Область техники, к которой относится настоящее изобретение
[0001] Настоящее изобретение относится к технической области шлифовки непрерывного сварного шва непрерывного свариваемого материала на автоматизированной производственной линии, в частности, к устройству для шлифовки сварного шва.
Предшествующий уровень техники настоящего изобретения
[0002] В последние годы постепенно ужесточаются требования к материалам для изготовления непрерывных труб, что обусловлено усовершенствованием промышленных стандартов в Китае. При этом на новый уровень также выходят требования к шлифовке сварных швов на непрерывных продольно-шовных трубах. Поскольку традиционно используемое оборудование для шлифовки сварных швов на непрерывных продольно-шовных трубах предусматривает поперечную шлифовку с помощью абразивных лент, т.е. операции по шлифовке продольно-шовных труб с помощью абразивных лент выполняются за счет размещения абразивных лент поперек продольно свариваемых трубных заготовок, подлежащих шлифовке, с непрерывным перемещением абразивных лент, то непрерывные продольно-шовные трубные заготовки подвергаются воздействию сил движения абразивных лент, что приводит к смещению непрерывных продольно-шовных трубных заготовок во время шлифовки, вследствие чего результат шлифовки сварного шва отклоняется от фактически требуемого результата шлифовки. Этот дефект является критическим для высокоточных труб. Следовательно, отрасль столкнулась с необходимостью разработки специалистами в данной области техники устройства для шлифовки сварных швов, которое могло бы обеспечивать непрерывную шлифовку абразивными лентами таким образом, чтобы эти абразивные ленты не инициировали приложение смещающих нагрузок к непрерывным продольно-шовным трубным заготовкам, решая тем самым означенную техническую задачу.
Краткое раскрытие настоящего изобретения
Технические задачи
[0003] Вариантами осуществления настоящего изобретения предложено устройство для шлифовки сварного шва, которое обеспечивает возможность непрерывной шлифовки с помощью абразивных лент, не инициируя приложение абразивными лентами смещающих нагрузок к непрерывным продольно-шовным трубным заготовкам, при этом устройство для шлифовки сварного шва образует шлифовальное устройство с поворотным механизмом, которое включает в себя шлифовальную ленту, приводной ролик, натяжной ролик и прижимной ролик, и обеспечивает выполнение операции по шлифовке шлифовальной лентой таким образом, что шлифовальная лента охватывает приводной ролик, натяжной ролик и прижимной ролик и совершает движение параллельно направлению движения непрерывного свариваемого материала.
Технические решения
[0004] В частности, согласно одному из аспектов настоящего изобретения предложено устройство для шлифовки сварного шва, предназначенное для непрерывной шлифовки сварного шва на непрерывном свариваемом материале w, при этом устройство для шлифовки сварного шва включает в себя шлифовальную ленту 1, приводной ролик 2 и натяжной ролик 3, и отличающееся тем, что это устройство для шлифовки сварного шва дополнительно включает в себя прижимной ролик 4, причем прижимной ролик 4, приводной ролик 2, натяжной ролик 3 и шлифовальная лента 1 образуют шлифовальное устройство; шлифовальная лента 1 охватывает прижимной ролик 4, приводной ролик 2 и натяжной ролик 3 и совершает движение параллельно направлению движения непрерывного свариваемого материала w; прижимной ролик 4 прижимает шлифовальную ленту 1 к месту расположения непрерывного сварного шва на непрерывном свариваемом материале w; а приводной ролик 2 приводит в действие шлифовальную ленту 1, инициируя ее прокручивание таким образом, что обеспечивается непрерывная шлифовка непрерывного сварного шва с помощью шлифовальной ленты 1.
[0005] Согласно одному из аспектов вариантов осуществления настоящего изобретения устройство для шлифовки сварного шва дополнительно снабжено поворотным механизмом b и несущей рамой j; при этом поворотный механизм b включает в себя поворотную раму b1, дугообразную направляющую b2 и приводное устройство b3, причем поворотная рама b1 располагается на дугообразной направляющей b2, дугообразная направляющая b2 и приводное устройство b3 располагаются на несущей раме j, а приводное устройство b3 дополнительно соединено с поворотной рамой b1 и приводит в действие поворотную раму b1, инициируя ее скольжение вдоль дугообразной направляющей b2.
[0006] Согласно одному из аспектов вариантов осуществления настоящего изобретения все элементы из числа прижимного ролика 4, приводного ролика 2 и натяжного ролика 3 установлены на поворотной раме b1, и предусмотрен, по меньшей мере, один прижимной ролик 4, причем поворотная рама b1 приводит в действие прижимной ролик 4, инициируя его перемещение вдоль дугообразной направляющей b2 с центром, совпадающим с центром непрерывного свариваемого материала w, а прижимной ролик 4 при этом прижимает шлифовальную ленту 1 для шлифовки непрерывного свариваемого материала w.
[0007] Согласно одному из аспектов вариантов осуществления настоящего изобретения на приводном устройстве ЬЗ располагается кривошип b3q, выполненный с возможностью совершения кругового движения, а между кривошипом b3q и поворотной рамой b1 располагается соединительный шток b3 с; при этом приводное устройство b3 может приводить в действие поворотную раму b1 через кривошипно-шатунный механизм, образованный кривошипом b3q и соединительным штоком b3 с, инициируя ее периодическое качание в пределах фиксированного диапазона.
[0008] Согласно одному из аспектов вариантов осуществления настоящего изобретения устройство для шлифовки сварного шва дополнительно снабжено подъемным механизмом s, причем подъемный механизм s располагается между поворотной рамой b1 и дугообразной направляющей b2 и выполнен с возможностью приведения в движение поворотной рамы b1, инициируя совершение ею линейных перемещений вверх и вниз, причем траектория, по которой поворотная рама b1 совершает линейные перемещения вверх и вниз под действием подъемного механизма s, всегда совпадает с центром непрерывного свариваемого материала w.
