Область техники
Настоящее раскрытие относится к способу производства расплавленного чугуна из холодного железного сырья, используя электропечь, оборудованную видеоустройством. В частности, настоящее раскрытие относится к способу производства расплавленного чугуна, в котором холодное железное сырье в камере предварительного нагрева отделяется от камеры плавления и состояние нижней части камеры предварительного нагрева наблюдается, позволяя обеспечивать надежную подачу холодного железного сырья в камеру плавления и эффективное производство расплавленного чугуна.
Уровень техники
При производстве расплавленного чугуна, использующем электропечь, холодное железное сырье, такое как железное скрап, плавится, используя тепло, создаваемое дугой, для производства расплавленного чугуна и поэтому существует проблема потребления большого количества электроэнергии для создания тепла с помощью дуги. Традиционно используются следующие способы снижения потребления энергии в электропечах: (1) предварительный нагрев холодного железного сырья перед его плавлением, используя высокотемпературный отработанный газ, образующийся во время плавления холодного железного сырья в последующем процессе; и (2) продувание камеры плавления углеродным материалом, таким как кокс, в качестве вспомогательного источника тепла.
Согласно описанному здесь способу (1), камера предварительного нагрева, выполненная с возможностью предварительного нагрева холодного железного сырья, устанавливается над камерой плавления и высокотемпературный отработанный газ, образующийся в камере плавления в предшествующем процессе, проходит через камеру предварительного нагрева, заполненную холодным железным сырьем, чтобы нагреть холодное железное сырье. Таким образом, предварительно нагретое холодное железное сырье плавится и это, как ожидают, должно повысить эффективность плавления и снизить потребление электроэнергии.
Дополнительно, известно, что в соответствии с конкретным способом (2), описанным здесь, при восстановлении оксида железа и сгорании углеродного материала за счет продувки углеродного материала образуется газообразная окись углерода, что заставляет расплавленный шлак вспениваться, способствуя так называемому "образованию шлака". Это образование шлака, как ожидают, должно уменьшить излучаемое дугой тепло и повысить эффективность плавления холодного железного сырья, снижая, таким образом, потребление электроэнергии.
Электропечи, использующие способы (1) и (2), представленные выше, содержат, например, объединенную печь дуговой плавки, раскрытую в патентном документе JP 2012-180560 A (PTL 1), и устройство дуговой плавки, раскрытое в патентном документе JP H10-292990 A (PTL 2).
В соответствии с PTL 1, признак объединенной печи дуговой плавки состоит в том, что она содержит камеру плавления и камеру предварительного нагрева шахтного типа, выполненную с возможностью отсасывания высокотемпературного отработанного газа, образовавшегося в камере плавления. В объединенной печи дуговой плавки, соответствующей PTL 1, кажущаяся объемная плотность железного скрапа в камере предварительного нагрева корректируется в соответствующей степени, чтобы эффективно подогревать железный скрап, загруженный в камеру предварительного нагрева. Чертеж в PTL 1 поясняет открывающийся и закрывающийся порт подачи в верхней части камеры предварительного нагрева и железное скрап, подаваемый через порт подачи и предварительно нагретый в камере предварительного нагрева, движется непрерывно или периодически последовательно в камеру плавления, в зависимости от скорости, с которой железное скрап плавится в камере плавления.
Дополнительно, хотя PTL 2 представляет в качестве стандартной технологии способ непрерывной подачи скрапа в дуговую электропечь толкателем (экструдером); и способ подачи скрапа в дуговую электропечь, открывая стопор, называемый пальцем (подставка холодного железного сырья), технология PTL 2 относится к предварительному нагреву скрапа путем повышения температуры отработанного газа и без обеспечения оборудования транспортирования и подачи скрапа, такого как толкатели и пальцы. Также, в соответствии с PTL 2, скрап из шахты предварительного нагрева подается в плавильную печь по мере плавления скрапа в плавильной печи.
Список цитирования
Патентная литература
PTL 1: JP 2012-180560 A
PTL 2: JP H10-292990 A
Раскрытие сущности изобретения
Техническая проблема
При производстве расплавленного чугуна, когда холодное железное сырье расплавлено и в плавильной камере накопился необходимый определенный объем расплавленного чугуна, перед выпуском расплавленный чугун нагревается до определенной температуры. Это нагревание является процессом обеспечения температуры расплавленного чугуна, требующейся в последующем процессе, таком как регулирование состава и литье, после чего полученный расплавленный чугун выводится наружу из электропечи и температура нагрева устанавливается с учетом падения температуры во время транспортирования расплавленного чугуна к последующему процессу. Однако, в результате изучения изобретателям стало очевидно, что ни одна из технологий, представленных в PTL 1 и 2 не учитывает полное отделение последующей загрузки железного скрапа в камеру предварительного нагрева от камеры плавления, что вызывает проблему снижения эффективности нагревания из-за относительно холодного железного скрапа, поступающего в расплавленный чугун во время нагревания. Таким образом, потребление электроэнергии не может быть эффективно уменьшено, когда часть железного скрапа из следующей загрузки поглощается в расплавленном чугуне, потому что температура расплавленного чугуна падает, вызывая увеличение периода нагрева и ненужные потери энергии.
Дополнительно, тепло передается части железного скрапа, контактирующего с расплавленным чугуном, вызывая локализованное плавление железного скрапа в нижней части камеры предварительного нагрева, что заставляет железное скрап в камере предварительного нагрева коллапсировать и сливаться в камеру плавления. В таком случае наблюдалась серьезная ситуация, когда железный скрап заливал электроды, вызывая поломку электродов.
С другой стороны, при работе электропечи требуемый химический состав расплавленного чугуна (например, количество меди, хрома, фосфора и т. п.) изменяется в соответствии с типом стали, так что многочисленное холодное железное сырье комбинируется, чтобы регулировать химический состав. Однако, согласно технологии, изложенной в PTL 1 и 2, когда тип холодного железного сырья, которое будет подаваться, изменяется в последующей загрузке, железное скрап для загрузки, в настоящий момент плавящейся и для последующей загрузки, не может быть хорошо разделен и поэтому когда даже железный скрап для последующей загрузки частично плавится, трудно строго контролировать состав и объем производства расплавленного чугуна.
С точки зрения упомянутого выше исследования, изобретатели пришли к выводу, что для повышения эффективности нагрева и снижения потребления электроэнергии при производстве расплавленного чугуна, и, что более важно, чтобы контролировать состав расплавленного чугуна, который должен производиться, во время нагревания расплавленного чугуна необходимо точно отделять холодное железное сырье в камере предварительного нагрева от расплавленного чугуна в камере плавления.
Основываясь на вышеупомянутом выводе, изобретатели сначала сосредоточились на обеспечении устройства подачи холодного железного сырья, которое может содержать холодное железное сырье в одном отсеке камеры предварительного нагрева, и на отделении холодного железного сырья в камере предварительного нагрева от камеры плавления во время нагрева расплавленного чугуна.
Однако, даже в соответствии с вышеупомянутыми способами, все еще были случаи, когда эффективность нагрева значительно не увеличивалась. Изобретатели дополнительно исследовали этот момент и нашли, что, даже когда холодное железное сырье в камере предварительного нагрева отделено от камеры плавления устройством подачи холодного железного сырья, холодное железное сырье, которое не подается в камеру плавления, может оставаться ниже устройства подачи холодного железного сырья (в нижней части камеры предварительного нагрева), и такое остающееся холодное железное сырье может случайно замешиваться в расплавленный чугун во время нагревания. Поэтому изобретатели пришли к выводу, что для гарантии, что эффективность нагрева расплавленного чугуна будет увеличиваться, в дополнение к отделению холодного железного сырья от камеры плавления во время нагревания расплавленного чугуна при помощи устройства подачи холодного железного сырья, дополнительно необходимо гарантировать, что ниже устройства подачи холодного железного сырья холодного железного сырья не остается.
Ввиду вышеизложенных обстоятельств, таким образом, было бы полезно обеспечить способ производства расплавленного чугуна с помощью электропечи, который мог бы повысить эффективность нагрева расплавленного чугуна и сократить производственные затраты. Предпочтительно, также было бы полезно эффективно управлять составом производимого расплавленного чугуна.
