Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к многослойной композитной доске из сыпучих материалов и пластика, такого как древесно-пластиковый композит (ДПК). Уровень техники
[0002] Известный из уровня техники ДПК содержит совместимую пропорцию древесины и термопластика (такого как полипропилен, полиэтилен или ПВХ и т.д.). Оба компонента дерева и пластика могут быть получены из переработанных ресурсов. ДПК может быть изготовлен различными способами. В настоящее время наиболее распространенным способом является экструзия, когда компоненты из древесины (гранулированные до мелких зерен), термопластик и добавки смешиваются в смесь, которая может находиться в расплавленном состоянии при высокой температуре и давлении и может быть сформирована в экструзионной головке. ДПК хорошо защищает от деформации и растрескивания. Кроме того, этот материал долговечен благодаря своей невосприимчивости к термитам, древоточцам и другим природным факторам. Наиболее существенным недостатком ДПК является низкая несущая способность из-за их равномерного распределения в материале дерева и пластика. Еще одним недостатком ДПК является высокая плотность из-за того, что древесина прессуется при высокой температуре и давлении в процессе экструзии с использованием пластика, такого как полипропилен или полиэтилен, поскольку они плохо образуют пену, как ПВХ.
Краткое описание изобретения
[0003] Задачей настоящего изобретения является устранение описанных выше недостатков предшествующего уровня техники; более конкретно, создание многослойной композитной доски из сыпучих материалов и пластика с высокой несущей способностью и низкой плотностью, улучшенной интеграцией сыпучих материалов и пластика.
[0004] Для решения вышеупомянутых и других задач в настоящем изобретении предложена многослойная доска ДПК. В отличие от обычного ДПК, в котором древесина (гранулированная до мелких зерен), термопласт и добавки смешиваются в смесь в расплавленном состоянии перед формованием в экструзионной головке, многослойная доска ДПК из сыпучих материалов и пластика создается из независимо наслоенных слоев пластика и слоев сыпучего материала, спрессованных в расплавленном состоянии из попеременных слоев пластика и сыпучих материалов и охлажденных. В процессе прессования слои сыпучих материалов смешиваются с расплавленным пластиком из смежных слоев пластика, с образованием слоев пластик-сыпучий материал с высокой долей сыпучих материалов. Эти слои пластик-сыпучий материал интегрируются со смежными слоями пластика, с образованием композитной доски. Из-за этого наслоения централизованные слои пластика обладают высокой несущей способностью, а слои сыпучего материала, спрессованные с давлением ниже, чем при обычном процессе экструзии, имеют низкую плотность для многослойной композитной доски из сыпучих материалов и пластика.
Краткое описание чертежей
