Изобретение относится к электроэрозионной и электролитно-плазменной обработке токопроводящих материалов и может быть использовано в авиационной, машиностроительной, приборостроительной, нефтяной, химической, горной, металлургической областях промышленности для прошивки отверстий в обрабатываемом изделии любой сложности профиля.
Известен электроэрозионный станок для прошивки отверстий электродом-инструментом, установленным в шпинделе, связанным с приводом подачи и механизмом компенсации износа, управляемыми блоком автоматики по сигналам концевых выключателей (SU 856729, опубл. 23.08.1981). Устройство включает в себя шпиндель, жестко закрепленный на станине, закрепленная в пиноли шпинделя многоэлектродная головка и поворотный стол для закрепления обрабатываемого изделия. За счет использования поворотного стола и многоэлектродной головки возможна обработка массива отверстий.
Устройство обладает следующими недостатками:
- низкие показатели качества обработанной поверхности, т.к. в поверхностном слое обрабатываемого изделия возникают структурные дефекты и остаточные напряжения, что требует дополнительной технологической операции для удаления дефектного слоя механическими или электрофизическими методами;
- обработка возможна только в вертикальном направлении, причем обработка нескольких отверстий с непараллельными осями за один технологический переход невозможна;
- установка и закрепление обрабатываемого изделия производится вручную;
- очистка изделия от продуктов эрозии и рабочей жидкости требует отдельной технологической операции.
Известно устройство для струйного электролитно-плазменного полирования металлических изделий сложного профиля (RU 2640213, опубл. 27.12.2017), позволяющее позиционировать изделия относительно насадки для струйной подачи электролита, содержит емкость с электролитом, источник постоянного тока, положительный полюс которого подключен к обрабатываемому изделию, а отрицательный - к насадке, нагнетающий насос и фильтр грубой очистки электролита. Перемещение исполнительного органа, направленного вертикально вверх осуществляется с помощью пятиосевой системы с ЧПУ с обеспечением струйного воздействия в положении, близком к положению нормали к обрабатываемой поверхности.
Недостатки указанного устройства:
- ограничено использованием только одного метода обработки в качестве финишной операции;
- электролитно-плазменная обработка характеризуется низкой скоростью съема материала;
- установка и закрепление обрабатываемого изделия производится вручную;
- затруднен доступ исполнительного органа к некоторым поверхностям, для обработки которых требуется переустановка обрабатываемого изделия.
Известна очистительная установка для деталей, изготавливаемых промышленным способом (RU 2618816, опубл. 11.05.2017), содержащая по меньшей мере две пространственно отделенные друг от друга рабочие камеры для очистки деталей и одну соседнюю, пространственно отделенную от них камеру для приема робота для манипулирования деталями в очистительной установке, расположенные на одной общей базовой плите, причем для каждой рабочей камеры предусмотрен собственный гидравлический контур для подачи технологической текучей среды в рабочую камеру.
Однако, недостатками указанного устройства является то, что оно используется только для одной технологической операции, а рабочее пространство робота ограничено размерами рабочей камеры.
