Область техники, к которой относится изобретение
Настоящее изобретение относится к способу управления продувкой конвертера и системе управления продувкой конвертера для управления температурой и концентрацией компонентов расплавленной стали в конце продувки до заданных значений.
Уровень техники
Конвертерная операция представляет собой процесс производства стали с получением расплавленной стали посредством подачи кислорода к основным сырьевым материалам, включающим расплавленный чугун, металлолом или подобные материалы, загружаемые в конвертер для выполнения окислительного рафинирования (продувки). При работе конвертера управление продувкой, объединяющее статическое и динамическое управление, выполняется для регулирования температуры и концентрации компонентов, таких как концентрация углерода в расплавленной стали, до заданных значений в конце продувки (остановка продувки). При статическом управлении используется математическая модель, основанная на тепловом балансе и материальном балансе, для определения перед началом продувки количества кислорода, подлежащего подаче, и количества охлаждающего материала или материала, повышающего температуру, подлежащее загрузке, для регулирования температуры и концентрации компонентов расплавленной стали до целевых значений. С другой стороны, при динамическом управлении температура и концентрация компонентов расплавленного металла измеряются с использованием вспомогательной фурмы во время продувки, а количество кислорода, подлежащего подаче, и количество охлаждающего материала или материала, повышающего температуру, подлежащее загрузке, определяемое в статическом управлении, корректируется на основе математической модели, основанной на тепловом балансе и материальном балансе, а также модели реакции. Затем при динамическом управлении окончательно определяют и регулируют количество кислорода, подлежащее подаче, и количество охлаждающего материала или материала, повышающего температуру, подлежащее загрузке, до остановки продувки.
При управлении продувкой, в котором объединяется статическое и динамическое управление, если погрешность статического управления слишком велика, то трудно скорректировать погрешность динамическим управлением, что иногда делает невозможным регулировку температуры и концентрации компонентов расплавленной стали до заданных значений при остановке продувки. Соответственно, необходимо минимизировать погрешность статического управления. Математическая модель, используемая для статического управления, включает в себя два типа расчета: расчет теплового баланса и расчет кислородного баланса. При расчете теплового баланса количество охлаждающего материала или материала, повышающего температуру, которые должны быть загружены, рассчитывается таким образом, чтобы сумма тепла, поступающего в конвертер, и сумма тепла, выходящего из конвертера, были равны.
Формула, используемая для расчета теплового баланса, включает в себя член, определяющий подводимую теплоту, член, определяющий отводимую теплоту, член охлаждения или увеличения теплоты, член, представляющий погрешность, и член, представляющий корректировку температуры оператором. Для уменьшения погрешности при статическом управлении необходимо выполнить расчет теплового баланса, придав каждому члену формулы соответствующее значение. Метод определения соответствующего значения изучен. Например, патентная литература 1 раскрывает способ прогнозирования на основе кривой охлаждения, полученной на основе температуры поверхности внутренней футеровки конвертера, измеренной с помощью радиационного термометра, а также информации о времени, величины падения температуры расплавленной стали при последующей продувке и включении этой величины в расчет теплового баланса при статическом управлении.
Список цитирования
Патентная литература
Патентная литература 1: JP 2012-87345 A.
Патентная литература 2: JP 2012-117090 A.
Сущность изобретения
Техническая проблема
Однако даже когда применяется способ, раскрытый в патентной литературе 1, погрешность при статическом управлении остается не устраненной; следовательно, точность регулирования температуры расплавленной стали при остановке продувки заметно не повышается. Кроме того, также был предложен способ, в котором информация, полученная последовательно во время продувки, перед измерением с использованием вспомогательной фурмы, например информация об отходящем газе во время продувки (расход отходящего газа и состав отходящего газа), используется и отражается в работе конвертера таким образом, что повышается точность оценки температуры и концентрации компонентов расплавленной стали с помощью математической модели. Например, в патентной литературе 2 раскрыт способ использования информации об отходящем газе для оценки константы затухания эффективности обезуглероживания кислородом и максимальной эффективности обезуглероживания кислородом, которые характеризуют характеристики обезуглероживания во время продувки, а также использования результатов оценки, чтобы оценить температуру и концентрацию углерода в расплавленной стали. В соответствии со способом, раскрытым в патентной литературе 2, поскольку тепло реакции, выделяемое во время реакции обезуглероживания, точно отражается при оценке температуры расплавленной стали, повышается точность регулирования температуры расплавленной стали при остановке продувки. Однако, поскольку существуют и другие факторы, влияющие на температуру расплавленной стали, кроме реакции обезуглероживания, точность регулирования температуры расплавленной стали при остановке продувки все еще не достигла удовлетворительного уровня.
Настоящее изобретение было разработано с учетом вышеуказанных проблем, и его задачей является предложение способа управления продувкой конвертера и системы управления продувкой конвертера, способных точно регулировать температуру расплавленной стали до заданного значения к концу процесса продувки.
Решение проблемы
Способ управления продувкой конвертера, в соответствии с первым аспектом настоящего изобретения, включает в себя: вычисление, посредством расчета теплового баланса и расчета материального баланса, количества кислорода, подлежащего подаче, и количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке, для регулирования температуры и концентрации компонентов расплавленной стали до заданных значений в конце продувки в конвертере; и управление продувкой в конвертере на основе расчетного количества кислорода, подлежащего подаче, и расчетного количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке, при этом температура расплавленного чугуна, используемого в качестве исходного материала для продувки, которая является нормативным параметром расчета теплового баланса, используется в качестве температуры загруженного расплавленного чугуна, используемой в расчете теплового баланса, при этом температура расплавленного чугуна измеряется в течение периода, когда расплавленный чугун загружается в конвертер.
Способ управления продувкой конвертера, в соответствии со вторым аспектом настоящего изобретения, включает в себя: последовательную оценку температуры и концентрации компонентов расплавленного металла в процессе продувки посредством последовательного выполнения расчета теплового баланса и расчета материального баланса во время продувки на основе рабочих условий и измеренного значения конвертера, полученного в начале и во время продувки в конвертере; и управление продувкой в конвертере на основании оценочной температуры и оценочной концентрации компонентов расплавленного металла, при этом температура расплавленного чугуна, используемого в качестве исходного материала для продувки, являющаяся нормативным параметром расчета теплового баланса, используется в качестве температуры загруженного расплавленного чугуна, используемой при расчете теплового баланса, причем температура расплавленного чугуна измеряется в течение периода, когда расплавленный чугун загружается в конвертер.
Температура расплавленного чугуна, используемого в качестве исходного материала для продувки, которая является нормативным параметром расчета теплового баланса, может быть использована в качестве температуры загруженного расплавленного чугуна, используемой в расчете теплового баланса, при этом температура расплавленного чугуна измеряется с помощью бесконтактного оптического метода, при котором расплавленный чугун поступает в конвертер из контейнера для удерживания расплавленного чугуна.
Бесконтактный оптический метод может представлять собой метод измерения спектра излучения, испускаемого расплавленным чугуном, для вычисления температуры расплавленного чугуна на основе отношения между энергиями излучения для двух различных длин волн, выбранных из измеренного спектра излучения.
Длины волн λ1 и λ2 могут обе находиться в диапазоне 400 нм - 1000 нм, а абсолютное значение разницы между λ1 и λ2 составляет 50 нм или более и 600 нм или менее, где две разные длины волны составляют λ1 и λ2 (>λ1).
λ1 и λ2 могут находиться в диапазоне 400 нм - 1000 нм, а абсолютное значение разницы между λ1 и λ2 составляет 200 нм или более и 600 нм или менее, где две разные длины волны λ1 и λ2 (>λ1).
Измеренное значение температуры расплавленного чугуна может быть скорректировано на основе заданного соотношения между спектральными коэффициентами излучения для двух различных длин волн.