Решение проблемы
В результате интенсивного исследования изобретателей, чтобы решить вышеупомянутые проблемы, было найдено, что (1) во время нагревания холодное железное сырье в камере предварительного нагрева хорошо отделено от камеры плавления посредством установки устройства подачи холодного железного сырья в камере предварительного нагрева, которое способно разделить камеру предварительного нагрева на две части, одну - на стороне подачи холодного железного сырья (обычно вертикально вверх), и другую - на стороне камеры плавления (обычно вертикально вниз); (2) холодное железное сырье в нижней части камеры предварительного нагрева может успешно подаваться в камеру плавления во время нагревания при установке экструдера в камере предварительного нагрева; и (3) дополнительно обеспечивая устройство получения изображений, выполненное с возможностью наблюдения нижней части камеры предварительного нагрева, можно подтверждать присутствие холодного железного сырья, которое может по случайности замешиваться в расплавленный чугун во время нагревания, и если такое холодное железное сырье обнаруживается, с ним можно что-то делать, прежде чем расплавленное железо будет нагрето, и поэтому холодное железное сырье в камере предварительного нагрева во время нагревания точно отделяется от камеры плавления. Изобретатели также нашли, что, предотвращая случайную подачу холодного железного сырья в расплавленное железо, эффективность нагрева может быть повышена и потребление электроэнергии при производстве можно эффективно снизить.
Настоящее раскрытие выполнено, основываясь на вышеупомянутых результатах, и обобщается следующим образом.
[1] Способ производства расплавленного чугуна, использующий электропечь, содержащую камеру предварительного нагрева, выполненную с возможностью предварительного нагрева холодного железного сырья, и камеру плавления, выполненную с возможностью плавления подогретого холодного железного сырья для производства расплавленного чугуна, причем
электропечь дополнительно снабжена устройством подачи холодного железного сырья, которое может открываться и закрываться и делит камеру предварительного нагрева на первую камеру предварительного нагрева на стороне подачи холодного железного сырья и вторую камеру предварительного нагрева на стороне камеры плавления, экструдер, выполненный с возможностью выдвигания и втягивания обратно вдоль направления от второй камеры предварительного нагрева к камере плавления, и видеоустройство, выполненное с возможностью наблюдения второй камеры предварительного нагрева, и упомянутый способ содержит:
процесс плавления, в котором, когда устройство подачи холодного железного сырья открыто, холодное железное сырье, который подается в камеру предварительного нагрева и подогревается, экструдером подается в камеру плавления и холодное железное сырье плавится в камере плавления теплом, создаваемым дугой, чтобы произвести расплавленный чугун;
процесс нагрева для нагрева расплавленного чугуна в камере плавления, когда устройство подачи холодного железного сырье закрыто и новое холодное железное сырье подается в первую камеру предварительного нагрева;
процесс предварительного нагрева, в котором новое холодное железное сырье подогревается в первой камере предварительного нагрева отработанным теплом, получаемым в процессе нагрева; и
процесс выпуска для выпуска нагретого расплавленного чугуна из электропечи, в котором,
в процессе нагрева, основываясь на визуальной информации, получаемой от видеоустройства второй камеры предварительного нагрева после того, как устройство подачи холодного железного сырья закрывается, начинается нагрев расплавленного чугуна.
[2] Способ производства расплавленного чугуна по п. [1], дополнительно содержащий процесс подготовки, в котором устройство подачи холодного железного сырья открывается, чтобы подавать новое холодное железное сырье, которое подогревается, из первой камеры предварительного нагрева во вторую камеру предварительного нагрева после окончания процесса выпуска, в котором
процесс плавления, процесс нагрева, процесс предварительного нагрева и процесс выпуска выполняются последовательно после процесса подготовки.
[3] Способ производства расплавленного чугуна по п. [2], в котором в процессе подготовки устройство подачи холодного железного сырья открывается, в то время как наконечник экструдера камеры плавления располагается на границе между второй камерой предварительного нагрева и камерой плавления.
[4] Способ производства расплавленного чугуна по любому из пп. [1]-[3], в котором в процессе нагрева после того, как от видеоустройства получено подтверждение, что после закрывания устройства подачи холодного железного сырья никакое холодное железное сырье не осталось во второй камере предварительного нагрева, начинается нагревание расплавленного чугуна.
[5] Способ производства расплавленного чугуна по любому из пп. [1]-[3], в котором в процессе нагрева, когда от видеоустройства получено подтверждение, что холодное железное сырье остается во второй камере предварительного нагрева после того, как устройство подачи холодного железного сырья закрывается,
остающееся холодное железное сырье подается экструдером в камеру плавления, и нагрев чугуна начинается после получения подтверждения от видеоустройства, что никакое холодное железное сырье не осталось во второй камере предварительного нагрева.
[6] Способ производства расплавленного чугуна по любому из пп. [1]-[5], в котором после того, как в процессе плавления от видеоустройства получено подтверждение, что требуемое количество холодного железного сырья было подано в камеру плавления, выполняется процесс нагревания.
Предпочтительный результат
В соответствии с настоящим раскрытием, производство расплавленного чугуна с высокой эффективностью использования энергии возможно, повышая эффективность нагрева расплавленного чугуна, снижая, таким образом, производственные затраты. Дополнительно, настоящее раскрытие также предпочтительно дополнительно позволяет точное управление составом производимого расплавленного чугуна.
Краткое описание чертежей
На сопроводительных чертежах:
Фиг. 1 - вид в продольном разрезе электропечи, снабженной видеоустройством, используемым в варианте осуществления настоящего раскрытия;
Фиг. 2A - концептуальная схема процесса подготовки, соответствующая варианту осуществления настоящего раскрытия;
Фиг. 2B - концептуальная схема процесса плавки, соответствующая варианту осуществления настоящего раскрытия;
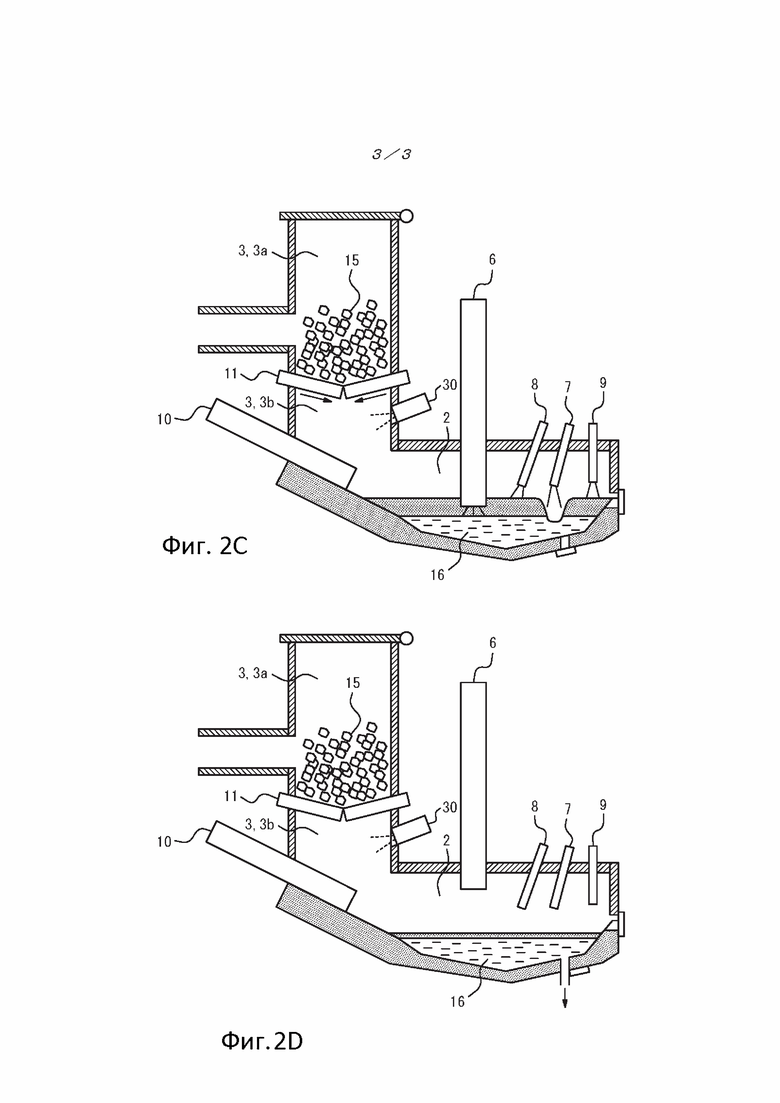
Фиг. 2C - концептуальная схема процесс нагрева, соответствующая варианту осуществления настоящего раскрытия; и
Фиг. 2D - концептуальная схема процесса выпуска, соответствующая варианту осуществления настоящего раскрытия.
Осуществление изобретения
Ниже описываются варианты осуществления настоящего раскрытия.