Наиболее близким устройством того же назначения к заявленному является роботизированное устройство для электроэрозионной прошивки отверстия электродом-инструментом в детали из материала, полностью или ограниченно проводящего электрический ток, содержащее электрод-инструмент, систему подачи рабочей жидкости в виде трансформаторного масла в зону обработки, генератор тока, подающий электрические импульсы на обрабатываемую деталь (+) и на электрод-инструмент (-), блок управления и устройство для разработки управляющей программы. Устройство снабжено многоосевым манипуляционным роботом со сферической системой координат, подключенным к блоку управления и устройству для разработки управляющей программы, и системой сбора и отвода отработанной жидкости и продуктов электроэрозии, вымываемых из зоны обработки в процессе прошивки отверстия, выполненной с возможностью взаимодействия с системой подачи жидкости в зону обработки с получением замкнутой системы рециркуляции рабочей жидкости, при этом на выходном звене многоосевого манипуляционного робота жестко закреплен исполнительный орган, выполненный с возможностью многоосевого перемещения, задаваемого управляющей программой, и содержащий подсоединенный к генератору импульсов тока (-) полый стержень с установленным на нем быстрозажимным патроном для закрепления электрода-инструмента, выполненного в виде полого или сплошного, одиночного или составного электрода-инструмента, система подачи рабочей жидкости в зону обработки включает емкость с рабочей жидкостью, фильтр тонкой очистки на выходе из емкости, насос, регулятор давления рабочей жидкости, соединенные посредством гибкого трубопровода, при этом трубопровод подсоединен к полому стержню для подвода рабочей жидкости в полость стержня в быстрозажимном патроне к электроду-инструменту и в зону обработки, а система сбора и отвода отработанной жидкости и продуктов электроэрозии, вымываемых из зоны обработки в процессе прошивки отверстия, содержит соединенные трубопроводом, с установленным в нем фильтром грубой очистки, ванну и упомянутую емкость с рабочей жидкостью, причем в ванне установлен стол для размещения на нем с зазором обрабатываемой детали (RU 2802609, опубл. 30.08.2023).
Однако, известное роботизированное устройство не позволяет выполнять последовательно три технологические операции, позволяющие в конечном счете получать высокое качество обработанного изделия на одной единице оборудования.
Электроэрозионная обработка характеризуется низкими показателями качества обработанной поверхности прошитого отверстия, в поверхностном слое материала возникают структурные дефекты и остаточные напряжения, поэтому требуется дополнительная технологическая операция для удаления дефектного слоя механическими или электрофизическими методами, которые известным устройством не осуществимы. Кроме того, устройство не позволяет производить очистку обработанного изделия от рабочей жидкости в виде трансформаторного масла и продуктов электроэрозии, что снижает его технологические возможности и качество полученного продукта.
Технической задачей является повышение качества изделий, полученных методом электроэрозионной прошивки отверстий при автоматизации процесса обработки, вспомогательных технологических переходов и совмещении трех технологических операций на одной единице оборудования.
Технический результат заключается в расширении функциональных возможностей устройства за счет согласованного автоматизированного выполнения с высоким качеством трех технологических операций на одной единице оборудования.
Технический результат достигается за счет того, что роботизированное устройство для прошивки и обработки отверстий в изделии содержит многоосевой манипуляционный робот со сферической системой координат и модуль электроэрозионной прошивки отверстий, электрически связанные с блоком управления. Согласно изобретению, дополнительно вокруг робота размещены стол для заготовок и обработанных изделий и два модуля модуль электролитно-плазменной обработки отверстий и модуль ультразвуковой очистки, электрически связанные с блоком управления и с манипуляционным роботом, при этом робот выполнен с возможностью перемещения между тремя модулями и снабжен захватом для закрепления и переноса изделия в процессе обработки. Модуль электроэрозионной прошивки отверстий содержит исполнительный орган, закрепленный на столе модуля электроэрозионной прошивки отверстий, модуль ультразвуковой очистки содержит генератор ультразвуковых колебаний, электрически связанный с блоком управления, а модуль электролитно-плазменной обработки включает источник питания, исполнительный орган, закрепленный на столе модуля электролитно-плазменной обработки, и систему циркуляции электролита, подключенные к блоку управления.
Комбинация модулей для электроэрозионной, электролитно-плазменной обработки и ультразвуковой очистки, электрически связанных с программным блоком управления обеспечивает согласованное автоматизированное выполнение с высоким качеством трех технологических операций на одной единице оборудования.
Наличие модуля для электролитно-плазменной обработки обеспечивает финишную обработку отверстий после электроэрозионной прошивки.
Наличие модуля для ультразвуковой очистки позволяет удалять элементы рабочей жидкости и электролита, а также продуктов электроэрозионной и электролитно-плазменной обработки. За счет ультразвуковых колебаний обеспечивается очистка даже глубоких глухих отверстий.
