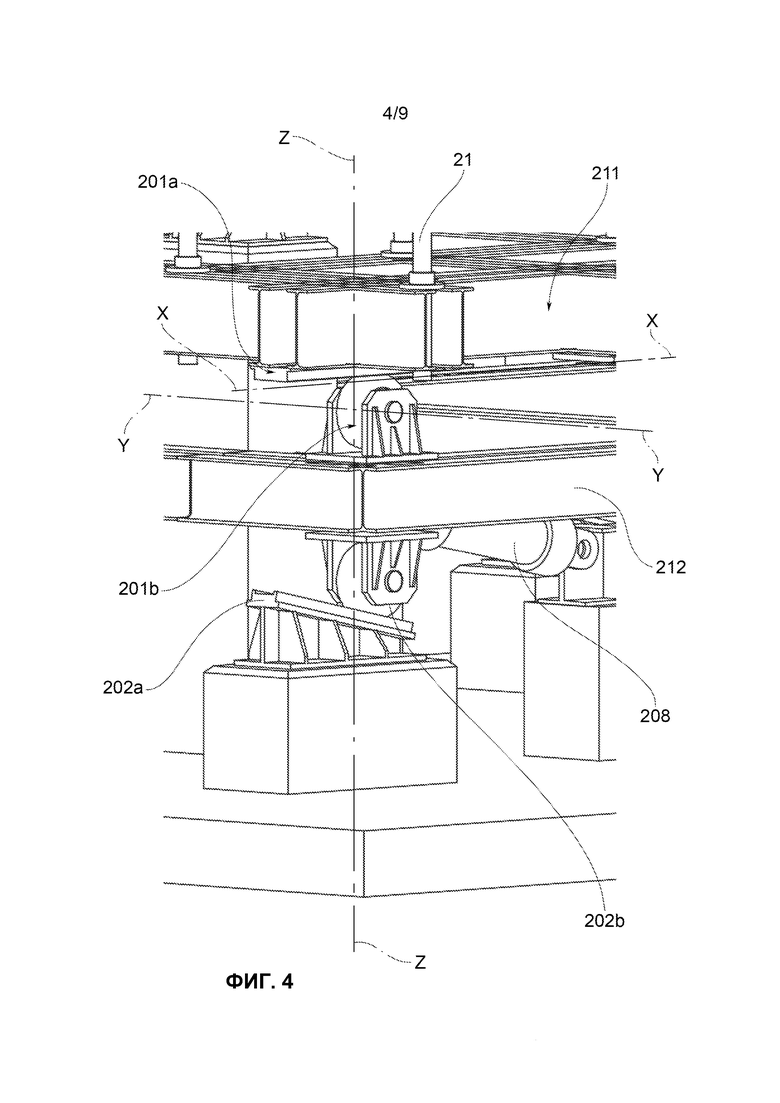
[0027] на фиг. 4 представлено увеличенное изображение части, содержащейся в ограниченной штриховой линией области на фиг. 3, которая обозначена номером IV;
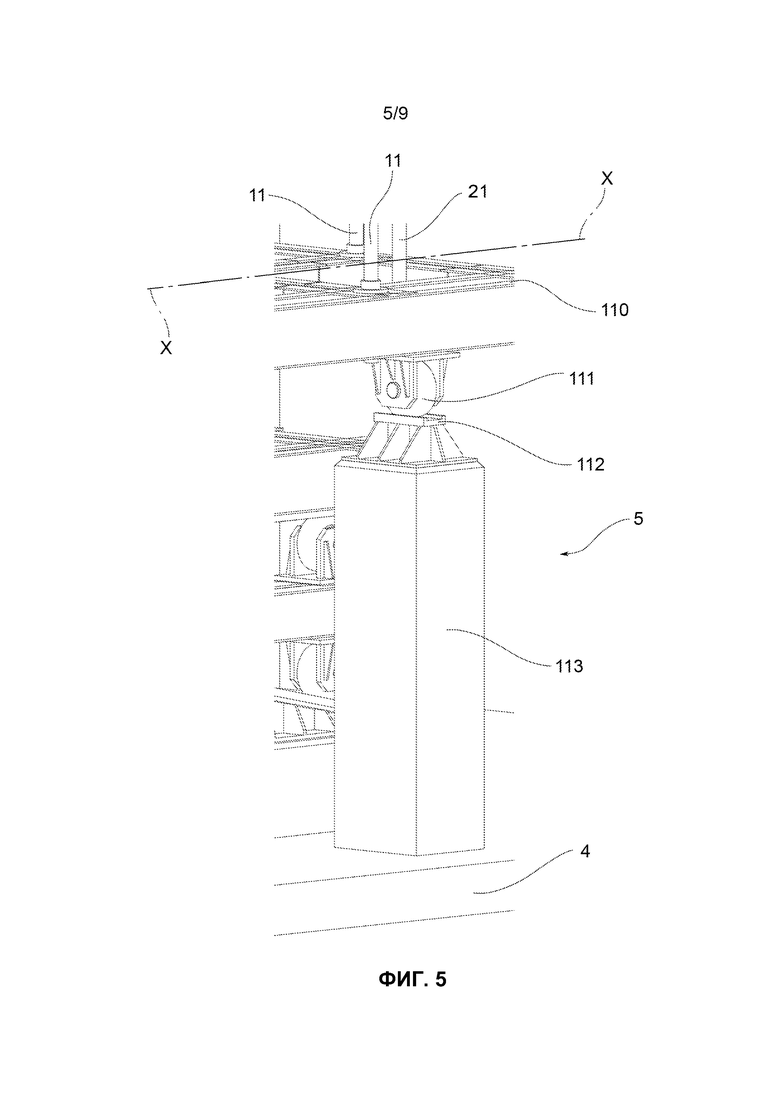
[0028] на фиг. 5 представлено увеличенное изображение части, содержащейся в ограниченной штриховой линией области на фиг. 3, которая обозначена номером V;
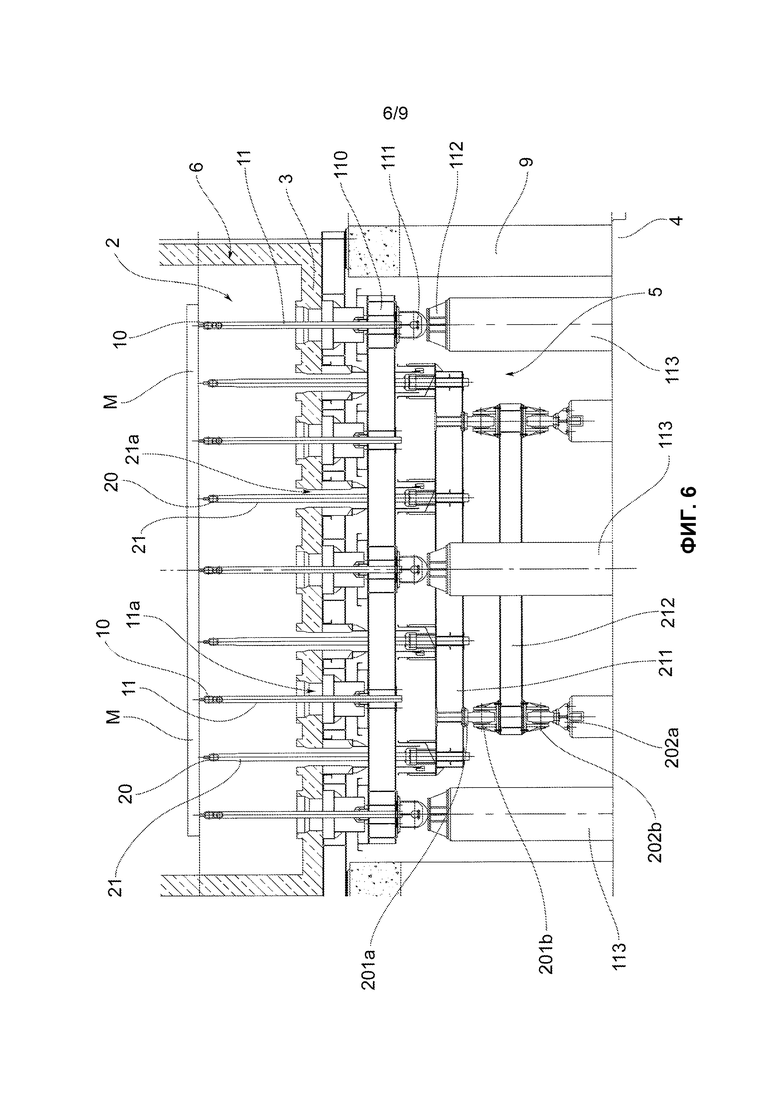
[0029] на фиг. 6 представлено изображение прямоугольного поперечного сечения печи, проиллюстрированной на фиг. 1;
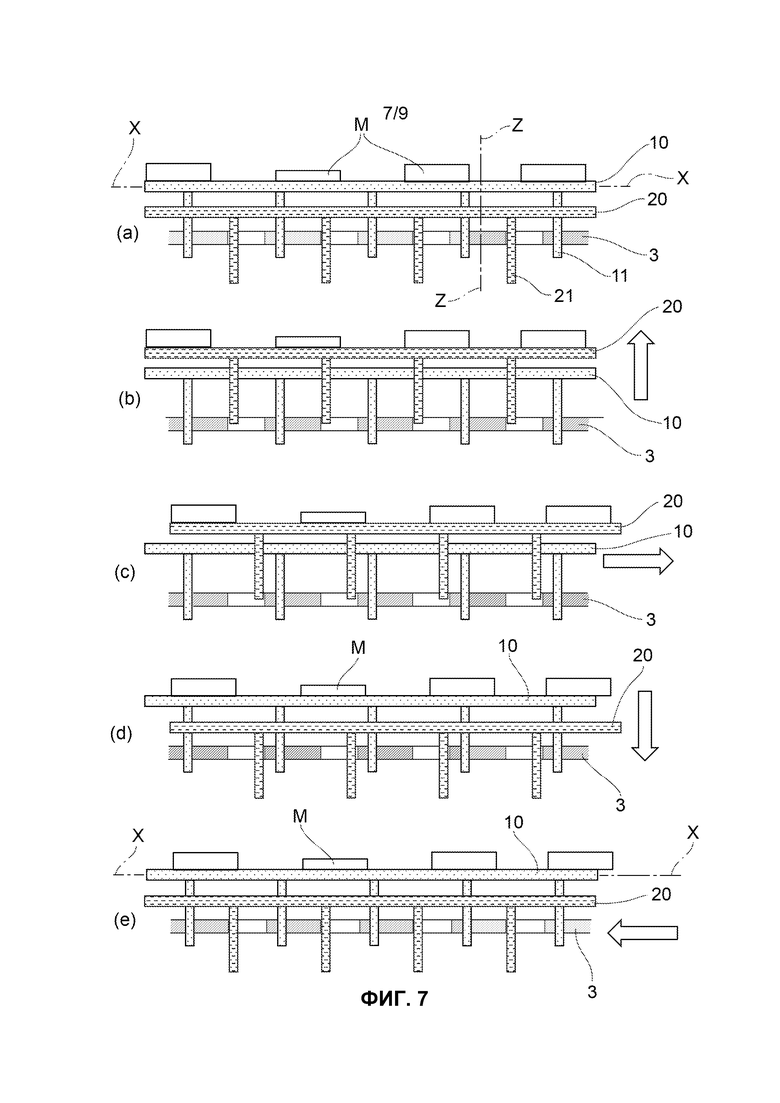
[0030] на фиг. 7а-е представлен ряд из пяти схематических изображений погрузочно-разгрузочной системы печи, проиллюстрированной на фиг. 1, в продольном сечении, чтобы проиллюстрировать последовательные движения вторых балок, которые обеспечивают продольное поступательное движение груза в печи, проиллюстрированной на фиг. 1;
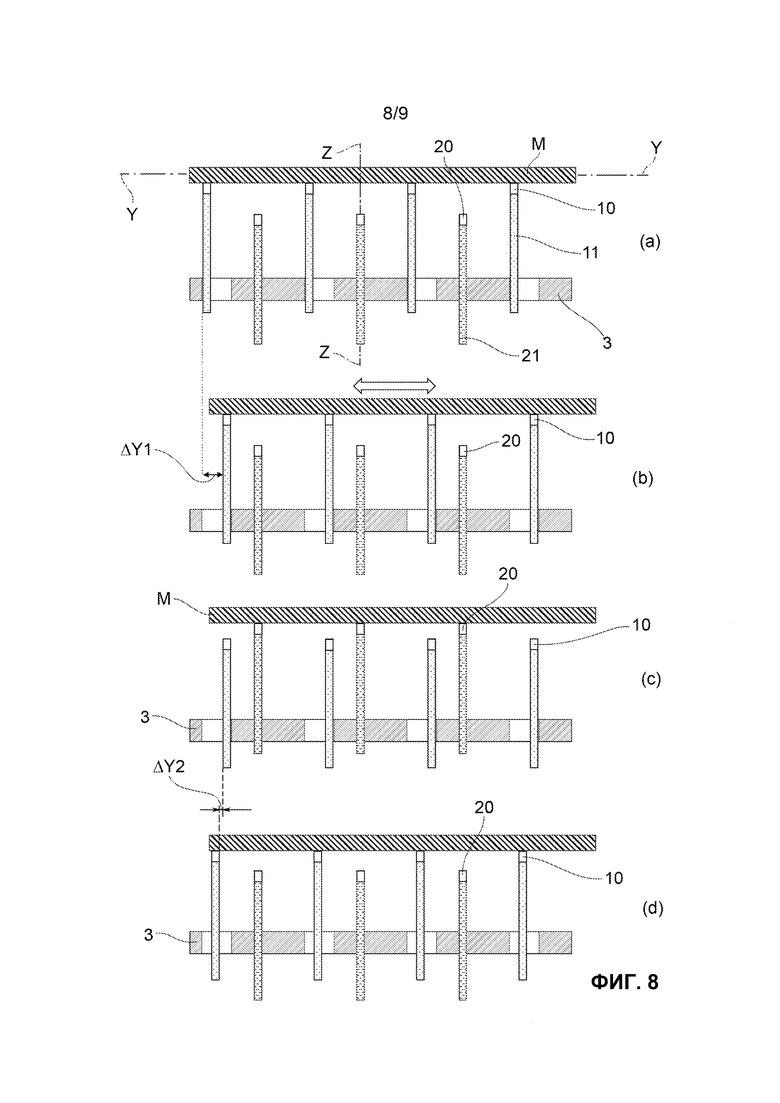
[0031] на фиг. 8a-d представлены четыре схематических изображения погрузочно-разгрузочной системы печи, проиллюстрированной на фиг. 1, в поперечном сечении, чтобы проиллюстрировать последовательные движения первых балок, которые обеспечивают опору груза и его продольное поступательное движение в печи, проиллюстрированной на фиг. 1, в случае погрузки и разгрузки материала с опорой; и
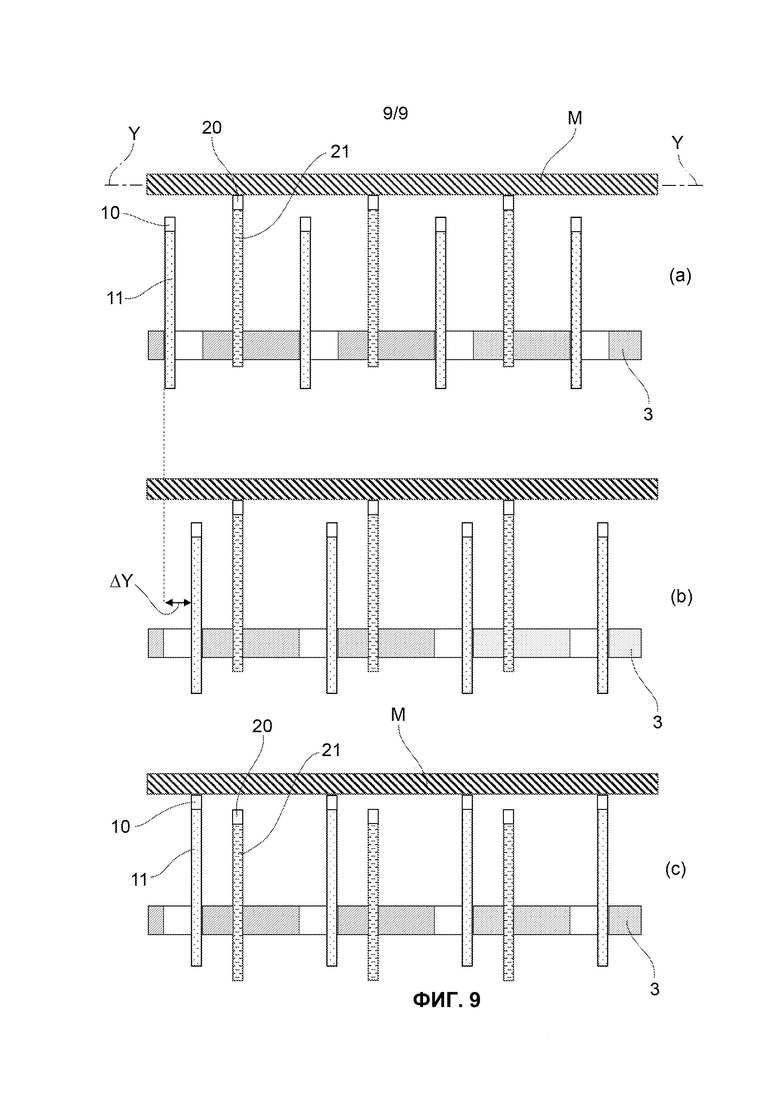
[0032] на фиг. 9а-с представлены три схематических изображения погрузочно-разгрузочной системы печи, проиллюстрированной на фиг. 1, в поперечном сечении, чтобы проиллюстрировать последовательные движения первых балок, которые обеспечивают опору груза и его продольное поступательное движение в печи, проиллюстрированной на фиг. 1, в случае погрузки и разгрузки материала, не имеющего опоры, но поддерживаемого в поднятом положении посредством вторых балок, которые обеспечивают продольное поступательное движение в печи, проиллюстрированной на фиг. 1.
Подробное раскрытие настоящего изобретения
[0033] Как представлено на сопровождающих фигурах, условным номером 1 обозначена во всей своей полноте печь с подвижной балочной погрузочно-разгрузочной системой согласно настоящему изобретению.
[0034] Груз может быть определен как промежуточный продукт или черный или цветной металлический материал Μ любого типа, получаемый в результате литейных операций, такой как плиты, круглые слитки, квадратные заготовки, отливки, или в результате прокатных операций или термической обработки, такой как пластины, брусья, трубы.