[0005] Ниже настоящее изобретение будет описано на основе прилагаемых чертежей. В целях иллюстрации изобретения на чертежах показаны несколько форм, которые в настоящее время являются предпочтительными, однако следует понимать, что изобретение не ограничивается точно показанными схемами и инструментами, причем:
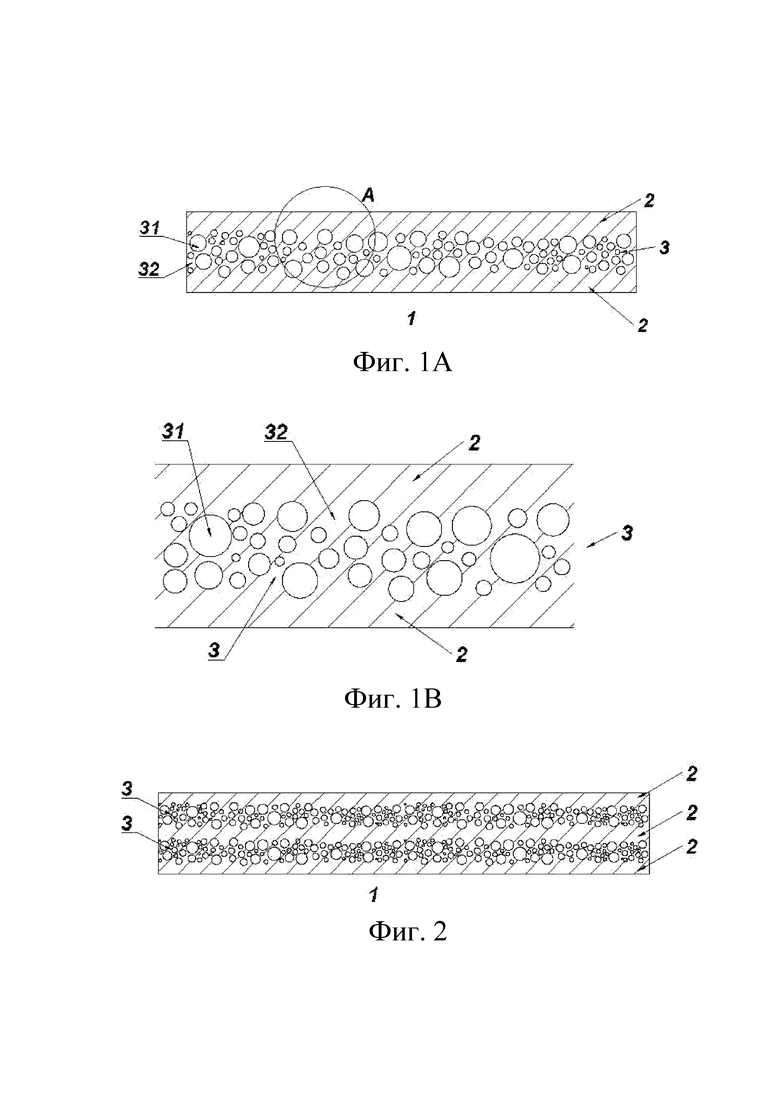
[0006] Фиг. 1А иллюстрирует пример многослойной композитной доски из сыпучих материалов и пластика согласно варианту осуществления, при этом данная доска содержит два слоя пластика и один слой сыпучего материала;
[0007] Фиг. 1В иллюстрирует увеличенную область А с фиг. 1А;
[0008] Фиг. 2 иллюстрирует пример многослойной композитной доски из сыпучих материалов и пластика согласно варианту осуществления; при этом эта доска содержит три слоя пластика и два слоя сыпучего материала;
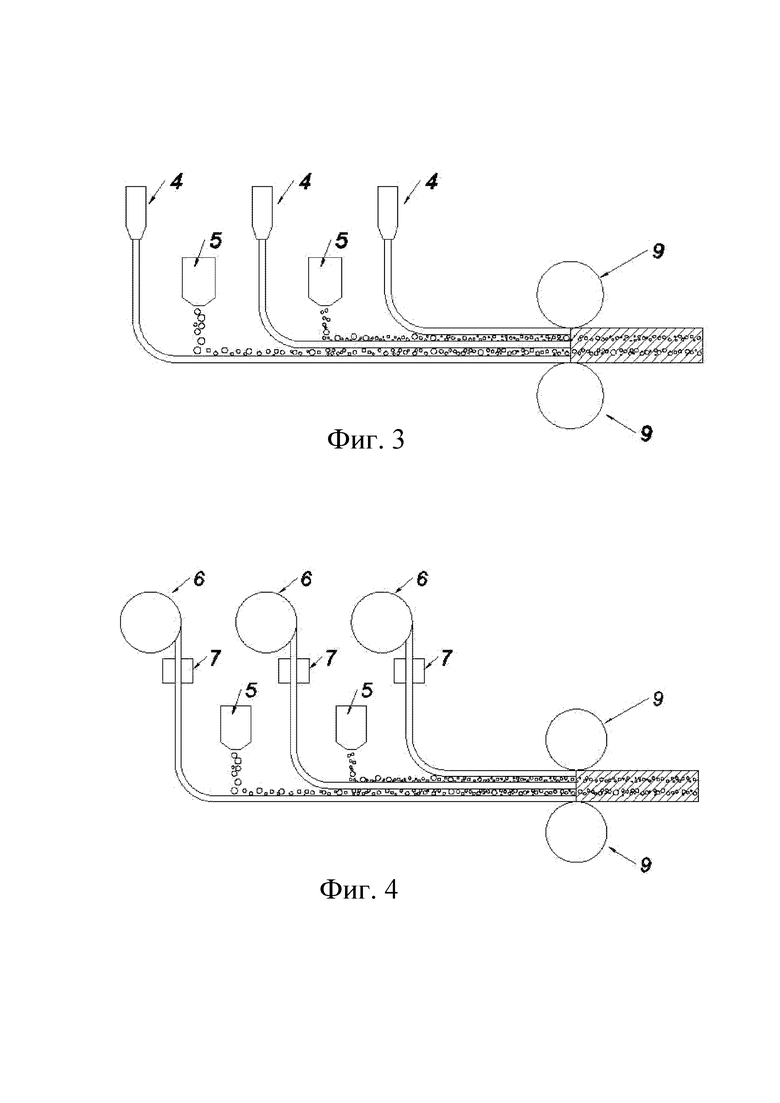
[0009] Фиг. 3 иллюстрирует способ производства многослойной композитной доски из сыпучих материалов и пластика согласно варианту осуществления;
[0010] Фиг. 4 иллюстрирует другой способ изготовления примера многослойной композитной доски из сыпучих материалов и пластика;
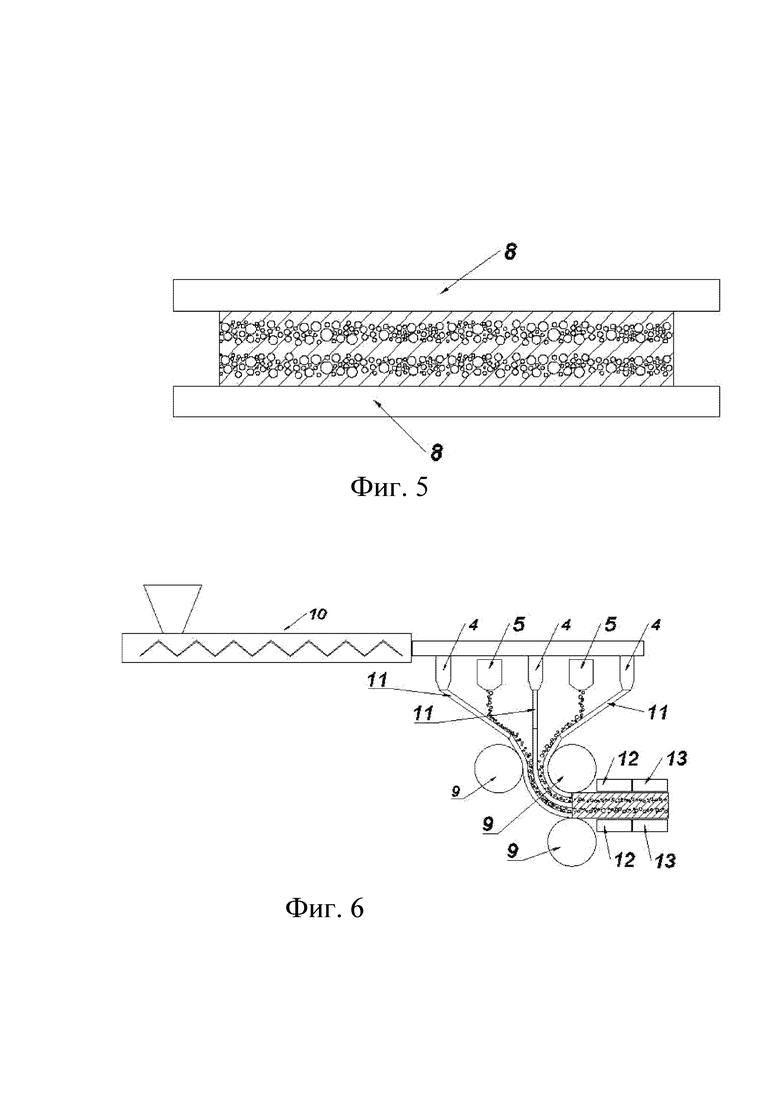
[0011] Фиг. 5 иллюстрирует способ изготовления многослойной композитной доски из сыпучих материалов и пластика согласно варианту осуществления;
[0012] Фиг. 6 иллюстрирует способ опытного производства многослойной композитной доски из сыпучих материалов и пластика.
