ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Изобретение относится к гибочной установке для образования гофров в металлическом листе.
[0002] Гофрированный металлический лист, получаемый посредством гибочной установки этого типа, предназначен для изготовления герметизированной мембраны для резервуара, изобретение также относится к области герметичных и теплоизоляционных мембранных резервуаров для хранения и/или транспортировки текучей среды, такой как сжиженный газ.
УРОВЕНЬ ТЕХНИКИ
[0003] Документ KR 20150100009 раскрывает установку для образования гофрированных листов, предназначенных для образования герметизированной мембраны для резервуара для сжиженного природного газа. Формующая (Профилегибочная) установка включает в себя устройство, оборудованное профилирующими роликами и обеспечивающее непрерывное образование продольных гофров, то есть гофров, протяжённых параллельно направлению продвижения листа. После этого листы разрезаются и затем поступают в пресс, который выполнен с возможностью сжатия листов и образования при каждом ходе пресса поперечного гофра, то есть гофра, протяжённого перпендикулярно продольным гофрам. Эта система обеспечивает изготовление гофрированных листов большой длины.
[0004] Однако эта установка не является полностью удовлетворительной. В частности, поперечные гофры не образуются непрерывно, что ухудшает эффективность способа образования гофрированных листов. Кроме того, поперечные гофры образуются способом штамповки, а не способом гибки. Далее, в отличие от операций гибки, операции штамповки приводят к изменению толщины металлического листа на уровне гофра и, следовательно, к ухудшению механических свойств гофрированных листов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Одна идея, лежащая в основе изобретения, заключается в предложении простой и эффективной гибочной установки для образования поперечных гофров в металлическом листе. Другая идея, лежащая в основе изобретения, заключается в предложении гибочной установки, позволяющей образовывать гофры более производительным способом. Другая идея, лежащая в основе изобретения, состоит в предложении гибочной установки, позволяющей получать гофры без значительного изменения толщины листов.
[0006] В соответствии с одним вариантом осуществления изобретение предлагает гибочную установку для образования поперечных гофров в металлическом листе, гибочная установка включает в себя:
- приводное устройство, продвигающее металлический лист горизонтально с задней стороны вперёд в направлении продвижения, и
- гибочное устройство, включающее в себя
- раму, установленную с возможностью перемещения параллельно направлению продвижения между задним положением и передним положением, причем упомянутая рама связана с первым приводным механизмом, выполненным с возможностью перемещения упомянутой рамы между задним положением и передним положением,
- пуансон, удлинённый в поперечном направлении, которое перпендикулярно направлению продвижения, пуансон выполнен с возможностью вертикального перемещения на раме между исходным положением и положением гибки, в котором упомянутый пуансон деформирует металлический лист для того, чтобы образовывать один из поперечных гофров, при этом пуансон связан со вторым приводным механизмом, выполненным с возможностью перемещения упомянутого пуансона между исходным положением и положением гибки, и
- блок управления, который выполнен с возможностью управления первым приводным механизмом и вторым приводным механизмом и с возможностью одновременного перемещения рамы гибочного устройства из заднего положения в переднее положение и пуансона из исходного положения в положение гибки.
[0007] Таким образом, гибочная установка этого типа обеспечивает непрерывную гибку листов для образования гофров без значительного изменения толщины металлического листа.
[0008] Варианты осуществления гибочной установки этого типа имеют один или более из следующих признаков.
[0009] В соответствии с одним вариантом осуществления металлический лист предназначен для образования мембраны для резервуара для хранения сжиженного газа.
[0010] В соответствии с одним вариантом осуществления блок управления выполнен с возможностью управления приводным устройством таким образом, чтобы продвигать металлический лист с задней стороны вперёд со скоростью V1, и блок управления выполнен так, что
- второй приводной механизм перемещает пуансон в направлении положения гибки с такой скоростью, что  , где
, где
r - уменьшение размера металлического листа в направлении продвижения f в результате операции гибки, а
t - время.
[0011] В соответствии с одним вариантом осуществления блок управления выполнен с возможностью управления приводным устройством таким образом, чтобы перемещать металлический лист с задней стороны вперёд со скоростью V1, и блок управления выполнен так, что:
- второй приводной механизм перемещает пуансон в направлении положения гибки со скоростью V7 от  до
до  включительно и предпочтительно равной
включительно и предпочтительно равной  , где
, где
α - угол, образованный между одной из сторон сечения пуансона и горизонтальной осью.
[0012] В соответствии с одним вариантом осуществления блок управления выполнен так, что:
первый приводной механизм перемещает раму гибочного устройства из заднего положения в переднее положение со скоростью V2, которая равна V1 во время перемещения пуансона из исходного положения в промежуточное положение, в котором упомянутый пуансон вступает в контакт с металлическим листом, и которая меньше V1 во время перемещения пуансона из промежуточного положения в положение гибки.
[0013] В соответствии с одним вариантом осуществления блок управления выполнен так, что первый приводной механизм перемещает раму гибочного устройства из заднего положения в переднее положение со скоростью V2, которая составляет от  до
до  включительно во время перемещения пуансона из промежуточного положения в положение гибки. Скорость V2 предпочтительно равна
включительно во время перемещения пуансона из промежуточного положения в положение гибки. Скорость V2 предпочтительно равна  , причём вышеупомянутый диапазон скоростей позволяет принимать во внимание паразитные явления, такие как, в частности, явления скольжения.
, причём вышеупомянутый диапазон скоростей позволяет принимать во внимание паразитные явления, такие как, в частности, явления скольжения.
[0014] В соответствии с одним вариантом осуществления блок управления выполнен так, что первый приводной механизм продолжает перемещать раму в переднее положение, когда второй приводной механизм перемещает пуансон из положения гибки в исходное положение.
[0015] В соответствии с одним вариантом осуществления гибочное устройство включает в себя:
- нижний подрамник, который установлен с возможностью вертикального перемещения на раме гибочного устройства и расположен напротив пуансона, причём упомянутый нижний подрамник связан с третьим приводным механизмом, который выполнен с возможностью перемещения нижнего подрамника между исходным положением и положением гибки, и
- две боковые матрицы, каждая из которых имеет верхнюю несущую поверхность, предназначенную для приёма металлического листа, и полурельеф, причём две боковые матрицы установлены с возможностью горизонтального скольжения на нижнем подрамнике в направлении, параллельном направлению продвижения, между раздвинутым положением и сдвинутым положением, в котором полурельефы вместе образуют рельеф, имеющий форму, взаимосоответствующую форме пуансона.
[0016] В соответствии с одним вариантом осуществления каждая из боковых матриц включает в себя одну или более канавок, протяжённых параллельно направлению продвижения, каждая из которых предназначена для приёма продольного гофра, образованного заранее.