[0035] Печь 1 находит определенное применение в нагревании или термической обработке черных или цветных металлических материалов, предназначенных для осуществления последующих прокатных операций.
[0036] Печь 1 содержит печную камеру 2, проходящую в продольном направлении Х-Х между печной погрузочной секцией 2а и печной разгрузочной секцией 2b для материала М.
[0037] В частности, печная камера 2 заключена в защитной конструкции 6 (лишь частично проиллюстрированной на фигурах), которая может быть изготовлена из огнеупорного или изоляционного материала, и которая содержит под или дно 3. Предпочтительно защитная конструкция 6 удерживается в верхнем положении по отношению к опорному основанию 4 печи посредством опорной конструкции 9 (в частности, металлической), таким образом, что ниже пода 3 находится техническая камера 5.
[0038] Преимущественно печь 1 содержит печное погрузочное устройство 7, которое способно вводить груз материала Μ в печь, и печное разгрузочное устройство 8, которое способно выводить груз материала М, который находится в печи. Два устройства 7 и 8, которые проиллюстрированы лишь схематически на фиг. 1, известны сами по себе и не будут описаны подробно.
[0039] Печь 1 может быть оборудована любой нагревательной системой (не проиллюстрированной на сопровождающих фигурах), в который могут быть использованы горючие материалы и другие источники тепла.
[0040] Как проиллюстрировано в частности, на фиг. 2 и 3, печь 1 содержит первые балки 10, которые расположены внутри камеры 2 и определяют множество основных опор для материала М, подлежащего обработке в камере 2.
[0041] Указанные основные балки (каждая из которых может быть образована единственной первой балкой или двумя или большим числом первых балок, выровненных или практически выровненных), которые проходят в продольном направлении между указанной печной погрузочной секцией 2а и указанной печной разгрузочной секцией 2b. Указанные основные опоры находятся на расстоянии в поперечном направлении друг от друга, чтобы поддерживать в горизонтальном направлении материал Μ в различных поперечных положениях внутри печной камеры 2, сохраняя его положение выше пода или дна 3 камеры 2, таким образом, чтобы обеспечивать его двустороннее нагревание (т.е. сверху и снизу).
[0042] Печь 1 дополнительно содержит вторые балки 20, которые расположены внутри камеры 2 и определяют множество временных опор для материала М, подлежащего обработке в камере 2.
