Изобретение относится к машиностроению и может быть использовано в устройствах для нарезания резьбы, в том числе, и в автоматах.
Прототипом является способ нарезания резьбы, включающий приложение к хвостовику инструмента тянущего усилия и крутящего момента, осуществление обработки самозатягиванием и периодическую остановку вращения инструмента для удаления стружки [Пат. РФ 2638138, МПК B232G 5/06, 2017].
Недостатками прототипа являются:
- сложность устройства, реализующего способ, и конструктивная сложность осуществления работы этого устройства в автоматическом режиме;
- сложность определения момента времени, в который необходимо с режущего инструмента снять усилие, чтобы обеспечить обработку самозатягиванием;
- кроме того, указанное устройство требует переналадки при изменении шага нарезаемой резьбы.
Задачей изобретения является упрощение конструкции устройства, реализующего способ, расширение функциональных возможностей и улучшение эксплуатационных характеристик.
Задача решается тем, что в способе нарезания резьбы, включающем подачу винтовым движением вала с режущим инструментом к отверстию детали, создание тянущего усилия, нарезание резьбы самозатягиванием инструмента и вывод последнего из отверстия, винтовое движение вала создают, по крайней мере одной червячной передачей, в которой червяк выполняют на валу, а червячное колесо затормаживают.
Затормаживание червячного колеса осуществляют посредством пружинного нажимного фиксатора. Подвод и отвод режущего инструмента осуществляют посредством вращения червячного колеса. Вращение червячного колеса производят и шаговым двигателем. Затормаживание червячного колеса осуществляют и посредством электромагнита. Подвод и отвод режущего инструмента осуществляют и другой червячной передачей.
Указанные отличительные признаки позволяют достичь следующих преимуществ по сравнению с прототипом.
Создание винтового движения вала, по крайней мере одной червячной передачей, в которой червяк выполняют на валу, а червячное колесо затормаживают, позволяет упростить конструкцию устройства, реализующего способ. Кроме того, появляется возможность автоматического снятия осевого (нажимного) усилия на режущий инструмент при самозахвате (при появлении тянущей силы), что расширяет функциональные возможности, а также улучшает эксплуатационные характеристики.
Затормаживание червячного колеса посредством пружинного нажимного фиксатора упрощает конструкцию устройства, реализующего способ, поскольку такой фиксатор является простой деталью и практически не усложняет конструкцию в целом.
Подвод и отвод режущего инструмента посредством вращения червячного колеса также упрощает конструкцию устройства, реализующего способ, так как не добавляет практически дополнительных деталей в устройство.
Вращение червячного колеса и шаговым двигателем повышает удобство в пользовании и позволяет автоматизировать процесс подвода и отвода режущего инструмента путем подачи управляющих импульсов на шаговый двигатель. Это все улучшает эксплуатационные характеристики.
Затормаживание червячного колеса и посредством электромагнита улучшает качество нарезки мелкой резьбы, а также упрощает автоматизацию работы устройства, что улучшает эксплуатационные характеристики.
Подвод и отвод режущего инструмента посредством и другой червячной передачи расширяет функциональные возможности и улучшает эксплуатационные характеристики, поскольку можно сократить время на подготовительную операцию и повысить производительность труда.
Изобретение поясняется чертежами.