[0017] В соответствии с одним вариантом осуществления блок управления выполнен так, что третий приводной механизм перемещает нижний подрамник из исходного положения в положение гибки во время перемещения пуансона из исходного положения в промежуточное положение, в котором упомянутый пуансон вступает в контакт с листом.
[0018] В соответствии с одним вариантом осуществления гибочное устройство включает в себя возвратные элементы, которые выполнены с возможностью возврата боковых матриц в раздвинутое положение.
[0019] В соответствии с одним вариантом осуществления пуансон прикреплён к плунжеру, который выполнен с возможностью перемещения первым приводным механизмом для того, чтобы перемещать пуансон между исходным положением и положением гибки, гибочное устройство включает в себя две плиты матриц, которые расположены на соответственных противоположных сторонах пуансона, причём каждая плита матрицы включает в себя прижимную поверхность, обращённую к одной из боковых матриц, каждая плита матрицы установлена с возможностью вертикального перемещения на соответственной опоре плиты матрицы, причём опоры плит матрицы установлены с возможностью горизонтального перемещения на плунжере параллельно направлению продвижения между раздвинутым положением и сдвинутым положением. Это позволяет обеспечивать, что гофрированный металлический лист, изготовленный таким образом, является плоским.
[0020] В соответствии с одним вариантом осуществления гибочная установка дополнительно включает в себя по ходу перед гибочным устройством профилирующее устройство, выполненное с возможностью образования по меньшей мере одного гофра, протяжённого параллельно направлению продвижения. Таким образом, гибочная установка позволяет изготавливать листы, имеющие гофры, перпендикулярные друг другу.
[0021] В соответствии с одним вариантом осуществления гибочная установка дополнительно включает в себя по ходу после гибочного устройства формоизменяющее устройство, которое выполнено с возможностью изменения гофра, изогнутого заранее посредством гибочного устройства.
[0022] В соответствии с одним вариантом осуществления формоизменяющее устройство включает в себя:
- раму, которая установлена с возможностью перемещения параллельно направлению продвижения между задним положением и передним положением, причём упомянутая рама связана с четвёртым приводным механизмом, выполненным с возможностью перемещения упомянутой рамы между задним положением и передним положением, и
- пуансон, который установлен с возможностью вертикального перемещения на раме формоизменяющего устройства между исходным положением и положением формоизменения, в котором упомянутый пуансон деформирует металлический лист для того, чтобы изменять форму поперечного гофра, образованного заранее гибочным устройством, при этом пуансон связан с пятым приводным механизмом, выполненным с возможностью перемещения упомянутого пуансона между исходным положением и положением формоизменения.
[0023] В соответствии с одним вариантом осуществления блок управления выполнен с возможностью управления четвертым приводным механизмом и пятым приводным механизмом.
[0024] В соответствии с одним вариантом осуществления блок управления выполнен с возможностью управления приводным устройством таким образом, чтобы продвигать металлический лист c задней стороны вперёд со скоростью V1, и блок управления выполнен так, что четвёртый приводной механизм перемещает раму устройства правки из заднего положения в переднее положение со скоростью V3, которая равна V1 во время перемещения пуансона гибочного устройства из исходного положения в промежуточное положение, в котором пуансон гибочного устройства вступает в контакт с металлическим листом, и которая равна нулю во время перемещения пуансона гибочного устройства из промежуточного положения в положение гибки.
[0025] В соответствии с одним вариантом осуществления изобретение также предлагает способ применения вышеупомянутой гибочной установки, причём способ содержит этапы, на которых
- располагают металлический лист таким образом, что приводное устройство продвигает металлический лист, и
- управляют первым приводным механизмом и вторым приводным механизмом посредством блока управления таким образом, чтобы одновременно перемещать раму гибочного устройства из заднего положения в переднее положение и пуансон из исходного положения в положение гибки.
[0026] Варианты осуществления способа применения гибочной установки этого типа включают в себя один или более из следующих признаков.
[0027] В соответствии с одним вариантом осуществления вторым приводным механизмом управляют так, что:
- второй приводной механизм перемещает пуансон в направлении положения гибки с такой скоростью, что  , где
, где
r - уменьшение размера металлического листа в направлении продвижения f во время операции гибки, а
t - время.
[0028] В соответствии с одним вариантом осуществления вторым приводным механизмом управляют так, что второй приводной механизм перемещает пуансон в направлении положения гибки со скоростью V7 от  до
до  включительно и предпочтительно равной
включительно и предпочтительно равной  , где
, где
α - угол, образованный между одной из сторон сечения пуансона и горизонтальной осью.
[0029] В соответствии с одним вариантом осуществления первым приводным механизмом управляют таким образом, чтобы перемещать раму гибочного устройства из заднего положения в переднее положение со скоростью V2, которая составляет от  до
до  включительно и предпочтительно равна
включительно и предпочтительно равна  во время перемещения пуансона из промежуточного положения, в котором пуансон гибочного устройства вступает в контакт с металлическим листом, в положение гибки.
во время перемещения пуансона из промежуточного положения, в котором пуансон гибочного устройства вступает в контакт с металлическим листом, в положение гибки.
[0030] В соответствии с одним вариантом осуществления первым приводным механизмом и вторым приводным механизмом управляют таким образом, чтобы продолжать перемещать раму в переднее положение во время перемещения пуансона из положения гибки в исходное положение.
[0031] В соответствии с одним вариантом осуществления гибочная установка дополнительно включает в себя по ходу после гибочного устройства формоизменяющее устройство, которое выполнено с возможностью изменения гофра, изогнутого заранее посредством гибочного устройства, причём формоизменяющее устройство включает в себя:
- раму, которая установлена с возможностью перемещения параллельно направлению продвижения между задним положением и передним положением, при этом упомянутая рама связана с четвёртым приводным механизмом, выполненным с возможностью перемещения упомянутой рамы между задним положением и передним положением, и
- пуансон, который установлен с возможностью вертикального перемещения на раме формоизменяющего устройства между исходным положением и положением формоизменения, в котором упомянутый пуансон деформирует металлический лист для того, чтобы изменять форму поперечного гофра, образованного заранее гибочным устройством, при этом пуансон связан с пятым приводным механизмом, выполненным с возможностью перемещения упомянутого пуансона между исходным положением и положением формоизменения, и четвёртым приводным механизмом управляют таким образом, чтобы перемещать раму формоизменяющего устройства из переднего положения в заднее положение со скоростью V3, которая равна V1 во время перемещения пуансона гибочного устройства из исходного положения в промежуточное положение, в котором пуансон гибочного устройства вступает в контакт с металлическим листом, и которая равна нулю во время перемещения пуансона гибочного устройства из промежуточного положения, в котором пуансон гибочного устройства вступает в контакт с металлическим листом, в положение гибки.
КРАТКОЕ ОПИСАНИЕ ФИГУР
[0032] Изобретение будет лучше понято, и его другие цели, подробности, признаки и преимущества станут более очевидными во время следующего описания отдельных вариантов осуществления изобретения, приведенных только в качестве неограничивающей иллюстрации со ссылкой на приложенные чертежи.