Последующее описание просто указывает предпочтительные варианты осуществления и настоящее раскрытие никоим образом не ограничивается описанными примерами.
Способ производства расплавленного чугуна
Способ производства расплавленного чугуна является способом, использующим электропечь, имеющую определенную конструкцию. Способ содержит: процесс плавления, при котором холодное железное сырье, подогретое в камере предварительного нагрева, экструдером подается в камеру плавления и плавится в камере плавления теплом, создаваемым дугой, чтобы получить расплавленный чугун; процесс нагревания, при котором расплавленный чугун нагревается в то время, когда устройство подачи холодного железного сырья закрыто; процесс предварительного нагрева, при котором отработанное тепло процесса нагревания используется для предварительного нагрева холодного железного сырья; и процесс выпуска, при котором нагретый расплавленный чугун выпускается из электропечи, причем способ позволяет обеспечивать непрерывное действие печи. Дополнительно, способ производства расплавленного чугуна может также содержать процесс подготовки, при котором устройство подачи холодного железного сырья открывается после процесса выпуска, чтобы подать предварительно подогретое холодное железное сырье из первой камеры предварительного нагрева во вторую камеру предварительного нагрева, и может дополнительно содержать другие процессы. В процессе нагревания нагрев расплавленного чугуна начинается, основываясь на визуальной информации, получаемой от видеоустройства, выполненного с возможностью наблюдения внутренней части второй камеры предварительного нагрева.
Соответствующее и своевременное управление нагревом расплавленного чугуна, основываясь на визуальной информации внутренней части второй камеры предварительного нагрева, может предотвратить случайное добавление холодного железного сырья во время нагревания расплавленного чугуна и, таким образом, эффективно увеличить эффективность нагревания расплавленного чугуна.
Электропечь
Далее, со ссылкой на чертежи, приводится описание предпочтительно используемой электропечи.
Электропечь 1 содержит камеру 2 плавления, в котором холодное железное сырье 15 расплавляется посредством тепла, обеспечиваемого дугой 18, чтобы получить расплавленный чугун 16, камеру 3 предварительного нагрева шахтного типа, соединенную с камерой 2 плавления и выполненную с возможностью предварительного нагрева холодного железного сырья 15 и подачи холодного железного сырья 15, которое предварительно подогрето, в камеру 2 плавления, используя экструдер 10, и видеоустройство 30, установленное в произвольном месте. Устройство 11 подачи холодного железного сырья выполнено с возможностью открывания и закрывания, обеспечивается в произвольном месте в вертикальном направлении камеры 3 предварительного нагрева. Устройство 11 подачи холодного железного сырья выполнено с возможностью открывания и закрывания, например, в поперечном или горизонтальном направлении электропечи 1. Открывание устройства 11 подачи холодного железного сырья делает камеру предварительного нагрева 3 имеющей одно пространство. Наоборот, закрывание устройства 11 подачи холодного железного сырья делает камеру 3 предварительного нагрева имеющей два пространства: первая камера 3а предварительного нагрева, которая обращена в сторону подачи холодного железного сырья (в направлении вертикально вверх), и вторая камера 3b предварительного нагрева, которая обращена в сторону камеры плавления (направление вертикально вниз). Экструдер 10 обычно устанавливается во второй камере 3b предварительного нагрева и один его конец может двигаться вперед-назад в любое место между второй камерой 3b предварительного нагрева и камерой 2 плавления, которая находится рядом. Видеоустройство 30 позволяет проверять ситуацию во второй камере 3b предварительного нагрева в любое время и всегда, когда требуется.
Холодное железное сырье 15 является сырьем, временно хранящимся распределенным по типу, например, на площадке подготовки скрапа, и типы смешиваются с соответствующим типом при относительном соотношении масс, соответствующими типу расплавленного чугуна, которое должен производиться. Смешанное холодное железное сырье 15 загружается в открывающийся снизу ковш 14 подачи и транспортируется посредством транспортной вагонетки 23 в требуемое место над портом 19 подачи холодного железного сырья. Затем порт 19 подачи холодного железного сырья открывается, чтобы подать холодное железное сырье 15 сверху в камеру 3 предварительного нагрева. В это время устройство 11 (палец) подачи холодного железного сырья, обеспечиваемое, по существу, в центре камеры 3 предварительного нагрева, открывается и далее подаваемое холодное железное сырье 15 заполняет первую камеру 3а предварительного нагрева, в которой может размещаться верхняя часть устройства 11 подачи холодного железного сырья, и вторую камеру 3b предварительного нагрева, в которой может размещаться нижняя часть устройства 11 подачи холодного железного сырья.
Холодное железное сырье 15 может подаваться таким образом, что одна загрузка холодного железного сырья 15 делится на множество загрузок ковша 14 подачи. Например, когда количество холодного железного сырья 15 для одной загрузки составляет проектные 130 тонн и она делится на 13 загрузок ковша 14 подачи, то общая загрузка равна 10 тонн x 13 = 130 тонн или по 10 тонн за один раз.
Холодное железное сырье 15 обычно содержит, но не ограничиваясь только этим, внутризаводской скрап, образующийся при производстве, скрап, образуемый городскими отходами, и чугуном в чушках из отвержденного жидкого чугуна. Холодное железное сырье 15 может смешиваться с органическим материалом (например, пластмасса, резина, биомасса).
С другой стороны, вспомогательные материалы для производства расплавленного шлака 17 содержат, но не ограничиваясь только этим, негашеная известь и известняк. Обожженный доломит или переработанный шлак от производства стали и т. п. могут использоваться в качестве вспомогательных материалов. Вспомогательный материал может подаваться по желобу для вспомогательного материала (не показан), обеспечиваемому в верхней части камеры 2 плавления.
В камере 3 предварительного нагрева (первой камере 3а предварительного нагрева и второй камере 3b предварительного нагрева) холодное железное сырье 15 может подогреваться любым способом. Например, для повышения экономической эффективности производства предварительный нагрев холодного железного сырья 15 осуществляют, пропуская высокотемпературный отработанный газ, образующийся в камере 2 плавления при плавлении, сначала через первую камеру 3а предварительного нагрева и затем через вторую камеру 3b предварительного нагрева. В этом случае, канал 20 вытяжки может обеспечиваться в верхней части камеры 3 предварительного нагрева и канал 20 может быть связан с засасывающим вентилятором (не показан). Засасывание вентилятором позволяет вдувать высокотемпературный отработанный газ, образующийся в камере 2 плавления, пропускать его по камере 3 предварительного нагрева и, после повышения температуры в камере 3 предварительного нагрева, высокотемпературный отработанный газ может выбрасываться через канал 20. Пылесборник (не показан) может быть установлен по центру канала 20.
Высокотемпературные отработанные газы, которые пригодны для использования при предварительном нагреве, образуются при плавлении и нагревании посредством нагрева дугой, используемой в качестве первичного источника тепла, углеродного материала, горелки 9 и т. п. в качестве вспомогательного источника тепла, как описано ниже, и могут содержать монооксид углерода, двуокись углерода, непрореагировавший кислород и внешний воздух, поступающий через отверстия, и т. п.
Вторая камера 3b предварительного нагрева снабжена экструдером 10 (толкателем), чтобы выталкивать и подавать предварительно нагретое холодное железное сырье 15, находящееся во второй камере 3b предварительного нагрева, в камеру 2 плавления, соединенную с камерой 3 предварительного нагрева. Экструдер 10 может устанавливаться так, чтобы он проходил через боковую стенку камеры 2 плавления, и может быть выполнен с возможностью выдвижения и втягивания вдоль направления к поверхности нагрева (в соответствии с настоящим вариантом осуществления, приблизительно к центру камеры плавления), создаваемого дугой 18, что позволяет вытеснять предварительно нагретое холодное железное сырье 15 из второй камеры 3b предварительного нагрева к поверхности нагрева дугой в камере 2 плавления. Экструдер 10 может приводиться в движение блоком привода (не показан).
Граница между камерой 2 плавления и камерой 3 предварительного нагрева (второй камерой 3b предварительного нагрева) является воображаемой плоскостью, проходящей вертикально вниз от участка боковой стенки камеры 3 предварительного нагрева, который соединяется с крышкой 5 печи, являющейся частью камеры 2 плавления.