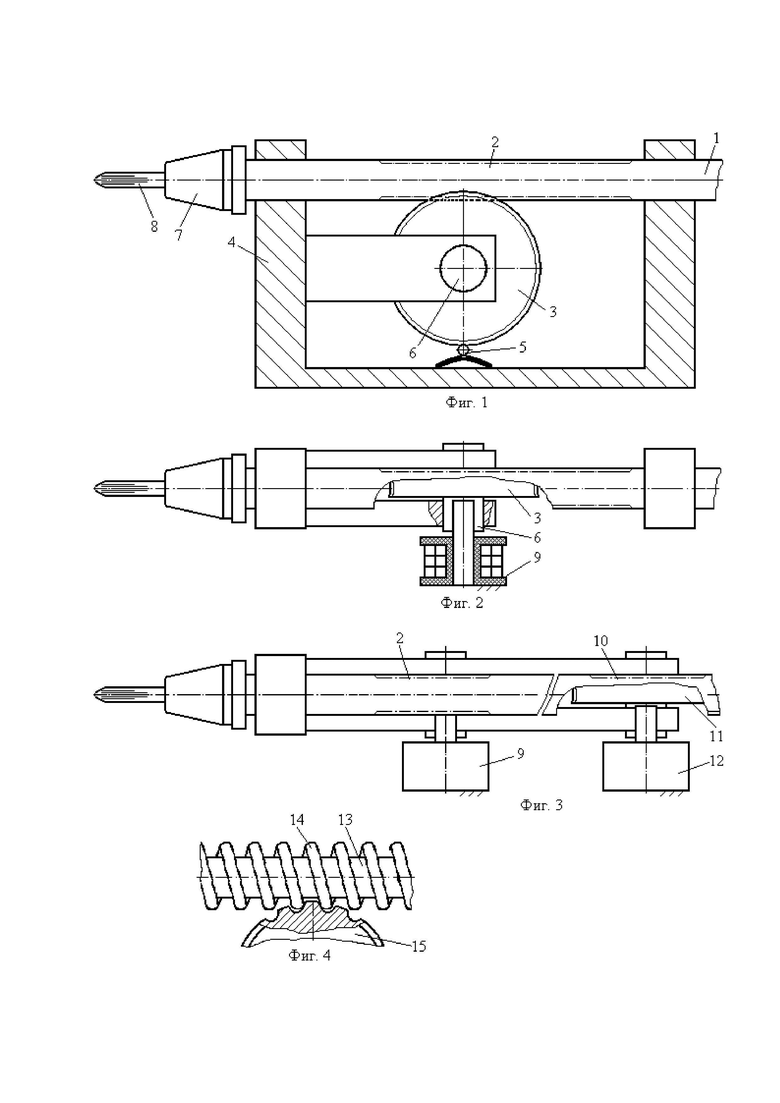
На фиг. 1 изображено устройство для нарезания резьбы с пружинным нажимным фиксатором. На фиг. 2 изображено устройство с электромагнитом. На фиг. 3 изображено устройство с двумя червячными передачами. На фиг. 4 изображен вариант упрощенной червячной передачи.
Устройство для нарезания резьбы содержит соединенный с приводом вал 1, одна часть которого выполнена в виде червяка 2, сопряженного с червячным колесом 3, имеющим возможность взаимодействия с закрепленным на основании 4 пружинным нажимным фиксатором 5 и закрепленным жестко на оси 6, установленной с возможностью вращения в одних опорах основания, в других опорах которого с возможностью вращения и продольного перемещения размещен вал, на конце которого закреплен патрон 7 с режущим инструментом (например метчиком) 8. Вместо фиксатора 5 для затормаживания червячного колеса может быть применен электромагнит 9, имеющий возможность взаимодействия с червячным колесом. На валу может быть выполнен второй червяк 10, имеющий другой по отношению к червяку 2 шаг винтовой линии и сопряженный со вторым червячным колесом 11, которое имеет возможность взаимодействия со вторым электромагнитом 12. Червяк может быть выполнен в виде вала 13, на котором закреплена и охватывает его, по крайней мере, одна витая пружина 14, имеющая возможность зацепления с колесом 15.
Способ реализуют следующим образом.
Для нарезания резьбы в отверстии детали (не показано) включают двигатель (не показан), вращающий через шлицевое соединение вал 1. Поскольку червячное колесо 3 удерживается от вращения пружинным нажимным фиксатором 5, то червяк 2 вместе с валом 1, патроном 7 и метчиком 8 будут вращаясь перемещаться вдоль своей оси, т. е. совершать винтовое движение (фиг. 1).
При соприкосновении с деталью метчик за счет осевой силы червяка и крутящего момента двигателя начинает врезаться в отверстие. После того как произойдет самозахват метчика, на вал 1 начнет действовать тянущая сила, возникающая при углублении метчика в отверстие.
Если шаг резьбы и шаг винтовой линии червяка совпадают, то червячное колесо по-прежнему будет неподвижно.