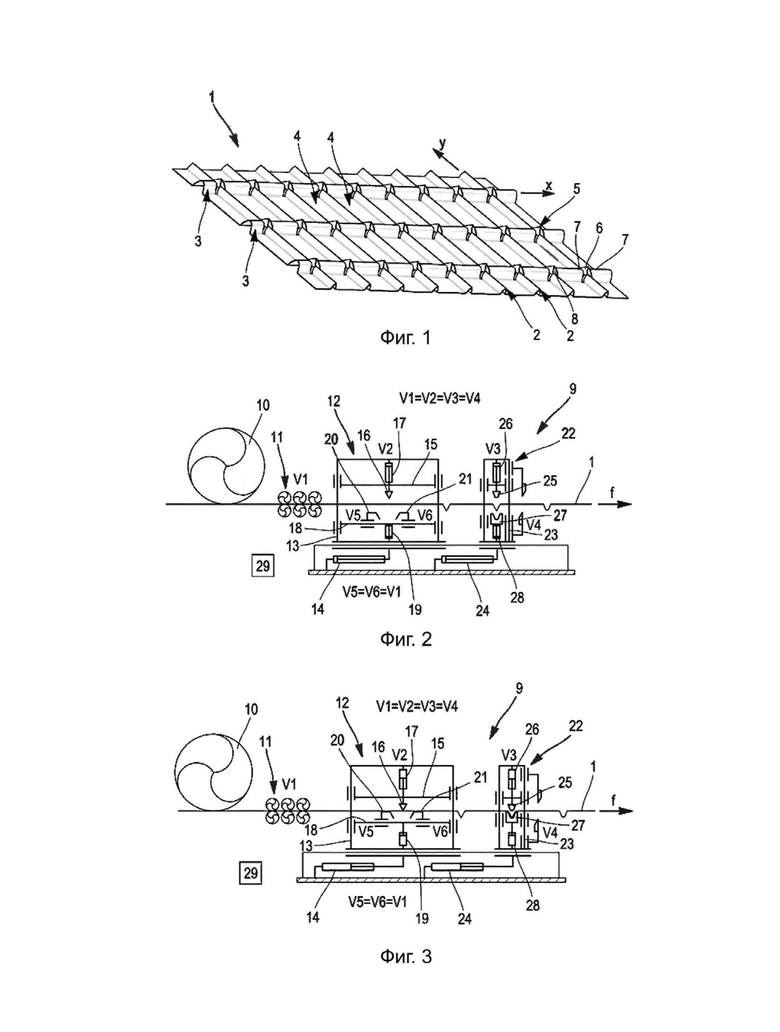
[0033] Фиг. 1 представляет вид гофрированного металлического листа, предназначенного для изготовления герметизированной мембраны резервуара для хранения сжиженного природного газа.
[0034] Фиг. 2 представляет схематический вид гибочной установки в соответствии с одним вариантом осуществления в первоначальном состоянии.
[0035] Фиг. 3 представляет схематический вид гибочной установки на фиг. 2 во втором состоянии.
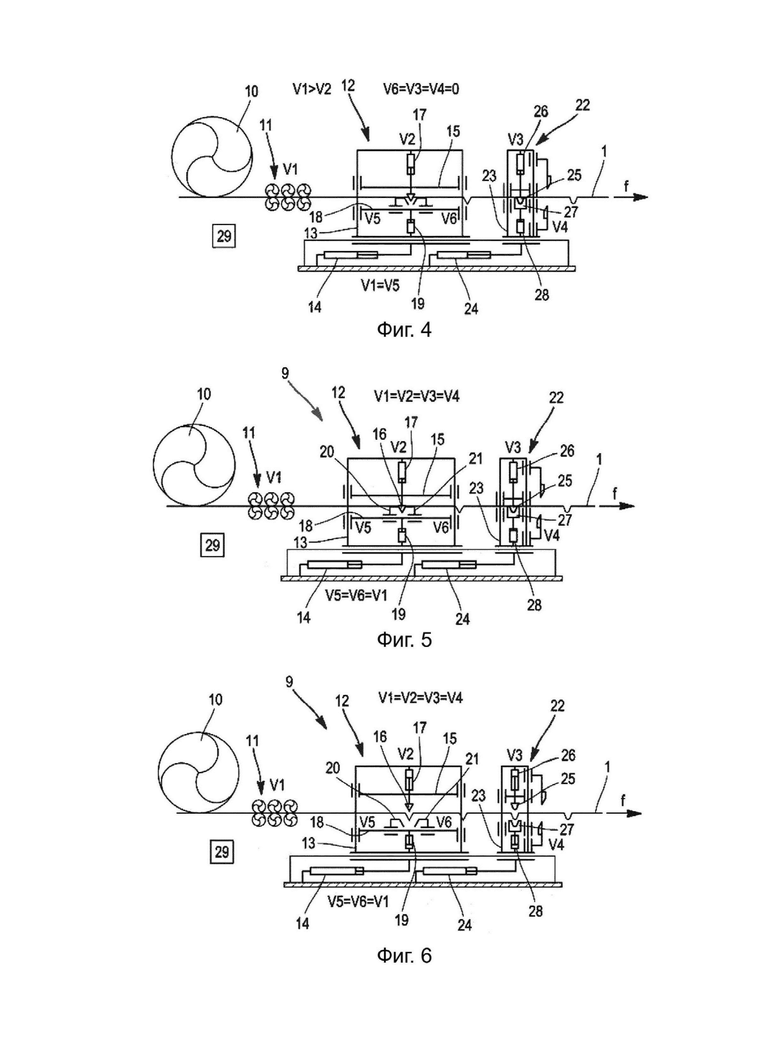
[0036] Фиг. 4 представляет схематический вид гибочной установки на фиг. 2 в третьем состоянии.
[0037] Фиг. 5 представляет схематический вид гибочной установки на Фиг. 2 в четвёртом состоянии.
[0038] Фиг. 6 представляет схематический вид гибочной установки на фиг. 2 в пятом состоянии.