Захват, установленный на манипуляционном роботе, обеспечивает автоматическое закрепление и перемещение обрабатываемого изделия внутри модулей и от модуля к модулю согласно управляющей программе.
Изобретение проиллюстрирована следующими фигурами.
На фиг. 1 представлена схема подключения модулей роботизированного устройства для прошивки и обработки отверстий в изделии.
На фиг. 2 представлена схема перемещения манипуляционного робота между модулями устройства.
На фиг. 3 представлена кинематическая схема манипуляционного робота.
На фиг. 4 представлена схема модуля для электроэрозионной прошивки отверстий.
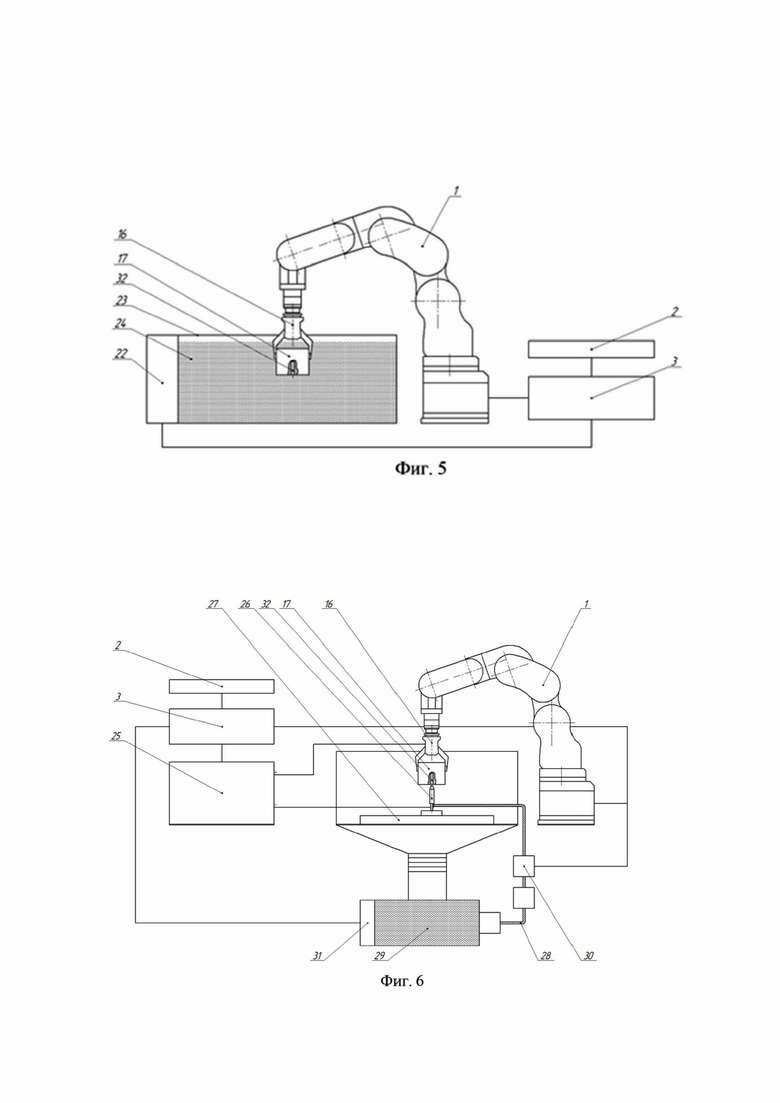
На фиг. 5 представлена схема модуля для ультразвуковой очистки.
На фиг. 6 представлена схема модуля для электролитно-плазменной обработки.
Заявляемое устройство включает манипуляционный многоосевый робот 1, устройство для разработки управляющей программы 2, блок управления 3, модуль 4 для электроэрозионной прошивки отверстий, модуль 5 ультразвуковой очистки, модуль 6 электролитно-плазменной обработки, а также стол 7 для заготовок и обработанных изделий (фиг. 1, фиг. 2).
