Область техники
Настоящее изобретение относится к области формования заготовки разрезанием, в частности, к резательному станку и устройству автоматического переключения его резцов для строгания пазов.
Уровень техники
В связи с необходимостью соединения газобетонных панелей во время их использования, обе боковые стороны готовых панелей должны быть выполнены с шипами и пазами соответственно, поэтому необходимо сделать пазы на панелях, когда они еще были заготовками. Существующие газобетонные панели имеют различные типоразмеры, каждый из которых соответствует различной толщине панели, поэтому расстояние между пазами и шипами, выполненными при изготовлении панелей каждого типоразмера, будет меняться в зависимости от типоразмеров панелей. Поэтому нужно заменять резцы для строгания пазов станка для разрезания заготовки в зависимости от типоразмеров газобетонных панелей при их изготовлении.
Однако в настоящее время резательный станок большинства отечественных производителей готовых газобетонных панелей может быть оснащен только одними резцами для строгания пазов, и каждый раз, когда необходимо изготовить панели других типоразмеров, нужно заменять резцы для строгания пазов вручную. Но, точность установки резцов для строгания пазов довольно высокая, и замена и регулировка вручную занимает много времени, что приводит к низкой производительности.
Например, в заявке на патент Китая № CN201510238521.5, объявленной 22 июля 2015 года, раскрыто оборудование для нарезания пазов на бетонных блоках, включающее вертикальную станину, в которой предусмотрен канал для прохода заготовки, а в канале по обеим сторонам симметрично и вертикально предусмотрены несколько валов для установки режущего инструмента, в валу установлены несколько дисковых лезвий на определенном расстоянии; валы для установки режущего инструмента и станина соединены с кареткой режущего инструмента, позволяющей регулировать расстояние подачи вала для установки режущего инструмента, вал для установки режущего инструмента приводится во вращение силовым устройством для соединения с кареткой режущего инструмента, а станина, расположенная в конце канала, снабжена рамой обдува в форме дверной рамы.
В еще одной заявке на патент Китая № CN201721493837.X, объявленной 19 июня 2018 года, раскрыт узел режущего инструмента для вырезания пазов на автоклавном газобетонном теплоизоляционном блоке и станок для вырезания пазов на блоке, отличающийся тем, что включает длинную раму, на обоих концах которой установлены два поперечных цилиндра и поперечные пневматические клапаны и два датчика поперечного смещения; к длинной раме прикреплены два поперечных длинных направляющих рельса; на корпусе левой опорной рамы и корпусе правой опорной рамы также установлены по два продольных цилиндра и продольные пневматические клапаны и два датчика продольного смещения соответственно, причем один конец двух продольных цилиндров закреплен на левой опорной раме и правой опорной раме; на переднем конце корпуса резцедержателя для вырезания длинного паза и корпуса резцедержателя для вырезания короткого паза соответственно установлены узлы режущего инструмента для вырезания пазов в блоках, в середине длинной рамы неподвижно закреплен узел захвата теплоизоляционного блока, причем узел захвата теплоизоляционного блока включает раму и позиционирующую пластину, установленную на раме.
Оба описанных выше решения относятся к оборудованию для резки и строгания пазов на бетонных заготовках или блоках, однако из чертежей видно, что в устройстве для строгания пазов обоих решений установлен только один напор резцов для строгания пазов, и когда нужно обрабатывать панели разных типоразмеров возникает необходимость замены резцов вручную, что занимает много времени и приводит к низкой производительности.
Сущность изобретения
1. Поставленная задача
Для решения проблем низкой производительности, вызванной большими затратами времени на замену резцов для строгания пазов, когда существующие устройства для резки и строгания пазов на бетонных заготовках обрабатывают панели различных типоразмеров, в настоящем изобретении предложено устройство автоматического переключения резцов для строгания пазов, позволяющее осуществлять автоматическое переключение наборов резцов для строгания пазов для обработки панелей различных типоразмеров и повышать производительность.
Настоящее изобретение еще обеспечивает резательный станок, использующий вышеуказанное устройство автоматического переключения резцов для строгания пазов, которое позволяет осуществлять быстрое переключение наборов резцов для строгания пазов в зависимости от различных типоразмеров панелей и повышать производительность.
2. Технические решения
Для решения поставленной задачи, в настоящем изобретении предложены следующие технические решения.