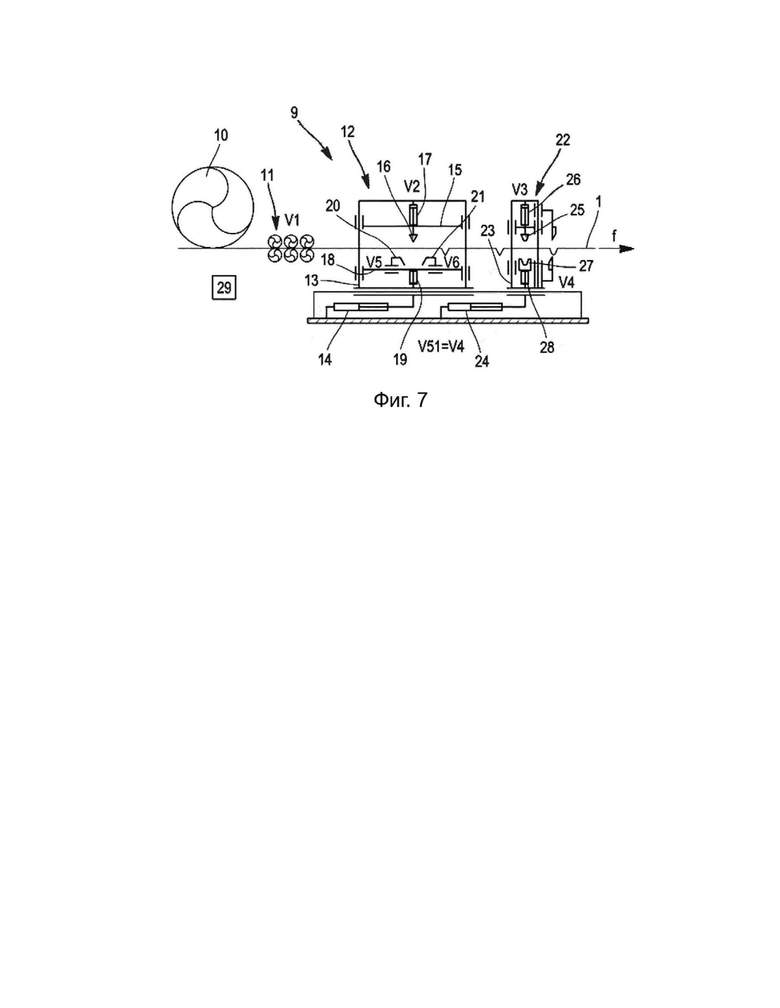
[0039] Фиг. 7 представляет схематический вид гибочной установки на фиг. 2 в шестом состоянии.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0040] На фиг. 1 проиллюстрирован гофрированный металлический лист 1, предназначенный для образования герметизированной мембраны резервуара для хранения текучей среды, такой как сжиженный природный газ.
[0041] Металлический лист 1 включает в себя первые ряды параллельных гофров 2, протяжённых в направлении y, и вторые ряды параллельных гофров 3, протяжённых в направлении x. Направления x и y рядов гофров перпендикулярны. Гофры 2, 3 выступают из внутренней поверхности металлического листа 1, предназначенной для размещения в контакте с текучей средой, содержащейся в резервуаре. Здесь края металлического листа 1 параллельны гофрам 2, 3.
[0042] Металлический лист 1 включает в себя между гофрами 2, 3 множество плоских поверхностей 4. На уровне каждого пересечения между двумя гофрами 2, 3 металлический лист 1 включает в себя узловую зону 5. Узловая зона 5 включает в себя центральный участок 6, имеющий верхнюю часть, выступающую внутрь резервуара. Кроме того, центральный участок 6 ограничен, с одной стороны, парой вогнутых гофров 7, образованных на вершине гофра 3, а, с другой стороны, парой углублений 8, в которые проходит гофр 2.
[0043] Гофры 2, 3 металлического листа 1 дают возможность уплотнительной мембране быть гибкой для того, чтобы иметь возможность деформироваться вследствие тепловых и механических нагрузок, создаваемых текучей средой, хранящейся в резервуаре.
[0044] Металлический лист 1 может, в частности, быть изготовлен из нержавеющей стали, алюминия, инвара (Invar®), то есть сплава железа и никеля, коэффициент расширения которого обычно составляет от 1,2 x 10-6 до 2 x 10-6 K-1, или сплава железа с высоким содержанием марганца, коэффициент расширения которого обычно составляет порядка 7 x 10-6 K-1. Однако также может быть предусмотрено использование других металлов или сплавов.
[0045] Например, металлический лист 1 имеет толщину приблизительно 1,2 мм. Также могут быть предусмотрены другие толщины, учитывая, что увеличение толщины металлического листа 1 приводит к увеличению его стоимости и в общем увеличивает жёсткость гофров 2, 3.
[0046] Гибочная установка 9 для образования параллельных гофров в металлическом листе 1 описана ниже со ссылкой на фигуры 2-7.
[0047] Установка включает в себя барабан 10, на который намотана полоса металлического листа 1.
[0048] Гибочная установка 9 также включает в себя приводное устройство 11, которое продвигает металлический лист 1 в направлении продвижения, обозначенном стрелкой f на фигурах 2, 3 и 4. Как представлено на фигурах 2-4, приводное устройство 11 включает в себя одну или более пар роликов. Каждая пара роликов включает в себя нижний ролик и верхний ролик, выполненные с возможностью вертикального расположения с соответственных противоположных сторон металлического листа 1. Ролики и барабан 10 поворачиваются вокруг осей вращения, которые горизонтальны и параллельны друг другу. Один или более роликов приводится во вращение двигателем для того, чтобы продвигать металлический лист 1. Вследствие этого приводное устройство 11 выполнено с возможностью продвижения металлического листа 1 с постоянной скоростью V1.
[0049] В другом варианте осуществления направляющее устройство включает в себя барабан 10 и двигатель, выполненный с возможностью приведения барабана 10 во вращение и, таким образом разматывать металлический лист.
[0050] В варианте осуществления, который не представлен, гибочная установка 9 также включает в себя профилирующее устройство, выполненное с возможностью образования в металлическом листе 1 одного или более продольных гофров, то есть гофров, протяжённых параллельно направлению продвижения f. С этой целью профилирующее устройство включает в себя, например, профилирующие ролики, такие как те, которые описаны в документе KR 20150100009.
[0051] В другом варианте осуществления металлический лист 1, который подаётся в гибочную установку 9, включает в себя гофры, образованные заранее, которые протяжены параллельно направлению продвижения f.
[0052] Кроме того, гибочная установка 9 включает в себя гибочное устройство 12, предназначенное для образования рядов гофров, поперечных направлению продвижения f. Гибочное устройство 12 включает в себя раму 13, которая установлена с возможностью перемещения параллельно направлению продвижения между задним положением, представленным на фиг. 2, и передним положением, представленном на фиг. 5. С этой целью рама 13 направляется, например, по рельсам, проходящим параллельно направлению продвижения f. Более того, гибочная установка 9 включает в себя по меньшей мере один приводной механизм 14, такой как цилиндр или двигатель, который позволяет перемещать раму 13 между задним положением и передним положением.