Если шаг резьбы метчика больше шага винтовой линии червяка, то за счет тянущей силы осевое перемещение червяка увеличится, червячное колесо 3 начнет поворачиваться (в данном случае против часовой стрелки), преодолевая усилие пружинного нажимного фиксатора 5 и не мешая осевому движению метчика, определяемому шагом нарезаемой в отверстии резьбы, в результате чего качество последней уже будет определяться непосредственно практически только параметрами режущего инструмента.
Если шаг резьбы метчика будет меньше шага винтовой линии червяка, то осевое перемещение червяка 2 уменьшится, и червячное колесо 3 будет поворачиваться уже по часовой стрелке, также преодолевая усилие пружинного нажимного фиксатора 5 и не мешая осевому движению метчика.
После окончания нарезания резьбы меняют вращение двигателя на противоположное, в результате метчик будет выворачиваться и выйдет из отверстия.
Если при подводе метчика к детали окажется, например, что в ней отсутствует отверстие, то метчик упрется в деталь, и червячное колесо 3 будет проворачиваться, преодолевая усилие пружинного нажимного фиксатора 5, что предотвратит поломку режущего инструмента.
Таким образом, можно осуществлять нарезку резьбы с шагом, отличным от шага винтовой линии червяка, не перестраивая при этом каждый раз устройство под размер шага резьбы. При этом, если шаг резьбы и винтовой линии червяка одинаковы, то при возникновении тянущей силы, осевая сила, действующая до нее на червяк, автоматически перестает действовать. При других соотношениях шагов помимо тянущей силы на метчик будет передаваться и сила, возникающая при взаимодействии червячного колеса с пружинным нажимным фиксатором, что при мелком шаге нарезаемой резьбы может ухудшить ее качество. Устранить этот недостаток можно затормаживанием червячного колеса электромагнитом (фиг. 2).
Включают электромагнит 9, в результате чего червячное колесо 3 (сделанное в данном случае из магнитного материала) притягивается к нему (к сердечнику электромагнита) за счет упругой деформации своего материала или/и перемещения оси 6 в пределах осевого люфта. В результате этого червячное колесо затормаживается, и последующее включение электродвигателя вызовет винтовое движение вала. После возникновения тянущей силы электромагнит выключают, и червячное колесо начинает вращаться вхолостую, не мешая работе метчика. Определить момент выключения электромагнита можно, например установив его на упругую опору, т. е. сделать нежесткое (упругое) его крепление. Тогда при большем шаге нарезаемой резьбы за счет поворота червячного колеса электромагнит будет отклоняться в одну сторону, а при меньшем шаге - в другую. Эти отклонения, фиксируемые соответствующим датчиком, и могут стать управляющими сигналами для выключения электромагнита.
При необходимости быстрый подвод (подвод) метчика к детали и отвод от нее можно сделать соединив червячное колесо с валом шагового двигателя (не показан). Тогда после вывертывания метчика из отверстия включают шаговый двигатель, в результате чего червячное колесо начнет вращаться, быстро перемещая вал 1 и отводя метчик от детали. При этом в процессе нарезания резьбы, в случае проворачивания червячного колеса, вал шагового двигателя будет вращаться заодно с ним, не мешая протеканию указанного процесса. Более того, поскольку для поворота вала шагового двигателя внешней силой требуется определенное усилие, то оно в определенных случаях может быть использовано для затормаживания червячного колеса, и надобность в фиксаторе отпадет.
Для быстрого подвода метчика к детали и отвода от нее вместо шагового двигателя может быть применена вторая червячная передача (фиг. 3). После вывертывания метчика из отверстия электромагнит 9 выключают (если он был включен), а электромагнит 12 включают, в результате чего червячное колесо 11 затормаживается. Если шаг червяка 10 больше шага червяка 2, то при той же частоте вращения двигателя осевое перемещение вала 1 увеличится, и метчик 8 быстрее отойдет от детали.