Устройство автоматического переключения резцов для строгания пазов, включающее опору, вращающийся вал, вращающийся приводной элемент и стопорный механизм, причем вращающийся приводной элемент установлен в опоре для приведения вращающегося вала во вращение, на вращающемся валу по периферии установлены несколько наборов резцов для строгания пазов; стопорный механизм установлен в опоре для фиксации вращающегося вала.
В качестве дальнейшего усовершенствования технического решения, стопорный механизм включает позиционирующий диск, телескопический механизм и штифт; причем позиционирующий диск неподвижно закреплен на вращающемся валу, на верхней торцевой поверхности диска выполнены гнезда, совпадающие со штифтом; телескопический механизм установлен в опоре, его выдвижной узел простирается вниз и неподвижно соединен со штифтом.
В качестве дальнейшего усовершенствования технического решения, еще включает рейку; имеются несколько реек, неподвижно закрепленных по периферии вращающегося вала на его боковой стенке; один набор указанных резцов для строгания пазов расположен с определенным интервалом по высоте рейки.
В качестве дальнейшего усовершенствования технического решения, рейка снабжена ограничительными пазами в направлении ее ширины; резец для строгания пазов снабжен опорной планкой, вставленной в ограничительный паз и съемно закрепленной в ограничительном пазе.
В качестве дальнейшего усовершенствования технического решения, еще включает прижимную пластину; прижимная пластина неподвижно закреплена на рейке с помощью болтов, прижав опорную планку к ограничительному пазу.
В качестве дальнейшего усовершенствования технического решения, еще включает соединительную пластину; соединительная пластина неподвижно соединена с вращающимся валом с одной стороны и с рейкой с другой стороны.
В качестве дальнейшего усовершенствования технического решения, соединительная пластина выполнена с овальным отверстием и неподвижно закреплена на вращающемся валу с помощью болта, проходящего через овальное отверстие.
Резательный станок, включает станину и устройство резцов для строгания пазов, причем имеет несколько пар устройств резцов для строгания пазов, которые симметрично установлены по обеим сторонам станины. В качестве устройства резцов для строгания пазов принято любое из вышеуказанных устройств автоматического переключения резцов для строгания пазов, а опора неподвижно закреплена на станине.
В качестве дальнейшего усовершенствования технического решения, еще включает толкающее устройство, которое включает толкающий элемент; причем толкающий элемент неподвижно установлен на станине и соединен выдвижным концом с опорой.