[0053] Гибочное устройство 12 дополнительно включает в себя плунжер 15, снабжённый пуансоном 16, который предназначен для деформирования металлического листа 1 для того, чтобы образовывать поперечный гофр. Пуансон 16 удлинён в поперечном направлении, которое перпендикулярно направлению продвижения f. Каждый пуансон 16 включает в себя на его нижнем конце головку, имеющую по существу треугольное сечение, то есть V-образное сечение. Плунжер 15 установлен с возможностью вертикального перемещения на раме 13 гибочного устройства 12 между верхним исходным положением, представленным на фиг. 2, и нижним положением гибки, представленным на фиг. 5, в котором пуансон 16 деформирует металлический лист 1 для того, чтобы образовывать поперечный гофр. Гибочное устройство 12 включает в себя по меньшей мере один приводной механизм 17, такой как цилиндр, например, который позволяет перемещать плунжер 15 перемещаемом между верхним исходным положением и нижним положением гибки.
[0054] Кроме того, гибочное устройство 12 включает в себя нижний подрамник 18, который установлен с возможностью вертикального перемещения на раме 13 гибочного устройства 12 между нижним исходным положением, проиллюстрированным на фиг. 2, и верхним положением гибки, представленным на фиг. 5. Гибочное устройство 12 включает в себя по меньшей мере один приводной механизм 19, такой как цилиндр, например, который позволяет перемещать нижний подрамник 18 между нижним исходным положением и верхним положением гибки.
[0055] Гибочное устройство 12 также включает в себя две боковые матрицы 20, 21 соответственно сзади и спереди, которые установлены с возможностью горизонтального скольжения на нижнем подрамнике 18 в направлении, параллельном направлению продвижения f, например, посредством направляющих рельсов. Боковые матрицы 20, 21 включают в себя верхнюю несущую поверхность для металлического листа 1. Каждая из двух боковых матриц 20, 21 дополнительно включает в себя вогнутый полурельеф, образованный на краю, обращённом к другой боковой матрице 20, 21. Когда две боковые матрицы 20, 21 находятся в сдвинутом положении, полурельефы вместе образуют рельеф, соответствующий форме образуемого гофра. В соответствии с одним вариантом осуществления, если продольные гофры образуются по ходу перед гибочным устройством 12, каждая из боковых матриц 20, 21 включает в себя одну или более канавок, каждая из которых соответствует форме одного из продольных гофров, причём каждая канавка предназначена для приёма продольного гофра, образованного заранее в металлическом листе 1. Боковые матрицы 20, 21 установлены с возможностью перемещения на нижнем подрамнике 18 между раздвинутым положением, представленным на фиг. 2, и сдвинутым положением, представленным на фиг. 5.
[0056] В соответствии с одним вариантом осуществления металлический лист 1, прижимаемый к боковым матрицам 20, 21, например, посредством плит матриц, как описано ниже, при его гибке передаёт тянущее усилие на боковые матрицы 20, 21, которое в связи с этим перемещает их из раздвинутого положения в сдвинутое положение. Кроме того, гибочное устройство 12 включает в себя возвратные элементы, не проиллюстрированы, такие как механические пружины или газовые пружины, например, которые выполнены с возможностью возврата боковых матриц 20, 21 из сдвинутого положения в раздвинутое положение.
[0057] В соответствии с другим вариантом осуществления гибочное устройство 12 включает в себя специализированные приводные механизмы, не представленные на фигурах 2-5, которые обеспечивают перемещение или содействие в перемещении боковых матриц 20, 21 между их раздвинутым положением и их сдвинутым положением.
[0058] Кроме того, в соответствии с вариантом осуществления, который не представлен, гибочное устройство 12 дополнительно включает в себя плиты матриц, которые протяжены на соответственных противоположных сторонах пуансона 16 и каждая из которых включает в себя прижимную поверхность, обращённую к одной из боковых матриц 20, 21. Плиты матриц установлены с возможностью вертикального перемещения на опоре плиты матрицы. Кроме того, гибочное устройство 12 включает в себя упругие элементы, которые стремятся перемещать плиты матрицы в нижнее положение упора относительно их соответственной опоры плиты матрицы. Опоры плит матрицы установлены с возможностью горизонтального скольжения на плунжере 15 в направлении, параллельном направлению продвижения f, между раздвинутым положением и сдвинутым положением. Вертикальная подвижность поит матриц относительно плунжера 15 позволяет упомянутым плитам матриц прижимать металлический лист 1 к боковым матрицам 20, 21 в промежуточном вертикальном положении плунжера 15 и затем компенсировать опускание плунжера 15 между промежуточным положением и положением гибки.
[0059] В соответствии с одним вариантом осуществления металлический лист 1 зажимается между матричными плитами и боковыми матрицами 20, 21, перемещение плунжера 15 в нижнее положение гибки приводит к гибке металлического листа 1, и последний передаёт тянущее усилие, параллельное направлению продвижения, на плиты матриц и, таким образом, перемещает опоры плит матриц и, следовательно, плиты матриц и боковые матрицы 20, 21 из раздвинутого положения в сдвинутое положение. В варианте осуществления этого типа гибочное устройство 12 включает в себя возвратные элементы, такие как механические пружины или газовые пружины, например, которые выполнены с возможностью возврата плит матриц из сдвинутого положения в раздвинутое положение. В соответствии с другим вариантом осуществления гибочное устройство 12 также может включать в себя специализированные приводные механизмы, не изображённые на фигурах 2-5, которые обеспечивают перемещение или содействие в перемещении плит матриц между их раздвинутым положением и их сдвинутым положением.
[0060] В соответствии с вариантом осуществления, который не представлен, когда металлический лист 1, в котором должны быть образованы поперечные гофры, включает в себя продольные гофры, гибочное устройство 12 включает в себя вырубные инструменты, выполненные с возможностью обеспечения вогнутых гофров в каждом из продольных гофров на соответственных противоположных сторонах образуемого поперечного гофра. В качестве примера вырубные инструменты этого типа и механизм приведения в действие вырубных инструментов описаны в заявке WO 2017077214.
[0061] Кроме того, гибочная установка 9 дополнительно, при необходимости, также включает в себя формоизменяющее устройство 22, которое предназначено для придания окончательной формы поперечным гофрам, образованным заранее гибочным устройством. Формоизменяющее устройство 22 включает в себя раму 23, которая установлена с возможностью перемещения параллельно направлению продвижения между задним положением, представленным на фиг. 2, и передним положением, представленным на фиг. 5, например, посредством направляющих рельсов. Установка включает в себя по меньшей мере один приводной механизм 24, такой как цилиндр или двигатель, который обеспечивает перемещение рамы 23 между задним положением и передним положением.
[0062] Формоизменяющее устройство 22 дополнительно включает в себя пуансон 25, который имеет форму, соответствующую конечной форме поперечных гофров. Таким образом, пуансон 25 устройства 22 правки имеет полуэллиптическую форму, тогда как пуансон 16 гибочного устройства 12 имеет по существу треугольную форму. Пуансон 25 установлен с возможностью вертикального перемещения между верхним исходным положением, представленным на фиг. 2, и нижним положением правки, представленным на фиг. 5, в котором пуансон 25 деформирует металлический лист 1 для того, чтобы придавать конечную форму поперечному гофру, образованному заранее гибочным устройством 12. Формоизменяющее устройство 22 включает в себя по меньшей мере один приводной механизм 26, такой как цилиндр, который обеспечивает перемещение пуансона 25 между верхним исходным положением и нижним положением правки.