Осуществление изобретения
[0013] Ниже настоящее изобретение будет описано на основе предпочтительных вариантов его осуществления со ссылками на прилагаемые чертежи. На чертежах одинаковые ссылочные позиции обычно относятся к одним и тем же частям на разных видах.
[0014] Как показано на фиг. 1А, многослойная композитная доска 1 из сыпучих материалов и пластика согласно настоящему изобретению содержит два слоя 2 пластика и один слой 3 сыпучего материала, лежащий посередине двух слоев 2 пластика, при этом слой сыпучего материала содержит сыпучие материалы 31, смешанные с пластиком 32.
[0015] Как показано на фиг. 1В, пластик 32, полученный из двух изначально предусмотренных слоев пластика, втекает, чтобы интегрироваться с сыпучими материалами, и, согласно варианту осуществления, может интегрироваться друг с другом. Хотя пластик 32 состоит из двух слоев 2 пластика, средний слой называется слоем пластик-сыпучий материал вместо слоя сыпучего материала, чтобы подчеркнуть тот факт, что этот слой содержит сыпучие материалы 31, смешанные и прочно интегрированные со слоями 2 пластика, благодаря чему перетекает в пустоты и становится частью слоя 3 пластик-сыпучий материал.
[0016] Согласно другому варианту осуществления, показанному на фиг. 2, многослойная композитная доска 1 из сыпучих материалов и пластика содержит три слоя 2 пластика и два слоя 3 пластик-сыпучий материал, лежащих попеременно среди трех слоев 2 пластика. Это означает, что настоящее изобретение не ограничено количеством слоев пластика, показанных на фиг. 1А и фиг. 2, при этом многослойная композитная доска 1 из сыпучих материалов и пластика содержит по меньшей мере два слоя 2 пластика и по меньшей мере один слой 3 пластик-сыпучий материал, при этом каждый слой пластик-сыпучий материал помещают попеременно между двумя слоями пластика.
[0017] Композитная доска 1 сформирована путем создания независимо наслоенных исходных слоев пластика и слоев сыпучего материала, которые спрессованы в расплавленном состоянии предусмотренных слоев пластика и слоев сыпучего материала, размещенных попеременно вдоль границы раздела слоев пластика, и охлаждены. В процессе прессования слои сыпучего материала смешиваются с расплавленным пластиком из смежных слоев пластика, с образованием слоев пластик-сыпучий материал с высокой долей сыпучих материалов. Эти слои пластик-сыпучий материал интегрируются со смежными слоями пластика, с образованием композитной доски. Из-за наслоения централизованные слои пластика обеспечивают высокую несущую способность композитной доски согласно изобретению, причем централизованные слои сыпучего материала прессуются под давлением ниже обычного процесса экструзии ДПК, что обеспечивает низкую плотность многослойной композитной доски согласно изобретению.
[0018] Термин «сыпучие материалы» в этом описании подразумевает материал в форме доски или куска, в котором будут полости, когда они уложены. Согласно настоящему изобретению сыпучие материалы, используемые для образования полостей, достаточно больших для затекания пластика, не интегрируются на поверхности или глубже, а глубоко интегрируются как часть формируемого слоя, благодаря чему формируется композитная доска 1, состоящая из прочно интегрированных слоев с не слишком высокой плотностью.
[0019] В соответствии с различными вариантами осуществления сыпучие материалы могут быть различными. Сыпучие материалы 31 могут быть гранулами или досками из дерева, щепок, растительных волокон, стекловолокна, волокон ткани, шелухи, лоскутов и т.д. Кроме того, слой пластик-сыпучий материал может содержать два или более типов сыпучих материалов. Для композитной доски 1, содержащей множество слоев пластик-сыпучий материал, например два слоя, как показано на фиг. 2, каждый слой может даже содержать различные сыпучие материалы.