В качестве дальнейшего усовершенствования технического решения, толкающее устройство еще включает направляющую пластину и направляющую штангу; причем направляющая пластина неподвижно установлена на станине и снабжена направляющим отверстием для прохождения направляющей штанги, а направляющая штанга одним концом неподвижно закреплена в опоре.
3. Технический результат
По сравнению с существующими аналогами, известными из уровня техники, настоящее изобретение обладает следующими преимуществами:
(1) Настоящее изобретение обеспечивает устройство автоматического переключения резцов для строгания пазов, которое может быть заранее оснащено нескольким резцов для строгания пазов различных форм и размеров на вращающемся валу, для обработки панелей различных типоразмеров достаточно повернуть вращающийся вал для поворота соответствующего набора резцов для строгания пазов в нужное положение, затем вставить штифт в гнездо позиционирующего диска для фиксации вращающегося вала, таким образом, завершается переключение набора резцов для строгания пазов. По сравнению с обычным устройством резцов для строгания пазов, такой способ позволяет значительно сокращать время замены резцов и эффективно повышать производительность;
(2) Настоящее изобретение обеспечивает устройство автоматического переключения резцов для строгания пазов, в котором наличие рейки позволяет быстро заменять весь набор резцов для строгания пазов, когда набор резцов для строгания пазов в устройстве не может обрабатывать нужную панель, что позволяет повышать производительность;
(3) Настоящее изобретение обеспечивает устройство автоматического переключения резцов для строгания пазов, в котором за счет регулирования глубины резца для строгания пазов в ограничительном пазу можно изменять расстояние, на которое резец для строгания пазов выходит из рейки, чтобы изменять глубину пазов заготовки, что более удобно в использовании. Далее, использование прижимной пластины для фиксации резца для строгания пазов позволяет легко регулировать местоположение резца для строгания пазов;
(4) Настоящее изобретение обеспечивает устройство автоматического переключения резцов для строгания пазов, в котором за счет выполнения овального отверстия на соединительной пластине можно точно регулировать общее положение рейки на вращающемся валу, что позволяет повысить точность установки и точность обработки;