Многоосевой манипуляционный робот 1 со сферической системой координат включает неподвижное основание 8 и шесть подвижных звеньев 9-14 (фиг. 3).
Модуль 4 для электроэрозионной прошивки отверстий (фиг. 4) включает себя генератор импульсного тока 15, соединенный с захватом 16, в котором закреплено обрабатываемое изделие 17, и исполнительным органом 18, установленным на столе 19, а также систему 20 рециркуляции рабочей жидкости 21 в виде трансформаторного масла. Модуль 4 электрически связан с блоком управления 3.
Модуль 5 для ультразвуковой очистки (фиг. 5) обрабатываемого изделия 17 включает в себя генератор ультразвуковых колебаний 22, подключенный к блоку управления 3, и ванну 23 с очищающей жидкостью 24.
Модуль 6 для электролитно-плазменной обработки отверстий (фиг. 6) включает источник питания 25, подключенный к блоку управления 3 и подающий положительный потенциал на захват 16, в котором закреплена обрабатываемое изделие 17 (анод) и отрицательный потенциал на исполнительный орган для электролитно-плазменной обработки 26 (катод), закрепленный на столе 27 модуля 6, систему циркуляции 28 электролита 29, также подключенные к блоку управления 3 устройство 30 для управления напором электролита 29 и устройство 31 для нагрева и поддержания рабочей температуры электролита 29.
Обрабатываемое отверстие в изделии 17 обозначено позицией 32.
Устройство работает следующим образом.
Обрабатываемое изделие 17 закрепляется в захвате 16 манипуляционного робота 1, подключенного к блоку управления 3, связанному с устройством для разработки управляющей программы 2, и перемещается со стола 7 для заготовок и обработанных изделий в модуль 4 для электроэрозионной прошивки отверстий (перемещение I-II) (фиг. 2).
Блок управления 3 согласно заданной программе включает систему 20 рециркуляции рабочей жидкости 21 и генератор импульсного тока 15, соединенный с захватом 16, в котором закреплено обрабатываемое изделие 17. Исполнительный орган 18, установленный на столе 19, осуществляет электроэрозионную прошивку отверстия 32 в результате перемещения обрабатываемого изделия 17 относительно исполнительного органа 18 манипуляционным роботом 1.
Согласно заданной программе робот 1 перемещает обрабатываемое изделие 17 в модуль 5 (перемещение II-III). Затем включается генератор ультразвуковых колебаний 22, подключенный к блоку управления 3, деталь выдерживается в ванне 23 с очищающей жидкостью 24 согласно управляющей программе для очистки обрабатываемого изделия 17 от элементов рабочей жидкости 21 и продуктов электроэрозии.
Далее захват 16 перемещает обрабатываемое изделие 17 в модуль 6 для электролитно-плазменной обработки (перемещение III-IV). Включается источник тока 25, подающий положительный потенциал на захват 16, в котором закреплена обрабатываемое изделие 17 (анод), и отрицательный потенциал - на исполнительный орган 26 для электролитно-плазменной обработки (катод) и систему циркуляции 28 электролита 29, осуществляется электролитно-плазменная обработка отверстия 32. Постоянство потока электролита 29 обеспечивает устройство для управления напором 30. Постоянство рабочей температуры электролита 29 обеспечивает устройство 31 для нагрева и поддержания рабочей температуры.
Обрабатываемое изделие 17 затем с помощью захвата 16 перемещается в модуль 5 для ультразвуковой очистки (перемещение IV-V). Включается генератор ультразвуковых колебаний 22, подключенный к блоку управления 3, деталь выдерживается в ванне 23 с очищающей жидкостью 24 согласно управляющей программе для очистки обрабатываемого изделия 17 от элементов электролита 29 и продуктов электролитно-плазменной обработки.