[0043] Указанные временные опоры также проходят в продольном направлении между печной погрузочной секцией 2а и печной разгрузочной секцией 2b. Указанные временные балки (каждая из которых может быть образована единственной второй балкой или двумя или большим числом вторых балок (выровненных или практически выровненных), которые находятся на расстоянии в поперечном направлении друг от друга и чередуются с указанными основными опорами.
[0044] Указанные вторые балки 20 выполнены с возможностью циклического движения по отношению к первым балкам 10, таким образом, чтобы приводить указанный материал Μ в движение между печной погрузочной секцией 2а и печной разгрузочной секцией 2b, имеющее компонент движения, параллельный по отношению к указанному продольному направлению Х-Х.
[0045] В технологическом отношении вторые балки 20 определяют погрузочно-разгрузочную систему для груза материала Μ внутри камеры 2, обеспечивая его поступательное движение в направлении печной разгрузочной секции 2b или осуществляя его обратное движение в направлении печной погрузочной секции 2а. Движение материала является поступательным и постепенным. Один кусок материала пересекает в продольном направлении всю камеру под действием многократного толкания различными вторыми балками 20, которые расположены между печной погрузочной секцией 2а и печной разгрузочной секцией 2b.
[0046] В частности, как первые балки 10, так и вторые балки 20 представляют собой конструкции, изготовленные из стадии и обычно покрытые огнеупорным материалом, который может иметь охлаждение или нет.
[0047] Согласно настоящему изобретению первые балки 10, или вторые балки 20, или одновременно первые балки 10 и вторые балки 20, являются подвижными по отношению к печной камере 2, причем движения имеют компонент движения Υ-Υ, поперечный по отношению к указанному продольному направлению Х-Х (далее в настоящем документе они также называются поперечными движениями).
[0048] Выражение «компонент движения Υ-Υ в поперечном направлении по отношению к продольному направлению Х-Х» означает компонент движения, который имеет направление, которое является перпендикулярным по отношению к продольному направлению Х-Х и копланарным по отношению к плоскости материала М, опору которого обеспечивают первые балки 10. Предпочтительно при использовании указанной опоры плоскость является горизонтальной.
[0049] Как будет описано ниже, компонент движения Υ-Υ в поперечном направлении по отношению к продольному направлению Х-Х может быть объединен с продольным компонентом движения, который является параллельным по отношению к продольному направлению Х-Х, и/или с вертикальным компонентом движения Ζ-Ζ, который является перпендикулярным по отношению к плоскости опоры, или он также может представлять собой единственный компонент движения.