[0063] Формоизменяющее устройство 22 также включает в себя матрицу 27, которая расположена напротив пуансона 25 и имеет рельеф в форме, взаимосоответствующей форме пуансона 25. Матрица 27 установлена с возможностью перемещения на раме 23 устройства 22 правки между нижним положением, представленным на фиг. 2, и верхним положением правки, представленным на фиг. 5. Формоизменяющее устройство 22 включает в себя по меньшей мере один приводной механизм 28, такой как цилиндр, например, который обеспечивает перемещение матрицы 27 между нижним положением и верхним положением правки.
[0064] Гибочная установка 9 включает в себя блок 29 управления, который обеспечивает управление различными приводными механизмами 14, 17, 19, 24, 26, 28 и синхронизацию перемещения компонентов гибочной установки 9. С этой целью приводные устройства 11 и каждый из приводных механизмов 14, 17, 19, 24, 26, 28, описанных выше, связаны с датчиком положения, который подаёт в блок 29 управления сигнал, представляющий скорость V1 продвижения металлического листа 1, сигналы, представляющие положение рамы 13 гибочного устройства 12, плунжера 15, подрамника 18 и дополнительно, при необходимости, плит матриц и боковых матриц 20, 21, и сигналы, представляющие положение рамы 23 устройства 22 правки, пуансона формоизменяющего устройства 22 и матрицы 27 формоизменяющего устройства 22.
[0065] Блок 29 управления включает в себя память и микропроцессор, обеспечивающие хранение и обработку данных в соответствии со способом, описанным подробно ниже. Конкретнее, блок 29 управления выполнен так, что различные компоненты гибочной установки 9 следуют кинематике, описанной ниже.
[0066] В первоначальном состоянии, представленном на фиг. 2:
- рама 13 гибочного устройства 12 и рама формоизменяющего устройства 22 находятся в заднем положении,
- плунжер 15 гибочного устройства 12 находится в верхнем исходном положении,
- нижний подрамник 18 гибочного устройства 12 находится в нижнем исходном положении,
- плиты матриц и боковые матрицы 20, 21, которые являются дополнительными, при необходимости, находятся в их раздвинутом положении,
- пуансон формоизменяющего устройства 22 находится в верхнем исходном положении и
- матрица формоизменяющего устройства 22 находится в нижнем исходном положении.
[0067] На первом этапе между первоначальным состоянием, представленным на фиг. 2, и первым промежуточным состоянием, представленным на фиг. 3, раму 13 гибочного устройства 12 и раму формоизменяющего устройства 22 перемещают в их переднее положение соответственно со скоростью V2 и V3, причём упомянутые скорости V2 и V3 равны скорости V1 продвижения металлического листа 1. По ходу процесса после гибочной установки 9 металлический лист 1 перемещают со скоростью V4, которая также равна V1 в первоначальном состоянии.
[0068] Кроме того, пуансон 25 и матрицу 27 формоизменяющего устройства 22 соответственно перемещают в их нижнее и верхнее положение правки, тогда как плунжер 15 и нижний подрамник 18 гибочного устройства 12 соответственно перемещают в их нижнее и верхнее положение гибки. Нижний подрамник 18 гибочного устройства 12 достигает верхнего положения гибки до того или в то же время, как пуансон 16 достигает промежуточного положения, представленного на фиг. 3, в котором он вступает в контакт с металлическим листом 1, и вследствие этого начинается гибка гофра. Аналогично матрица 27 формоизменяющего устройства 22 достигает верхнего положения формоизменения до того или в то же время, как пуансон 16 достигает промежуточного положения, в котором он вступает в контакт с металлическим листом 1. Аналогично приводным механизмом 24 управляют таким образом, что матрица 27 формоизменяющего устройства 22 оказывается расположенной напротив гофра, образованного заранее гибочным устройством 9.
[0069] Начиная со второго состояния, представленного на фиг. 3, то есть начиная с момента, когда пуансон 16 достигает промежуточного положения и начинается гибка гофра, и до тех пор, пока пуансон 16 не достигнет нижнего положения гибки, которое представлено на фиг. 5, приводной механизм 17, перемещающий пуансон 16 гибочного устройства 12, перемещают с такой скоростью, что уменьшение размера металлического листа 1 вследствие операции гибки компенсирует продвижение металлического листа 1. Следовательно, скорость металлического листа 1 по ходу после гибочного устройства 12 равна нулю.
[0070] Другими словами, скорость уменьшения размера металлического листа 1 в направлении продвижения f по существу равна скорости V1 продвижения металлического листа 1. В связи с этим скорость приводного механизма, перемещающего плунжер 15, определяется как функция от геометрии сечения пуансона 16 таким образом, чтобы выполнялось следующее уравнение:
 , где
, где
r - уменьшение размера металлического листа 1 в направлении продвижения f во время операции гибки, а
t - время.
[0071] Конкретнее, может быть определена скорость V7 вертикального перемещения приводного механизма 17, так что
скорость V7 составляет от  до
до  включительно и предпочтительно равна
включительно и предпочтительно равна  , где
, где
α - угол, образованный между одной из сторон по существу треугольного сечения пуансона и горизонтальной осью.
[0072] Более того, начиная с первого промежуточного состояния, представленного на фиг. 3, и до тех пор, пока пуансон 16 не достигнет нижнего положения гибки, блок 29 управления уменьшает скорость V2 перемещения рамы 13 гибочного устройства 12. Новая скорость V2 рамы 13 гибочного устройства 12 составляет от  до
до  и по существу соответствует:
и по существу соответствует:  .
.
[0073] На основании гипотезы о том, что гибочное устройство 12 не включает в себя специализированный приводной механизм для перемещения боковых матриц 20, 21, во время его гибки металлический лист 1 передаёт тянущее усилие на боковые матрицы 20, 21, которое перемещает их из их раздвинутого положения в их сдвинутое положение. Скорость перемещения боковых матриц 20, 21 относительно рамы 13 гибочного устройства 12 равна V2. Таким образом, абсолютная скорость V5 задней боковой матрицы 20 по существу равна V1, тогда как абсолютная скорость V6 передней боковой матрицы 21 равна нулю.
[0074] В соответствии с другим вариантом осуществления, в котором гибочное устройство 12 включает в себя специализированные приводные механизмы для перемещения боковых матриц 20, 21, приводным механизмом боковой матрицы 20 управляют так, чтобы перемещать упомянутую боковую матрицу 20 вперёд относительно рамы 13 со скоростью, по существу равной V2, при этом приводным механизмом боковой матрицы 21 управляют так, чтобы перемещать упомянутую боковую матрицу 21 относительно рамы 13 со скоростью, по существу равной V2.