Камера 2 плавления образуется стенкой 4 печи и крышкой 5 печи. Стенка 4 печи предпочтительно является конструкцией с водяным охлаждением, а крышка 5 печи предпочтительно является конструкцией с водяным охлаждением, которая может открываться и закрываться. Вставляя множество электродов 6 сверху через крышку 5 печи приблизительно в центре в горизонтальном направлении камеры 2 плавления и создавая дугу 18 между электродами 6, поверхность нагрева дуги может действовать как первичный источник тепла, чтобы плавить холодное железное сырье 15. Как правило, электроды 6 изготавливаются, главным образом, из графита и могут перемещаться вверх и вниз.
Есть два типа электропечи 1: постоянного тока и переменного тока. Пример электропечи 1, соответствующий настоящему варианту осуществления, является электропечью переменного тока и содержит электроды 6, описанные выше. С другой стороны, когда электропечь 1 является электропечью постоянного тока, электроды могут устанавливаться в основании печи и в верхней части камеры плавления, соответственно, и между электродами может создаваться дуга, чтобы плавить холодное железное сырье. Настоящее раскрытие также применимо к производству расплавленного чугуна электропечами постоянного тока.
Фурма 7 кислородного дутья и фурма 8 углеродного дутья могут вставляться в камеру 2 плавления сверху через крышку 5 печи. Фурма 8 углеродного дутья выполнена с возможностью продувки углеродного материала, состоящего из одного или более таких материалов, как кокс, угли, уголь, древесный уголь, графит и т. п. в качестве вспомогательного источника тепла, в расплавленный шлак 17 через несущий газ, такой как воздух, азот и т. п. Фурма 7 кислородного дутья выполнена с возможностью инжекции и подачи кислорода (чистого кислорода или кислородосодержащей газовой смеси, состоящей, например, из чистого кислорода и воздуха), чтобы отодвинуть расплавленный шлак 17 и напрямую вдувать кислород в расплавленный чугун 16. Расплавленный чугун 16, который продувается кислородом, декарбонизируется до требуемого содержания углерода.
В дополнение к продуванию с помощью фурмы кислород и углеродный материал могут добавляться посредством инжекции в ванну (расплавленного чугуна 16 или расплавленного шлака 17) из вышеупомянутой камеры 2 плавления или посредством инжекции донной продувкой с определенным соплом у основания печи. Фурма 7 кислородного дутья и фурма 8 углеродного дутья могут погружаться в расплавленный чугун 16 и расплавленный шлак 17, соответственно, или могут следовать за расплавленным чугуном 16 и расплавленным шлаком 17 над поверхностью (по границе сред) в ответ на изменения уровня границы расплавленного чугуна 16 и расплавленного шлака 17, как показано в варианте осуществления на фиг. 2A, 2B, 2C, 2D. Дополнительно, фурма 7 кислородного дутья может быть установлена в стенку 4 печи и кислород может продуваться через стенку 4 печи.
Горелка 9 может вставляться в камеру 2 плавления сверху через крышку 5 печи и/или под углом через стенку 4 печи. Горелка 9 служит вспомогательной горелкой, которая сжигает ископаемое топливо, такое как мазут, керосин, пылевидный уголь, газовый пропан, природный газ и т. п., с помощью газа, поддерживающего горение (кислород, воздух или обогащенный кислородом воздух). Когда расплавленный чугун 16 выпускается, в расплавленном чугуне 16 не должно оставаться никакого нерасплавленного холодного железного сырья 15. Здесь, холодное железное сырье вблизи электродов плавится относительно быстро, а для холодного железного сырья в так называемой холодной точке, которая располагается вдали от электродов, плавление идет относительно медленно и скорости плавления холодного железного сырья в камере плавления могут стать неравными. В таком случае горелка 9 может использоваться, чтобы эффективно помогать расплавлять нерасплавленное холодное железное сырье 15, например, во время процесса нагревания. Горелка 9 предпочтительно располагается прямо над портом 12 выпуска, который описывается ниже, или другими словами, в том месте, где, вероятно, имеет место холодная точка.
Камера 2 плавления может быть дополнительно снабжена портом 12 выпуска на противоположной стороне основания печи у камеры 3 предварительного нагрева и вспомогательного выпуска 13 на стенке 4 печи выше порта 12 выпуска. Во время всех процессов, кроме процесса выпуска, вспомогательный выпуск 13 закрывается вспомогательной заглушкой 22. Во время всех процессов, кроме процесса выпуска, порт 12 выпуска закрывается упаковкой из песка и грязевого агента, которые заполняют ее внутренность, и заглушкой 21 выпуска, которая удерживается снаружи печи. Расплавленный чугун 16, который производится, может выпускаться через порт 12 выпуска, открывая заглушку 21 выпуска. Расплавленный шлак 17, который производится вместе с производством расплавленного чугуна 16, может выпускаться через вспомогательный выпуск 13, открывая вспомогательную заглушку 22.
Второе пространство предварительного нагрева может наблюдаться через видеоустройство 30. Видеоустройство 30 не ограничивается каким-либо конкретным устройством, может быть любым устройством, пригодным для получения изображений объекта, и обычно предоставляет собой объектив и камеру. Охлаждающий газ с некоторой скоростью потока предпочтительно протекает вокруг объектива (не показан), установленного на конце видеоустройства 30. Соответствующее охлаждение видеоустройства 30 позволяет ему выдерживать высокие температуры в электропечи и не допускать сужения поля зрения, когда разбрызгиваются сталь или расплавленный чугун. Охлаждающийся газ может быть воздухом или может быть инертным газом, таким как азот.
Видеоустройство 30 предпочтительно устанавливается на боковую стенку, которая является частью второй камеры 3b предварительного нагрева, чтобы получить хороший обзор ситуации внутри второй камеры 3b предварительного нагрева. В таком случае охлаждение, такое как водяное охлаждение или воздушное охлаждение, предпочтительно обеспечивается для боковой стенки камеры 3 предварительного нагрева. Хотя способ установки никак не ограничивается, когда видеоустройство 30 устанавливается на боковой стенке второй камеры 3b предварительного нагрева, видеоустройство 30 предпочтительно устанавливается через отверстие (не показано) в боковой стенке так, чтобы камера могла находиться вне электропечи 1, в то время как объектив располагается внутри второй камеры 3b предварительного нагрева, обеспечивая, таким образом, четкое поле зрения и простоту работы. Видеоизображение, полученное видеоустройством 30, обычно передается по кабелю (не показан) на монитор или на регистрирующее устройство в помещении диспетчерской, в котором работает оператор.
Дополнительно, хотя на чертежах не показано, при использовании видеоустройства предпочтителен контроль ситуации в первой камере 3а предварительного нагрева. Когда ситуация в первой камере 3а предварительного нагрева также может быть визуально проверена, например, высота холодного железного сырья 15, заполняющего камеру предварительного нагрева, может быть проверена, то тогда холодное железное сырье может подаваться таким образом, чтобы сохранять высоту в пределах определенного диапазона, что позволяет более эффективный предварительный нагрев холодного железного сырья. Чтобы наблюдать ситуацию внутри первой камеры 3а предварительного нагрева, например, на боковую стенку, которая является частью первой камеры 3а предварительного нагрева, может быть установлено дополнительное видеоустройство.
Процесс плавления
В процессе плавления холодное железное сырье 15, подогретое в камере 3 предварительного нагрева, подается в камеру 2 плавления экструдером 10 в то время, когда устройство 11 подачи холодного железного сырья открыто, как показано на фиг. 2B, и холодное железное сырье 15, поданное в камеру 2 плавления, плавится теплом дуги, чтобы производить расплавленный чугун 16. Периодически выдвигая и втягивая обратно экструдер 10 в направлениях стрелки на фиг. 2B, холодное железное сырье 15, заполняющее вторую камеру 3b предварительного нагрева, постепенно вытесняется. По мере того, как холодное железное сырье 15, заполняющее камеру 3 предварительного нагрева, постепенно падает, новое холодное железное сырье 15 периодически подается в камеру 3 предварительного нагрева из ковша 14 подачи. Это позволяет расплавлять количество холодного железного сырья, соответствующее одной загрузке.
Здесь, с точки зрения экономической эффективности производства, холодное железное сырье 15, заполняющее камеру 3 предварительного нагрева, предпочтительно эффективно подогревается, позволяя высокотемпературному отработанному газу, образующемуся при плавлении в камере плавления, попадать в камеру 3 предварительного нагрева, например, способом, описанным выше для электропечи. В соответствии с настоящим вариантом осуществления, температура отработанного газа, попадающего в камеру 2 предварительного нагрева, приблизительно равна 1000-1500 °C.