[0050] В технологическом отношении указанные поперечные движения допускают осуществление относительных движений между материалом Μ и первыми балками 10 в поперечном направлении по отношению к указанному продольному направлению Х-Х, таким образом, чтобы изменять поперечные положения покоя материала Μ на первых балках 10.
[0051] Указанные изменения поперечных положений покоя материала Μ на первых балках 10 позволяют сократить образование холодных точек в материале Μ в течение процесса нагревания/термической обработки внутри печи.
[0052] Чередование смещения согласно заданной последовательности делает возможным увеличение числа точек контакта между поверхностью материала Μ и холодными опорами, которые определяют первые балки 10, что сокращает до минимума охлаждение вследствие контакта и тени, которую создает конструкция.
[0053] По сравнению с традиционными печами с шагающими балками, в случае сдвинутых балок, печь 1 согласно настоящему изобретению позволяет обеспечивать более гибкий в технологическом отношении способ сокращения образования холодных точек в любом эксплуатационном состоянии печи. Благодаря тому, что балки (первые и/или вторые) могут перемещаться в поперечном направлении в любой продольной секции печи и в любое время обработки, оказывается возможным отказ от конкретной конфигурации балок, установленной на стадии проектирования, что обеспечивает более высокую гибкость в регулировании образования холодных точек на материале Μ в отношении как пространственного положения, так и продолжительности времени.
[0054] Кроме того, благодаря тому, что указанные изменения поперечных положений покоя получены посредством движений балок (первых и/или вторых), оказывается возможным их повтор в циклическом режиме или, в общем случае, согласно заданной временной периодичности, в течение пребывания груза материала Μ внутри печи 1, таким образом, чтобы сокращать до минимума образование холодных точек в материале Μ в течение процесса нагревания/термической обработки внутри печи 1.
[0055] Предпочтительно первые балки 10 и/или вторые балки 20 являются подвижными, причем движения имеют компонент движения Υ-Υ в поперечном направлении по отношению к продольному направлению Х-Х, независимо от любых движений, имеющих компонент движения в параллельном направлении по отношению к продольному направлению Х-Х.
[0056] Другими словами, балки сконфигурированы таким образом, чтобы обладать возможностью движения в поперечном направлении независимо от любых продольных движений. В технологическом отношении это полностью отделяет изменение положений покоя материала на первых балках от любых движений (вперед или назад) материала Μ внутри печи 1. По сравнению с традиционными печами с шагающими балками, в случае сдвига балок, печь 1 согласно настоящему изобретению позволяет обеспечивать более гибкий в технологическом отношении способ сокращения образования холодных точек в любом эксплуатационном состоянии печи, даже в случае приостановления эксплуатации печи, т.е. когда материал Μ не может двигаться в продольном направлении в печи, в том числе чтобы осуществлять поступательное движение в направлении печной разгрузочной секции 2b, или чтобы двигаться назад в направлении печной погрузочной секции 2а.
[0057] Предпочтительно, как проиллюстрировано на фиг. 7а-е, вторые балки 20, которые специально предназначены для того, чтобы придавать материалу компоненты движения в продольном направлении Х-Х (т.е. чтобы заставлять материал двигаться вперед или назад в печи), могут двигаться по отношению к первым балкам 10 (которые обеспечивают основную опору материала внутри печи) также и в вертикальном направлении и движутся между:
- нижним положением, в котором вторые балки 20 находятся на меньшей высоте, чем первые балки 10, по отношению к поду 3 камеры 2, таким образом, чтобы оставлять материал М, находящийся на первых балках 10 (см. фиг. 7а и 7е), и
- верхним положением, в котором вторые балки 20 находятся на большей высоте, чем первые балки 10, по отношению к поду 3 камеры 2, таким образом, чтобы поднимать материал Μ с опоры на первых балках 10 (см. фиг. 7b, 7с и 7d).
[0058] Предпочтительно, материал Μ движется в продольном направлении посредством вторых балок 20, когда они находятся в указанном верхнем положении, т.е. когда материал Μ поднимается с опоры на первых балках (см. фиг. 7b и 7с).
[0059] В технологическом отношении вторые балки 20 в ходе своих продольных движений осуществляют в циклическом режиме круговое движение между двумя заданными поперечными положениями, как проиллюстрировано на последовательности фиг. 7а-7е. Другими словами, каждая балка 20 предназначена для приведения в продольные движения материала, который находится в определенном поперечном сечении печи.
[0060] Преимущественно вторые балки 20 являются подвижными в вертикальном направлении независимо от движений, параллельных по отношению к продольному направлению Х-Х.
[0061] Преимущественно, как уже было указано выше, относительные движения между материалом Μ и первыми балками 10 в поперечном направлении по отношению к указанному продольному направлению Х-Х, таким образом, чтобы изменять поперечные положения покоя материала Μ на первых балках 10, может быть получено следующими способами:
- в поперечном направлении движутся только первые балки 10; или
- в поперечном направлении движутся только вторые балки 10; или
- в поперечном направлении движутся как первые балки 10, так и вторые балки 20.
[0062] Выражение «движущаяся в поперечном направлении балка» означает придание балке по меньшей мере одного компонента движения Y-Y в поперечном направлении по отношению к указанному продольному направлению Х-Х.
[0063] Предпочтительно только указанные первые балки 10 являются подвижными по отношению к печной камере 2, причем движения имеют компонент движения Y-Y в поперечном направлении по отношению к продольному направлению Х-Х, в то время как указанные вторые балки 20 являются подвижными с возможностью движений, которые имеют только компонент движения в параллельном направлении по отношению к продольному направлению Х-Х и/или вертикальный компонент движения Z-Z по отношению к указанному поду 3 печной камеры 2.
[0064] Предпочтительнее указанные первые балки 10 являются подвижными по отношению к печной камере 2 с возможностью движений, которые имеют только компонент движения Y-Y в поперечном направлении по отношению к указанному продольному направлению Х-Х.
[0065] В соответствии с предпочтительным вариантом осуществления, как проиллюстрировано на сопровождающих фигурах, первые балки 10 являются подвижными только в поперечном направлении, в то время как вторые балки 20 являются подвижными только в продольном и вертикальном направлении. Таким образом, как будет подробно обсуждаться ниже, оказывается возможным отделение поперечных движений (предназначенных для изменения поперечного положения опоры между материалом и первыми балками) от продольных движений (предназначенных для приведения материала в печи в движение вперед/назад) и в то же время упрощение конструкции приспособлений, предназначенных для производства указанных движений.
[0066] В технологическом отношении, как упомянуто выше, вторые балки 20 в ходе своих продольных движений осуществляют в циклическом режиме круговое движение между двумя заданными поперечными положениями, как проиллюстрировано на последовательности фиг. 7а-7е. Аналогичным образом, первые балки 10 в ходе своих поперечных движений осуществляют в циклическом режиме круговое движение между заданными продольными положениями, как представлено на последовательности фиг. 8а-или 9а-b. Другими словами, каждая первая балка 10 предназначена, чтобы приводить в продольные движения материал, который находится в определенном поперечном сечении печи.
[0067] В соответствии с предпочтительным вариантом осуществления, который проиллюстрирован на сопровождающих фигурах, опора для каждой из указанных первых балок 10 и указанных вторых балок 20 обеспечена, соответственно первыми стойками 11 и вторыми стойками 21, которые проходят через под 3 указанной печной камеры 2 в соответствующих сквозных отверстиях 11a и 21а.
[0068] В частности, как проиллюстрировано на фиг. 2, сквозные отверстия 11а и 21а образованы так, чтобы обеспечивать для соответствующих стоек свободу движения согласно соответствующему направлению движения. В соответствии с предпочтительным вариантом осуществления, отверстия 11а, в которые входят первые стойки 11, определены щелями, удлиненными в поперечном направлении Y-Y, в то время как отверстия 21а, в которые входят вторые стойки 11, определены щелями, удлиненными в продольном направлении Х-Х.
