0U2J
Б- Б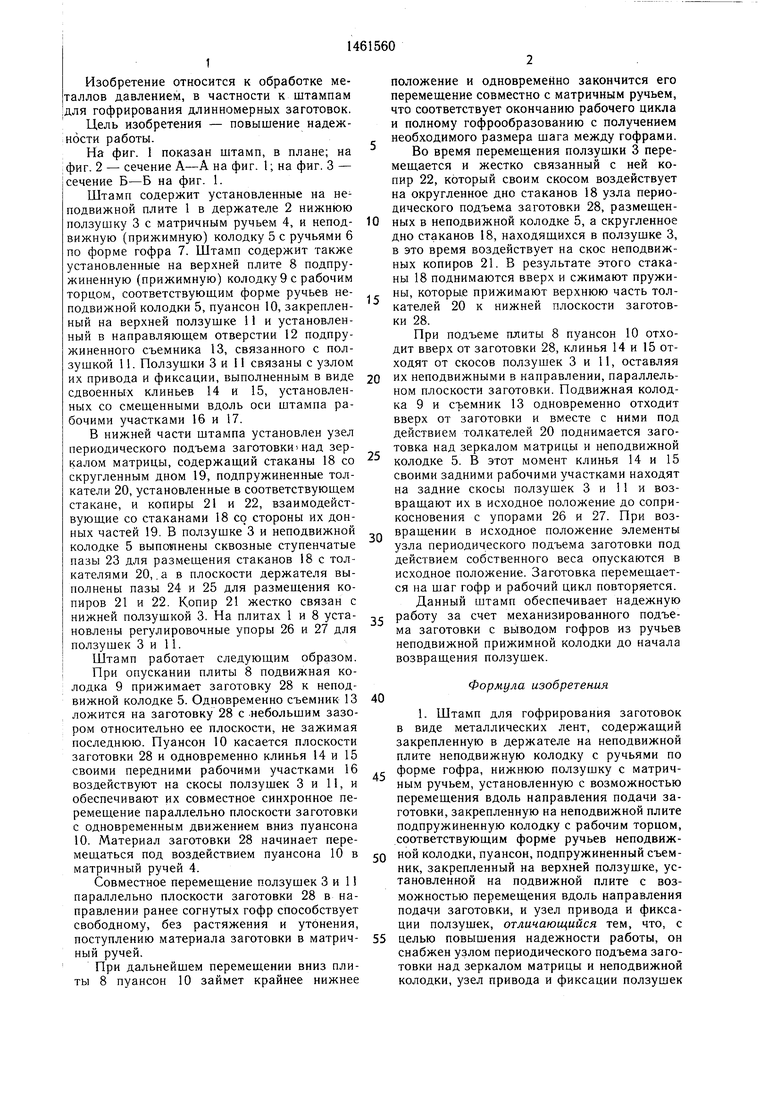
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп совмещенного действия | 1976 |
|
SU592489A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Способ изготовления плоских асбестометаллических прокладок и станок для его осуществления | 1989 |
|
SU1639847A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
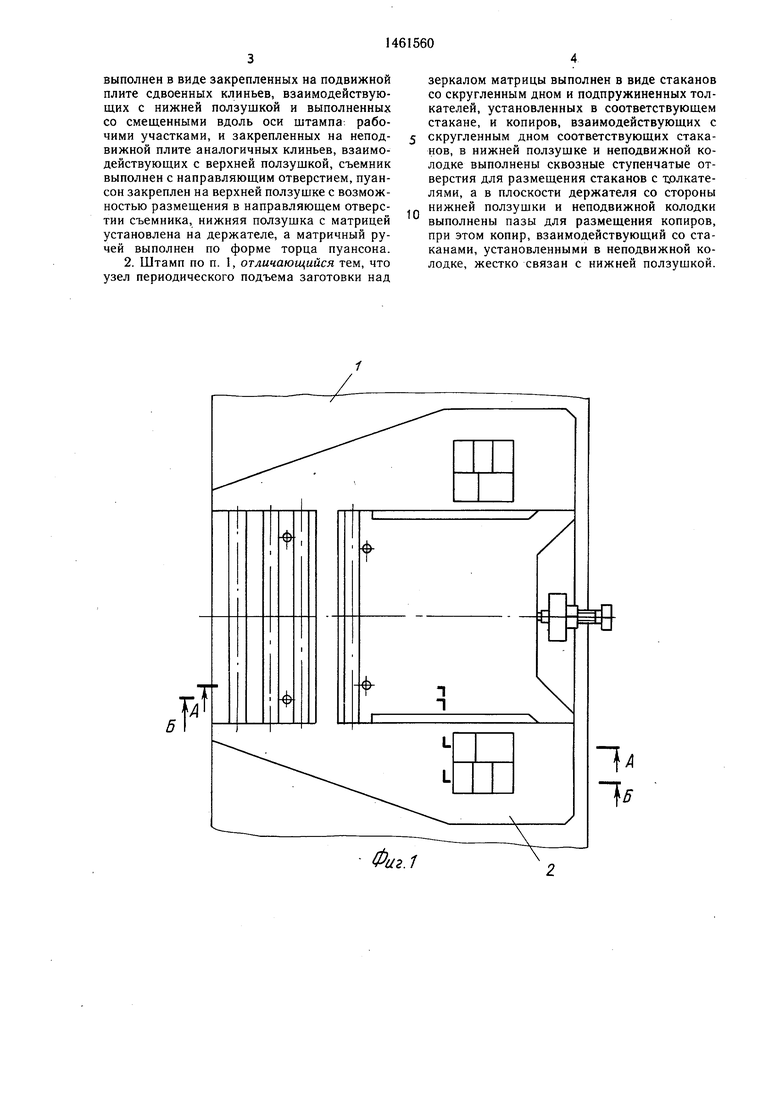
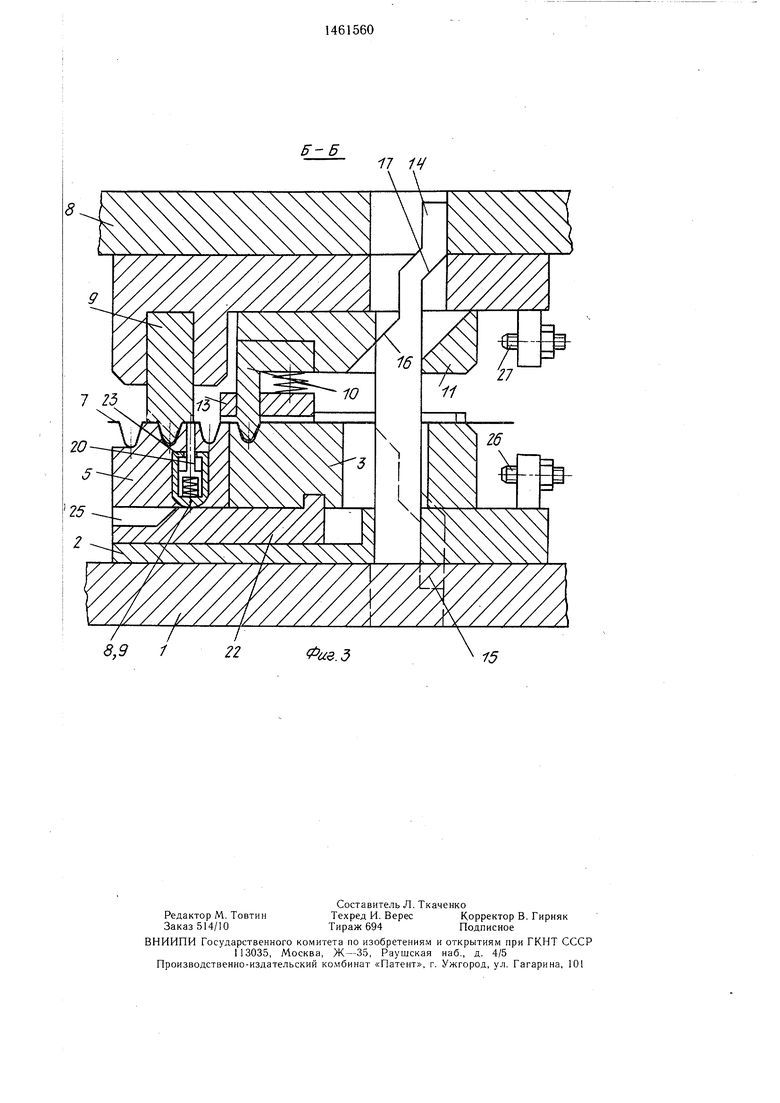