[0009] Согласно одному из аспектов вариантов осуществления настоящего изобретения подъемный механизм s дополнительно снабжен опорной рамой sz, ходовым винтом sk и линейной направляющей h, при этом на опорной раме sz установлена поворотная рама b1, соединенная через линейную направляющую h, сама опорная рама sz располагается на дугообразной направляющей b2, а поворотная рама b1 дополнительно снабжена отверстием р для винта; ходовой винт sk закреплен на опорной раме sz, причем ходовой винт sk проходит через отверстие р для винта, а перемещение поворотной рамы b1 вверх обеспечивается за счет вращения ходового винта sk.
[0010] Согласно одному из аспектов вариантов осуществления настоящего изобретения между нажимным роликом 4 и поворотной рамой b1 дополнительно предусмотрен регулятор уа давления, причем регулятор уа давления может регулировать давление, оказываемое нажимным роликом 4 для прижатия шлифовальной ленты 1 к непрерывному сварному шву на непрерывном свариваемом материале w, благодаря чему корректируется глубина шлифования, осуществляемого шлифовальной лентой 1.
Краткое описание чертежей
[0011] Признаки, преимущества и технические эффекты примеров осуществления настоящего изобретения будут описаны ниже в привязке к прилагаемым чертежам.
[0012] Перечень номеров позиций: 1 шлифовальная лента, 2 приводной ролик, 3 - натяжной ролик, 4 - прижимной ролик, w - непрерывный свариваемый материал, b -поворотный механизм, b1 поворотная рама, b2 дугообразная направляющая, b3 приводное устройство, b3q кривошип, b3 с соединительный шток, b3d электродвигатель, j - несущая рама, s - подъемный механизм, sz - опорная рама, sk - ходовой винт, h - линейная направляющая, р - отверстие для винта, уа - регулятор давления.
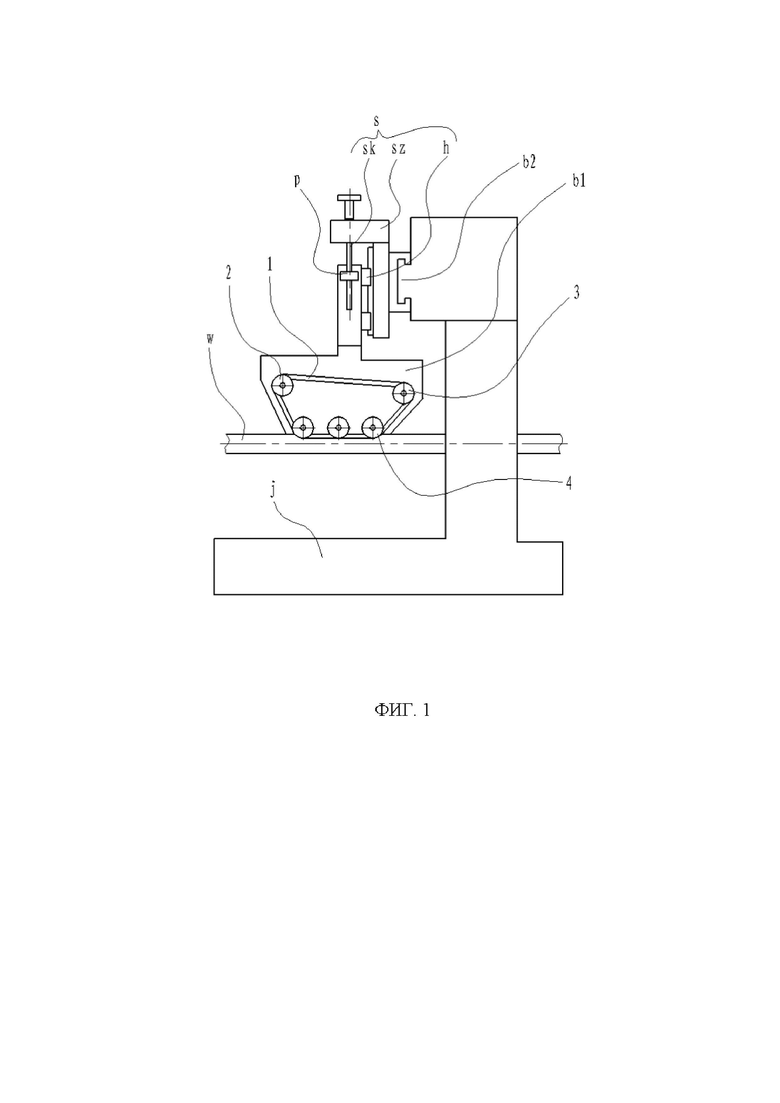
[0013] На фиг. 1 представлено схематическое изображение, иллюстрирующее компоновку базовой конструкции согласно одному из вариантов осуществления настоящего изобретения.