[0069] Как проиллюстрировано на фиг. 3 и 6, указанные первые балки 10 и указанные вторые балки 20 являются подвижными, соответственно, посредством первых подвижных приспособлений 100 и вторых подвижных приспособлений 200, которые расположены в технической камере 5, находящейся ниже пода 3 указанной камеры 2, и находятся в кинематическом соединении с указанными первыми балками 10 и вторыми балками 20, соответственно, посредством первых стоек 11 и вторых стоек 21.
[0070] Предпочтительно указанные первые подвижные приспособления 100 являются подходящими, чтобы приводить в поступательное движение указанные первые балки 10 только в поперечном направлении по отношению к указанному продольному направлению Х-Х.
[0071] Преимущественно указанные первые подвижные приспособления 100 регулируются таким образом, что ширина поперечных поступательных движений, в которые приводятся указанные первые балки 10, составляет не менее чем поперечная ширина указанных первых балок 10. Таким образом, обеспечивается, что в результате изменения поперечного движения заполняются поперечные положения покоя между материалом Μ и первыми балками 10, что обеспечивает полное устранение ранее образованных холодных точек.
[0072] Предпочтительно указанные вторые подвижные приспособления 200 содержат:
- первые устройства 201, предназначенные чтобы приводить в поступательное движение указанные вторые балки 20 в параллельном направлении по отношению к указанному продольному направлению Х-Х; и
- вторые устройства 202, предназначенные, чтобы обеспечивать вертикальное движение указанных вторых балок 20.
[0073] Преимущественно указанные первые устройства 201 и указанные вторые устройства 202 можно эксплуатировать независимо друг от друга, таким образом, что оказывается возможным раздельное приведение вторых балок 20 в вертикальные движения и продольные движения.
[0074] Преимущественно указанные вторые устройства 202 регулируются таким образом, что ширина вертикальных поступательных движений, в которые приводятся указанные вторые балки 20, является такой, чтобы обеспечивать в циклическом режиме прохождение указанных вторых балок между указанным нижним положением и указанным верхним положением.
[0075] В соответствии с предпочтительным вариантом осуществления, который проиллюстрирован, в частности, на фиг. 3, печь содержит управляющий блок 300, запрограммированный для эксплуатации указанных первых подвижных приспособлений 100 и указанных вторых подвижных приспособлений 200, раздельно или в координации друг с другом, согласно заданным технологическим последовательностям в следующих целях:
- движение материала Μ в параллельном направлении по отношению к указанному продольному направлению Х-Х между печной погрузочной секцией 2а и печной разгрузочной секцией 2b; и/или
- осуществление относительных движений между материалом Μ и первыми балками 10 в поперечном направлении по отношению к указанному продольному направлению Х-Х, таким образом, чтобы в циклическом режиме изменять поперечные положения покоя материала Μ на первых балках 10.
[0076] Управляющий блок может представлять собой любой тип, например, электронный.
[0077] Предпочтительно, чтобы изменять поперечные положения покоя материала Μ на первых балках 10 указанный управляющий блок 300 запрограммирован для эксплуатации указанных первых подвижных приспособлений 100 в координации с по меньшей мере вторыми устройствами 202 вторых подвижных приспособлений 200, т.е. с устройствами, предназначенными для движения в вертикальном направлении вторых балок 20. Таким образом, поперечные поступательные движения первых балок 10 могут быть связаны с вертикальными движениями вторых балок 20 и, следовательно, материала М.
[0078] Управляющий блок 300 может быть запрограммирован для эксплуатации первых приспособлений 100 и первые устройства 201 согласно различным технологическим последовательностям. Преимущественно управляющий блок 300 может быть запрограммирован, чтобы всегда выполнять одинаковую технологическую последовательность, или необязательно он может быть запрограммирован, чтобы выполнять различные технологические последовательности в различные сроки.
[0079] В частности, в первой технологической последовательности (проиллюстрированной схематически на последовательности фиг. 8a-d) могут присутствовать следующие стадии:
a) эксплуатация вторых устройств 202 для удержания или приведения указанных вторых балок 20 в нижнее положение, таким образом, чтобы оставлять материал М, находящийся на первых балках 10 в первых поперечных положениях покоя (см. фиг. 8а);
b) эксплуатация первых подвижных приспособлений 100 для приведения в поступательное движение указанных первых балок 10 в поперечном направлении по отношению к указанному продольному направлению на первое поперечное расстояние ΔΥ1 от исходного поперечного положения до конечного поперечного положения, что приводит материал М, находящийся на них, в такое же поперечное поступательное движение (см. фиг. 8b);
c) эксплуатация вторых устройств 202 для приведения указанных вторых балок 20 в верхнее положение, что поднимает материал Μ с его опоры на первых балках 10 (см. фиг. 8с); и
d) эксплуатация первых подвижных приспособлений 100 для приведения в поступательное движение указанных первых балок 10 в поперечном направлении по отношению к указанному продольному направлению на второе поперечное расстояние ΔΥ2, таким образом, чтобы перемещать их из указанного конечного поперечного положения (см. фиг. 8c-8d);
e) эксплуатация вторых устройств 202 для возврата указанных вторых балок 20 в нижнее положение, что приводит материал М, находящийся на первых балках 10 во вторые поперечные положения покоя в поперечном направлении, удаленные от указанных первых поперечных положений покоя на указанное второе поперечное расстояние ΔΥ2 (см. фиг. 8d).
[0080] Указанное второе поперечное расстояние ΔΥ2 может равняться указанному первому поперечному расстоянию ΔΥ1 или отличаться от него согласно заданным эксплуатационным условиям (например, согласно поперечному растяжению материала Μ и необходимости сохранения опор на его концах).
[0081] В технологическом отношении первая технологическая последовательность, которая описана выше, предусматривает одновременное движение в поперечном направлении материала Μ и первых балок 10 по отношению к печной камере.
[0082] В качестве альтернативы, как описано ниже, оказывается возможным обеспечение иной технологической последовательности, в которой предусмотрено движение в поперечном направлении только первых балок 10 по отношению к печной камере, что оставляет материал Μ без движения в поперечном направлении по отношению к печной камере.
[0083] В частности, во второй технологической последовательности (проиллюстрированной схематически на последовательности фиг. 9а-с) могут присутствовать следующие стадии:
a) эксплуатация вторых устройств 202 для удержания или приведения указанных вторых балок 20 в верхнее положение, что поднимает материал Μ с опоры на первых балках 10 из первых поперечных положений покоя (см. фиг. 9а);
b) эксплуатация первых подвижных приспособлений 100 для приведения в поступательное движение указанных первых балок 10 в поперечном направлении по отношению к указанному продольному направлению на поперечное расстояние ΔΥ от исходного поперечного положения до конечного поперечного положения (см. фиг. 9b); и
c) эксплуатация вторых устройств 202 для приведения указанных вторых балок 20 в нижнее положение, что приводит материал Μ на первые балках 10 во вторые поперечные положения покоя, удаленные в поперечном направлении от указанных первых поперечных положений покоя на указанное поперечное расстояние ΔΥ (см. фиг. 9с).
[0084] Преимущественно две описанные выше технологические последовательности могут быть осуществлены:
- без применения вторых устройств 202 (вторых подвижных приспособлений 200), предназначенных, чтобы приводить в поступательное движение в продольном направлении вторые балки 20 и, следовательно, материал М; или
- с дополнительным применением вторых устройств 202 (вторых подвижных приспособлений 200), предназначенных, чтобы приводить в поступательное движение в продольном направлении вторые балки 20 и, следовательно, материал М.
[0085] В частности, управляющий блок 300 запрограммирован для эксплуатации указанных первых подвижных приспособлений 100 в координации только со вторыми устройствами 202 вторых подвижных приспособлений 200 (предназначенных для вертикальных движений), что оставляет бездействующими первые устройства 202 вторых подвижных приспособлений 200 (которые предназначены для продольных движений), таким образом, чтобы изменять поперечные положения покоя материала Μ на первых балках 10 без приведения указанного материала Μ в движение с продольным компонентом между указанной печной погрузочной секцией 2а и указанной печной разгрузочной секцией 2b. Таким образом, повышается технологическая гибкость печи 1, делая возможным, изменение поперечных положений покоя даже в условиях приостановления эксплуатации печи.