Система управления продувкой конвертера, в соответствии с первым аспектом настоящего изобретения, включает в себя: устройство измерения температуры, выполненное с возможностью оптического измерения температуры расплавленного чугуна в качестве температуры загруженного расплавленного чугуна, используемого в качестве исходного материала для продувки в конвертере во время периода, когда расплавленный чугун загружается в конвертер; компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, измеренной с помощью устройства измерения температуры, для вычисления, посредством расчета теплового баланса и расчета материального баланса, количества кислорода, подлежащего подаче в конвертер, и количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке в конвертер, для регулирования температуры и концентрации компонентов расплавленной стали до заданных значений в конце продувки в конвертере; и устройство управления, выполненное с возможностью управления продувкой конвертера на основе количества кислорода, подлежащего подаче в конвертер, и количества охлаждающего материала или материала, повышающего температуру, которые должны быть загружены в конвертер, в соответствии с расчётами компьютера.
Система управления продувкой конвертера, в соответствии со вторым аспектом настоящего изобретения, включает в себя: спектроскопическую камеру, выполненную с возможностью измерения температурной информации, измеряемой двухцветным термометром, о расплавленном чугуне, используемом в качестве исходного материала для продувки в конвертере, в период, когда расплавленный чугун загружается в конвертер; первый компьютер, выполненный с возможностью использования температурной информации, измеряемой двухцветным термометром, измеренной спектроскопической камерой, для вычисления температуры расплавленного чугуна в качестве температуры загруженного расплавленного чугуна; второй компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, рассчитанной первым компьютером, для вычисления, посредством расчета теплового баланса и расчета материального баланса, количества кислорода, подлежащего подаче в конвертер, и количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке в конвертер, для регулирования температуры и концентрации компонентов расплавленной стали до заданных значений в конце продувки в конвертере; и устройство управления, выполненное с возможностью управления продувкой в конвертере на основе количества кислорода, которое должно быть подано в конвертер, и количества охлаждающего материала или материала, повышающего температуру, которое должно быть загружено в конвертер, в соответствии с расчётами второго компьютера.
Система управления продувкой конвертера, в соответствии с третьим аспектом настоящего изобретения, включает в себя: устройство измерения температуры, выполненное с возможностью оптического измерения, в качестве температуры загруженного расплавленного чугуна, температуры расплавленного чугуна, используемого в качестве исходного материала для продувки в конвертере, в период загрузки расплавленного чугуна в конвертер; компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, измеренной с помощью устройства измерения температуры, для последовательного вычисления температуры расплавленной стали во время продувки; и устройство управления, выполненное с возможностью управления продувкой в конвертере на основе температуры расплавленной стали во время продувки, вычисленной с помощью компьютера.
Система управления продувкой конвертера, в соответствии с четвертым аспектом настоящего изобретения, включает в себя: спектроскопическую камеру, выполненную с возможностью измерения температурной информации, измеряемой двухцветным термометром, о расплавленном чугуне, используемом в качестве исходного материала для продувки в конвертере в период, когда расплавленный чугун загружается в конвертер; первый компьютер, выполненный с возможностью использования температурной информации, измеряемой двухцветным термометром, измеренной спектроскопической камерой, для вычисления температуры расплавленного чугуна в качестве температуры загруженного расплавленного чугуна; второй компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, рассчитанной первым компьютером, для последовательного вычисления температуры расплавленной стали во время продувки; и устройство управления, выполненное с возможностью управления продувкой в конвертере на основе температуры расплавленной стали во время продувки, вычисленной вторым компьютером.
Полезные эффекты изобретения
В соответствии со способом управления продувкой конвертера и системой управления продувкой конвертера по настоящему изобретению, температуру расплавленной стали в конце продувки можно точно отрегулировать до заданного значения.
Краткое описание чертежей
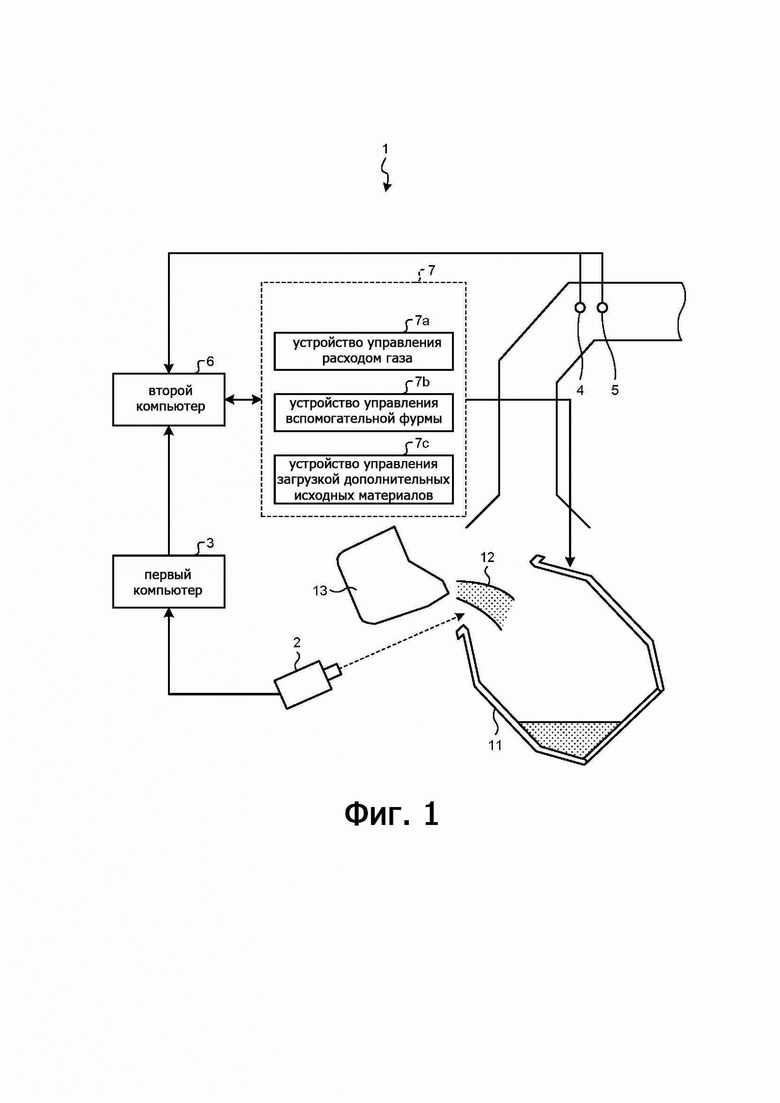
Фиг. 1 представляет собой блок-схему, иллюстрирующую конфигурацию системы управления продувкой конвертера, в соответствии с вариантом осуществления настоящего изобретения.
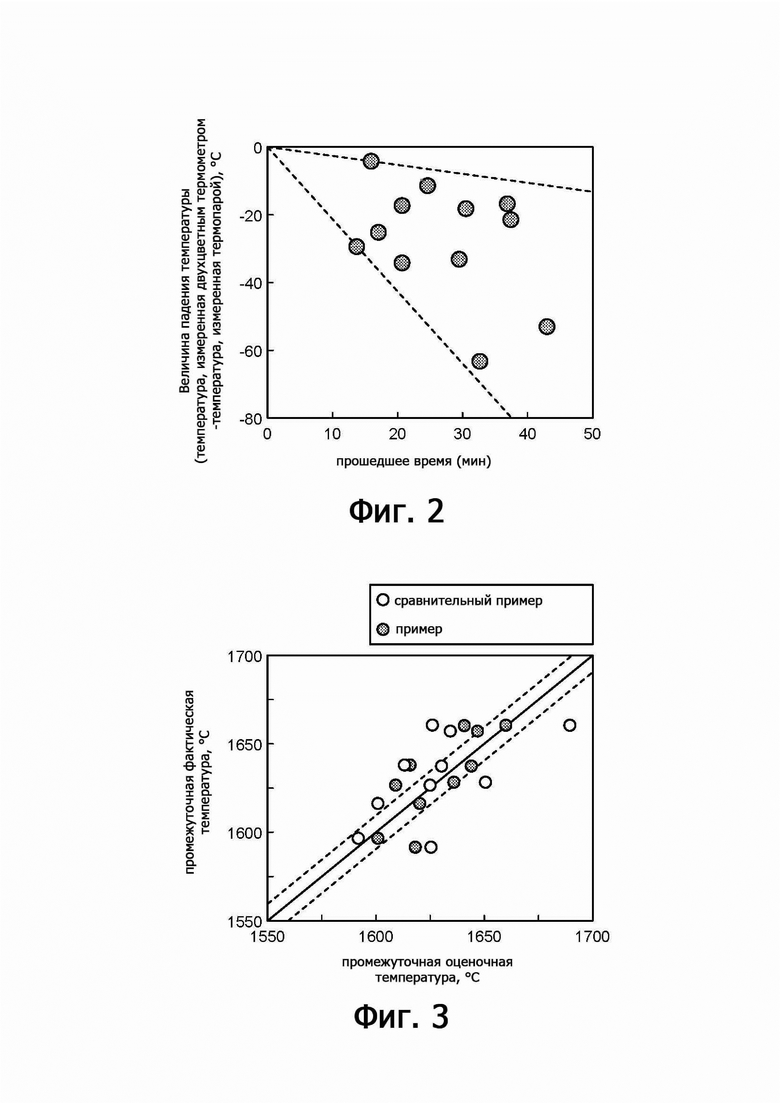
Фиг. 2 представляет собой диаграмму, иллюстрирующую пример соотношения между временем, прошедшим с момента измерения температуры расплавленного чугуна, заполняющего загрузочный ковш, с использованием термопары для измерения, с использованием двухцветного термометра для измерения температуры расплавленного чугуна для случая потока расплавленного чугуна в конвертер из загрузочного ковша, и разницей между температурой расплавленного чугуна, измеренной двухцветным термометром, и температурой расплавленного чугуна, измеренной термопарой.