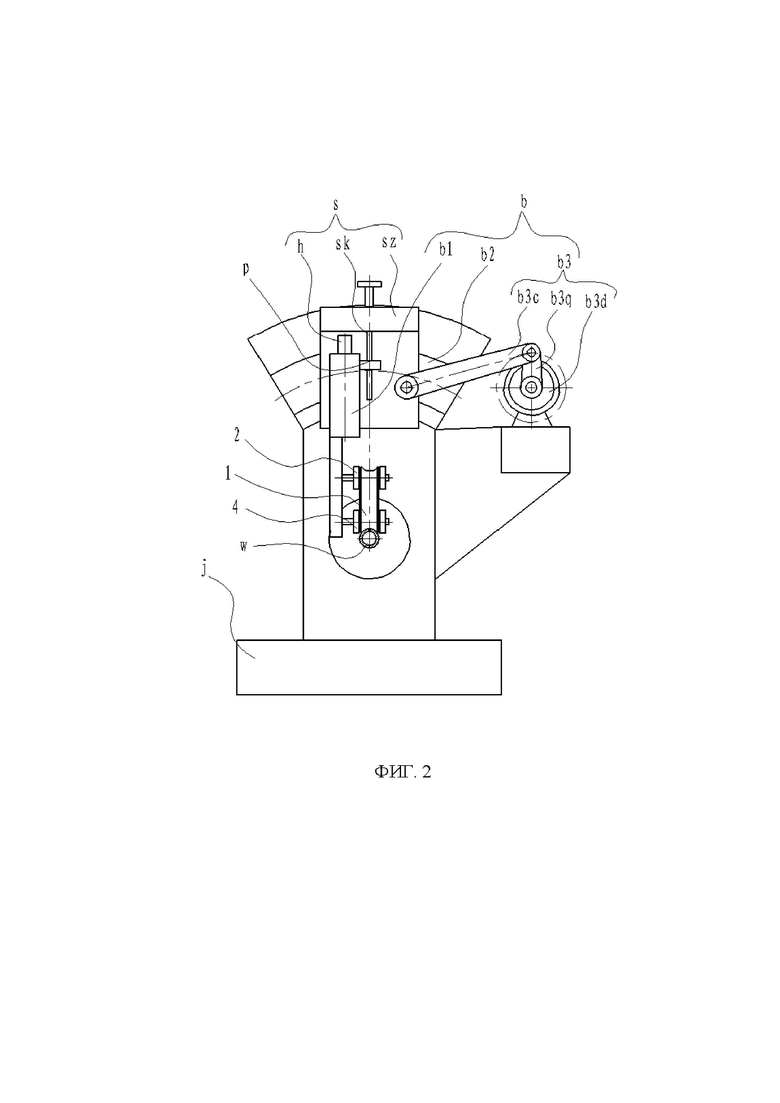
[0014] На фиг. 2 схематически показан вид спереди одного из вариантов осуществления настоящего изобретения.
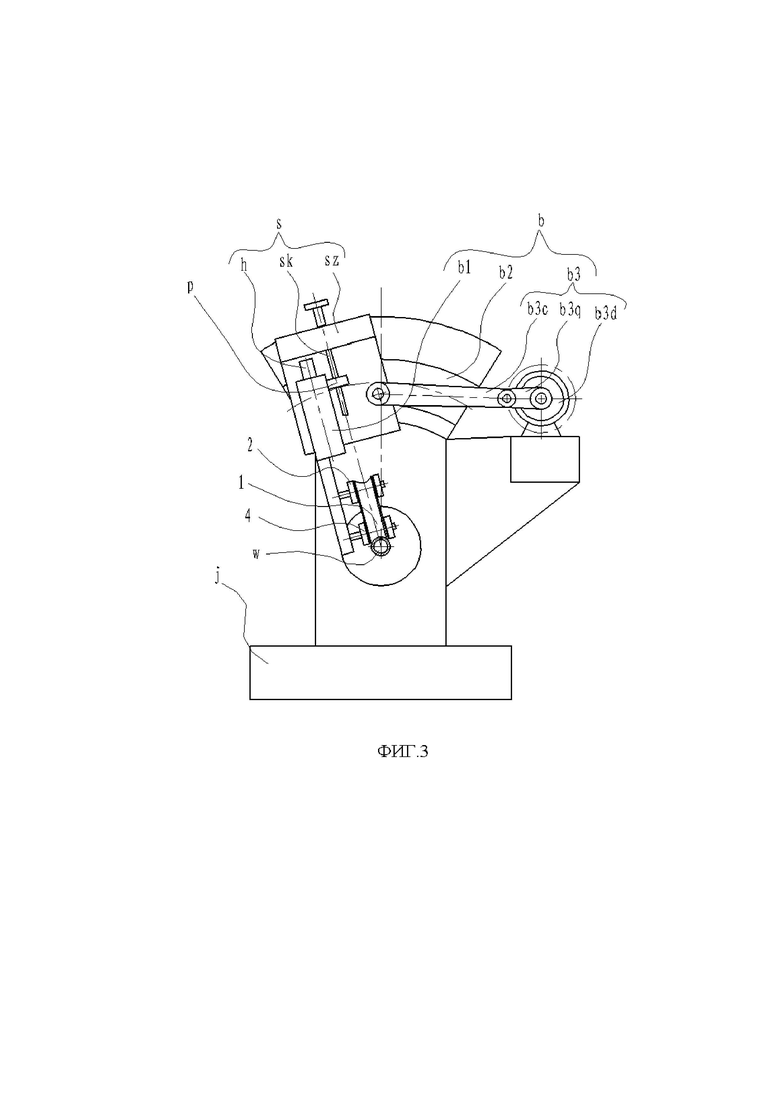
[0015] На фиг. 3 представлено схематическое изображение одного из вариантов осуществления настоящего изобретения, отклоняющегося влево.