[0075] В четвёртом состоянии, представленном на фиг. 5, пуансон формоизменяющего устройства 22 достиг нижнего положения правки.
[0076] Как только пуансон 16 гибочного устройства 12 достигает нижнего положения гибки, которое представлено на фиг. 5, раму 13 гибочного устройства 12 и раму формоизменяющего устройства 22 снова перемещают в их переднее положение со скоростями V2 и V3, которые равны скорости V1 продвижения металлического листа 1.
[0077] Как представлено на фиг. 6, пуансон 16 гибочного устройства 12 и пуансон формоизменяющего устройства 22 поднимаются в их верхнее исходное положение до того, как рама 13 гибочного устройства 12 и рама формоизменяющего устройства 22 достигнут их переднего положения. Наконец, на последнем этапе раму 13 гибочного устройства 12 и раму формоизменяющего устройства 22 перемещают назад так, чтобы возвращать их в заднее положение, которое представлено на фиг. 2. Затем может быть выполнен идентичный новый цикл, направленный на производство другого, смежного поперечного гофра.
[0078] Кроме того, установка включает в себя режущее устройство, не проиллюстрировано, позволяющее разрезать металлический лист по ходу процесса после устройства 22 правки.
[0079] Несмотря на то, что изобретение было описано со ссылкой на множество отдельных вариантов осуществления, очевидно, что оно никоим образом не ограничено ими и что оно охватывает все технические эквиваленты описанных средств и их сочетаниях, если последние находятся в пределах контекста изобретения.
[0080] Использование глагола «включать в себя» или «содержать» и его сопряжённых форм не исключает наличия элементов или этапов, отличных от тех, которые изложены в пункте формулы изобретения.
[0081] В формуле изобретения любая ссылочная позиция в круглых скобках не должна интерпретироваться как ограничение пункта формулы изобретения.
Изобретение относится к гибочной установке для образования поперечных гофров в металлическом листе. Гибочная установка (9) содержит приводное устройство (11), продвигающее металлический лист (1), и гибочное устройство (12), содержащее раму (13), выполненную с возможностью перемещения параллельно направлению продвижения между задним положением и передним положением посредством первого приводного механизма. Пуансон (16) выполнен с возможностью вертикального перемещения на раме (13) между исходным положением и положением гибки посредством второго исполнительного механизма (17). Блок (29) управления выполнен с возможностью управления первым приводным механизмом (14) и вторым приводным механизмом (17) и с возможностью одновременного перемещения рамы (13) гибочного устройства (12) из заднего положения в переднее положение и пуансона (16) из исходного положения в положение гибки. Изобретение также относится к способу применения гибочной установки. Группа изобретений обеспечивает повышение качества получаемых изделий. 2 н. и 14 з.п. ф-лы, 7 ил.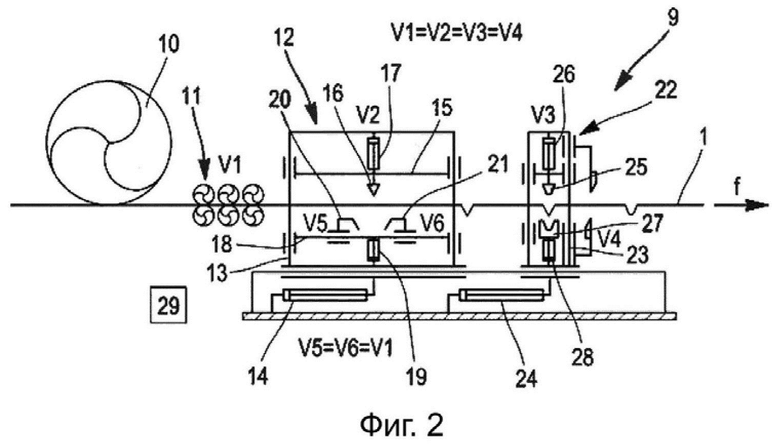
1. Гибочная установка (9) для образования поперечных гофров в металлическом листе (1), включающая в себя:
приводное устройство (11), продвигающее металлический лист (1) горизонтально с задней стороны вперёд в направлении продвижения, и
гибочное устройство (12), содержащее
раму (13), установленную с возможностью перемещения параллельно направлению продвижения между задним положением и передним положением, при этом упомянутая рама (13) связана с первым приводным механизмом (14), выполненным с возможностью перемещения упомянутой рамы (13) между задним положением и передним положением,
пуансон (16), удлинённый в поперечном направлении, которое перпендикулярно направлению продвижения, причём пуансон (16) выполнен с возможностью вертикального перемещения на раме (13) между исходным положением и положением гибки, в котором упомянутый пуансон (16) деформирует металлический лист (1) для того, чтобы образовывать один из поперечных гофров, при этом пуансон (16) связан со вторым приводным механизмом (17), выполненным с возможностью перемещения упомянутого пуансона (16) между исходным положением и положением гибки, и
блок (29) управления, который выполнен с возможностью управления первым приводным механизмом (14) и вторым приводным механизмом (17) и с возможностью одновременного перемещения рамы (13) гибочного устройства (12) из заднего положения в переднее положение и пуансона (16) из исходного положения в положение гибки.
2. Гибочная установка (9) по п. 1, в которой блок (29) управления выполнен с возможностью управления приводным устройством (11) таким образом, чтобы перемещать металлический лист (1) с задней стороны вперёд со скоростью V1, и в которой блок (29) управления выполнен так, что
второй приводной механизм (17) перемещает пуансон (16) в направлении положения гибки со скоростью V7 от  до
до  включительно, где
включительно, где
α - угол, образованный между одной из сторон сечения пуансона (17) и горизонтальной осью.
3. Гибочная установка (9) по п. 1 или 2, в которой блок (29) управления выполнен так, что
первый приводной механизм (14) перемещает раму (13) гибочного устройства (12) из заднего положения в переднее положение со скоростью V2, которая равна V1 во время перемещения пуансона (16) из исходного положения в промежуточное положение, в котором упомянутый пуансон (16) вступает в контакт с металлическим листом (1), и которая меньше V1 во время перемещения пуансона (16) из промежуточного положения в положение гибки.
4. Гибочная установка (9) по п. 3, в которой блок (29) управления выполнен так, что первый приводной механизм (14) перемещает раму (13) гибочного устройства (12) из заднего положения в переднее положение со скоростью V2, которая составляет от  до
до  включительно во время перемещения пуансона (16) из промежуточного положения в положение гибки.
включительно во время перемещения пуансона (16) из промежуточного положения в положение гибки.
5. Гибочная установка (9) по любому из пп. 1-4, в которой блок (29) управления выполнен так, что первый приводной механизм (14) продолжает перемещать раму (13) в переднее положение, когда второй приводной механизм (17) перемещает пуансон (16) из положения гибки в исходное положение.