Фиг. 3 представляет собой диаграмму, иллюстрирующую соотношение между промежуточной оценочной температурой и промежуточной фактической температурой в примере и сравнительном примере в случае продувки от 300 до 350 тонн расплавленного чугуна с использованием 350-тонного конвертера.
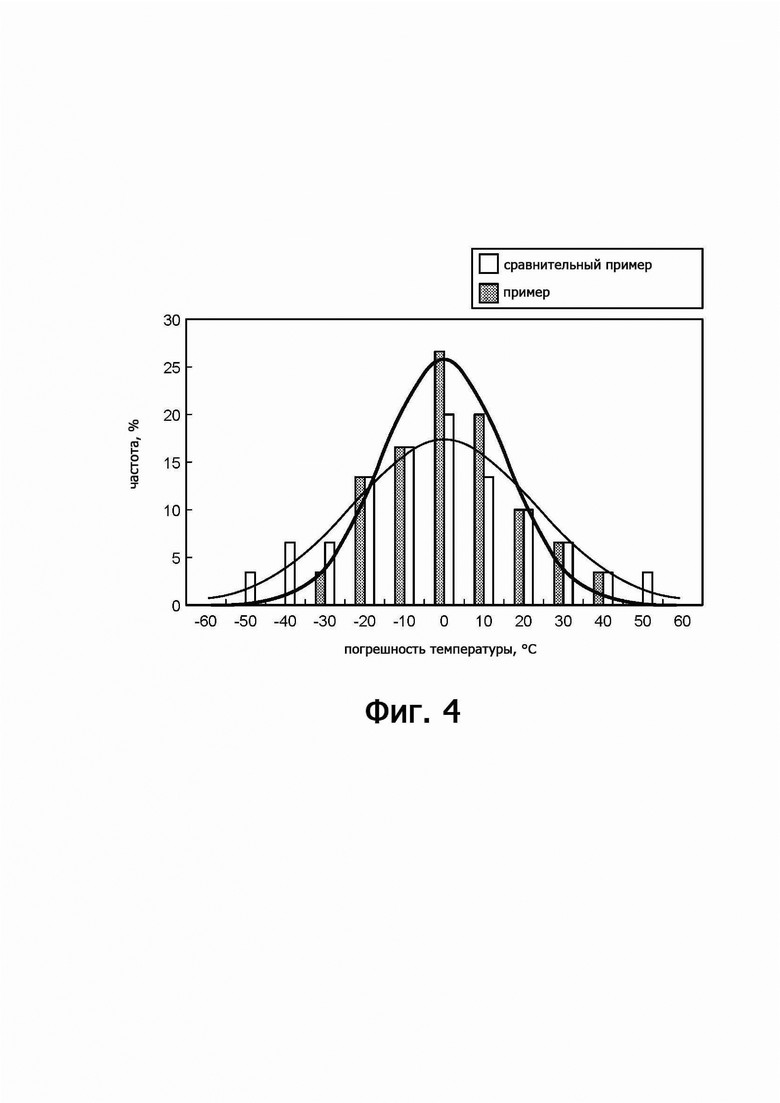
Фиг. 4 представляет собой диаграмму, иллюстрирующую погрешность температуры расплавленного чугуна по отношению к заданному значению в конце продувки в примере и сравнительном примере в случае продувки от 300 до 350 тонн расплавленного чугуна с использованием 350-тонного конвертера.
Описание вариантов осуществления изобретения
Далее будут описаны способ управления продувкой конвертера и система управления продувкой конвертера согласно настоящему изобретению.
Способ управления продувкой конвертера
При работе конвертера управление продувкой, сочетающее статическое и динамическое управление, выполняется для регулирования температуры и концентрации компонентов, таких как концентрация углерода в расплавленной стали, до заданных значений в конце продувки (остановка продувки). При статическом управлении математическая модель, основанная на расчете теплового баланса и расчете баланса материалов, используется для определения перед началом продувки количества подаваемого кислорода и количества загружаемого охлаждающего материала или материала, повышающего температуру, (далее называются охлаждающим материалом и т.д.), необходимые для регулирования температуры и концентрации компонентов в расплавленной стали до заданных значений. Затем продувка начинается и продолжается на основе определенного количества подаваемого кислорода и определенного количества загружаемого охлаждающего материала и т.д., при этом продувка продолжается в течение определенного периода времени (например, временная точка, в которой продувается от 80 до 90% количества подаваемого кислорода, рассчитанного при статическом управлении, и т.п.), а затем температура и концентрация компонентов в расплавленном металле измеряются с использованием вспомогательной фурмы. При динамическом управлении математическая модель, основанная на температуре и концентрации компонентов в расплавленной стали, измеряемых с использованием вспомогательной фурмы, теплового баланса и баланса материалов, а также реакционная модель используются для корректировки количества подаваемого кислорода и количества охлаждающего материала и подобных материалов, которые должны быть загружены, которые определены при статическом управлении, и окончательно определяются количество подаваемого кислорода и количество охлаждающего материала и подобных материалов, которые должны быть загружены до остановки продувки.
Расчетная формула, используемая для расчета теплового баланса при статическом управлении, включает в себя, например, член, определяющий подводимую теплоту, член, определяющий отвод теплоты, член, определяющий охлаждение или повышение температуры, член, выражающий погрешность, и член, выражающий коррекцию температуры оператором. Среди них член, определяющий подводимую теплоту, включает в себя член, представляющий физическую теплоту загружаемого расплавленного чугуна. В частности, даже в способе, раскрытом в патентной литературе 2, описанном выше, тот факт, что физическая теплота загружаемого расплавленного чугуна должна быть задана в качестве начального значения, является аналогичным такому факту в способе управления продувкой, объединяющем статическое управление и динамическое управление.
Физическая теплота загружаемого расплавленного чугуна рассчитывается по формуле (удельная теплоемкость расплавленного чугуна) × (масса загружаемого расплавленного чугуна) × (температура загружаемого расплавленного чугуна). В качестве удельной теплоемкости расплавленного чугуна используется значение этой физической величины, указанное в справочнике или в подобном источнике. В качестве массы расплавленного чугуна, подлежащего загрузке, например, используется разница между весом загрузочного ковша (контейнер для удерживания расплавленного чугуна), заполненного расплавленным чугуном, измеренного с помощью тензодатчика или подобного устройства, до загрузки расплавленного чугуна, и весом пустого загрузочного ковша, измеренного с помощью тензодатчика или подобного устройства после загрузки расплавленного чугуна. Кроме того, в качестве температуры загружаемого расплавленного чугуна (температуры загруженного расплавленного чугуна) используется, например, значение, измеренное посредством погружения термопары в расплавленный чугун, заполняющий загрузочный ковш.