[0086] Преимущественно управляющий блок 300 также может быть запрограммирован для эксплуатации указанных первых подвижных приспособлений 100 в одновременной координации со вторыми устройствами 202 и с первыми устройствами 201 вторых подвижных приспособлений 200, таким образом, чтобы изменять поперечные положения покоя материала Μ на первых балках 10, при этом приводя указанный материал Μ в движение с продольным компонентом между указанной печной погрузочной секцией 2а и указанной печной погрузочной секцией 2b.
[0087] Как уже было описано выше, в соответствии с предпочтительным вариантом осуществления, который проиллюстрирован на сопровождающих фигурах, опору каждой из указанных первых балок 10 и указанных вторых балок 20 обеспечивают, соответственно, первые стойки 11 и вторые стойки 21, которые проходят через под 3 указанной печной камеры 2 в соответствующих сквозных отверстиях 11а и 21а. Первые балки 10 и вторые балки 20 являются подвижными, соответственно, посредством указанных первых подвижных приспособлений 100 и вторых подвижных приспособлений 200, которые расположены в технической камере 5, находящейся ниже пода 3 указанной камеры 2, и находятся в кинематическом соединении с указанными первыми балками 10 и вторыми балками 20, соответственно, посредством первых стоек 11 и вторых стоек 21.
[0088] Предпочтительно, как проиллюстрировано в частности, на фиг. 3 и 6, все первые стойки 11 указанных первых балок 10 соединяются друг с другом посредством первой опорной конструкции 110, которая находится в кинематическом соединении с указанными первыми подвижными приспособлениями 100 для поступательного движения со связанными первыми стойками 11 и первыми балками 10 в поперечном направлении по отношению к поду 3 указанной камеры 2.
[0089] В частности, указанная первая опорная конструкция 110 расположена в технической камере 5, которая находится между подом 3 указанной камеры 2 и опорным основанием 4 печи 1.
[0090] В частности, первая опорная конструкция 110 может состоять из рамы, снабженной снизу множеством первых колес 111, каждое из которых имеет собственную ось вращения, которая является параллельной по отношению к продольному направлению Х-Х. Каждое из указанных первых колес 111 предназначено для качения в поперечном направлении Υ-Υ на первой направляющей 112, имеющей достаточную протяженность в поперечном направлении, чтобы обеспечивать требуемые поперечные движения первой опорной конструкции 110 и связанных первых стоек 11 и первых балок 10.
[0091] Указанная первая опорная конструкция 110 поддерживается на фиксированном вертикальном уровне по отношению к поду 3 камеры 2 и от опорного основания 4 печи 1, в частности, множеством первых колонн 113, которые проходят в направлении высоты от опорного основания 4. На вершине каждой колонны 113 расположена одна из указанных первых направляющих 112.
[0092] Преимущественно поступательное движение указанной первой опорной конструкции 110 достигается посредством приведения в движение по меньшей мере части из указанных первых колес 111, таким образом, чтобы регулировалось их вращательное движение. В частности, как проиллюстрировано на фиг. 3, оказывается возможным присоединение к общей системе 114 редукторного двигателя множества первых колес 111, имеющих соответствующие оси вращения, ориентированные в продольном направлении по отношению друг к другу. Остальные первые колеса могут быть неприводными, таким образом, чтобы пассивно следовать движению приводных колес.
[0093] Преимущественно поступательное движение первой опорной конструкции 110 может быть достигнуто без приводных колес 111, но посредством системы толкателей, например, состоящей из пневматических цилиндров, работающих между защитной конструкцией 6 печи 1 и первой опорной конструкцией.
[0094] Предпочтительно, как проиллюстрировано в частности, на фиг. 3 и 6, все вторые стойки 21 указанных вторых балок 20 соединены друг с другом посредством второй опорной конструкции 211, которая находится в кинематическом соединении с первыми устройствами 201 указанных вторых подвижных приспособлений 200 для поступательного движения с соединенными вторыми стойками 21 и вторыми балками 20, которая является параллельной указанному продольному направлению Х-Х по отношению к третьей опорной конструкции 212.
[0095] В частности, как проиллюстрировано на фиг. 3 и 4, вторая опорная конструкция 211 выполнена с возможностью поступательного движения по отношению к третьей опорной конструкции 212 посредством системы продольных направляющих 201а и колес с поперечной осью 201b, расположенной между второй и третьей опорными конструкциями. Предпочтительно все колеса 201b являются неприводными, и поступательное движение второй конструкции 211 по отношению к третьей конструкции 212 достигается посредством системы толкателей 204, например, состоящей из одного или нескольких пневматических цилиндров, работающих между защитной конструкцией 6 печи 1 и указанной второй конструкцией.
[0096] В частности, указанные вторая и третья опорные конструкции 211, 212 расположены в указанной технической камере 5, и обе они могут состоять из рамы.
[0097] В свою очередь, указанная третья опорная конструкция 212 находится в кинематическом соединении со вторыми устройствами 202 указанных вторых подвижных приспособлений 200 для вертикального движения вместе со второй опорной конструкцией 211 по отношению к поду 3 указанной камеры 2.
[0098] В частности, третья конструкция 212 снабжена множеством колес 202b с поперечной осью вращения, каждое из которых приводится во вращение в продольном направлении Х-Х на наклонной направляющей 202b. Указанные наклонные направляющие имеют достаточную степень наклона и протяженность, чтобы обеспечивать вертикальное перемещение вторых балок между указанным нижним положением и указанным верхним положением. Предпочтительно все колеса 202b являются неприводными, и движение вдоль наклонных направляющих 202а осуществляется посредством системы толкателей 208, например, состоящей из одного или нескольких пневматических цилиндров, работающих между защитной конструкцией 6 печи 1 и указанной третьей конструкцией.
[0099] В технологическом отношении продольные движения, придаваемые третьей конструкции 212 при ее движении вдоль наклонных направляющих, не передаются второй конструкции 211 благодаря присутствию неприводных колес 201b.
[00100] Система, содержащая колеса/наклонные направляющие/толкатели, может быть заменена системой гидравлических цилиндров (не проиллюстрировано). Однако с учетом массы система, содержащая колеса/наклонные направляющие/толкатели, является более эффективной и экономичной.
[00101] Настоящее изобретение обеспечивает достижение многочисленных преимуществ, которые уже были частично описаны.
[00102] Печь с подвижной балочной погрузочно-разгрузочной системой согласно настоящему изобретению, которая обеспечивает сокращение образования холодных точек в материале в течение процесса нагревания/термической обработки внутри печи, в технологическом отношении представляет собой более гибкий способ по сравнению с традиционными печами с шагающими балками.
[00103] Печь с подвижной балочной погрузочно-разгрузочной системой согласно настоящему изобретению обеспечивает сокращение образования холодных точек в материале в течение процесса нагревания/термической обработки внутри печи даже в случаях приостановления эксплуатации печи, т.е. даже если материал не может быть приведен в движение вперед или движение назад внутри печи.
[00104] Печь с подвижной балочной погрузочно-разгрузочной системой согласно настоящему изобретению в технологическом отношении является простой в эксплуатации.
[00105] Таким образом настоящее изобретение обеспечивает достижение своих заданных целей.
[00106] Очевидно, что в своей практической реализации настоящее изобретение также может принимать формы и конфигурации, которые отличаются от проиллюстрированных выше, не выходя при этом из настоящего объема патентной охраны.
[00107] Кроме того, все детали могут быть заменены техническими эквивалентными элементами, и используемые размеры, формы и материалы могут быть любыми в зависимости от потребностей.