Расплавленный шлак 17 в процессе плавления может содержать оксид железа (FeO), образующийся благодаря продувке кислородом. Поэтому FeO предпочтительно восстанавливают, продувая углеродный материал в расплавленный шлак 17 в соответствии со способом, описанным выше. Расплавленный шлак 17 также предпочтительно находится в состоянии так называемого "образования шлака", в котором угарный газ образуется путем сжигания вдуваемого углеродного материала, вызывая образование пузырьков расплавленного шлака 17. Образование шлака понижает излучаемую теплоту дуги 18 и дополнительно повышает эффективность плавления холодного железного сырья 15. Более короткие времена плавления при более высокой эффективности плавления могут увеличить период, в течение которого состояние образования шлака может устойчиво сохраняться, дополнительно повышая эффективность энергопотребления.
В процессе плавления, после визуального подтверждения видеоустройством 30, что заданное для одной загрузки количество холодного железного сырья 15 было подано в камеру 2 плавления, устройство 11 подачи холодного железного сырья предпочтительно закрывается и в это время начинается последующий процесс нагревания. Подтверждая через видеоустройство 30, что заданное для одной загрузки количество холодного железного сырья 15 было подано для плавления в камеру 2, случайное добавление холодного железного сырья 15 в расплавленный чугун во время последующего нагревания расплавленного чугуна 16 может лучше предотвращаться и последующий процесс нагревания может быть выполнен более эффективно.
При начале работы электропечи 1 для определенной загрузки (то есть, первой подачи холодного железного сырья 15), холодное железное сырье 15 и, если требуется, углеродный материал, могут быть поданы заранее в пространство камеры 2 плавления, противоположное камере 3 предварительного нагрева (на чертеже фиг. 2A, в правую сторону от электродов 6), в то время как крышка 5 печи открыта, чтобы равномерно подавать холодное железное сырье 15 в камеру 2 плавления. Жидкий металл может также подаваться в камеру 2 плавления, когда подается холодное железное сырье 15. Жидкий метал может подаваться в камеру 2 плавления посредством ковша подачи (не показан) или по канавке для жидкого металла (не показана), ведущей в камеру 2 плавления.
Процесс нагревания
В процессе нагревания расплавленный чугун 16, полученный в предыдущем процессе плавления, дополнительно нагревается до требуемой температуры, в то время как устройство 11 подачи холодного железного сырья закрыто и первая камера 3а предварительного нагрева изолирована от камеры 2 плавления, смотрите фиг. 2C. Расплавленный чугун 16, выпускаемый после процесса нагревания и транспортируемый к последующему процессу за пределами электропечи, такому как регулирование состава и литье, должно поддерживать требуемое состояние высокой температуры, необходимое для последующего процесса. Поэтому во время процесса нагревания необходимо повысить температуру расплавленного чугуна 16 до определенной температуры, выбранной так, чтобы учесть падение температуры во время перехода к последующему процессу за пределами электропечи после процесса выпуска. Расплавленный чугун 16 не выпускается, пока температура расплавленного чугуна 16 не поднимется до заданной температуры. В процессе нагревания новое холодное железное сырье 15 для последующей загрузки подается в первую камеру 3а предварительного нагрева, в то время как устройство 11 подачи холодного железного сырья закрыто и первая камера 3а предварительного нагрева изолирована от камеры 2 плавления. В процессе нагревания важно начать нагревание расплавленного чугуна 16, основываясь на визуальной информации, получаемой от видеосистемы 30, контролирующей внутреннюю часть второй камеры 3b предварительного нагрева после того, как устройство 11 подачи холодного железного сырья закрыто. Например, когда есть холодное железное сырье 15, которое не подается в камеру 2 плавления, оставаясь во второй камере 3b предварительного нагрева после того, как устройство 11 подачи холодного железного сырья закрывается, если нагревание происходит в этом состоянии, относительно низкотемпературное холодное железное сырье 15 нежелательно смешивать с относительно высокотемпературным расплавленным чугуном 16 во время нагревания, так как это понижает температуру расплавленного чугуна 16. Это снижает эффективность процесса нагревания, который использует большое количество электроэнергии, и приводит к более высоким производственным затратам. Поэтому перед началом процесса нагревания необходима визуальная проверка условий во второй камере 3b предварительного нагрева.
В соответствии с традиционной технологией, оператор не может визуально проверить условия во второй камере 3b предварительного нагрева, поэтому моменты включения-выключения нагревания были основаны на опыте оператора. Однако, в соответствии с настоящим раскрытием, моменты включения-выключения нагревания могут быть определены после проверки визуальной информации, что никакие факторы, препятствующие эффективному нагреванию, не существуют, что существенно повышает эффективность нагревания и, таким образом, производственную эффективность.
С точки зрения вышесказанного, в процессе нагревания расплавленный чугун 16 предпочтительно начинает нагреваться после визуального подтверждения видеоустройством 30, что никакое холодное железное сырье 15 не осталось во второй камере 3b предварительного нагрева после закрывания устройства 11 подачи холодного железного сырья. Когда от видеоустройства 30 получено подтверждение, что никакого холодного железного сырья 15 не осталось, может начаться нагревание.
С другой стороны, когда от видеоустройства 30 получено подтверждение, что после того, как устройство 11 подачи холодного железного сырья закрылось, во второй камере 3b предварительного нагрева осталось холодное железное сырье 15, оставшееся холодное железное сырье 15 принудительно подается в камеру 2 плавления экструдером и нагревание расплавленного чугуна 16 предпочтительно начинается после подтверждения, что во второй камере 3b предварительного нагрева никакого холодного железного сырья 15 не осталось.
Таким образом, нагревая расплавленный чугун 16, когда холодное железное сырье 15 точно не присутствует во второй камере 3b предварительного нагрева, температура расплавленного чугуна 16 во время нагревания не понижается, что может дополнительно увеличить эффективность нагревания.
Аналогично процессу плавления, во время процесса нагревания предпочтительно поддерживается стабильное состояние образования шлака, чтобы дополнительно повысить эффективность энергопотребления. Согласно традиционной технологии, холодное железное сырье 15 из камеры 3 предварительного нагрева передается в камеру 2 плавления во время процесса нагревания, вызывая снижение образования шлака, и поэтому дуга 18 становится нестабильной, приводя в результате к снижению эффективности нагревания. Напротив, в соответствии с настоящим вариантом осуществления, холодное железное сырье 15 в первой камере 3а предварительного нагрева во время процесса нагревания полностью изолировано от камеры 2 плавления устройством 11 подачи холодного железного сырья, эффективно предотвращая перелив холодного железного сырья 15 во время процесса нагревания, и, чтобы начать нагревание, должно быть получено визуальное подтверждение, что внутренняя часть второй камеры 3b предварительного нагрева находится в соответствующем состоянии, и поэтому образование шлака и дуга 18 стабильно поддерживаются, и, таким образом, эффективность нагревания может быть повышена.
Здесь, в процессе нагревания холодное железное сырье 15 для следующей загрузки подается в первую камеру 3а предварительного нагрева. Во время процесса нагревания устройство 11 подачи холодного железного сырья закрывается для изоляции первой камеры 3а предварительного нагрева от камеры 2 плавления и состояние внутренней части второй камеры предварительного нагрева может визуально проверяться, и поэтому, например, даже когда холодное железное сырье 15 для текущей загрузки остается во второй камере 3b предварительного нагрева, оставшееся холодное железное сырье 15 может точно отделяться от холодного железного сырья 15 для следующей загрузки в первой камере 3а предварительного нагрева. Согласно традиционной технологии, устройство 11 подачи холодного железного сырья и вторая камера 3b предварительного нагрева ранее не могли визуально проверяться и поэтому разделение холодного железного сырья 15 для текущей загрузки и для последующей загрузки зависело от опыта оператора. Однако, в соответствии с настоящим раскрытием, обеспечиваются устройство 11 подачи холодного железного сырья, видеоустройство 30 и экструдер 10, который может принудительно подавать остающееся холодное железное сырье 15 в камеру 2 плавления, и поэтому холодное железное сырье 15 для текущей загрузки может быть точно отделено и обработано, не смешивая его с холодным железным сырьем 15 для следующей загрузки. Это очень полезно, особенно в ситуации, когда при следующей загрузке производится расплавленный чугун 16 с другим составом или свойствами, чем при текущей загрузке.