Изобретение отиосится к обработке металлов давлением, в частности к штампам для гофрирования длинномерных ленточных заготовок. Цель изобретения - повышение надежности работы. Штамп содержит установленный на верхней ползушке (П) 11 пуансон 10 и нижнюю П 3 с матричным ручьем 4. П 3 м 11 приводятся в движение вдоль направления подачи ленточных заготовок с помошью сдвоенных клиньев 15 и 14 после опускания пуансона 10 на П 3. Материал ленточных заготовок поступает в матричный ручей с двух сторон, чем обеспечивается гибка без утонения. После оформления гофра пуансон 10 и прижимная колодка 9 поднимаются. Одновременно ленточная заготовка приподнимается над зеркалом матрицы. Только после этого П 3 и 11 возврашают- ся в исходное положение под действием рабочих участков 17 клиньев 14 и 15. 1 з.п.ф-лы, 3 ил.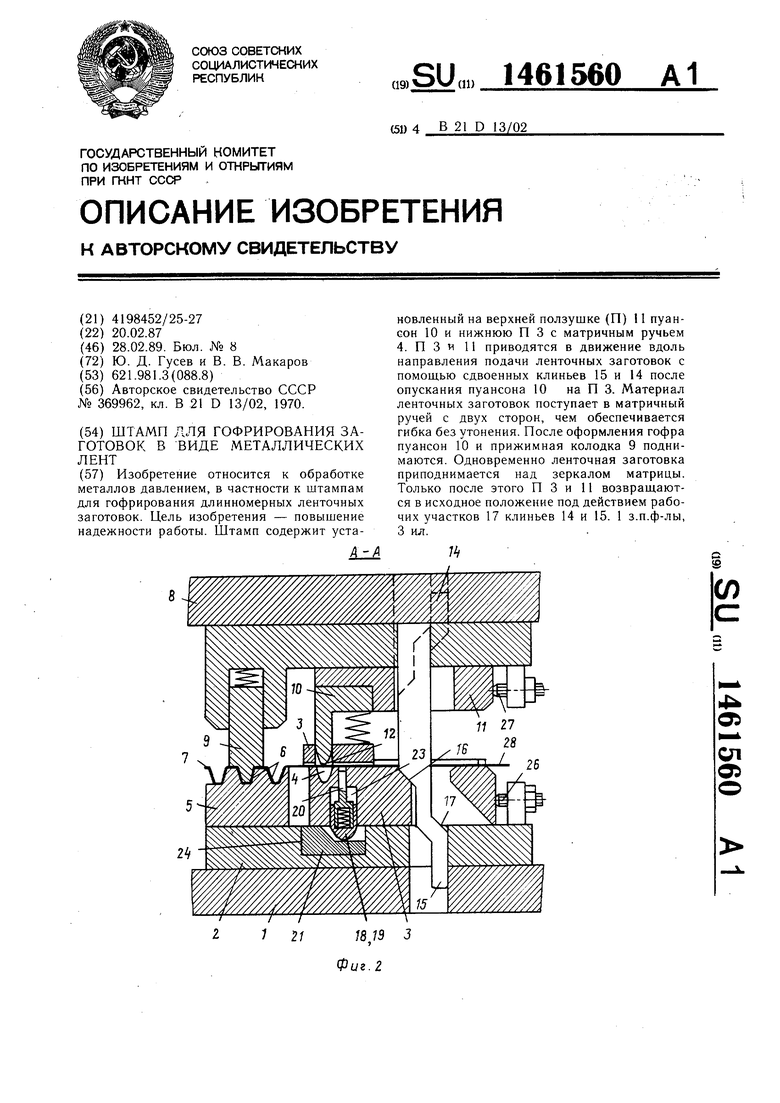
| ВСЕСОЮЗНАЯ Н. И. Климов, А. И. Петухов и А. Н. Денисов ВС[ iUTti^T; О- -;;;1л;::скАЯ | 0 |
|
SU369962A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