[0020] Сыпучие материалы могут иметь различные размеры в зависимости от источников материала. Согласно предпочтительному варианту осуществления настоящего изобретения сыпучие материалы 31 представляют собой гранулы древесины размером 0,5-15 мм.
[0021] Согласно другому предпочтительному варианту осуществления сыпучие материалы 31 представляют собой гранулы, предварительно изготовленные по технологии грануляционной экструзии, причем сыпучие материалы, такие как гранулы или стружка древесины, щепки, растительные волокна, стекловолокна, тканевые волокна, шелуха, лоскуты и т.д. измельчают до гранул размером 0,5-5 мм, термопластик и добавки смешивают до смеси в расплавленном состоянии перед формованием нити размером 1-5 мм в экструзионной головке, затем охлаждают и нарезают на гранулы размером 1-15 мм.
[0022] Состав слоев пластика разнообразен, они могут быть пластиками любого типа, такими как ПП, ПЭ, ПС, АБС, ПА, ПЭТ, ПВХ и т.д.
[0023] В соответствии с другим аспектом в настоящем изобретении предложен способ изготовления многослойной композитной доски из сыпучих материалов и пластика. Способ изготовления многослойной композитной доски из сыпучих материалов и пластика следующий:
[0024] Этап 1: берут по меньшей мере два слоя пластика;
[0025] этап 2: распределяют по меньшей мере одного один слой сыпучего материала попеременно и вдоль поверхностей слоев пластика;
[0026] этап 3: спрессовывают слои пластика в расплавленном состоянии с сыпучими материалами и охлаждают их, так что два слоя пластика, смежных со слоем сыпучего материала, интегрированы с сыпучими материалами.
[0027] Слои пластика могут находиться в расплавленном состоянии перед распределением слоя сыпучего материала, или слои пластика могут находиться в охлажденном состоянии при распределении слоя сыпучего материала.
[0028] Как показано на фиг. 3, слои пластика экструдируются непосредственно из экструдера в расплавленном состоянии через экструзионные головки 4, а сыпучие материалы распределяются через распределители 5. Каждый распределитель 5 попеременно помещают между экструзионными головками 4 для попеременного распределения слоя сыпучего материала между слоями пластика.
[0029] Как показано на фиг. 4, слои пластика получают из доступных листов 6 пластика и нагревают нагревателем 7, и сыпучие материалы распределяют через распределители 5. Каждый распределитель 5 попеременно помещают среди пластиковых пленок для попеременного распределения слоя сыпучего материала между слоями пластика.
[0030] Как показано на фиг. 3 и фиг. 4, эти попеременные слои сыпучего материала и слои расплавленного пластика прессуются и охлаждаются валковым каландром 9 для формирования композитной доски.
[0031] Согласно другому предпочтительному варианту осуществления, как показано на фиг. 5, слои пластика находятся в состоянии охлаждения при распределении слоя сыпучего материала. Слои пластика затем опосредованно расплавляются через средства 8 сжатия. Слои пластика попеременно располагаются среди слоев сыпучего материала, затем прессуются между нагревательными пластинами и охлаждаются, с образованием плиты из ДПК. Слои пластика также могут быть расплавлены такими источниками тепла, как инфракрасное излучение, высокочастотный индукционный нагрев, пар высокого давления и т.п.
[0032] Валковый каландр для прессования и охлаждения в процессе изготовления композитной доски может быть заменен эквивалентными конструкциями.