После тщательных исследований авторы настоящего изобретения обнаружили, что причина, по которой не повышается точность регулирования температуры расплавленной стали при остановке продувки, заключается в том, что значение физической теплоты расплавленного чугуна, подлежащего загрузке, является неточным в расчете теплового баланса при статическом управлении и динамическом управлении. В частности, авторы настоящего изобретения обнаружили, что в случае, когда вычисляется физическая теплота загружаемого расплавленного чугуна, не всегда целесообразно использовать измеренное значение температуры расплавленного чугуна, описанное выше.
Как правило, температуру расплавленного чугуна измеряют после того, как расплавленный чугун загружен в загрузочный ковш и удален шлак. Однако после измерения температуры, время, прошедшее до загрузки расплавленного чугуна в конвертер, сильно варьируется в зависимости от рабочего состояния конвертера и технологического процесса выплавки стали после конвертера. Например, после измерения температуры расплавленного чугуна в некоторых случаях производится немедленная загрузка этого расплавленного чугуна в конвертер для начала продувки, или после измерения температуры расплавленного чугуна может быть вынужденное ожидание, пока расплавленный чугун загружается в конвертер в состоянии, когда расплавленный чугун заливается в загрузочный ковш как есть. То есть, поскольку величина падения температуры расплавленного чугуна в период с момента измерения температуры расплавленного чугуна до момента загрузки расплавленного чугуна в конвертер различна, фактическая температура загруженного расплавленного чугуна также отличается.
В частности, если время ожидания до загрузки расплавленного чугуна в конвертер велико, распределение температуры расплавленного чугуна происходит в направлении глубины загрузочного ковша вследствие тепловой конвекции. В загрузочном ковше с массой загрузки более 200 тонн, глубина ванны расплавленного чугуна при заполнении расплавленным чугуном составляет порядка нескольких метров, тогда как глубина погружения термопары в момент измерения температуры составляет несколько десятков сантиметров. По этой причине, даже если температура расплавленного чугуна снова измеряется в загрузочном ковше перед загрузкой расплавленного чугуна в конвертер, влияние распределения температуры расплавленного чугуна не отражается в достаточной степени на значении измерения температуры, что приводит к погрешности. Состояние используемого загрузочного ковша также влияет на величину падения температуры расплавленного чугуна в период с момента измерения температуры расплавленного чугуна до момента загрузки расплавленного чугуна в конвертер. Например, загрузочный ковш, имеющий высокий коэффициент времени заполнения ковша (время нахождения в состоянии заполнения расплавленным чугуном в течение определенного периода времени), имеет небольшую величину падения температуры расплавленного чугуна, и, наоборот, загрузочный ковш, имеющий низкий коэффициент времени заполнения ковша, имеет большую величину падения температуры расплавленного чугуна.
Кроме того, в последние годы имеет место случай, когда используются два конвертера, один из конвертеров выполняет обескремнивание или дефосфоризацию (печь обескремнивания/ дефосфоризации), а другой конвертер выполняет обезуглероживание (печь для обезуглероживания). При таком режиме работы расплавленный чугун, прошедший обработку в печи обескремнивания/дефосфоризации, поступает в загрузочный ковш в режиме ожидания под печью, и расплавленный чугун, принятый в загрузочный ковш, загружается в печь обезуглероживания для выполнения обезуглероживания. Статическое управление и динамическое управление, описанные выше, также выполняются при обезуглероживании, а в качестве температуры загруженного расплавленного чугуна при расчете теплового баланса используется температура расплавленного чугуна, измеренная в конвертере в конце процесса обескремнивания/дефосфоризации или во время выпуска металла, или температура, полученная посредством корректировки температуры расплавленного чугуна, измеренной в конвертере в конце обескремнивания/дефосфоризации, или во время выпуска металла, с величиной падения температуры расплавленного чугуна во время выпуска чугуна или подобного процесса. Однако, даже в таком случае остается описанная выше проблема, например, время от выпуска до загрузки сильно варьируется в зависимости от рабочего состояния.
Как описано выше, было обнаружено, что существует случай, когда значение температуры расплавленного чугуна, используемое для вычисления физической теплоты расплавленного чугуна, подлежащего загрузке, не обязательно является соответствующим требованиям, предъявляемым в настоящее время; однако трудно выполнять эту операцию, поддерживая постоянным время между измерением температуры расплавленного чугуна и загрузкой расплавленного чугуна в конвертер. В свете вышеизложенного, авторы настоящего изобретения использовали в качестве температуры загруженного расплавленного чугуна, используемой для расчета теплового баланса, температуру расплавленного чугуна, измеренную в течение периода, в котором в конвертер загружается расплавленный чугун, используемый в качестве исходного материала для продувки, которая является нормативным параметром расчета теплового баланса. Это повышает точность расчета теплового баланса по сравнению с предшествующим уровнем техники и позволяет точно регулировать температуру расплавленной стали до заданного значения.
В частности, в качестве температуры загружаемого расплавленного чугуна предпочтительно использовать температуру расплавленного чугуна, измеренную бесконтактным оптическим способом, когда расплавленный чугун, который используется в качестве исходного материала для продувки, которая является нормативным параметром расчета теплового баланса, протекает в конвертер из загрузочного ковша. Температуру расплавленного чугуна измеряют с этой синхронизацией по времени, чтобы получить измеренное значение после отражения влияния времени ожидания в загрузочном ковше или подобном устройстве, в результате чего описанная выше проблема решается. В качестве способа измерения температуры возможен способ измерения посредством погружения термопары или подобного устройства в вводимый поток, когда расплавленный чугун протекает в конвертер из загрузочного ковша; однако для погружения термопары во вводимый поток требуется крупногабаритное оборудование. Соответственно, предпочтительно использовать бесконтактный оптический способ, с помощью которого можно легче измерить температуру.
Примеры бесконтактного оптического способа включают в себя способ измерения температуры с использованием двухцветного термометра, радиационного термометра, тепловизора или подобного устройства. Кроме того, в случае, когда температура измеряется бесконтактным оптическим способом, точное измерение температуры может быть затруднено, поскольку шлак плавает на поверхности ванны в расплавленном чугуне в стационарном состоянии, в заполненном загрузочном ковше. С другой стороны, при измерении вводимого потока во время его протекания в конвертер из загрузочного ковша, поверхность расплавленного чугуна частично открыта, в результате чего можно выполнить более точное измерение.
Среди бесконтактных оптических способов, описанных выше, способ измерения спектра излучения, испускаемого расплавленным чугуном, и вычисления температуры по соотношению энергии излучения на двух различных длинах волн, выбранных из полученного спектра излучения, то есть способ использования двухцветного термометра, является более предпочтительным. Существует возможность того, что коэффициент излучения вводимого потока во время его протекания в конвертер из загрузочного ковша, который является показателем измерения температуры в настоящем изобретении, изменяется в зависимости от условий измерения. Это связано с тем, что при использовании двухцветного термометра, даже в том случае, когда коэффициент излучения объекта измерения температуры изменяется, то до тех пор, пока соотношение между двумя спектральными коэффициентами излучения с разными длинами волн остается пропорциональным соотношением, отношение между этими двумя спектральными коэффициентами излучения зависит только от температуры, поэтому точное измерение температуры может быть выполнено независимо от вариации коэффициента излучения.