(5) Настоящее изобретение обеспечивает устройство автоматического переключения резцов для строгания пазов, в котором нижний конец штифта выполнен в виде конуса, так что штифт может плавно вставляться в гнездо. Причем штифт может постепенно опускаться до положения, чтобы плотно прилегать к гнезду, что позволяет обеспечивать более стабильную фиксацию позиционирующего диска и исключать наличие зазора между штифтом и гнездом. Наличие зазора может приводить к сотрясению вращающегося вала во время работы устройства и, как следствие, оказывать отрицательное воздействие на точность обработки;
(6) Настоящее изобретение обеспечивает резательный станок, использующий вышеуказанное устройство автоматического переключения резцов для строгания пазов, которое позволяет осуществлять быстрое переключение наборов резцов для строгания пазов в зависимости от различных типоразмеров панелей и повышать производительность;
(7) Настоящее изобретение обеспечивает резательный станок, в котором на станине установлено толкающее устройство, а устройство резцов для строгания пазов установлено на выдвижном конце толкающего элемента, причем набор резцов для строгания пазов может выдвигаться или задвигаться целиком, управляя работой толкающего элемента. Когда необходимо строгать пазы на заготовке, набор резцов для строгания пазов выдвигается, а когда не нужно строгать пазы, набор резцов для строгания пазов задвигается, что делает использование резательного станка более гибким. Кроме того, благодаря использованию направляющей пластины и направляющей штанге можно обеспечивать точное направление перемещения набора резцов для строгания пазов и предотвращать заклинивание при выдвижении и задвижении набора резцов для строгания пазов.
Описание чертежей
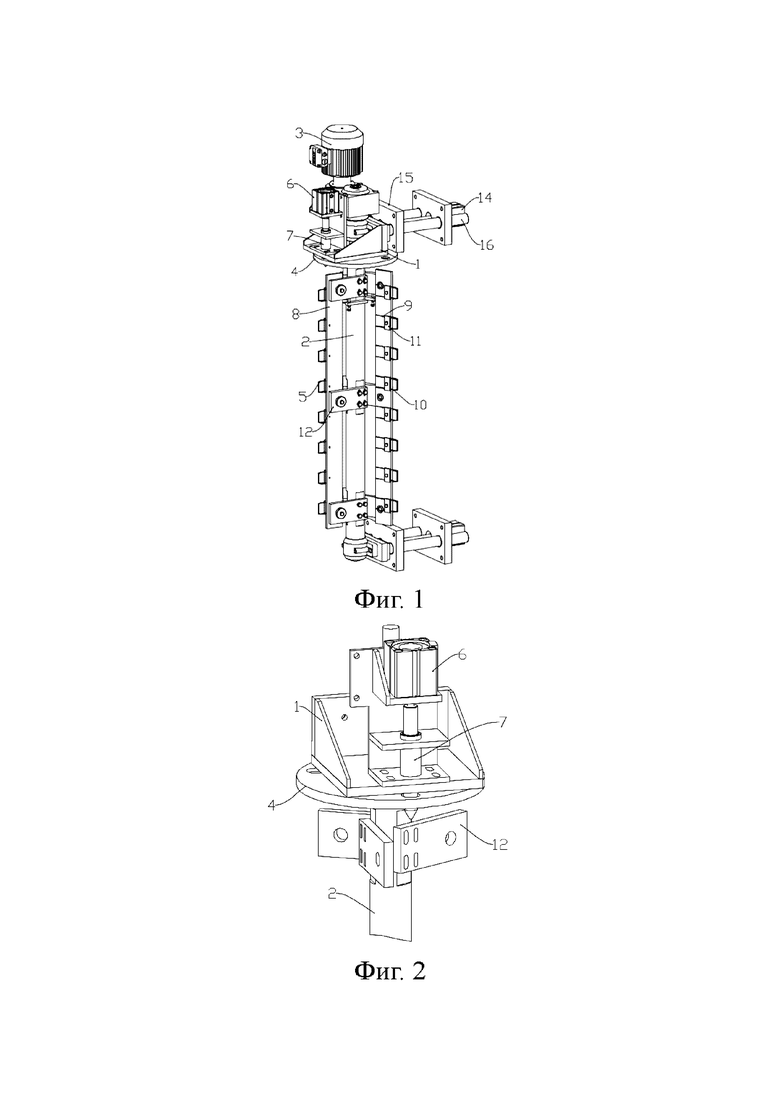
Фиг. 1 - конструктивная схема устройства резцов для строгания пазов с толкающим устройством;
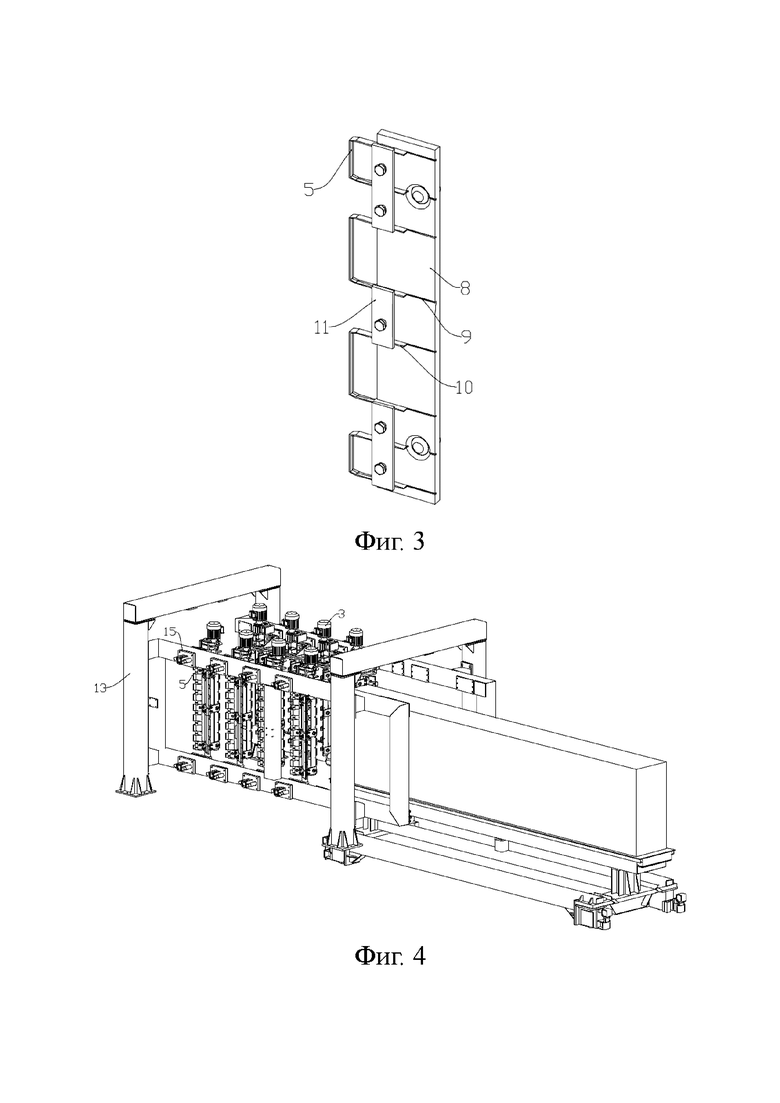
Фиг. 2 - рабочая схема позиционирующего диска и штифта устройства резцов для строгания пазов;
Фиг. 3 - схема установки резцов для строгания пазов на рейке;
Фиг. 4 - конструктивная схема резательного станка;
На фигурах: 1. опора; 2. вращающийся вал; 3. вращающийся приводной элемент; 4. позиционирующий диск; 5. резец для строгания пазов; 6. телескопический механизм; 7. штифт; 8. рейка; 9. ограничительный паз; 10. опорная планка; 11. прижимная пластина; 12. соединительная пластина; 13. станина; 14. толкающий элемент; 15. направляющая пластина; 16. направляющая штанга
Примеры конкретного выполнения
Ниже приводится более подробное описание настоящего изобретения со ссылкой на прилагаемые чертежи и конкретные варианты осуществления.
Пример 1
Устройство автоматического переключения резцов для строгания пазов, используемое в резательном станке, предназначено для строгания пазов на заготовке панелей. Ниже приводится подробное описание его конструкции и принцип работы.