Червяки могут быть выполнены в упрощенном варианте в виде вала 13 с напрессованной на него пружиной 14 и колесом 15, что еще больше упростит конструкцию (фиг. 4). Заметим, что поскольку управление процессом нарезания резьбы производится только с помощью электрических сигналов, то указанный процесс легко автоматизировать.
Внедрение изобретения позволит создать простое, надежное и удобное в эксплуатации устройство для нарезания резьбы, которое при необходимости может быть положено в основу резьбонарезного автомата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАБОТЫ РАЗДАТОЧНОГО МЕХАНИЗМА | 2023 |
|
RU2822932C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Механизм для преобразования вращательного движения во вращательно-поступательное | 1986 |
|
SU1428886A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| СПОСОБ УПРАВЛЕНИЯ ГУСЕНИЧНОЙ МАШИНОЙ | 2024 |
|
RU2835218C1 |
| Привод подачи шпинделя станка | 1977 |
|
SU683859A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1967 |
|
SU205507A1 |
Изобретение относится к машиностроению и может быть использовано в устройствах для нарезания резьбы. Способ нарезания резьбы включает подачу винтовым движением вала с режущим инструментом к отверстию детали, создание тянущего усилия, нарезание резьбы самозатягиванием инструмента и вывод последнего из отверстия. Винтовое движение вала создают по крайней мере одной червячной передачей, в которой червяк выполняют на валу, а червячное колесо затормаживают. Затормаживание червячного колеса осуществляют посредством пружинного нажимного фиксатора. Подвод и отвод режущего инструмента осуществляют посредством вращения червячного колеса. Вращение червячного колеса производят и шаговым двигателем. Затормаживание червячного колеса осуществляют и посредством электромагнита. Подвод и отвод режущего инструмента осуществляют и другой червячной передачей. Обеспечивается упрощение конструкции устройства и расширение функциональных возможностей. 5 з.п. ф-лы, 4 ил.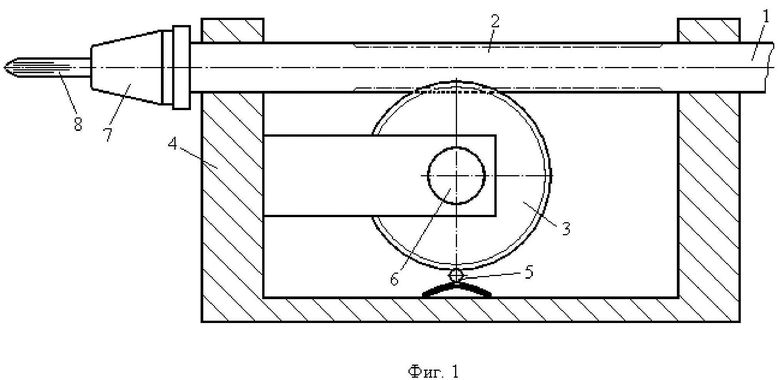
1. Способ нарезания резьбы, включающий подачу винтовым движением вала с режущим инструментом к отверстию детали, создание тянущего усилия, нарезание резьбы самозатягиванием инструмента и вывод последнего из отверстия, отличающийся тем, что винтовое движение вала создают по крайней мере одной червячной передачей, в которой червяк выполняют на валу, а червячное колесо затормаживают.
2. Способ по п. 1, отличающийся тем, что затормаживание червячного колеса осуществляют посредством пружинного нажимного фиксатора.
3. Способ по п. 1, отличающийся тем, что подвод и отвод режущего инструмента осуществляют посредством вращения червячного колеса.
4. Способ по любому из пп. 1-3, отличающийся тем, что вращение червячного колеса производят и шаговым двигателем.
5. Способ по п. 1, отличающийся тем, что затормаживание червячного колеса осуществляют и посредством электромагнита.
6. Способ по п. 1, отличающийся тем, что подвод и отвод режущего инструмента осуществляют и другой червячной передачей.
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ С ПЕРЕМЕННЫМ ШАГОМ | 2007 |
|
RU2359791C2 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ С ПЕРЕМЕННЫМ ШАГОМ | 2008 |
|
RU2381873C1 |
| GB 1262921 A, 09.02.1972 | |||
| WO 2008068816 A1, 12.06.2008. | |||