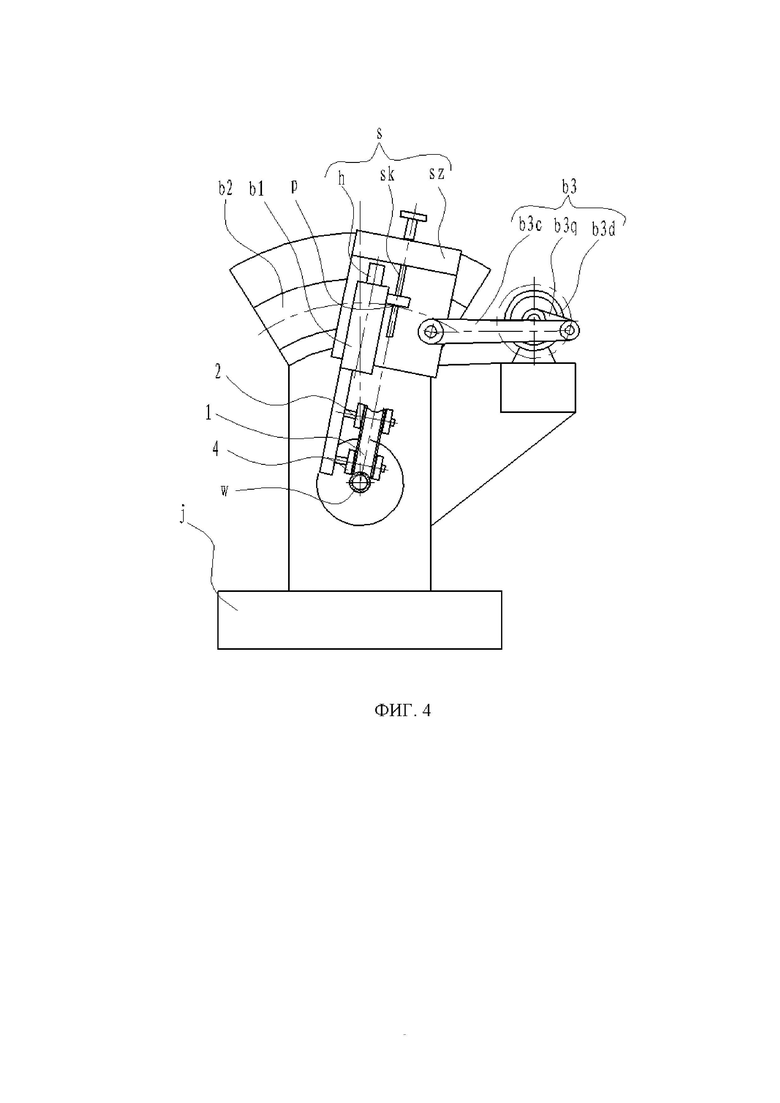
[0016] На фиг. 4 представлено схематическое изображение одного из вариантов осуществления настоящего изобретения, отклоняющегося вправо.
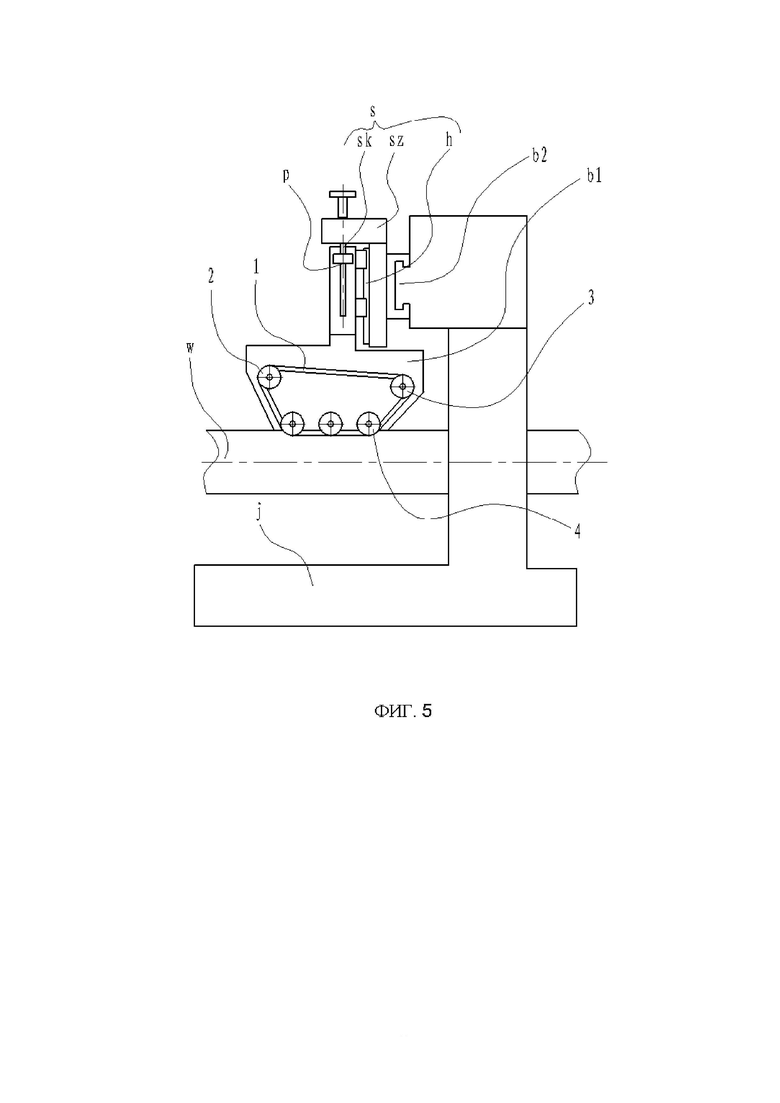
[0017] На фиг. 5 представлено схематическое изображение, иллюстрирующее изменение технических характеристик согласно одному из вариантов осуществления настоящего изобретения.