Как показано на фиг. 1, устройство включает опору 1, вращающийся вал 2, вращающийся приводной элемент 3, стопорный механизм и узел резцов для строгания пазов. Вращающийся приводной элемент 3 установлен в опоре 1 и соединен с вращающимся валом 2 для приведения вращающегося вала 2 во вращение вокруг собственной центральной оси. В настоящем варианте осуществления в качестве вращающегося приводного элемента 3 принят электродвигатель, неподвижно установленный в опоре 1. Верхний конец вращающегося вала 2 шарнирно установлен в опоре 1 через подшипник и соединен с выходным валом электродвигателя. Имеются несколько узлов резцов для строгания пазов, которые установлены с определенным интервалом по периферии вращающегося вала 2 на боковой стенке вращающегося вала 2. Когда вращающийся вал 2 поворачивается на определенный угол так, что соответствующий узел резцов для строгания пазов оказывается в рабочем положении, стопорный механизм фиксирует вращающийся вал 2 так, что узел резцов для строгания пазов остается в стабильном рабочем состоянии. В качестве стопорного механизма могут использоваться стопорный болт, сухарь и некоторые другие распространенные формы в предшествующем уровне техники. Но в процессе конкретного использования этих распространенных форм стопорного устройства возможно иметь проблемы, такие как неудобство в монтаже и демонтаже, громоздкость в использовании, поэтому в настоящем варианте осуществления изобретения представлена уникальная конструкция структуры стопорного механизма.
Как показано на фиг. 2, в настоящем варианте осуществления стопорный механизм включает позиционирующий диск 4, телескопический механизм 6 и штифт 7. Телескопический механизм 6 установлен в опоре 1, его выдвижной узел простирается вниз и неподвижно соединен со штифтом 7, в качестве телескопического механизма 6 можно принять электропривод линейного перемещения или цилиндр, причем в настоящем варианте осуществления в качестве телескопического механизма 6 принят цилиндр, поршневой шток которого простирается вниз и проходит через опору 1, а концевая часть поршневого штока неподвижно соединена со штифтом 7. Позиционирующий диск 4 неподвижно закреплен на вращающемся валу 2 и вращается вместе с вращающимся валом 2. На верхней торцевой поверхности диска выполнены гнезда, совпадающие со штифтом 7, причем по количеству и местоположению эти гнезда соответствуют узлам резцов для строгания пазов, установленным на вращающемся валу 2, то есть гнезда расположены непосредственно над каждым из узлов резцов для строгания пазов.
Применение вышеуказанной конструкции позволяет установить заранее несколько узлов резцов для строгания пазов на вращающийся вал 2, причем каждый узел резцов для строгания пазов имеет набор резцов для строгания пазов различной формы и размера. Для обработки панелей различных типоразмеров достаточно повернуть вращающийся вал 2 для поворота соответствующего набора резцов для строгания пазов в нужное положение, затем вставить штифт 7 в гнездо позиционирующего диска 4 для фиксации вращающегося вала 2, таким образом, завершается переключение набора резцов для строгания пазов. По сравнению с обычным устройством резцов для строгания пазов такой способ позволяет значительно сокращать время замены резцов для строгания пазов и эффективно повышать производительность.
Следует отметить, что нижний конец штифта 7 настоящего варианта осуществления выполнен в виде конуса с постепенно уменьшающимся радиусом от верхней части к нижней, так что штифт 7 может плавно вставляться в гнездо при движении вниз. Кроме того, во время перемещения штифт 7 может постепенно опускаться до положения, чтобы плотно прилегать к гнезду, что позволяет обеспечивать более стабильную фиксацию позиционирующего диска 4 и исключать наличие зазора между штифтом 7 и гнездом. Наличие зазора может приводить к сотрясению вращающегося вала 2 во время работы устройства и, как следствие, оказывать отрицательное воздействие на точность обработки.
Для того чтобы лучше понять принцип работы и процесс сборки устройства, ниже приводится подробное описание конструкции узла резцов для строгания пазов.