6. Гибочная установка (9) по любому из пп. 1-5, в которой гибочное устройство (12) включает в себя:
нижний подрамник (18), который установлен с возможностью вертикального перемещения на раме (13) гибочного устройства (12) и расположен напротив пуансона (16), при этом упомянутый нижний подрамник (18) связан с третьим приводным механизмом (19), который выполнен с возможностью перемещения нижнего подрамника (18) между исходным положением и положением гибки, и
две боковые матрицы (20, 21), каждая из которых имеет верхнюю несущую поверхность, предназначенную для приема металлического листа (1), и полурельеф, причём две боковые матрицы (20, 21) установлены с возможностью горизонтального скольжения на нижнем подрамнике (18) в направлении, параллельном направлению продвижения, между раздвинутым положением и сдвинутым положением, в котором полурельефы вместе образуют рельеф, имеющий форму, дополняющую форму пуансона (16).
7. Гибочная установка (9) по п. 6, в которой блок (29) управления выполнен так, что третий приводной механизм (19) перемещает нижний подрамник (18) из исходного положения в положение гибки во время перемещения пуансона (16) из исходного положения в промежуточное положение, в котором упомянутый пуансон (16) вступает в контакт с листом.
8. Гибочная установка (9) по любому из пп. 1-7, дополнительно включающая в себя после гибочного устройства (12) формоизменяющее устройство (22), которое выполнено с возможностью изменения гофра, изогнутого заранее посредством гибочного устройства (12).
9. Гибочная установка (9) по п. 8, в которой формоизменяющее устройство (22) включает в себя:
раму (23), которая установлена с возможностью перемещения параллельно направлению продвижения между задним положением и передним положением, причём упомянутая рама (23) связана с четвёртым приводным механизмом (24), способным перемещать упомянутую раму (23) между задним положением и передним положением, и
пуансон (25), который установлен с возможностью вертикального перемещения на раме (23) формоизменяющего устройства (22) между исходным положением и положением формоизменения, в котором упомянутый пуансон деформирует металлический лист (1) для того, чтобы изменять форму поперечного гофра, образованного заранее гибочным устройством (12), при этом пуансон (25) связан с пятым приводным механизмом (26), выполненным с возможностью перемещения упомянутого пуансона (25) между исходным положением и положением правки.
10. Гибочная установка (9) по п. 9, в которой блок (29) управления выполнен с возможностью управления четвёртым приводным механизмом (24) и пятым приводным механизмом (26).
11. Гибочная установка (9) по п. 10, в которой блок (29) управления выполнен с возможностью управления приводным устройством (11) таким образом, чтобы продвигать металлический лист (1) с задней стороны вперёд со скоростью V1, и в которой блок (29) управления выполнен так, что четвёртый приводной механизм (24) перемещает раму (23) устройства (22) правки из заднего положения в переднее положение со скоростью V3, которая равна V1 во время перемещения пуансона (16) гибочного устройства (12) из исходного положения в промежуточное положение, в котором пуансон (16) гибочного устройства вступает в контакт с металлическим листом (1), и которая равна нулю во время перемещения пуансона (16) гибочного устройства (12) из промежуточного положения в положение гибки.
12. Способ применения гибочной установки (9) по любому из пп. 1-11, включающий в себя этапы, на которых
располагают металлический лист (1) таким образом, что приводное устройство (11) продвигает металлический лист (1), и
управляют первым приводным механизмом (14) и вторым приводным механизмом (17) посредством блока (29) управления таким образом, чтобы одновременно перемещать раму (13) гибочного устройства (12) из заднего положения в переднее положение и пуансон (16) из исходного положения в положение гибки.
13. Способ по п. 12, в котором вторым приводным механизмом управляют так, что
второй приводной механизм (17) перемещает пуансон (16) в направлении положения гибки со скоростью V7 от  до
до  включительно, где
включительно, где
α - угол, образованный между одной из сторон сечения пуансона (17) и горизонтальной осью.
14. Способ по п. 12 или 13, в котором первым приводным механизмом (14) управляют таким образом, чтобы перемещать раму (13) гибочного устройства (12) из заднего положения в переднее положение со скоростью, которая составляет от  до
до  включительно во время перемещения пуансона (16) из промежуточного положения, в котором пуансон (16) гибочного устройства (12) вступает в контакт с металлическим листом (1), в положение гибки.
включительно во время перемещения пуансона (16) из промежуточного положения, в котором пуансон (16) гибочного устройства (12) вступает в контакт с металлическим листом (1), в положение гибки.
15. Способ по любому из пп. 12-14, в котором первым приводным механизмом (14) и вторым приводным механизмом (17) управляют таким образом, чтобы продолжать перемещать раму (13) в переднее положение во время перемещения пуансона (16) из положения гибки в исходное положение.
16. Способ по любому из пп. 12-15, в котором гибочная установка (9) дополнительно содержит после гибочного устройства (12) формоизменяющее устройство (22), которое выполнено с возможностью изменения гофра, изогнутого заранее посредством гибочного устройства (12), причём устройство (22) правки включает в себя:
раму (23), которая установлена с возможностью перемещения параллельно направлению продвижения между задним положением и передним положением, при этом упомянутая рама (23) связана с четвёртым приводным механизмом (24), выполненным с возможностью перемещения упомянутой рамы (23) между задним положением и передним положением, и
пуансон (25), который установлен с возможностью вертикального перемещения на раме (23) формоизменяющего устройства (22) между исходным положением и положением формоизменения, в котором упомянутый пуансон (25) деформирует металлический лист (1) для того, чтобы изменять форму поперечного гофра, образованного заранее гибочным устройством (12), при этом пуансон (25) связан с пятым приводным механизмом (26), выполненным с возможностью перемещения упомянутого пуансона между исходным положением и положением правки,
и в котором четвёртым приводным механизмом (24) управляют таким образом, чтобы перемещать раму (23) формоизменяющего устройства (22) из заднего положения в переднее положение со скоростью V3, которая равна V1 во время перемещения пуансона (16) гибочного устройства (12) из исходного положения в промежуточное положение, в котором пуансон (16) гибочного устройства (12) вступает в контакт с металлическим листом (1), и которая равна нулю во время перемещения пуансона (16) гибочного устройства (12) из промежуточного положения, в котором пуансон (16) гибочного устройства (12) вступает в контакт с металлическим листом (1), в положение гибки.
| KR 100743472 B1, 30.07.2007 | |||
| WO 2017077214 A1, 11.05.2017 | |||
| EP 3360620 A1, 15.08.2018 | |||
| Штамп для изготовления полос с поперечными гофрами | 1982 |
|
SU1091962A1 |
| Штамп для гофрирования заготовок в виде металлических лент | 1987 |
|
SU1461560A1 |