По окончании технологического процесса робот 1 перемещает обрабатываемое изделие 17 на стол 7 (перемещение V-VI) и освобождает изделие 17 из захвата 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЯ ЭЛЕКТРОД-ИНСТРУМЕНТОМ | 2022 |
|
RU2802609C1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
| МОДУЛЬНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПРЕДМЕТОВ | 2011 |
|
RU2572897C2 |
| Роботизированный комплекс для нанесения полимерных и лекарственных покрытий на импланты | 2018 |
|
RU2699356C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| ТЕХНОЛОГИЧЕСКИЙ УЗЕЛ И УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПРЕДМЕТА | 2011 |
|
RU2553854C2 |
| ЭКСПЕРТНАЯ СИСТЕМА НА БАЗЕ МЕДИЦИНСКОГО МАНИПУЛЯЦИОННОГО РОБОТА ДЛЯ ТРАНСПЕДИКУЛЯРНОЙ ФИКСАЦИИ ПОЗВОНОЧНИКА | 2023 |
|
RU2833780C1 |
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| КОМБИНИРОВАННОЕ ЗАХВАТНОЕ УСТРОЙСТВО РОБОТА-МАНИПУЛЯТОРА | 2019 |
|
RU2730343C1 |



Изобретение относится к электроэрозионной и электролитно-плазменной обработке токопроводящих материалов и может быть использовано в авиационной, машиностроительной, приборостроительной, нефтяной, химической, горной, металлургической областях промышленности для прошивки отверстий в обрабатываемом изделии любой сложности профиля. Роботизированное устройство содержит многоосевой манипуляционный робот со сферической системой координат и модуль электроэрозионной прошивки отверстий, электрически связанные с блоком управления. Вокруг робота размещены стол для заготовок и обработанных изделий и два модуля – модуль ультразвуковой очистки и модуль электролитно-плазменной обработки отверстий, электрически связанные с блоком управления и с манипуляционным роботом. Робот выполнен с возможностью перемещения между тремя модулями и снабжен захватом для закрепления и переноса изделия в процессе обработки. Технический результат заключается в расширении функциональных возможностей устройства за счет согласованного автоматизированного выполнения с высоким качеством трех технологических операций на одной единице оборудования. 6 ил.
Роботизированное устройство для прошивки и обработки отверстий в изделии, содержащее многоосевой манипуляционный робот со сферической системой координат и модуль электроэрозионной прошивки отверстий, электрически связанные с блоком управления, отличающееся тем, что дополнительно вокруг робота размещены стол для заготовок и обработанных изделий и два модуля – модуль ультразвуковой очистки и модуль электролитно-плазменной обработки отверстий, электрически связанные с блоком управления и с манипуляционным роботом, при этом робот выполнен с возможностью перемещения между тремя модулями и снабжен захватом для закрепления и переноса изделия в процессе обработки, причем модуль электроэрозионной прошивки отверстий содержит исполнительный орган, закрепленный на столе модуля электроэрозионной прошивки отверстий, модуль ультразвуковой очистки содержит генератор ультразвуковых колебаний, электрически связанный с блоком управления, а модуль электролитно-плазменной обработки включает источник питания, исполнительный орган, закрепленный на столе модуля электролитно-плазменной обработки, и систему циркуляции электролита, подключенные к блоку управления.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЯ ЭЛЕКТРОД-ИНСТРУМЕНТОМ | 2022 |
|
RU2802609C1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| ОЧИСТИТЕЛЬНАЯ УСТАНОВКА ДЛЯ ДЕТАЛЕЙ, ИЗГОТАВЛИВАЕМЫХ ПРОМЫШЛЕННЫМ СПОСОБОМ | 2014 |
|
RU2618816C2 |
| Роботизированный технологический комплекс для электрохимической струйной обработки | 1987 |
|
SU1442341A1 |
| WO 2013045633 A1, 04.04.2013 | |||
| WO 2008030978 A2, 13.03.2008 | |||
| FR 2879949 B1, 01.08.2008. | |||