Процесс предварительного нагрева
В процессе предварительного нагрева новое холодное железное сырье (холодное железное сырье для следующей загрузки) 15 в первой камере 3а предварительного нагрева подогревается остаточным теплом от процесса нагревания. Соответственно, процесс предварительного нагрева продолжается почти одновременно с процессом нагревания. Предварительный нагрев может быть выполнен, позволяя носителю остаточного тепла, такому как высокотемпературный отработанный газ, образовавшийся во время нагревания, перетекать в первую камеру 3а предварительного нагрева, используя, например, способ, описанный выше для электропечей. В процессе нагревания камера 2 плавления нагревается до высокой температуры, например, приблизительно 1600 °C, и поэтому холодное железное сырье 15 для следующей загрузки в первую камеру 3а предварительного нагрева может эффективно подогреться, повышая эффективность плавления следующей загрузки. В процессе предварительного нагрева температура отработанного газа, попадающего в первую камеру 3а предварительного нагрева, равна приблизительно 1000-1600 °C.
Как только расплавленный чугун 16 нагревается до установленной температуры, процесс переходит к процессу выпуска.
Процесс выпуска
В процессе выпуска расплавленный чугун 16, который нагрет, выпускается из электропечи 1 в то время, когда устройство 11 подачи холодного железного сырья закрыто, смотрите фиг. 2D. Таким способом из одной загрузки производится расплавленный чугун 16. Конкретный способ выпуска может соответствовать способу, описанному выше для дуговой электропечи.
Предварительный нагрев холодного железного сырья 15 для следующей загрузки в первую камеру 3а предварительного нагрева предпочтительно продолжается во время процесса выпуска. Во время предварительного нагрева холодного железного сырья 15 для следующей загрузки в первую камеру 3а предварительного нагрева во время процесса выпуска остаточное тепло, такое как высокотемпературный отработанный газ, остающийся от процесса нагревания, может продолжать передаваться в первую камеру 3а предварительного нагрева, например, используя способ, описанный выше для электропечи. Температура отработанного газа, проходящего в первую камеру 3а предварительного нагрева, равна приблизительно 1100-1600 °C.
Процесс подготовки
В процессе подготовки, который может быть включен в способ производства, соответствующий настоящему раскрытию, как показано на фиг. 2A, устройство 11 подачи холодного железного сырья открывается после окончания процесса выпуска, чтобы подавать из первой камеры 3а предварительного нагрева во вторую камеру 3b предварительного нагрева новое холодное железное сырье (холодное железное сырье для следующей загрузки) 15, который предварительно нагрелось во время процесса нагревания и, как вариант, процесса выпуска, описанного выше. Этим завершается процесс подготовки для следующей загрузки. Затем, повторяя процесс плавления, процесс нагревания, процесс предварительного нагрева и процесс выпуска для следующей загрузки холодного железного сырья 15, может обеспечиваться непрерывная работа с множеством загрузок. Холодное железное сырье 15, поданное во вторую камеру 3b предварительного нагрева в процессе подготовки, уже является достаточно подогретым, что позволяет эффективно выполнить процесс плавления и последующие процессы.
В процессе подготовки предпочтительно открывается устройство 11 подачи холодного железного сырья, в то время как наконечник экструдера 10 на стороне камеры 2 плавления располагается на границе между второй камерой 3b предварительного нагрева и камерой 2 плавления (смотрите фиг. 2A). Это препятствует выбросу холодного железного сырья 15 в камеру 2 плавления во время последующего процесса плавления, предотвращая, таким образом, снижение эффективности плавления и предотвращая повреждение электродов и т. п.
Прочие процессы
Прочие процессы не ограничиваются каким-либо конкретным процессом и могут содержать, например, вспомогательный процесс, при котором расплавленный шлак 17 удаляется из электропечи. Вспомогательный процесс может быть выполнен, например, в соответствии со способом, описанным выше для электропечей.
Пример
Далее описывается конкретный пример настоящего раскрытия. Последующий пример просто представляет предпочтительный пример и настоящее раскрытие никоим образом не ограничивается описанным примером. Дополнительно, последующий пример может быть модифицирован, не отступая от объема и сущности настоящего раскрытия, и такие изменения также включаются в технический объем настоящего раскрытия.
Пример
Расплавленный чугун производился, расплавляя холодное железное сырье в электропечи, снабженной камерой 2 плавления, камерой 3 предварительного нагрева, устройством 11 подачи холодного железного сырья, экструдером 10 и видеоустройством 30, установленным во второй камере 3b предварительного нагрева, как показано на фиг. 1. Ниже приводятся технические характеристики оборудования этой электропечи.
Камера плавления: диаметр печи 7 м, высота печи 5 м
Камера предварительного нагрева: ширина 3 м, глубина 4 м, высота 8 м
Производительность печи: 210 тонн
Электропитание: переменное напряжение, 50 Гц
Мощность трансформатора: 75 МВА
Количество электродов: 3
Основные условия эксплуатации электропечи приводятся ниже.
Вес холодного железного сырья, подаваемого для одной загрузки: приблизительно 130 тонн
Вес холодного железного сырья, подаваемого за одну подачу: приблизительно 10 тонн
Количество подач холодного железного сырья на одну загрузку: 13 раз
Выход стали на одну загрузку: приблизительно 120 тонн
Уровень потребления кислорода на одну фурмой кислородного продувания: приблизительно 20 н.м3/тонна выпуска
Уровень потребления углеродного материала на одну фурму углеродного продувания: приблизительно 20 кг/тонна выпуска
Расход извести в качестве вспомогательного материала: приблизительно 18,8 кг/тонна выпуска
Здесь, "тонна выпуска" означает вес выпущенного расплавленного чугуна (в тоннах), и "/тонна выпуска" означает на тонну выпущенного расплавленного чугуна.
Холодное железное сырье использовалось из сырьевых материалов, определенных в документе " Uniform Standards of Ferrous Scrap" японской Ассоциации железного сырья, как упомянуто ниже (общая пропорция смеси: 100 %).
Тяжелый (класс: H2), пропорция смеси 60 %
Новый скрап (класс: мелкая обрезь A), пропорция смеси 20 %
Нарезанный (класс: A), пропорция смеси 10 %
Литейный чугун (класс: A), пропорция смеси 5 %
Оборотный (класс: A), пропорция смеси 5 %
Для непрерывного производства расплавленного чугуна одного и того же состава для 20 загрузок, 210 тонн холодного железного сырья 15 были сначала поданы в камеру 2 плавления и в камеру 3 предварительного нагрева и плавление проводилось при условии, что холодное железное сырье 15 непрерывно присутствовало в камере 2 плавления и в камере 3 предварительного нагрева. Нагревание имело место, когда приблизительно 200 тонн расплавленного чугуна 16 были произведены в камере 2 плавления. Затем, 80 тонн были оставлены в камере 2 плавления, а 120 тонн расплавленного чугуна 16 одной загрузки были выпущены из порта 12 выпуска в ковш, находящийся вне печи.
Во время нагревания приблизительно 10 тонн за одну подачу (или количество, эквивалентное множеству подач) холодного железного сырья 15 были поданы в первую камеру 3а предварительного нагрева в то время, когда устройство 11 подачи холодного железного сырья было закрыто. В это время происходил процесс нагревания предыдущей загрузки и отработанный газ из камеры 2 плавления использовался, чтобы подогреть холодное железное сырье 15 в первой камере 3а предварительного нагрева. При последующем процессе выпуска предыдущей загрузки холодное железное сырье 15 продолжало нагреваться в первой камере 3а предварительного нагрева, используя отработанный газ из камеры 2 плавления.
Процесс подготовки
После окончания процесса выпуска предыдущей загрузки устройство 11 загрузки холодного железного сырья закрылось и подогретое холодное железное сырье 15 подавалось из первой камеры 3а предварительного нагрева во вторую камеру предварительного нагрева 3b. В это время наконечник экструдера 10 на стороне камеры 2 плавления был расположен на границе между второй камерой 3b предварительного нагрева и камерой 2 плавления.
Процесс плавления
В то время как устройство 11 подачи холодного железного сырья был открыто, холодное железное сырье 15 из второй камеры 3b предварительного нагрева подавалось в камеру 2 плавления экструдером 10 и холодное железное сырье 15 плавилось теплом дуги 18, образуемой электродами 6 (графитовыми электродами), чтобы получить расплавленный чугун 16. Чистый кислород подавался с расходом 3000-5000 н.м3/ч через фурму 7 кислородной продувки и коксовая пыль продувалась с расходом 40-80 кг/мин через фурму 8 продувки углеродного материала. Коксовая пыль имела содержание углерода 85 мас.% или больше, содержание влаги 1,0 мас.% или меньше, содержание летучих веществ 1,5 мас.% или меньше и средний размер частиц 5 мм или меньше. Негашеная известь, используемая в качестве вспомогательного материала, подавалась через загрузочный лоток вспомогательного материала (не показан), предусмотренный на крышке 5 печи.