Пример
[0033] Как показано на фиг. 6, при пробном производстве композитной доски используется двухшнековый экструдер диаметром 65 мм, длиной 3000 мм, производительностью 300 кг/ч., пластиковый материал РЕ. Сыпучие материалы представляют собой древесину, измельченную до гранул размером 3-5 мм. ПЭ расплавляют до 170°С в барабане экструдера 10, экструдируют из трех головок 4 с образованием трех слоев пластика шириной 1200 мм, толщиной 2 мм в расплавленном состоянии. Эти три слоя расплавленного пластика проходят через три экструзионных канала 11 к формовочному валковому каландру 9. Три экструзионных канала нагреваются до 160° С для сохранения расплавленного состояния слоев пластика. Два слоя древесных гранул распределяют распределителями 5 поочередно между тремя слоями пластика в расплавленном состоянии перед формовочными валковыми каландрами 9 с образованием композитной доски шириной 1200 мм, толщиной 15 мм. Эта композитная доска перемещается в выравнивающую конструкцию, где наружная поверхность композитной доски пластифицируется при температуре 170° С нагревательными пластинами 12, затем охлаждается и заглаживается охлажденными пластинами 13. После раскроя результатом опытного производства является доска из ДПК размером 2440 мм × 1220 мм × 15 мм, соответствующая критериям для использования в качестве опалубочных панелей в строительстве.
[0034] Хотя были показаны и описаны предпочтительные варианты осуществления изобретения, специалистам в данной области техники будет понятно, что могут быть выполнены различные изменения и модификации без отхода от сущности и объема изобретения, определенных в следующей ниже формуле.
[0035] Перечень ссылочных обозначений
[0036] 1 композитная доска
[0037] 2 слой пластика
[0038] 3 слой сыпучего материала
[0039] 31 сыпучие материалы
[0040] 32 пластик
[0041] 4 экструзионная головка
[0042] 5 распределитель
[0043] 6 лист пластика
[0044] 7 нагреватель
[0045] 8 средство сжатия
[0046] 9 валковый каландр
[0047] А увеличенная область
[0048] 10 экструдер
[0049] 11 канал экструзии
[0050] 12 нагревательная пластина
[0051] 13 охлажденная пластина
Изобретение относится к многослойной композитной доске из сыпучих материалов и пластика. Композитную доску получают путем обеспечения независимо наслоенных слоев пластика и слоев сыпучего материала, которые спрессовываются в расплавленном состоянии попеременных слоев пластика и слоев сыпучего материала и охлаждаются. Посредством такого наслоения центральные слои пластика обеспечивают высокую несущую способность, а слои сыпучего материала, спрессованные под меньшим давлением, чем при обычном процессе экструзии, создают низкую плотность для многослойной композитной плиты из сыпучих материалов и пластика. Изобретение обеспечивает получение композитного материала с высокой несущей способностью и низкой плотностью, улучшенной интеграцией сыпучих материалов и пластика. 2 н. и 12 з.п. ф-лы, 7 ил.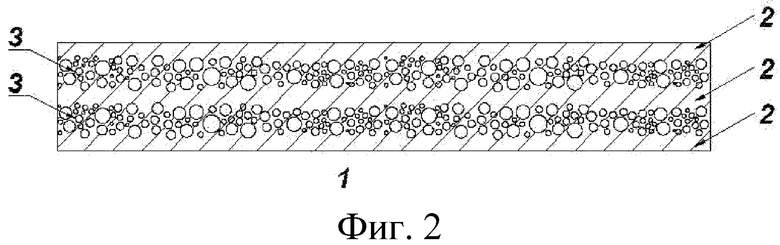
1. Многослойная композитная доска из сыпучих материалов и пластика, сформированная получением по меньшей мере двух исходных слоев пластика, распределением сыпучих материалов в пространствах между смежными исходными слоями пластика по меньшей мере двух исходных слоев пластика так, что сыпучие материалы распределены вдоль обращенных друг к другу поверхностей смежных исходных слоев пластика, причем по меньшей мере два исходных слоя пластика прессуются будучи в расплавленном состоянии так, что часть исходных слоев пластика в расплавленном состоянии протекает в пространства между сыпучими материалами и связывается с сыпучими материалами,
многослойная композитная доска содержит по меньшей мере два слоя пластика и по меньшей мере один слой пластик-сыпучий материал, при этом:
каждый слой пластик-сыпучий материал по меньшей мере одного слоя пластик-сыпучий материал расположен между двумя слоями пластика по меньшей мере двух слоев пластика, причем каждый слой пластик-сыпучий материал содержит сыпучие материалы, смешанные с пластиковым компонентом, при этом пластиковый компонент является таким же, как и слои пластика, поскольку пластиковый компонент в слое пластик-сыпучий материал является частью исходных слоев пластика, которая протекает в пространства между сыпучими материалами;
после прессования каждый слой пластика содержит оставшуюся часть исходного слоя пластика,
каждый слой пластик-сыпучий материал интегрирован со слоями пластика без четкой границы раздела, поскольку материал пластика в слое пластик-сыпучий материал является частью исходных слоев пластика, протекающей в слой пластик-сыпучий материал.