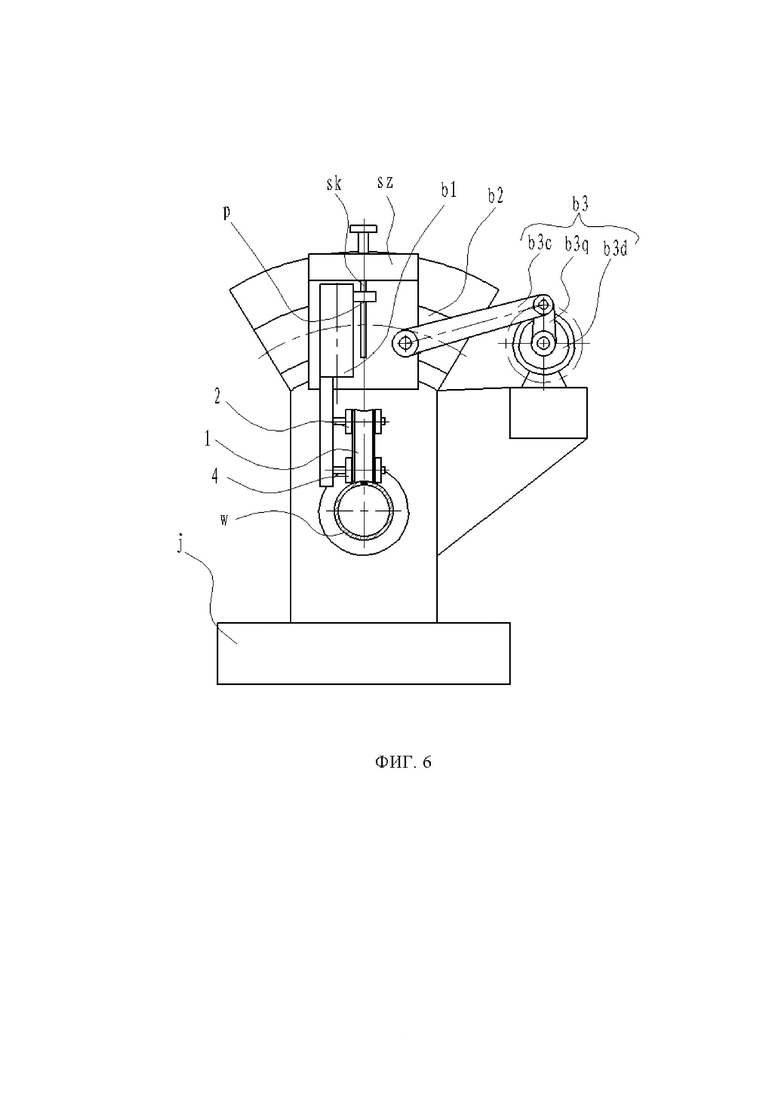
[0018] На фиг. 6 схематически показан вид спереди, иллюстрирующий изменение технических характеристик согласно одному из вариантов осуществления настоящего изобретения.
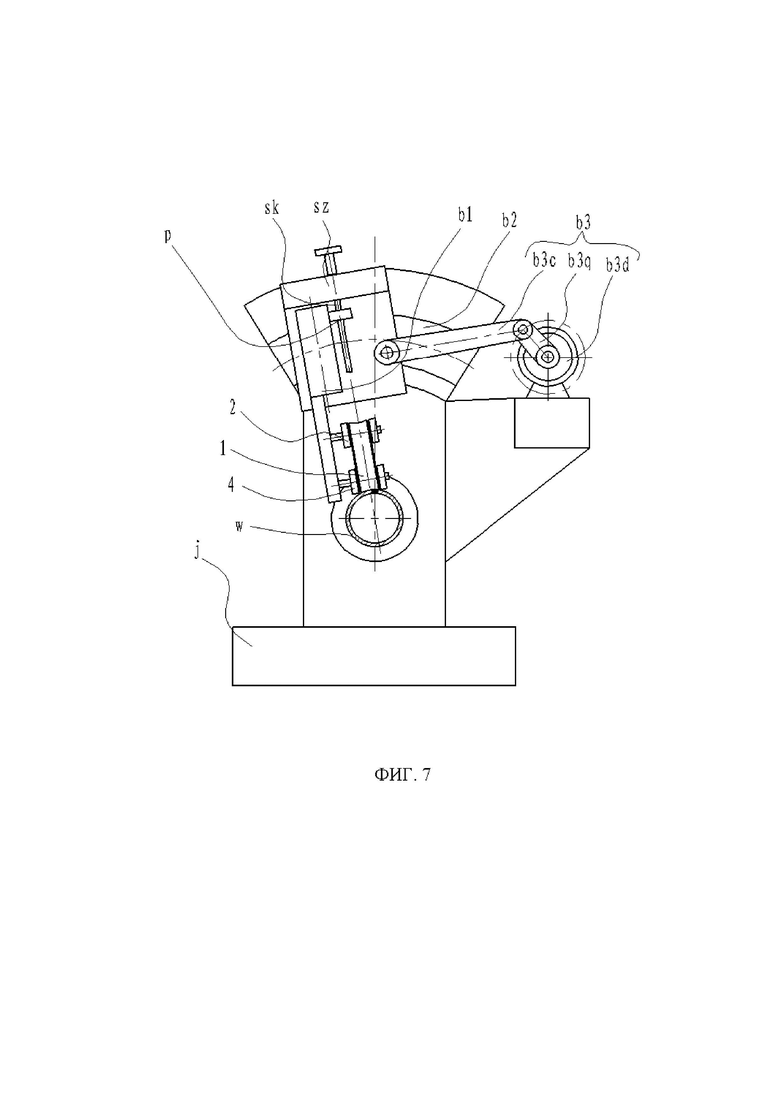
[0019] На фиг. 7 представлено схематическое изображение, иллюстрирующее изменение технических характеристик с качением влево согласно одному из вариантов осуществления настоящего изобретения.