Во время процесса плавления внутренняя часть второй камеры 3b предварительного нагрева контролировалась видеоустройством 30. Поскольку холодное железное сырье 15, заполняющее камеру 3 предварительного нагрева, постепенно подавалось по мере того, как холодное железное сырье 15 плавилось в камере 2 плавления, и продвигалось экструдером 10, приблизительно 10 тонн нового холодного железного сырья 15, транспортируемого ковшом 14 подачи, добавлялось в камеру 3 предварительного нагрева через порт 19 подачи холодного железного сырья, поддерживая высоту загрузки холодного железного сырья 15 в камере 3 предварительного нагрева в пределах определенного диапазона. Повторяя этот процесс в общей сложности 13 раз, плавка продолжалась при постоянном присутствии холодного железного сырья 15 в плавильной камере 2 и камере предварительного нагрева 3, и в камере 2 плавления было расплавлено в общей сложности около 130 тонн холодного железного сырья 15, что эквивалентно одной загрузке.
Фактически, в камере 2 плавления скопилось приблизительно 200 тонн расплавленного чугуна 16, включая 80 тонн расплавленного чугуна 16, который оставался в камере плавления 2 во время предыдущей загрузки. Когда требуется изменение состава расплавленного чугуна, производимого до и после загрузки, следующая загрузка расплавленного чугуна сможет быть расплавлена, не оставляя в камере 2 плавления расплавленного чугуна 16 от предыдущей загрузки.
Процесс нагревания
Когда в камере 2 плавления скопилось приблизительно 200 тонн расплавленного чугуна 16, устройство 11 подачи холодного железного сырья было закрыто и вторая камера 3b предварительного нагрева контролировалась через видеоустройство 30. В результате визуальной информации, полученной от видеоустройства 30, было подтверждено, что во второй камере 3b предварительного нагрева осталось холодное железное сырье 15. Поэтому, вместо того, чтобы сразу начать нагрев, экструдер 10 повторно выдвигался и втягивался, пока оставшееся холодное железное сырье 15 не было подано в камеру 2 плавления и больше не был видимо во второй камере 3b предварительного нагрева. Затем, после подтверждения, что во второй камере 3b предварительного нагрева не осталось никакого холодного железного сырья 15, началось нагревание. Приблизительно через 3-4 минуты после начала нагревания, температурный датчик был вставлен в расплавленный чугун 16 и была измерена температура расплавленного чугуна. Когда температура расплавленного чугуна достигла 1600 °C, то есть, температуры, установленной для нагревания, процесс перешел к процессу выпуска. Когда температура не достигла температуры нагрева, после того, как прошла еще минута нагревания, температура расплавленного чугуна была измерена снова, чтобы определить, возможен ли выпуск, и эта последовательность повторялась по мере необходимости.
Во время описанного выше процесса нагревания приблизительно 10 тонн холодного железного сырья 15, то есть, одна подача из следующей загрузки, подавались в первую камеру 3а предварительного нагрева, в то время как устройство 11 подачи холодного железного сырья было закрыто.
Процесс предварительного нагрева
Холодное железное сырье 15 для следующей загрузки, подаваемое в первую камеру 3а предварительного нагрева, подогревалось, используя подогрев отработанным газом, полученный из камеры 2 плавления за счет нагрева, одновременного с процессом нагревания.
Процесс выпуска
После нагревания 80 тонн расплавленного чугуна 16 приблизительно из 200 тонн, оставшихся в камере 2 плавления, и 120 тонн расплавленного чугуна 16, эквивалентные одной загрузке, были выпущены через порт 12 выпуска в ковш, находящийся снаружи печи. Во время процесса выпуска холодное железное сырье 15 в первой камере 3а предварительного нагрева продолжало подогреваться, используя отработанный газ из камеры 2 плавления. Температура расплавленного чугуна 16 во время выпуска составляла приблизительно 1600 °C. Целевая концентрация углерода в расплавленном чугуне составляла 0,060 мас.%. После процесса выпуска состояние расплавленного чугуна 16 поддерживалось продувкой кислорода и кокса, и вышеупомянутый процесс подготовки и последующие процессы повторялись в общей сложности для 20 загрузок.
Сравнительный пример 1
Во время процесса нагревания работа и нагревание экструдера 10 происходили в соответствии с эмпирическим решением оператора, без использования устройства 11 подачи холодного железного сырья и видеоустройства 30 (то есть, устройство 11 подачи холодного железного сырья оставалось открытым в течение всего процесса и никакая визуальная проверка внутренней части печи не делалась). В противном случае, 20 загрузок повторялись, как предыдущем примере.
Сравнительный пример 2
Во время процесса нагревания устройство 11 подачи холодного железного сырья и экструдер 10 работали и нагревание происходило в соответствии с эмпирическим решением оператора без использования видеоустройства 30 (то есть, никакая визуальная проверка внутренней части печи не делалась). В противном случае, 20 загрузок повторялись, как в предыдущем Примере.
В Примере и сравнительных примерах были оценены среднее время, требующееся для каждого процесса, оценивавшиеся более чем по 20 загрузкам (минуты), средний расход электроэнергии всего производственного процесса (кВт⋅ч/т), частота замешивания холодного железного сырья в расплавленный чугун в процессе нагревания (количество раз/загрузка), средний уровень шума в электропечи во время работы (дБ) и средняя концентрация углерода в расплавленном чугуне (мас.%). Результаты приведены в таблице 1.
Здесь, средний расход электроэнергии был вычислен, как количество электроэнергии, используемой на тонну расплавленного чугуна, выпущенного при 20 загрузках.
Частота замешивания холодного железного сырья вычислялась делением количества раз, когда громкий шум, образующийся при сжатии холодного железного сырья, был слышен на слух, на количество загрузок.
Уровень шума электропечи измерялся в децибелах измерителем на расстоянии 5 м от печи. Уровень шумов электропечи является индикатором хорошего или плохого образования шлака; чем ниже уровень шума, тем более устойчива дуга. Измерения проводились во время процессов плавления и нагревания и вычислялось среднее значение.
Концентрация углерода в расплавленном железе измерялась, вставляя зонд для измерения концентрации углерода в расплавленный чугун вместе с вышеупомянутым температурным зондом, и вычислялось среднее значение для всех загрузок.
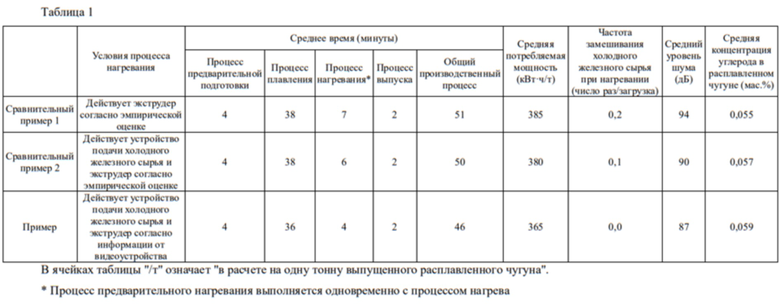
Как можно видеть в таблице 1, время, требующееся для процессов плавления и нагревания согласно Примеру, значительно снизилось по сравнению со сравнительными примерами 1 и 2, приводя к уменьшению времени, требующегося для всего производственного процесса и к уменьшению расхода электроэнергии. Расход электроэнергии составлял 385 кВт⋅ч/т для сравнительного примера 1 и 380 кВт⋅ч/т для сравнительного примера 2, тогда как в Примере работа разрешалась с пониженным расходом электроэнергии 365 кВт⋅ч/т (здесь, "т" означает тонну выпущенного расплавленного чугуна).
Это снижение расхода электроэнергии, соответствующее Примеру, относится, главным образом, к использованию видеоустройства, которое позволило устройству подачи холодного железного сырья управляться должным образом, чтобы гарантировать, что сжатие и сброс холодного железного сырья во время процесса нагревания, были предотвращены и что случайное добавление холодного железного сырья в расплавленный чугун во время нагревания было полностью исключено, таким образом, значительно сокращая процесс нагревания. Уровень шума был также ниже согласно Примеру, что может быть отнесено на счет лучшей стабилизации при образовании шлака и повышенной эффективности плавления. Дополнительно, во время процесса плавления использование дополнительного видеоустройства, установленного на боковой стенке первой камеры 3а предварительного нагрева, позволило своевременно проверять и поддерживать высоту загрузки холодного железного сырья в камере 3 предварительного нагрева в пределах определенного диапазона, что, по-видимому, является причиной повышенной эффективности нагревания холодного железного сырья нагревания посредством отработанного газа и повышенной эффективности плавления.