Изобретение относится к области металлургии. Печь (1) с подвижной балочной погрузочно-разгрузочной системой для нагревания или термической обработки черного или цветного металлического материала (М) содержит печную камеру (2), проходящую в продольном направлении (Х-Х) между печной погрузочной секцией (2а) и печной разгрузочной секцией (2b) для материала (М), первые балки (10), расположенные внутри указанной камеры (2) и определяющие множество основных опор для материала (М), подлежащего обработке в указанной камере (2), проходящие в продольном направлении между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), находящиеся на расстоянии в поперечном направлении друг от друга, предназначенные в качестве опоры для указанного материала (М) в различных поперечных положениях в печной камере (2), расположенные выше пода (3) указанной камеры, вторые балки (20), расположенные внутри указанной камеры и определяющие множество временных опор для материала (М), проходящие в продольном направлении между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), находящиеся на расстоянии в поперечном направлении друг от друга и чередующиеся с указанными основными опорами, причем указанные вторые балки (20) выполнены с возможностью циклического движения по отношению к первым балкам (10) таким образом, чтобы приводить указанный материал (М) в движение между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), имеющие компонент движения, параллельный по отношению к указанному продольному направлению (Х-Х). При этом указанные первые балки (10) или указанные вторые балки (20) или одновременно первые балки (10) и вторые балки (20) являются подвижными по отношению к печной камере (2), а движения имеют компонент движения (Y-Y), поперечный по отношению к указанному продольному направлению (Х-Х), с возможностью произведения относительных движений между материалом (М) и первыми балками (10) в поперечном направлении по отношению к указанному продольному направлению (Х-Х), с возможностью изменения поперечных положений покоя материала (М) на первых балках (10) в циклическом режиме. Технический результат заключается в сокращении образования холодных точек в материале в течение процесса нагревания/термической обработки внутри печи, в сокращении образования холодных точек в материале в течение процесса нагревания/термической обработки внутри печи, даже если отсутствует поступательное движение материала внутри печи, в упрощении эксплуатации печи. 18 з.п. ф-лы, 9 ил.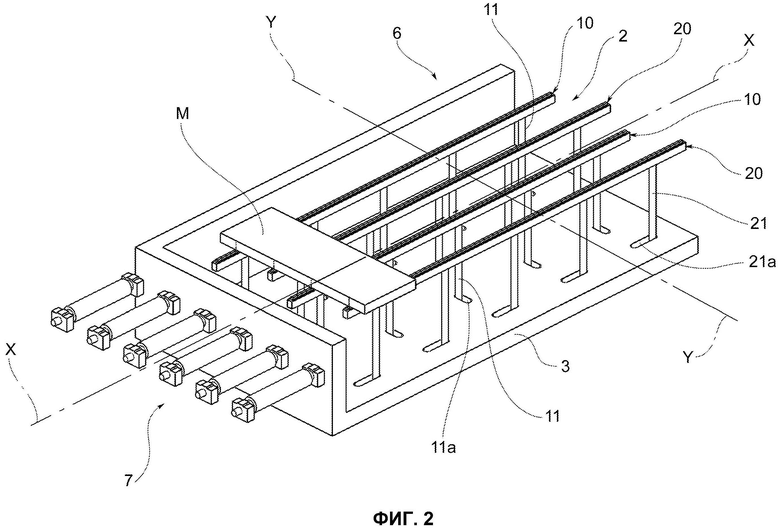
1. Печь (1) с подвижной балочной погрузочно-разгрузочной системой для нагревания или термической обработки черного или цветного металлического материала (М), содержащая:
- печную камеру (2), проходящую в продольном направлении (Х-Х) между печной погрузочной секцией (2а) и печной разгрузочной секцией (2b) для материала (М);
- первые балки (10), расположенные внутри указанной камеры (2) и определяющие множество основных опор для материала (М), подлежащего обработке в указанной камере (2), проходящие в продольном направлении между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), находящиеся на расстоянии в поперечном направлении друг от друга, предназначенные в качестве опоры для указанного материала (М) в различных поперечных положениях в печной камере (2), расположенные выше пода (3) указанной камеры;
- вторые балки (20), расположенные внутри указанной камеры и определяющие множество временных опор для материала (М), проходящие в продольном направлении между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), находящиеся на расстоянии в поперечном направлении друг от друга и чередующиеся с указанными основными опорами, причем указанные вторые балки (20) выполнены с возможностью циклического движения по отношению к первым балкам (10) таким образом, чтобы приводить указанный материал (М) в движение между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), имеющее компонент движения, параллельный по отношению к указанному продольному направлению (Х-Х),
отличающаяся тем, что указанные первые балки (10) или указанные вторые балки (20) или одновременно первые балки (10) и вторые балки (20) являются подвижными по отношению к печной камере (2), и при этом движения имеют компонент движения (Y-Y), поперечный по отношению к указанному продольному направлению (Х-Х), с возможностью произведения относительных движений между материалом (М) и первыми балками (10) в поперечном направлении по отношению к указанному продольному направлению (Х-Х), с возможностью изменения поперечных положений покоя материала (М) на первых балках (10) в циклическом режиме.
2. Печь по п. 1, в которой указанные первые балки (10) и/или указанные вторые балки (20) являются подвижными, причем движения имеют компонент движения (Y-Y), поперечный по отношению к указанному продольному направлению (Х-Х), независимо от любых движений, имеющих компонент движения, параллельный по отношению к указанному продольному направлению (Х-Х).
3. Печь по п. 1 или 2, в которой указанные вторые балки (20) являются подвижными по отношению к первым балкам (10) также в вертикальном направлении и движутся между
нижним положением, в котором указанные вторые балки (20) находятся на меньшей высоте, чем первые балки (10), по отношению к поду (3) указанной камеры (2), с возможностью оставления материала (М), находящегося на первых балках (10), и
верхним положением, в котором указанные вторые балки (20) находятся на большей высоте, чем первые балки (10), по отношению к поду (3) указанной камеры (2), с возможностью поднятия материала (М) с опоры на первых балках (10).
4. Печь по п. 3, в которой указанные вторые балки (20) являются подвижными в вертикальном направлении независимо от движений, параллельных по отношению к указанному продольному направлению (Х-Х).
5. Печь по любому из предшествующих пунктов, в которой только указанные первые балки (10) являются подвижными по отношению к печной камере (2), причем движения имеют компонент движения (Y-Y), поперечный по отношению к указанному продольному направлению (Х-Х), в то время как указанные вторые балки (20) являются подвижными с возможностью движений, которые имеют только компонент движения, параллельный по отношению к указанному продольному направлению (X-X), и/или вертикальный компонент движения (Z-Z) по отношению к указанному поду (3).
6. Печь по п. 5, в которой указанные первые балки (10) являются подвижными по отношению к печной камере (2) с возможностью движений, которые имеют только компонент движения (Y-Y), поперечный по отношению к указанному продольному направлению (Х-Х).
7. Печь по любому из предшествующих пунктов, в которой опору для каждой из указанных первых балок (10) и указанных вторых балок (20) обеспечивают соответственно первые стойки (11) и вторые стойки (21), которые проходят через под (3) указанной печной камеры (2) в соответствующих сквозных отверстиях (11а; 21а), и при этом указанные первые балки (10) и указанные вторые балки (20) приводятся в движение соответственно первыми подвижными приспособлениями (100) и вторыми подвижными приспособлениями (200), которые расположены в технической камере (5), расположенной ниже пода (3) указанной камеры (2), и находятся в кинематическом соединении с указанными первыми и вторыми балками (10; 20) соответственно посредством первых стоек (11) и вторых стоек (21).
8. Печь по пп. 6 и 7, в которой указанные первые подвижные приспособления (100) выполнены с возможностью приводить в поступательное движение указанные первые балки (10) только в поперечном направлении по отношению к указанному продольному направлению.
9. Печь по п. 8, в которой указанные первые подвижные приспособления (100) регулируются таким образом, что ширина поперечных поступательных движений, придаваемых указанным первым балкам (10), составляет не менее чем поперечная ширина указанных первых балок (10).