Предполагая, что двумя разными длинами волн являются λ1 и λ2 (λ1 < λ2), предпочтительно выбирать такие длины волн, чтобы λ1 и λ2 удовлетворяли следующему соотношению. В частности, предпочтительно, чтобы и λ1 и λ2 находились в диапазоне от 400 нм до 1000 нм, а абсолютное значение разницы между λ1 и λ2 составляло 50 нм или более, и 600 нм или менее. Даже в способе с использованием двухцветного термометра, погрешность измерения возникает в том случае, когда коэффициенты излучения двух спектров излучения, имеющих разные длины волн, не изменяются при сохранении пропорционального соотношения друг с другом. Для высокоточного измерения желательно выбрать условие уменьшения вариаций коэффициента R излучения (R = ελ1/ελ2), представляющего собой отношение коэффициентов излучения ελ1 и ελ2 двух эмиссионных спектров, имеющих различные длины волн. Согласно исследованию авторов настоящего изобретения, считается, что влияние рассеянного света от оксидной пленки на поверхности расплавленного чугуна или стенки печи, которое является фактором изменения коэффициента R излучения, является большим на длинноволновой стороне, где коэффициент излучения является относительно небольшим. Следовательно, предпочтительно выбирать длину волны для измерения на коротковолновой стороне, где коэффициент излучения является большим.
В частности, предпочтительно выбирать λ1 и λ2 в диапазоне 400 нм - 1000 нм. В том случае, когда длина волны меньше 400 нм, обычной спектроскопической камере трудно обнаружить энергию излучения, поскольку длина волны является короткой. С другой стороны, в том случае, когда длина волны превышает 1000 нм, длина волны является большой, и, таким образом, увеличивается влияние изменений коэффициента излучения. Кроме того, абсолютное значение разницы между λ1 и λ2 предпочтительно составляет от 50 нм или более до 600 нм или менее. В том случае, когда абсолютная величина разности между λ1 и λ2 меньше 50 нм, длины волн λ1 и λ2 близки друг к другу, и, таким образом, спектроскопию с помощью обычной спектроскопической камеры выполнять затруднительно. С другой стороны, в том случае, когда абсолютная величина разности между λ1 и λ2 превышает 600 нм, неизбежно выбирается одна длина волны из условия большой длины волны, и влияние изменений коэффициента излучения возрастает из-за большой длины волны.
В том случае, когда абсолютное значение разности длины волны между λ1 и λ2 составляет 200 нм или более и 600 нм или менее, снижается влияние изменений коэффициента R излучения, что является более предпочтительным. Кроме того, коэффициент R излучения может быть определен заранее на основании экспериментов или значений из литературы, а измеренное значение температуры расплавленного чугуна может быть скорректировано с предварительно определенным коэффициентом R излучения. Однако даже если измеренное значение температуры расплавленного чугуна скорректировано с помощью предварительно определенного коэффициента R излучения для уменьшения ошибок измерения, может возникнуть погрешность измерения. Например, интенсивность света, излучаемого расплавленным чугуном, ослабляется сажей и дымом, образующимися в результате реакции между расплавленным чугуном и кислородом в атмосфере во время загрузки расплавленного чугуна. В том случае, когда степень затухания излучаемого света изменяется в зависимости от измеряемой длины волны, отношение I(λ1)/I(λ2) энергии излучения между λ1 и λ2 изменяется, что вызывает погрешность измерения. Здесь трудно уменьшить количество сажи и дыма, а их концентрацию и частоту появления нельзя предсказать, и, таким образом, трудно учесть влияние сажи и дыма с высокой точностью посредством предварительной коррекции. Кроме того, искры, пламя и подобные факторы, возникающие при загрузке расплавленного чугуна, также могут оказывать влияние, аналогичное воздействию сажи и дыма.
Таким образом, авторы настоящего изобретения дополнительно изучили меры по уменьшению влияния сажи и дыма, описанные выше, и обеспечению возможности более точного измерения температуры. В частности, авторы настоящего изобретения обратили внимание на тот факт, что в том случае, когда измеряются сажа и дым, энергия излучения сильно меняется в зависимости от длины волны в диапазоне длин волн 400 - 1000 нм. Тогда для каждой энергии излучения, I(λ1) и I(λ2), для длин волн λ1 и λ2 устанавливались верхний и нижний предельные пороговые значения, а измеренное значение энергии излучения использовалось для вычисления температуры только в том случае, когда I(λ1) и I(λ2) попадают в диапазон между верхним и нижним предельными пороговыми значениями. В результате можно уменьшить влияние ослабления интенсивности излучения вследствие сажи и дыма, а также влияние увеличения интенсивности излучения вследствие пламени, и выполнить измерение температуры с более высокой точностью.
Верхний и нижний предельные пороговые значения энергии излучения могут быть определены, например, следующим образом. Конкретно, расплавленный металл с известной температурой T0 готовят заранее с помощью экспериментального или подобного оборудования, и используют спектроскопическую камеру для измерения энергии излучения (I'(λ1)T0, I'(λ2)T0) на измеряемой длине волны (λ1, λ2) при температуре T0. Например, в том случае, когда диапазон измеряемой температуры расплавленного металла составляет 1200 - 1350°С, предварительно измеряют I'(λ1)1200 и I'(λ2)1200 при 1200°С, и измеренные значения устанавливают как нижние предельные значения I(λ1) и I(λ2) при фактическом измерении. Точно так же предварительно измеряют I'(λ1)1350 и I'(λ2)1350 при 1350°C, и измеренные значения устанавливают как верхние предельные значения I(λ1) и I(λ2) при фактическом измерении.
Нижние предельные значения I(λ1) и I(λ2) могут быть значениями I'(λ1)Tmin и I'(λ2)Tmin, полученными предварительно с T0 в качестве минимальной температуры Tmin в диапазоне измеряемой температуры. В качестве альтернативы, температура Tmin может быть установлена равной температуре, которая ниже минимальной температуры примерно на 50°C или менее с учетом величины падения температуры во время загрузки расплавленного чугуна. В общем, поскольку энергия излучения уменьшается с понижением температуры, значения I'(λ1)T0 и I'(λ2)T0 при температуре, которая ниже выше указанной температуры, являются слишком маленькими, чтобы служить пороговыми значениями. С другой стороны, верхние предельные значения I(λ1) и I(λ2) могут быть значениями I'(λ1)Tmax, I'(λ2)Tmax, полученными предварительно с T0 в качестве максимальной температуры Tmax в диапазоне измеряемой температуры. Причина, по которой обеспечивается верхнее предельное значение, заключается в том, что, поскольку энергия излучения, генерируемая искрами и пламенем, обычно большая, влияние искр и пламени на измеренное значение является относительно большим, и снижается точность измеренного значения в качестве температуры расплавленного чугуна.
Система управления продувкой конвертера
Система управления продувкой конвертера, согласно первому варианту осуществления настоящего изобретения, включает в себя: устройство для измерения температуры, которое в качестве температуры загруженного расплавленного чугуна оптически измеряет температуру расплавленного чугуна в течение временного периода, когда расплавленный чугун, используемый в качестве исходного материала для продувки в конвертере, загружается в конвертер; компьютер, который использует температуру загруженного расплавленного чугуна, измеренную устройством для измерения температуры, для расчета количества кислорода, которое должно быть подано, и количества охлаждающего материала и подобных материалов, подлежащих загрузке, для регулирования компонента и температуры расплавленной стали до заданных значений в конце продувки; и устройство управления, которое управляет продувкой в конвертере на основании количества кислорода, которое должно быть подано в конвертер, и количества охлаждающего материала и подобных материалов, подлежащих загрузке в конвертер, в соответствии с расчётами компьютера.
Компьютер может использовать температуру загруженного расплавленного чугуна, измеренную устройством для измерения температуры, для последовательного вычисления температуры расплавленного металла во время продувки, и устройство управления может управлять продувкой в конвертере на основе этой температуры расплавленного металла во время продувки, вычисленной компьютером.
Примеры устройства для измерения температуры включают в себя двухцветный термометр, радиационный термометр и тепловизор. Устройство для измерения температуры устанавливается, например, в месте, где можно наблюдать вводимый поток расплавленного чугуна, протекающий в конвертер из загрузочного ковша. Предпочтительно устанавливать устройство для измерения температуры под углом, при которым вводимый поток виден сверху, поскольку устройство для измерения температуры почти не подвергается влиянию пыли при загрузке расплавленного чугуна. Устройство для измерения температуры измеряет температуру расплавленного чугуна в предварительно заданное время или временной период между началом и окончанием загрузки расплавленного чугуна. Температура расплавленного чугуна, измеренная устройством для измерения температуры, передается на компьютер, установленный в пункте управления или подобном помещении, и компьютер выполняет расчет продувки, такой как вычисление при статическом управлении, используя принятую температуру расплавленного чугуна в качестве температуры загруженного расплавленного чугуна.