2. Композитная доска по п. 1, причем указанные сыпучие материалы содержат по меньшей мере один материал, выбранный из группы, включающей стружку древесины, растительные волокна, стекловолокно, волокна ткани, шелуху и лоскуты.
3. Композитная доска по п. 2, в которой указанные сыпучие материалы представляют собой стружку древесины.
4. Композитная доска по п. 1, причем указанные сыпучие материалы представляют собой гранулы размером 1-15 мм, нарезанные из проволоки диаметром 1-5 мм, сформированной путем экструзии смеси сырьевых сыпучих материалов размером 0,5-5 мм, термопластика и добавок в экструзионной головке.
5. Способ изготовления многослойной композитной доски из сыпучих материалов и пластика, включающий:
этап 1: получают по меньшей мере два исходных слоя пластика;
этап 2: распределяют сыпучие материалы в пространствах между смежными исходными слоями пластика по меньшей мере двух исходных слоев пластика так, что сыпучие материалы распределены вдоль обращенных друг к другу поверхностей смежных исходных слоев пластика,
этап 3: прессуют исходные слои пластика при нахождении исходных слоев пластика в расплавленном состоянии так, что часть исходных слоев пластика протекает в пространства между сыпучими материалами и связывается с сыпучими материалами для формирования многослойной композитной доски из сыпучих материалов и пластика без четкой границы раздела.
6. Способ изготовления по п. 5, в котором на этапе 3 по меньшей мере два исходных слоя пластика прессуют с помощью усилия, создаваемого валками.
7. Способ изготовления по п. 5, в котором по меньшей мере два исходных слоя пластика экструдируют непосредственно из экструдера.
8. Способ изготовления по п. 5, в котором по меньшей мере два исходных слоя пластика получают из листов рулонного пластика.
9. Способ изготовления по п. 5, дополнительно содержащий экструдирование смеси сырьевых сыпучих материалов, термопластика и добавок в экструзионной головке с получением проволоки, причем размер сырьевых сыпучих материалов составляет 0,5-5 мм, а диаметр проволоки составляет 1-5 мм;
нарезание проволоки диаметром 1-5 мм для формирования сыпучих материалов, содержащих гранулы размером 1-15 мм.
10. Способ изготовления по п. 5, дополнительно содержащий нагревание по меньшей мере двух исходных слоев пластика до расплавленного состояния.
11. Способ изготовления по п. 5, в котором по меньшей мере два исходных слоя пластика находятся в расплавленном состоянии на этапе 1.
12. Способ изготовления по п. 5, дополнительно содержащий нагрев исходных слоев пластика до расплавленного состояния перед прессованием исходных слоев пластика.
13. Способ изготовления по п. 5, дополнительно содержащий прессование исходных слоев пластика в расплавленное состояние.
14. Способ изготовления по п. 5, дополнительно содержащий одновременное прессование и нагрев исходных слоев пластика до расплавленного состояния.
| EP 2865501 A1, 29.04.2015 | |||
| US 8088320 B1, 03.01 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 5417904 A, 23.05.1995 | |||
| US 8273214 B2, 25.09.2012 | |||
| EP 1847385 A1, 24.10.2007 | |||
| RU 2016105441 A, 29.08.2017. | |||