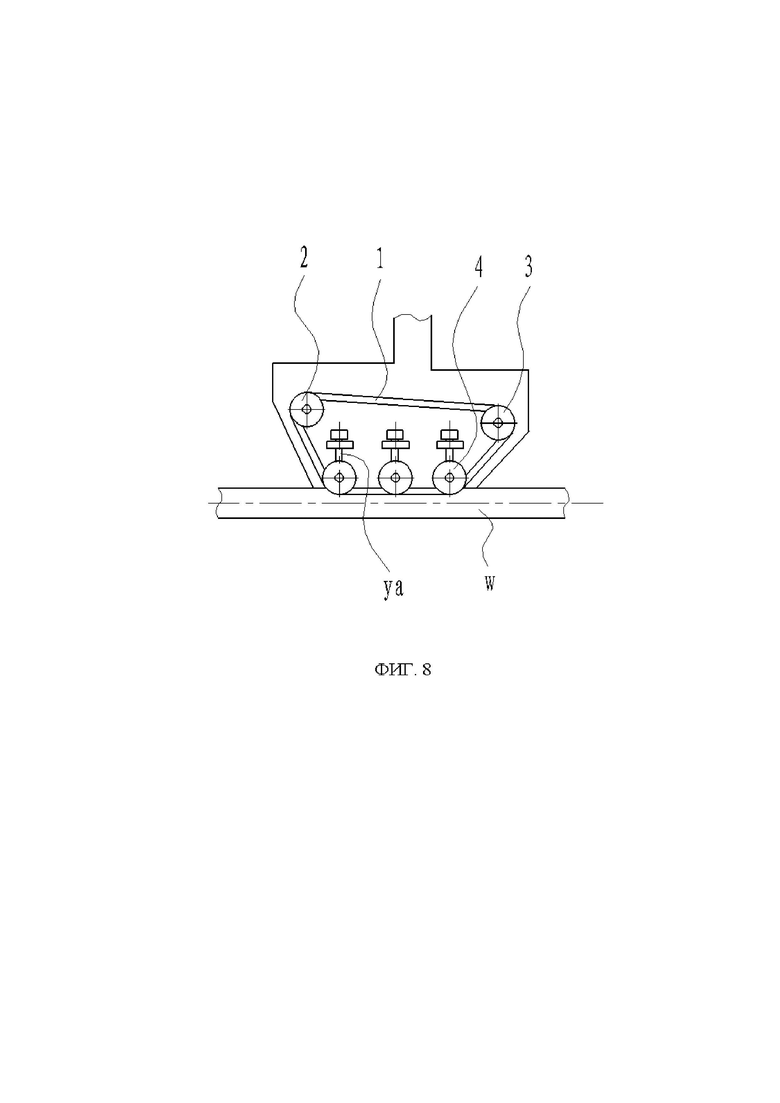
[0020] На фиг. 8 схематически показана конструкция регулятора уа давления согласно одному из вариантов осуществления настоящего изобретения.
[0021] На прилагаемых чертежах для обозначения одинаковых элементов используются одни и те же номера позиций. Прилагаемые чертежи вычерчены не в реальном масштабе.
Подробное раскрытие вариантов осуществления настоящего изобретения
[0022] Примеры реализации заявленного изобретения подробно описаны ниже в привязке к прилагаемым чертежам и вариантам осуществления настоящего изобретения. Подробное описание последующих вариантов осуществления заявленного изобретения и прилагаемые чертежи используются для иллюстративного раскрытия настоящего изобретения, но при этом они никоим образом не ограничивают его объем; т.е. настоящее изобретение не ограничено описанными предпочтительными вариантами его осуществления, а объем заявленного изобретения определяется его формулой.
[0023] Следует отметить, что в описании вариантов осуществления настоящего изобретения термины «перпендикулярный» и «параллельный», если только не указано иное, не только обозначают абсолютную «перпендикулярность» и «параллельность» в математическом смысле, но могут также пониматься как «примерно перпендикулярный» и «примерно параллельный».
[0024] На фиг. 1 представлено схематическое изображение, иллюстрирующее компоновку базовой конструкции согласно одному из вариантов осуществления настоящего изобретения.
[0025] На фиг. 2 схематически показан вид спереди одного из вариантов осуществления настоящего изобретения.
[0026] Как показано на фиг. 1 и 2, настоящим изобретением предложено устройство для шлифовки сварного шва, которое обеспечивает возможность шлифования с помощью абразивной ленты, не инициируя приложение абразивной лентой смещающей нагрузки к непрерывной продольно-шовной трубной заготовке. Это устройство для шлифовки обеспечивает выполнение шлифовальной лентой операции по шлифовке за счет обеспечения наличия шлифовального устройства с поворотным механизмом, которое снабжено шлифовальной лентой, приводным роликом, натяжным роликом и нажимным роликом, причем шлифовальная лента оборачивается вокруг приводного ролика, натяжного ролика и нажимного ролика, перемещаясь в направлении, параллельном направлению движения непрерывного свариваемого материала. В одном из частных примеров реализации настоящего изобретения конструкция устройства для шлифовки может включать в себя шлифовальную ленту 1, приводной ролик 2, натяжной ролик 3 и нажимной ролик 4, причем нажимной ролик 4, приводной ролик 2, натяжной ролик 3 и шлифовальная лента 1 образуют шлифовальное устройство, а шлифовальная лента 1 оборачивается вокруг нажимного ролика 4, приводного ролика 2 и натяжного ролика 3, образуя кольцевую непрерывную структуру шлифовки, которая может совершать круговое движение. Все элементы из числа нажимного ролика 4, приводного ролика 2 и натяжного ролика 3 снабжены канавками, соответствующими непрерывному свариваемому материалу w, а шлифовальная лента 1 выполнена в виде плоской и слегка упругой шлифовальной ленты типа кольцевой бесконечной ленты, которая снабжена шлифовальным просветом с определенной степенью кривизны при оборачивании вокруг прижимного ролика 4 с канавками. Приводной ролик 2 может обеспечивать активную мощность и приводить в действие шлифовальную ленту, инициируя ее перемещение и круговое движение; натяжной ролик 3 выполнен с возможностью натяжения шлифовальной ленты 1; прижимной ролик 4 прижимает шлифовальную ленту 1 к месту расположения непрерывного сварного шва на непрерывном свариваемом материале w; и приводной ролик 2 приводит в действие шлифовальную ленту 1, инициируя ее прокручивание таким образом, что обеспечивается непрерывная шлифовка непрерывного сварного шва с помощью шлифовальной ленты 1. При этом может быть предусмотрено множество прижимных роликов 4, выстроенных в направлении, которое совпадает с направлением движения непрерывного свариваемого материала w, вследствие чего может гарантироваться направление движения шлифовальной ленты 1 параллельно направлению движения непрерывного свариваемого материала w. Кроме того, представленный вариант реализации настоящего изобретения дополнительно включает в себя поворотный механизм b и несущую раму j; поворотный механизм b дополнительно включает в себя поворотную раму b1, дугообразную направляющую b2 и приводное устройство b3; поворотная рама b1 выполнена в виде пластиноподобной структуры, которая располагается на дугообразной направляющей b2. Дугообразная направляющая b2 представляет собой дорожку в форме дуги, а приводным устройством b3 служит механизм с электроприводом, который может обеспечивать крутящий момент; при этом оба элемента из числа дугообразной направляющей b2 и приводного устройства b3 располагаются на несущей раме j, а приводное устройство b3 дополнительно соединено с поворотной рамой b1 и приводит в действие поворотную раму b1, инициируя ее скольжение вдоль дугообразной направляющей b2. Все элементы из числа нажимного ролика 4, приводного ролика 2 и натяжного ролика 3 установлены на поворотной раме b1, причем предусмотрен, по меньшей мере, один прижимной ролик 4; поворотная рама Ы приводит в действие нажимной ролик 4, инициируя его перемещение по дугообразной направляющей b2 с центром, совпадающим с центром непрерывного свариваемого материала w, а прижимной ролик 4 при этом прижимает шлифовальную ленту 1 для шлифовки непрерывного свариваемого материала w.