Как проиллюстрировано на фиг. 1, система 1 управления продувкой конвертера в соответствии со вторым вариантом осуществления настоящего изобретения включает в себя: спектроскопическую камеру 2, которая определяет информацию о температуре, измеренную двухцветным термометром, о температуре расплавленного чугуна 12, используемого в качестве исходного материала для продувки в конвертере 11, в временной период, когда расплавленный чугун 12 загружается в конвертер 11 из загрузочного ковша 13; первый компьютер 3, который принимает температурную информацию, измеренную двухцветным термометром, от спектроскопической камеры 2 и вычисляет температуру загруженного расплавленного чугуна; расходомер 4 отходящего газа, измеряющий расход отходящего газа из конвертера 11; газоанализатор 5 отходящего газа, анализирующий состав отходящего газа из конвертера 11; второй компьютер 6, который рассчитывает количество кислорода, которое должно быть подано, и количество охлаждающего материала и подобного материала, которое должно быть загружено, для регулирования компонента и температуры расплавленной стали в конце продувки, используя температуру загруженного расплавленного чугуна, рассчитанную первым компьютером 3, расход отходящего газа, измеренный расходомером 4 отходящего газа, и состав отходящего газа, полученный с помощью анализатора 5 отходящего газа, и устройство 7 управления, которое управляет продувкой в конвертере 11 на основе рассчитанных вторым компьютером 6: количества кислорода, которое должно быть подано в конвертер 11, и количества охлаждающего материала и подобного материала, которые должны быть загружены в конвертер 11.
Следует отметить, что устройство 7 управления включает в себя устройство 7а управления расходом газа, которое управляет расходом газа, например кислорода, подаваемого в конвертер 11, устройство 7b управления вспомогательной фурмы, которое управляет операцией измерения температуры и концентрации компонента расплавленного металла с использованием вспомогательной фурмы, и устройство 7с управления загрузкой вспомогательных исходных материалов, которое управляет операцией загрузки вспомогательного исходного материала в конвертер 11. Второй компьютер 6 может последовательно рассчитывать температуру расплавленного металла во время продувки с использованием температуры загруженного расплавленного чугуна, рассчитанной первым компьютером 3, расхода отходящего газа, измеренного с помощью расходомера 4 отходящего газа, и состава отходящего газа, проанализированного с помощью анализатора 5 отходящего газа, при этом устройство 7 управления может регулировать продувку в конвертере 11 на основе температуры расплавленного металла во время продувки, рассчитанной вторым компьютером 6.
В данном описании спектроскопическая камера 2 является обобщенным термином для камер, способных регистрировать спектроскопические данные в дополнение к плоскому изображению измеряемой температуры, например, так называемые тепловизоры. Кроме того, спектроскопические данные представляют собой данные, собранные посредством разделения большого количества длин волн, содержащихся в излучаемом свете, для каждой длины волны. В качестве способа измерения температурной информации, измеряемой двухцветным термометром с помощью спектроскопической камеры 2, большое количество данных о длинах волн может быть собрано с помощью спектроскопической камеры 2, и данные для произвольных двух длин волн могут быть извлечены с помощью компьютера или подобного устройства из полученных данных, или, альтернативно, если камера имеет полосовой фильтр в спектроскопической камере 2, с помощью этого полосового фильтра могут быть выделены произвольные две длины волны. Кроме того, в основном захват в спектроскопической камере выполняется элементом ПЗС; однако может быть установлено множество элементов ПЗС, и отдельные элементы могут измерять диапазоны длин волн, отличные друг от друга. Следует отметить, что в качестве спектроскопической камеры 2, более предпочтительно выбрать тип (линейное измерение), имеющий линейную область в качестве точки измерения, а не тип (точечное измерение), имеющий пунктирную область в качестве точки измерения. Поскольку открытое положение всегда перемещается во вводимом потоке во время загрузки расплавленного чугуна, в некоторых случаях точное измерение не может быть выполнено при точечном измерении. С другой стороны, при измерении линейного типа измерение спектра вводимого потока выполняется во множестве положений, что обеспечивает точное измерение с высокой вероятностью. В случае, когда используется спектроскопическая камера линейного типа измерения, репрезентативное значение может быть получено посредством взятия среднего значения из измеренных значений в области измерения.
Спектроскопическая камера 2 устанавливается, например, перед печью со стороны загрузки конвертера, в месте, где можно наблюдать вводимый поток, когда поток расплавленного чугуна 12 протекает в конвертер 11 из загрузочного ковша 13. Предпочтительно устанавливать спектроскопическую камеру 2 под углом, при котором вводимый поток находится сверху, потому что на спектроскопическую камеру 2 практически не оказывает влияние пыль при загрузке расплавленного чугуна. В случае, когда спектроскопическая камера 2 установлена над вводимым потоком во время загрузки расплавленного чугуна, количество сажи и дыма между спектроскопической камерой и вводимым потоком увеличивается, поскольку сажа и дым поднимаются вверх, что приводит к увеличению погрешности измерения. Обычно этаж для управления технологическими операциями, на котором предусмотрен пункт управления, расположен ниже положения вводимого потока во время загрузки расплавленного чугуна, и поэтому спектроскопическую камеру 2 предпочтительно устанавливать на этаже, где находится пункт управления. Кроме того, более предпочтительно, чтобы местом установки спектроскопической камеры 2 была точка, расположенная ниже вводимого потока в момент загрузки расплавленного чугуна и смещенная на 5-15° в горизонтальном направлении от линии, соединяющей центры конвертера и загрузочного ковша в горизонтальном направлении с положением, при котором горловина печи конвертера и отверстие загрузочного ковша выровнены во время загрузки расплавленного чугуна в качестве начальной точки. Углы конвертера и загрузочного ковша во время загрузки расплавленного чугуна изменяются по мере загрузки расплавленного чугуна, и, таким образом, поле обзора, в котором можно наблюдать вводимый поток, также изменяется. С другой стороны, с точки зрения повышения точности измерения и уменьшении погрешности измерения, а также упрощения измерительного устройства, предпочтительно, чтобы измерение можно было проводить с фиксированным полем обзора спектроскопической камеры 2 во время загрузки расплавленного чугуна.
Например, в случае, когда спектроскопическая камера расположена в положении, перпендикулярном линии, соединяющей центры конвертера и загрузочного ковша в горизонтальном направлении, вводимый поток в значительной степени перемещается относительно вверх, вниз, влево и прямо в поле обзора спектроскопической камеры 2 в процессе загрузки расплавленного чугуна. С другой стороны, в случае, когда спектроскопическая камера 2 расположена в положении относительно близко к конвертеру на линии, соединяющей центры конвертера и загрузочного ковша в горизонтальном направлении, вводимый поток не в такой значительной степени перемещается в поле обзора спектроскопической камеры 2. Однако в случае, когда спектроскопическая камера 2 находится близко к конвертеру, спектроскопическая камера 2 не может выдерживать нагрев, а в случае, когда спектроскопическая камера 2 находится далеко от конвертера, поле обзора спектроскопической камеры 2 заблокировано конвертером или загрузочным ковшом, поэтому вводимый поток не может быть измерен. В свете вышеизложенного, предпочтительно, чтобы местом установки спектроскопической камеры 2 была точка, которая расположена ниже вводимого потока в момент загрузки расплавленного чугуна и смещена на 5-15° в горизонтальном направлении от линии, соединяющей центры конвертера и загрузочного ковша в горизонтальном направлении. Следует отметить, что спектроскопическая камера 2 предпочтительно отделена от конвертера примерно на 20 м или более. Это связано с тем, что если расстояние от конвертера меньше 20 м, то высокотемпературный расплавленный материал, разлетающийся из конвертера во время загрузки или продувки, может войти в контакт со спектроскопической камерой 2, что может повредить спектроскопическую камеру 2.