Как показано на фиг. 1 и фиг. 3, узел резцов для строгания пазов включает резцы 5 для строгания пазов, рейку 8, прижимные пластины 11 и соединительные пластины 12. Причем соединительная пластина 12 неподвижно соединена с вращающимся валом 2 с одной стороны и с рейкой 8 с другой стороны. Рейка 8 снабжена ограничительными пазами 9 в направлении ее ширины, причем имеет несколько ограничительных пазов 9, которые распределены в направлении длины рейки 8 на расстоянии друг от друга. Резец 5 для строгания пазов снабжен опорной планкой 10, вставленной в ограничительный паз 9, а прижимная пластина 11 неподвижно закреплена на рейке 8 с помощью болтов, прижав опорную планку 10 к ограничительному пазу 9. Наличие рейки 8 и соединительных пластин 12 позволяет быстро заменять весь набор резцов 5 для строгания пазов путем снятия рейки 8, когда набор резцов для строгания пазов в устройстве не может обрабатывать нужную панель, что сокращает время замены. Регулируя глубину резца 5 для строгания пазов в ограничительном пазу 9, можно изменять расстояние, на которое резец 5 для строгания пазов выходит из рейки 8, чтобы изменять глубину пазов заготовки, что более удобно в использовании. При этом использование прижимной пластины 11 для фиксации резца 5 для строгания пазов позволяет легко регулировать местоположение резца 5 для строгания пазов, что удобно при демонтаже и монтаже.
Кроме того, в настоящем варианте осуществления соединительная пластина 12 выполнена с овальным отверстием и неподвижно закреплена на вращающемся валу 2 с помощью болта, проходящего через овальное отверстие. Изменяя положение болта относительно овального отверстия можно точно регулировать общее положение рейки 8 на вращающемся валу 2, что позволяет повысить точность установки и точность обработки узла строгальных ножей.
Таким образом, устройство автоматического переключения резцов для строгания пазов в настоящем варианте осуществления изобретения позволяет осуществлять автоматическое переключение наборов резцов для строгания пазов для обработки панелей различных типоразмеров и повышать производительность.
Пример 2
Как показано на фиг. 4, резательный станок, используемый для строгания пазов на бетонных заготовках, включает станину 13, устройство резцов для строгания пазов и толкающее устройство. При этом, имеют несколько пар устройств резцов для строгания пазов, которые симметрично установлены по обеим сторонам станины 13, обрабатываемую заготовку доставляют тележкой в пространство между устройствами резцов для строгания пазов, расположенными по обеим сторонам, чтобы обрабатывать обе боковые поверхности заготовки. В настоящем варианте осуществления изобретения в качестве устройства резцов для строгания пазов принято устройство автоматического переключения резцов для строгания пазов, показанное в варианте осуществления 1.
В частности, как показано на фиг. 1 и 4, толкающее устройство включает толкающий элемент 14, направляющую пластину 15 и направляющую штангу 16. Причем имеются две направляющие пластины 15, неподвижно закрепленные на переднем и заднем концах поперечной балки станины 13. На направляющих пластинах 15 и поперечной балке в направлении ширины станины 13 проделаны сквозные направляющие отверстия, направляющая штанга 16 проходит через эти направляющие отверстия и одним концом неподвижно закреплена в опоре 1. Толкающий элемент 14 неподвижно установлен на станине 13 и соединен выдвижным концом с опорой 1, и в качестве толкающего элемента 14 можно использовать электропривод линейного перемещения или цилиндр. В данном варианте осуществления в качестве толкающего элемента 14 принят цилиндр, который неподвижно установлен на направляющей пластине 15, противоположной другому концу устройства резцов для строгания пазов. На направляющих пластинах 15 и поперечной балке в направлении ширины станины 13 проделаны сквозные отверстия, и выдвижной поршневой шток толкающего элемента 14 проходит через сквозные отверстия для соединения с опорой 1. Во время работы устройства набор резцов для строгания пазов может выдвигаться или задвигаться целиком, управляя работой толкающего элемента 14. Когда необходимо строгать пазы на заготовке, набор резцов для строгания пазов выдвигается, а когда не нужно строгать пазы, набор резцов для строгания пазов задвигается, что делает использование резательного станка более гибким. Кроме того, благодаря использованию направляющей пластины 15 и направляющей штанге 16 можно обеспечивать точное направление перемещения набора резцов для строгания пазов и предотвращать заклинивание при выдвижении и задвижении набора резцов для строгания пазов.