10. Печь по пп. 6 и 7, в которой указанные вторые подвижные приспособления (200) содержат:
- первые устройства (201), выполненные с возможностью приводить указанные вторые балки (20) в поступательное движение, параллельное по отношению к указанному продольному направлению (Х-Х); и
- вторые устройства (202), выполненные с возможностью приводить указанные вторые балки (20) в вертикальное движение,
причем предпочтительно указанные первые устройства (201) и указанные вторые устройства (202) выполнены с возможностью приведения указанных вторых балок (20) в движение независимо друг от друга.
11. Печь по пп. 3 и 10, в которой указанные вторые устройства (202) выполнены с возможностью регулирования таким образом, что ширина вертикальных поступательных движений, придаваемых указанным вторым балкам (20), обеспечивает циклическое прохождение указанных вторых балок между указанным нижним положением и указанным верхним положением.
12. Печь по п. 8 и п. 9 или 10, содержащая управляющий блок (300), запрограммированный для осуществления заданных технологических последовательностей указанными первыми подвижными приспособлениями (100) и указанными вторыми подвижными приспособлениями (200), раздельно или в координации друг с другом с осуществлением следующих целей:
- движение материала (М) в параллельном направлении по отношению к указанному продольному направлению (Х-Х) между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b); и/или
- осуществление относительных движений между материалом (М) и первыми балками (10) в поперечном направлении по отношению к указанному продольному направлению (Х-Х), с возможностью изменения поперечных положений покоя материала (М) на первых балках (10) в циклическом режиме.
13. Печь по пп. 9 и 10, содержащая управляющий блок (300), запрограммированный для осуществления заданных технологических последовательностей указанными первыми подвижными приспособлениями (100) и указанными вторыми подвижными приспособлениями (200) раздельно или в координации друг с другом с осуществлением следующих целей:
- движение материала (М) в параллельном направлении по отношению к указанному продольному направлению (Х-Х) между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b); и/или
- осуществление относительных движений между материалом (М) и первыми балками (10) в поперечном направлении по отношению к указанному продольному направлению (Х-Х), с возможностью изменения поперечных положений покоя материала (М) на первых балках (10) в циклическом режиме.
14. Печь по п. 12 или 13, в которой указанный управляющий блок (300) запрограммирован для осуществления следующей технологической последовательности указанными первыми подвижными приспособлениями (100) в координации с по меньшей мере вторыми устройствами (202) вторых подвижных приспособлений (200), с возможностью изменения поперечных положений покоя материала (М) на первых балках (10):
a) движение вторых устройств (202) для удержания или приведения указанных вторых балок (20) в нижнее положение, с возможностью оставления материала (М), находящегося на первых балках (10), в первых поперечных положениях покоя;
b) движение первых подвижных приспособлений (100) для приведения в поступательное движение указанных первых балок (10) в поперечном направлении по отношению к указанному продольному направлению на первое поперечное расстояние (ΔY1) от исходного поперечного положения до конечного поперечного положения, с возможностью приведения материала (М), находящегося на них, в такое же поперечное поступательное движение;
c) движение вторых устройств (202) для приведения указанных вторых балок (20) в верхнее положение, с возможностью поднятия материала (М) с его опоры на первых балках (10); и
d) движение первых подвижных приспособлений (100) для приведения в поступательное движение указанных первых балок (10) в поперечном направлении по отношению к указанному продольному направлению на второе поперечное расстояние (ΔY2), с возможностью перемещения их из указанного конечного поперечного положения;
e) движение вторых устройств (202) для возврата указанных вторых балок (20) в нижнее положение, что приводит материал (М), находящийся на первых балках (10), во вторые поперечные положения покоя в поперечном направлении, удаленные от указанных первых поперечных положений покоя на указанное второе поперечное расстояние (ΔY2),
причем указанное второе поперечное расстояние (ΔY2) такое же или отличается от указанного первого поперечного расстояния (ΔY1).
15. Печь по п. 12 или 13, в которой указанный управляющий блок (300) запрограммирован для следующей технологической последовательности указанных первых подвижных приспособлений (100) в координации с по меньшей мере вторыми устройствами (202) вторых подвижных приспособлений (200), с возможностью изменения поперечных положений покоя материала (М) на первых балках (10):
a) движение вторых устройств (202) для удержания или приведения указанных вторых балок (20) в верхнее положение, с возможностью поднятия материала (М) с опоры на первых балках (10) из первых поперечных положений покоя;
b) движение первых подвижных приспособлений (100) для приведения в поступательное движение указанных первых балок (10) в поперечном направлении по отношению к указанному продольному направлению на поперечное расстояние (ΔY) от исходного поперечного положения до конечного поперечного положения; и
c) движение вторых устройств (202) для приведения указанных вторых балок (20) в нижнее положение, с возможностью приведения материала (М) в состояние покоя на первых балках (10) во вторых поперечных положениях покоя, удаленных в поперечном направлении от указанных первых поперечных положений покоя на указанное поперечное расстояние (ΔY).
16. Печь по п. 14 или 15, в которой указанный управляющий блок (300) запрограммирован для движения указанных первых подвижных приспособлений (100) в координации только со вторыми устройствами (202) вторых подвижных приспособлений (200), с возможностью оставления первых устройств (202) вторых подвижных приспособлений (200) бездействующими, с возможностью изменения поперечных положений покоя материала (М) на первых балках (10) без приведения указанного материала (М) в движение между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), имеющее компонент движения, параллельный по отношению к указанному продольному направлению (Х-Х).
17. Печь по п. 14 или 15, в которой указанный управляющий блок (300) запрограммирован для движения указанных первых подвижных приспособлений (100) в одновременной координации со вторыми устройствами (202) и с первыми устройствами (201) вторых подвижных приспособлений (200), с возможностью изменения поперечных положений покоя материала (М) на первых балках (10) и при этом приводить указанный материал (М) в движение между указанной печной погрузочной секцией (2а) и указанной печной разгрузочной секцией (2b), имеющее компонент движения, параллельный по отношению к указанному продольному направлению (Х-Х).
18. Печь по одному или нескольким из пп. 7-17, в которой все первые стойки (11) указанных первых балок (10) соединены друг с другом посредством первой опорной конструкции (110), выполненной с возможностью находиться в кинематическом соединении с указанными первыми подвижными приспособлениями (100) для поступательного движения с соединенными первыми стойками (11) и первыми балками (10) в поперечном направлении по отношению к поду (3) указанной камеры (2), причем предпочтительно указанная первая опорная конструкция (110) расположена в указанной технической камере (5), находящейся между подом (3) указанной камеры (2) и опорным основанием (4) указанной печи (1).
19. Печь по пп. 10 и 18, в которой все вторые стойки (21) указанных вторых балок (20) соединены друг с другом посредством второй опорной конструкции (211), выполненной с возможностью находиться в кинематическом соединении с первыми устройствами (201) указанных вторых подвижных приспособлений (200) для поступательного движения с соединенными вторыми стойками (21) и вторыми балками (20) в параллельном направлении по отношению к указанному продольному направлению (Х-Х) по отношению к третьей опорной конструкции (212),
и при этом указанная третья опорная конструкция (212) выполнена с возможностью находиться в кинематическом соединении со вторыми устройствами (202) указанных вторых подвижных приспособлений (200) для движения в вертикальном направлении вместе с указанной второй опорной конструкцией (211) по отношению к поду (3) указанной камеры (2), причем предпочтительно указанные вторая и третья опорные конструкции (211, 212) расположены в указанной технической камере (5).
| US 4648837 А, 10.03.1987 | |||
| Механизм вертикального перемещения | 1988 |
|
SU1617289A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ ШАГАЮЩИМИ БАЛКАМИ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ | 0 |
|
SU398649A1 |
| Устройство для транспортирования изделий в печи шагающими балками | 1988 |
|
SU1566187A1 |
| DE 19604941 A1, 14.08.1997 | |||
| US 5334014 А, 02.08.1994. | |||