В спектроскопической камере 2 температурная информация, измеряемая двухцветным термометром, собирается с заданной частотой выборки (например, каждую секунду) от начала до конца загрузки расплавленного чугуна. Температурная информация, измеренная двухцветным термометром и собранная спектроскопической камерой 2, передается на первый компьютер 3, установленный в пункте управления технологическими операциями, или подобном помещении, при этом первый компьютер 3 вычисляет температуру загруженного расплавленного чугуна. Вычисление продувки, такое как вычисление для статического управления, выполняется с использованием рассчитанной температуры расплавленного чугуна. Первый компьютер 3, вычисляющий температуру загруженного расплавленного чугуна, и второй компьютер 6, выполняющий вычисление продувки, могут быть одним и тем же единым компьютером, или разными компьютерами.
Примеры
Фиг. 2 представляет собой диаграмму, иллюстрирующую пример соотношения между временем, прошедшим с момента измерения температуры расплавленного чугуна, заполняющего загрузочный ковш, с использованием термопары, до измерения с использованием двухцветного термометра температуры расплавленного чугуна для случая перетекания расплавленного чугуна в конвертер из загрузочного ковша, и разностью (разностью температур) между температурой расплавленного чугуна, измеренной с помощью двухцветного термометра, и температурой расплавленного чугуна, измеренной с помощью термопары. Как проиллюстрировано на фиг. 2, существует корреляция между разностью температур и прошедшим временем, но существует большая вариация. В частности, поскольку величина изменения температуры расплавленного чугуна изменяется до загрузки расплавленного чугуна в конвертер после измерения температуры расплавленного чугуна в загрузочном ковше, можно видеть, что использование температуры расплавленного чугуна, измеренного в загрузочном ковше, в качестве температуры загруженного расплавленного чугуна для расчета теплового баланса, вызывает снижение точности расчета теплового баланса.
Фиг. 3 представляет собой диаграмму, иллюстрирующую соотношение между температурой (промежуточной оценочной температурой) расплавленного металла во время продувки, оцененной на основе рабочих условий и информации об отходящем газе, и температурой (промежуточной фактической температурой) расплавленного металла, измеренного с помощью вспомогательной фурмы, загруженной во время продувки, в примере и сравнительном примере в случае продувки от 300 до 350 тонн расплавленного чугуна с использованием 350-тонного конвертера. Здесь в примере показана промежуточная оценочная температура для случае, когда температура расплавленного чугуна во время загрузки отражается в расчете теплового баланса как температура загруженного расплавленного чугуна, а в сравнительном примере показана промежуточная оценочная температура, рассчитанная с использованием температуры загруженного расплавленного чугуна, оцененной, исходя из температуры в конце предшествующего процесса (дефосфоризация в конвертере) и оценочной величины падения температуры. Как проиллюстрировано на фиг. 3, здесь можно увидеть, что разница между промежуточной оценочной температурой и промежуточной фактической температурой в этом примере меньше, чем в сравнительном примере. В результате было подтверждено, что точность расчета теплового баланса повышается посредством отражения в расчете теплового баланса в качестве температуры загруженного расплавленного чугуна температуры расплавленного чугуна во время загрузки.
Таблица 1, показанная ниже, показывает погрешность фактической температуры расплавленной стали по отношению к заданной температуре расплавленной стали в конце продувки в примере и сравнительном примере в случае продувки 300 - 350 тонн расплавленного чугуна с использованием 350-тонного конвертера. Как и в примере, проиллюстрированном на фиг. 3, пример представляет собой случай, когда температура расплавленного чугуна, измеренная во время загрузки расплавленного чугуна, отражается в расчете теплового баланса в качестве температуры загруженного расплавленного чугуна, а сравнительный пример представляет собой случай, когда используется температура загруженного расплавленного чугуна, оцененная исходя из температуры в конце предыдущего технологического процесса и оценочной величины падения температуры. Как показано в Таблице 1, промежуточная температура вспомогательной фурмы может регулироваться в узком диапазоне, посредством отражения температуры расплавленного чугуна, измеренной во время загрузки расплавленного чугуна, в расчете теплового баланса, что приводит к повышению точности температуры расплавленной стали во время остановки продувки. То есть было подтверждено, что температуру расплавленной стали в конце продувки можно точно контролировать, отражая температуру расплавленного чугуна, измеренную во время загрузки расплавленного чугуна, как температуру загруженного расплавленного чугуна при расчете теплового баланса.
Хотя варианты осуществления, к которым применяется изобретение, сделанное авторами настоящего изобретения, были описаны выше, настоящее изобретение не ограничивается описанием и чертежами, составляющими часть раскрытия настоящего изобретения, в соответствии с настоящими вариантами осуществления. То есть другие варианты осуществления, примеры, технологии работы и т.п., выполненные специалистами в данной области техники на основе настоящего варианта осуществления, все включены в объем настоящего изобретения.
Промышленная применимость
Согласно настоящему изобретению можно предложить способ управления продувкой конвертера и систему управления продувкой конвертера, способные точно регулировать температуру расплавленной стали до заданного значения в конце продувки.
Список ссылочных обозначений
1 СИСТЕМА УПРАВЛЕНИЯ ПРОДУВКОЙ КОНВЕРТЕРА
2 СПЕКТРОСКОПИЧЕСКАЯ КАМЕРА
3 ПЕРВЫЙ КОМПЬЮТЕР
4 РАСХОДОМЕР ОТХОДЯЩЕГО ГАЗА
5 АНАЛИЗАТОР ОТХОДЯЩЕГО ГАЗА
6 ВТОРОЙ КОМПЬЮТЕР
7 УСТРОЙСТВО УПРАВЛЕНИЯ
7a УСТРОЙСТВО УПРАВЛЕНИЯ РАСХОДОМ ПОТОКА ГАЗА
7b УСТРОЙСТВО УПРАВЛЕНИЯ ВСПОМОГАТЕЛЬНОЙ ФУРМОЙ
7c ВСПОМОГАТЕЛЬНОЕ УСТРОЙСТВО УПРАВЛЕНИЯ ЗАГРУЗКОЙ ИСХОДНЫХ МАТЕРИАЛОВ
11 КОНВЕРТЕР
12 РАСПЛАВЛЕННЫЙ ЧУГУН
13 ЗАГРУЗОЧНЫЙ КОВШ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОДУВКОЙ КОНВЕРТЕРА И СИСТЕМА УПРАВЛЕНИЯ ПРОДУВКОЙ КОНВЕРТЕРА | 2021 |
|
RU2811549C1 |
| Способ управления кислородным конвертером | 1990 |
|
SU1766964A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ВЫБРОСА МЕТАЛЛА В КОНВЕРТЕРЕ, СПОСОБ ПРОИЗВОДСТВА ЖИДКОЙ СТАЛИ ИЗ РАСПЛАВА ПЕРЕДЕЛЬНОГО ЧУГУНА В КОНВЕРТЕРЕ И СИСТЕМА ДЛЯ ПРОГНОЗИРОВАНИЯ ВЫБРОСА МЕТАЛЛА В КОНВЕРТЕРЕ | 2020 |
|
RU2772726C1 |
| СПОСОБ УПРАВЛЕНИЯ КИСЛОРОДНОЙ ПРОДУВКОЙ ПРИ ВЫПЛАВКЕ СТАЛИ В КОНВЕРТЕРЕ | 2017 |
|
RU2671025C2 |
| Устройство определения момента прекращения продувки кислородного конвертера | 1991 |
|
SU1765186A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ КОНВЕРТЕРА И СПОСОБ ПРОИЗВОДСТВА ЖИДКОЙ СТАЛИ | 2021 |
|
RU2825832C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАЖИГАНИЯ ПРИ ПРОДУВКЕ СВЕРХУ | 2011 |
|
RU2564178C2 |
| СПОСОБ УПРАВЛЕНИЯ КОНВЕРТЕРОМ | 2018 |
|
RU2733858C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОДУВКИ КОНВЕРТЕРНОЙ ПЛАВКИ С ИСПОЛЬЗОВАНИЕМ ИНФОРМАЦИИ ОТХОДЯЩИХ ГАЗОВ | 2015 |
|
RU2652663C2 |
| СПОСОБ КОНВЕРТЕРНОГО ПРОИЗВОДСТВА СТАЛИ | 2021 |
|
RU2824162C1 |
Изобретение относится к металлургии и может быть использовано для управления продувкой конвертера. Способ включает вычисление посредством расчета теплового баланса и расчета материального баланса, количества кислорода, подлежащего подаче, и количества загружаемого охлаждающего материала или материала, повышающего температуру, подлежащего загрузке, для регулирования температуры и концентрации компонентов расплавленной стали до заданных значений в конце продувки в конвертере, и управления продувкой в конвертере на основе расчетного количества кислорода, подлежащего подаче, и расчетного количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке, при этом температура расплавленного чугуна, используемого в качестве исходного материала для продувки, которая является нормативным параметром расчета теплового баланса, используется в качестве температуры загруженного расплавленного чугуна, используемой при расчете теплового баланса, и измеряется в течение временного периода, когда расплавленный чугун загружается в конвертер до начала продувки. Изобретение позволяет точно регулировать температуру расплавленной стали до заданного значения к концу процесса продувки. 6 н. и 5 з.п. ф-лы, 4 ил., 1 табл., 1 пр.