Дополнительно, концентрация углерода в расплавленном чугуне составляла 0,055 мас.% согласно сравнительному примеру 1 и 0,057 мас.% согласно сравнительному примеру 2, тогда как в соответствии с Примером, этот показатель составлял 0,059 мас.%, что является значением, близким к целевому значению 0,060 мас.%, означая, что становится возможным более простое и более точное управление концентрацией углерода в расплавленном чугуне. Пониженная концентрация углерода в сравнительных примерах имеет место, вероятно, благодаря замешиванию холодного железного сырья 15 в расплавленный чугун 16 во время нагревания, что снижает эффективность нагревания.
Промышленная применяемость
В соответствии с настоящим раскрытием, производство расплавленного чугуна с высокой эффективностью использования энергии возможно благодаря повышению эффективности нагревания расплавленного чугуна.
Перечень ссылочных позиций
1 Электропечь
2 Камера плавления
3 Камера предварительного нагрева
3a Первая камера предварительного нагрева
3b Вторая камера предварительного нагрева
4 Стенка печи
5 Крышка печи
6 Электроды
7 Фурма для кислородной продувки
8 Фурма для углеродной продувки
9 Горелка
10 Экструдер (толкатель)
11 Устройство подачи холодного железного сырья (палец)
12 Порт выпуска
13 Вспомогательный выпуск
14 Ковш подачи
15 Холодное железное сырье
16 Расплавленный чугун
17 Расплавленный шлак
18 Дуга
19 Порт подачи холодного железного сырья
20 Канал
21 Заглушка выпуска
22 Вспомогательная заглушка
23 Транспортная вагонетка
30 Видеоустройство
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА РАСПЛАВЛЕННОГО ЧУГУНА С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОПЕЧИ, СОДЕРЖАЩЕЙ ВИДЕОУСТРОЙСТВО | 2022 |
|
RU2817084C1 |
| ЭЛЕКТРОПЕЧЬ, ОБОРУДОВАННАЯ ВИДЕОУСТРОЙСТВОМ | 2022 |
|
RU2820634C1 |
| ГОРЕЛКА С УСТРОЙСТВОМ ОТОБРАЖЕНИЯ, ЭЛЕКТРОПЕЧЬ, СНАБЖЕННАЯ УПОМЯНУТОЙ ГОРЕЛКОЙ, И СПОСОБ ПРОИЗВОДСТВА РАСПЛАВЛЕННОГО ЧУГУНА С ИСПОЛЬЗОВАНИЕМ УПОМЯНУТОЙ ЭЛЕКТРОПЕЧИ | 2022 |
|
RU2817361C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2127321C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1996 |
|
RU2094481C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| СПОСОБ РАФИНИРОВАНИЯ ЖИДКОГО ЧУГУНА | 2021 |
|
RU2818100C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЖИДКОГО ЧУГУНА И СТАЛИ | 2012 |
|
RU2594927C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ (ВАРИАНТЫ) | 2013 |
|
RU2516248C1 |


Изобретение относится к металлургии, в частности, для производства чугуна в электропечи. Электропечь содержит камеру предварительного нагрева, камеру плавления, устройство подачи холодного железного сырья, выполненное с возможностью разделения камеры предварительного нагрева на первую и вторую камеры предварительного нагрева, экструдер и видеоустройство, выполненное с возможностью наблюдения за использованием второй камеры предварительного нагрева. В печи выполняют процесс плавления, нагревания, предварительного нагрева и процесса выпуска. В процессе нагревания, после того как устройство подачи холодного железного сырья закрывается, и основываясь на визуальной информации, полученной от видеоустройства второй камеры предварительного нагрева, начинается нагревание расплавленного чугуна. Изобретение позволяет снизить производственные затраты путем увеличения эффективности нагревания расплавленного чугуна с дополнительной гарантией, что ниже устройства подачи холодного железного сырья оно не останется в жидкой ванне. 5 з.п. ф-лы, 3 пр., 5 ил., 1 табл.
1. Способ производства расплавленного чугуна, использующий электропечь, снабженную камерой предварительного нагрева, выполненной с возможностью предварительного нагрева холодного железного сырья, и камерой плавления, выполненной с возможностью плавления подогретого холодного железного сырья для производства расплавленного чугуна, в котором
электропечь дополнительно снабжена устройством подачи холодного железного сырья, выполненным с возможностью его открытия и закрытия, которое делит камеру предварительного нагрева на первую камеру предварительного нагрева на стороне подачи холодного железного сырья и вторую камеру предварительного нагрева на стороне камеры плавления, экструдером, выполненным с возможностью его выдвижения и втягивания вдоль направления от второй камеры предварительного нагрева к камере плавления, и видеоустройством, выполненным с возможностью наблюдения второй камеры предварительного нагрева, при этом указанный способ включает в себя:
процесс плавления, при котором, когда устройство подачи холодного железного сырья открыто, холодное железное сырье, подаваемое в камеру предварительного нагрева и подогреваемое, подают в камеру плавления посредством экструдера и плавят в камере плавления посредством тепла, создаваемого дугой, для получения расплавленного чугуна;
процесс нагрева для нагрева расплавленного чугуна в камере плавления, когда устройство подачи холодного железного сырья закрыто, а новое холодное железное сырье подается в первую камеру предварительного нагрева;
процесс предварительного нагрева, в котором новое холодное железное сырье подогревают в первой камере предварительного нагрева отработанным теплом, получаемым в процессе нагрева; и
процесс выпуска для выпуска нагретого расплавленного чугуна из электропечи,
при этом в процессе нагрева начинают нагрев расплавленного чугуна, основываясь на визуальной информации, получаемой через видеоустройство второй камеры предварительного нагрева после закрытия устройства подачи холодного железного сырья.
2. Способ по п. 1, дополнительно включающий процесс подготовки, при котором устройство подачи холодного железного сырья открыто для подачи нового подогретого холодного железного сырья из первой камеры предварительного нагрева во вторую камеру предварительного нагрева после окончания процесса выпуска,
при этом процесс плавления, процесс нагрева, процесс предварительного нагрева и процесс выпуска выполняют последовательно после процесса подготовки.
3. Способ по п. 2, в котором в процессе подготовки устройство подачи холодного железного сырья является открытым, в то время как наконечник экструдера камеры плавления расположен на границе между второй камерой предварительного нагрева и камерой плавления.
4. Способ по любому из пп. 1-3, в котором в процессе нагрева нагрев расплавленного чугуна начинают после того, как от видеоустройства получено подтверждение, что никакое холодное железное сырье не осталось во второй камере предварительного нагрева после того, как устройство подачи холодного железного сырья закрылось.
5. Способ по любому из пп. 1-3, в котором в процессе нагрева, когда от видеоустройства получено подтверждение, что после того, как устройство подачи холодного железного сырья закрылось, во второй камере предварительного нагрева осталось холодное железное сырье,
оставшееся холодное железное сырье экструдером подается в камеру плавления, и нагрев чугуна начинается после получения подтверждения от видеоустройства, что во второй камере предварительного нагрева не осталось никакого холодного железного сырья.
6. Способ по любому из пп. 1-5, в котором в процессе плавления после того, как от видеоустройства получено подтверждение, что требуемое количество холодного железного сырья было подано в камеру плавления, выполняется процесс нагрева.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| CN 205690871 U, 16.11.2006 | |||
| Электродуговая плавильная печь | 1990 |
|
SU1838737A3 |
| УСТРОЙСТВО И СПОСОБ ПРЕДВАРИТЕЛЬНОГО НАГРЕВА САДКИ МЕТАЛЛА ДЛЯ ПЛАВИЛЬНОЙ УСТАНОВКИ | 2010 |
|
RU2557039C2 |
| ЭЛЕКТРИЧЕСКАЯ ДУГОВАЯ ПЕЧЬ ДЛЯ ПРОИЗВОДСТВА СТАЛИ, СПОСОБ ПРОИЗВОДСТВА СТАЛИ ИЗ СКРАПА, И/ИЛИ ГУБЧАТОГО ЖЕЛЕЗА, И/ИЛИ ДОМЕННОГО ЧУГУНА В ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ И СПОСОБ ПРОИЗВОДСТВА СТАЛИ ИЗ СКРАПА В ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ | 1992 |
|
RU2096706C1 |