Выше приведено схематическое описание настоящего изобретения и его вариантов осуществления, причем такое описание не является ограничительным, на прилагаемых чертежах показан только один из вариантов осуществления настоящего изобретения, реальная конструкция этим не ограничивается. Поэтому, конструктивные формы и варианты осуществления, аналогичные техническим решениям настоящего изобретения и полученные специалистом в данной области, не отступая от цели настоящего изобретения, даже не прибегая к творческой работе, входят в объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резательный станок и способ автоматической смены стальной проволоки | 2022 |
|
RU2825917C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| ЗАМОК | 2018 |
|
RU2704884C1 |
| ЛИНИЯ ДЛЯ РЕЗКИ ТРУБ И СПОСОБ РЕЗКИ ТРУБ | 2021 |
|
RU2801136C1 |
| МЕХАНИЗМ И СПОСОБ РЕЗКИ СПИРАЛЕШОВНЫХ ТРУБ ПОСРЕДСТВОМ НЕВРАЩАЮЩИХСЯ, ПЕРЕКРЫВАЮЩИХСЯ НОЖЕЙ (ВАРИАНТЫ) | 1998 |
|
RU2205728C2 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2006 |
|
RU2319606C2 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
Группа изобретений относится к области формования заготовки разрезанием, в частности к резательному станку и устройству автоматического переключения его резцов для строгания пазов. Устройство включает опору, вращающийся вал, вращающийся приводной элемент, позиционирующий диск, телескопический механизм и штифт. При этом вращающийся приводной элемент установлен в опоре и соединен с вращающимся валом для приведения вращающегося вала во вращение вокруг собственной центральной оси. На боковой стенке вращающегося вала по периферии установлены несколько наборов резцов для строгания пазов. Позиционирующий диск неподвижно закреплен на вращающемся валу. На верхней торцевой поверхности позиционирующего вала выполнены гнезда, совпадающие со штифтом. Телескопический механизм установлен в опоре, его выдвижной узел простирается вниз и неподвижно соединен со штифтом. Техническим результатом является увеличение скорости автоматического переключения наборов резцов для строгания пазов для обработки панелей с различными типоразмерами и повышение производительности. 2 н. и 7 з.п. ф-лы, 4 ил., 2 пр.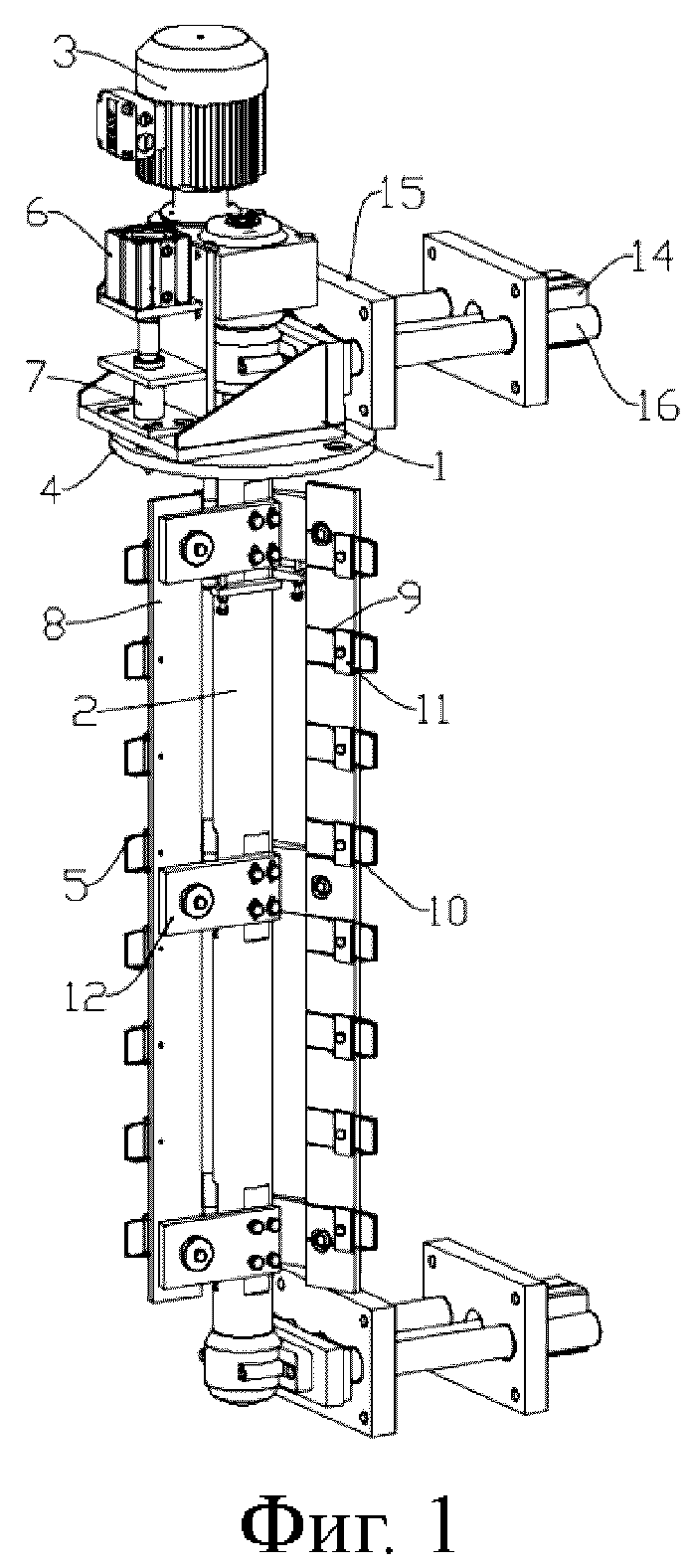
1. Устройство автоматического переключения резцов для строгания пазов, включающее опору (1), вращающийся вал (2), по периферии которого установлены несколько наборов резцов (5) для строгания пазов, и вращающийся приводной элемент (3), причем вращающийся приводной элемент (3) установлен в опоре (1) для приведения вращающегося вала (2) во вращение,
отличающееся тем, что еще включает стопорный механизм, установленный в опоре (1) для фиксации вращающегося вала (2) и включающий позиционирующий диск (4), телескопический механизм (6) и штифт (7); причем позиционирующий диск (4) неподвижно закреплен на вращающемся валу (2), на верхней торцевой поверхности диска выполнены гнезда, совпадающие со штифтом (7); телескопический механизм (6) установлен в опоре (1), его выдвижной узел простирается вниз и неподвижно соединен со штифтом (7).