[0027] На фиг. 3 представлено схематическое изображение одного из вариантов осуществления настоящего изобретения, отклоняющегося влево.
[0028] На фиг. 4 представлено схематическое изображение одного из вариантов осуществления настоящего изобретения, отклоняющегося вправо.
[0029] Как показано на фиг. 3 и 4, согласно одному из аспектов представленного варианта осуществления настоящего изобретения приводное устройство b3 снабжено электродвигателем b3d; на выходном валу электродвигателя b3d установлен кривошип b3q, выполненный с возможностью совершения кругового движения; а между кривошипом b3q и поворотной рамой b1 располагается соединительный шток b3 с. Кривошип b3q и соединительный шток b3 с шарнирно соединены друг с другом посредством шарнирного вала, что обеспечивает возможность вращения кривошипа b3q и соединительного штока b3c относительно друг друга. Один конец поворотной рамы b1 дополнительно снабжен вращающимся валом, и посредством этого вращающегося вала соединительный шток b3 с соединен с поворотной рамой b1; кривошип b3q, соединительный шток b3 с, электродвигатель b3d, шарнирный вал и вращающийся вал образуют кривошипно-шатунный механизм в сборе, который может обеспечивать двусторонние тяговые усилия, и с помощью этого кривошипно-шатунного механизма приводное устройство В3 может приводить в действие поворотную раму b1, инициируя ее периодическое качание в пределах фиксированного диапазона. При вращении электродвигателя b3d кривошип b3q тянет соединительный шток b3 с на себя, заставляя его выдвигаться вперед и отводиться назад, а соединительный шток b3 с, в свою очередь, тянет на себя поворотную раму b1, инициируя ее скольжение вдоль дугообразной направляющей b2, в результате чего обеспечивается размеренное шлифование с возвратно-поступательным движением шлифовальной ленты 1, располагающейся на поворотной раме b1 по внешней окружности непрерывного свариваемого материала w с круглым поперечным сечением.
[0030] На фиг. 5 представлено схематическое изображение, иллюстрирующее изменение технических характеристик согласно одному из вариантов осуществления настоящего изобретения.
[0031] На фиг. 6 представлено схематическое изображение, иллюстрирующее изменение технических характеристик согласно одному из вариантов осуществления настоящего изобретения.
[0032] На фиг. 7 представлено схематическое изображение, иллюстрирующее изменение технических характеристик с качением влево согласно одному из вариантов осуществления настоящего изобретения.
[0033] Как показано на фиг. 5, 6 и 7, согласно одному из аспектов представленного варианта осуществления настоящего изобретения предложен подъемный механизм s, причем подъемный механизм s дополнительно снабжен опорной рамой sz, ходовым винтом sk и линейной направляющей h; на опорной раме sz установлена поворотная рама b1, соединенная через линейную направляющую h, сама опорная рама sz располагается на дугообразной направляющей b2, а поворотная рама b2 дополнительно снабжена отверстием р для винта; ходовой винт sk закреплен на опорной раме sz; ходовой винт sk проходит через отверстие р для винта, а перемещение поворотной рамы b1 вверх обеспечивается за счет вращения ходового винта sk. Подъемный механизм s располагается между поворотной рамой b1 и дугообразной направляющей b2, и он может приводить в действие поворотную раму b1, инициируя совершение ею линейных перемещений вверх и вниз, причем траектория, по которой поворотная рама b1 совершает линейные перемещения вверх и вниз под действием подъемного механизма s, всегда совпадает с центром непрерывного свариваемого материала w. Когда в этом варианте осуществления настоящего изобретения необходимо изменить технические характеристики продукта, то за счет кручения ходового винта sk поворотная рама b1 может перемещаться вверх и вниз для коррекции рабочего положения шлифовальной ленты 1 в соответствии с конкретными техническими характеристиками продукта.
[0034] На фиг. 8 схематически показана конструкция регулятора уа давления согласно одному из вариантов осуществления настоящего изобретения.
[0035] Согласно одному из аспектов представленного варианта осуществления настоящего изобретения между нажимным роликом 4 и поворотной рамой b1 дополнительно предусмотрен регулятор уа давления, причем регулятор уа давления может представлять собой винтовой регулятор, и за счет кручения винта можно точно изменять расстояние нажимного ролика 4 относительно непрерывного свариваемого материала w. Регулятор уа давления может регулировать давление, оказываемое нажимным роликом 4 для прижатия шлифовальной ленты 1 к непрерывному сварному шву на непрерывном свариваемом материале w, благодаря чему корректируется глубина шлифования, осуществляемого шлифовальной лентой 1.