1. Способ управления продувкой конвертера, характеризующийся тем, что
посредством расчета теплового баланса и расчета материального баланса вычисляют количество кислорода, подлежащего подаче, и количество охлаждающего материала или материала, повышающего температуру, подлежащего загрузке, для регулирования температуры и концентрации компонентов расплавленной стали до заданных значений в конце продувки в конвертере, и
управляют продувкой в конвертере на основе вычисленного количества кислорода, подлежащего подаче, и вычисленного количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке, при этом
расплавленный чугун используется в качестве исходного материала для продувки, температура расплавленного чугуна является нормативным параметром расчета теплового баланса, и при расчете теплового баланса в качестве температуры загруженного расплавленного чугуна используют температуру расплавленного чугуна, которая измерена в период, когда расплавленный чугун загружается в конвертер до начала продувки.
2. Способ управления продувкой конвертера, характеризующийся тем, что
последовательно оценивают температуру и концентрацию компонентов расплавленного металла в процессе продувки посредством последовательного выполнения расчета теплового баланса и расчета материального баланса во время продувки на основе рабочих условий и измеренного значения конвертера, полученного в начале продувки и во время продувки в конвертере; и
управляют продувкой в конвертере на основе указанной оценочной температуры и оценочной концентрации компонентов расплавленного металла, при этом
расплавленный чугун используется в качестве исходного материала для продувки, температура расплавленного чугуна является нормативным параметром расчета теплового баланса, и в расчете теплового баланса в качестве температуры загруженного расплавленного чугуна используют температуру расплавленного чугуна, которая измерена в период, когда расплавленный чугун загружается в конвертер до начала продувки.
3. Способ управления продувкой конвертера по п. 1 или 2, в котором температура расплавленного чугуна, используемого в качестве исходного материала для продувки, которая является нормативным параметром расчета теплового баланса, используется в качестве температуры загруженного расплавленного чугуна, используемого в расчете теплового баланса, при этом температуру расплавленного чугуна измеряют бесконтактным оптическим методом при перетекании расплавленного чугуна в конвертер из контейнера для удерживания расплавленного чугуна.
4. Способ управления продувкой конвертера по п. 3, в котором бесконтактный оптический метод представляет собой метод измерения спектра излучения, испускаемого расплавленным чугуном, для вычисления температуры расплавленного чугуна, исходя из отношения между энергиями излучения на двух разных длинах волн, выбранных из измеренного спектра излучения.
5. Способ управления продувкой конвертера по п. 4, в котором указанные две разные длины волны, λ1 и λ2, где λ2 >λ1, находятся в диапазоне 400 нм - 1000 нм, и абсолютное значение разности между λ1 и λ2 составляет от 50 нм или более до 600 нм или менее.
6. Способ управления продувкой конвертера по п. 4, в котором указанные две разные длины волны, λ1 и λ2, где λ2 >λ1, находятся в диапазоне 400 нм - 1000 нм, и абсолютное значение разности между λ1 и λ2 составляет от 200 нм или более до 600 нм или менее.
7. Способ управления продувкой конвертера по любому из пп. 4-6, в котором корректируют измеренное значение температуры расплавленного чугуна на основании предварительно заданного отношения между спектральными коэффициентами излучения для указанных двух разных длин волн.
8. Система управления продувкой конвертера, содержащая
устройство для измерения температуры, выполненное с возможностью оптического измерения, в качестве температуры загруженного расплавленного чугуна, температуры расплавленного чугуна, используемого в качестве исходного материала для продувки в конвертере, в течение временного периода, когда расплавленный чугун загружается в конвертер до начала продувки;
компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, измеренной устройством измерения температуры, для вычисления, посредством расчета теплового баланса и расчета материального баланса, количества кислорода, подлежащего подаче в конвертер, и количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке в конвертер, для регулирования температуры и концентрации компонентов расплавленной стали до заданных значений в конце продувки в конвертере; и
устройство управления, выполненное с возможностью управления продувкой в конвертере на основе рассчитанного компьютером количества кислорода, подлежащего подаче в конвертер, и количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке в конвертер.
9. Система управления продувкой конвертера, содержащая
спектроскопическую камеру, выполненную с возможностью измерения температурной информации, измеряемой двухцветным термометром, о расплавленном чугуне, используемом в качестве исходного материала для продувки в конвертере, в течение временного периода, когда расплавленный чугун загружается в конвертер до начала продувки;
первый компьютер, выполненный с возможностью использования указанной температурной информации, измеряемой двухцветным термометром, измеренной спектроскопической камерой, для вычисления температуры расплавленного чугуна в качестве температуры загруженного расплавленного чугуна;
второй компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, рассчитанной первым компьютером, для вычисления, посредством расчета теплового баланса и расчета материального баланса, количества кислорода, подлежащего подаче в конвертер, и количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке в конвертер, для регулирования температуры и концентрации компонентов расплавленной стали до заданных значений в конце продувки в конвертере; и
устройство управления, выполненное с возможностью управления продувкой в конвертере на основе вычисляемого вторым компьютером количества кислорода, подлежащего подаче в конвертер, и количества охлаждающего материала или материала, повышающего температуру, подлежащего загрузке в конвертер.
10. Система управления продувкой конвертера, содержащая
устройство для измерения температуры, выполненное с возможностью оптического измерения, в качестве температуры загруженного расплавленного чугуна, температуры расплавленного чугуна, используемого в качестве исходного материала для продувки в конвертере, в течение временного периода, когда расплавленный чугун загружается в конвертер до начала продувки,
компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, измеренной устройством измерения температуры, для последовательного вычисления температуры расплавленной стали во время продувки, и
устройство управления, выполненное с возможностью управления продувкой в конвертере на основании рассчитанной компьютером температуры расплавленной стали во время продувки.
11. Система управления продувкой конвертера, содержащая
спектроскопическую камеру, выполненную с возможностью измерения температурной информации, измеряемой двухцветным термометром, о расплавленном чугуне, используемом в качестве исходного материала для продувки в конвертере, в течение временного периода, когда расплавленный чугун загружается в конвертер до начала продувки,
первый компьютер, выполненный с возможностью использования указанной температурной информации, измеряемой двухцветным термометром, измеренной спектроскопической камерой, для вычисления температуры расплавленного чугуна в качестве температуры загруженного расплавленного чугуна,
второй компьютер, выполненный с возможностью использования температуры загруженного расплавленного чугуна, рассчитанной первым компьютером, для последовательного вычисления температуры расплавленной стали во время продувки; и
устройство управления, выполненное с возможностью управления продувкой в конвертере на основании вычисленной вторым компьютером температуры расплавленной стали во время продувки.
| JP 2001011521 A, 16.01.2001 | |||
| JP 07173516 А, 11.07.1995 | |||
| Способ получения электрокорунда | 1977 |
|
SU675037A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2125099C1 |