2. Устройство автоматического переключения резцов для строгания пазов по п. 1, отличающееся тем, что еще включает рейку (8); причем имеет несколько реек (8), неподвижно закрепленных по периферии вращающегося вала (2) на его боковой стенке; один набор указанных резцов (5) для строгания пазов расположен с определенным интервалом по высоте рейки (8).
3. Устройство автоматического переключения резцов для строгания пазов по п. 2, отличающееся тем, что рейка (8) снабжена ограничительными пазами (9) в направлении ее ширины; резец (5) для строгания пазов снабжен опорной планкой (10), вставленной в ограничительный паз (9) и съемно закрепленной в ограничительном пазе (9).
4. Устройство автоматического переключения резцов для строгания пазов по п. 3, отличающееся тем, что еще включает нажимную пластину (11); нажимная пластина (11) неподвижно закреплена на рейке (8) с помощью болтов и выполнена с возможностью прижатия опорной планки (10) к ограничительному пазу (9).
5. Устройство автоматического переключения резцов для строгания пазов по любому пункту из пп. 2-4, отличающееся тем, что еще включает соединительную пластину (12); соединительная пластина (12) неподвижно соединена с вращающимся валом (2) с одной стороны и рейкой (8) с другой стороны.
6. Устройство автоматического переключения резцов для строгания пазов по п. 5, отличающееся тем, что соединительная пластина (12) выполнена с овальным отверстием и неподвижно закреплена на вращающемся валу (2) с помощью болта, проходящего через овальное отверстие.
7. Резательный станок, включающий станину (13) и устройство резцов для строгания пазов, причем имеет несколько пар устройств резцов для строгания пазов, симметрично установленных по обеим сторонам станины (13), отличающийся тем, что в качестве устройства резцов для строгания пазов принято устройство автоматического переключения резцов для строгания пазов по любому пункту из пп. 1-6, а опора (1) неподвижно закреплена на станине (13).
8. Станок по п. 7, отличающийся тем, что еще включает толкающее устройство, которое включает толкающий элемент (14); причем толкающий элемент (14) неподвижно установлен на станине (13) и соединен выдвижным концом с опорой (1).
9. Станок по п. 8, отличающийся тем, что толкающее устройство еще включает направляющую пластину (15) и направляющую штангу (16); причем направляющая пластина (15) неподвижно установлена на станине (13) и снабжена направляющим отверстием для прохождения направляющей штанги (16), а направляющая штанга (16) одним концом неподвижно закреплена в опоре (1).
| US 2021008752 A1, 14.01.2021 | |||
| Адгезиометр | 1957 |
|
SU118249A1 |
| CN 212218806 U, 25.12.2020 | |||
| CN 212888302 U, 06.04.2021 | |||
| JP 2020062729 A, 23.04.2020. | |||