[0036] Следует понимать, что описание частных вариантов осуществления заявленного изобретения в настоящей заявке носит иллюстративный характер, и оно не должно трактоваться как неправомерное ограничение объема правовой охраны настоящего изобретения. Объем правовой охраны настоящего изобретения определяется его формулой и распространяется на все примеры реализации заявленного изобретения, входящие в его объем, и на его очевидные эквивалентные вариации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СГИБАЮЩЕЕ УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ГЕРМЕТИЧНЫХ УПАКОВОК ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2011 |
|
RU2575034C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ ОТРЕЗКОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2017 |
|
RU2750760C2 |
| УСТРОЙСТВО для шлифовки СВАРНОГО ШВА НА ГОЛОВКАХРЕЛЬСОВ | 1970 |
|
SU266799A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Станок для тепловой сварки листовых термопластичных материалов | 1960 |
|
SU146032A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| Устройство для сварки термопластичных пленок | 1976 |
|
SU620388A1 |
| СИСТЕМА ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2014 |
|
RU2590040C2 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
Изобретение относится к обработке материалов резанием и может быть использовано для обработки непрерывного сварного шва непрерывного свариваемого материала на автоматизированной производственной линии. Устройство содержит несущую раму (j), поворотный механизм (b), шлифовальную ленту (1), приводной ролик (2), натяжной ролик (3) и прижимной ролик (4). Шлифовальная лента (1) охватывает прижимной ролик (4), приводной ролик (2) и натяжной ролик (3) и совершает движение параллельно направлению движения непрерывного свариваемого материала (w). Прижимной ролик (4) прижимает шлифовальную ленту (1) к месту расположения непрерывного сварного шва. а приводной ролик (2) приводит в действие шлифовальную ленту (1), инициируя ее прокручивание таким образом, что обеспечивается непрерывная шлифовка непрерывного сварного шва при движении шлифовальной ленты параллельно направлению движения непрерывного свариваемого материала. Предотвращается возникновение смещающей нагрузки во время шлифовки, повышается точность продольно-шовного материала при обработке шлифовальной лентой. 4 з.п. ф-лы, 8 ил.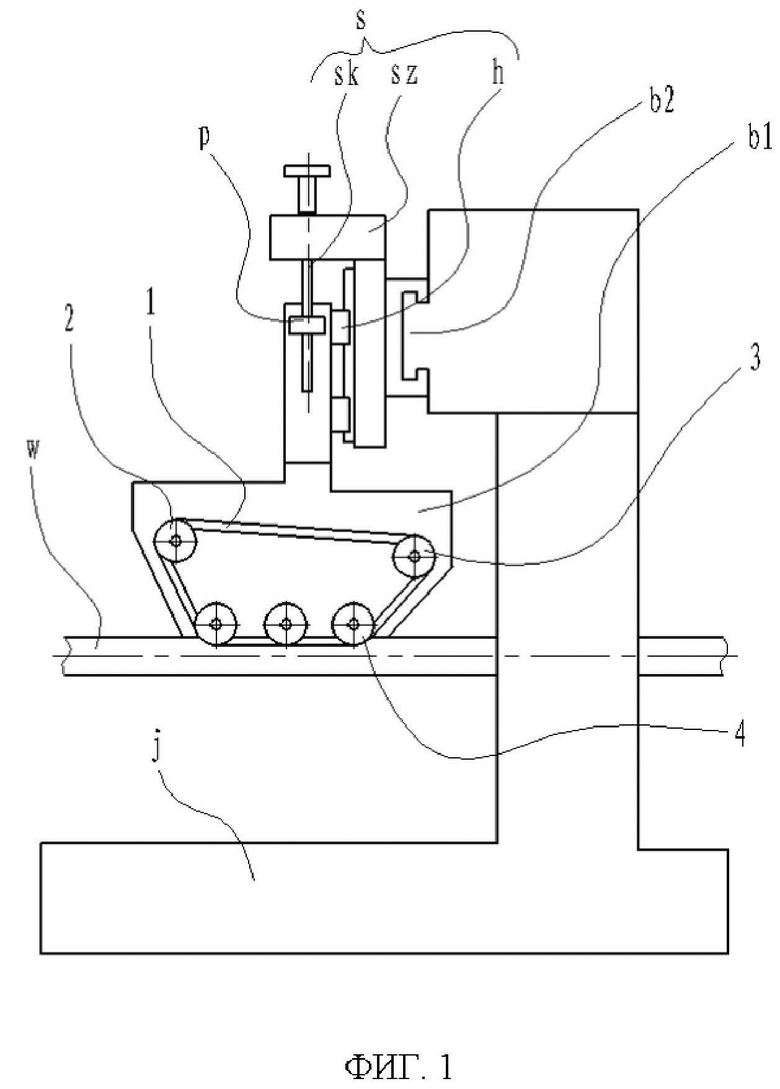
1. Устройство для шлифовки сварного шва, предназначенное для непрерывной шлифовки сварного шва непрерывного свариваемого материала (w), причем устройство для шлифовки сварного шва содержит шлифовальную ленту (1), приводной ролик (2) и натяжной ролик (3), и отличающееся тем, что:
содержит прижимной ролик (4), причем прижимной ролик (4), приводной ролик (2), натяжной ролик (3) и шлифовальная лента (1) образуют шлифовальное устройство, шлифовальная лента (1) охватывает прижимной ролик (4), приводной ролик (2) и натяжной ролик (3) и совершает движение параллельно направлению движения непрерывного свариваемого материала (w), прижимной ролик (4) прижимает шлифовальную ленту (1) к месту расположения непрерывного сварного шва на непрерывном свариваемом материале (w), а приводной ролик (2) приводит в действие шлифовальную ленту (1), инициируя ее прокручивание таким образом, что обеспечивается непрерывная шлифовка непрерывного сварного шва с помощью шлифовальной ленты (1),
снабжено поворотным механизмом (b) и несущей рамой (j); при этом поворотный механизм (b) содержит поворотную раму (b1), дугообразную направляющую (b2) и приводное устройство (b3), причем поворотная рама (b1) располагается на дугообразной направляющей (b2), дугообразная направляющая (b2) и приводное устройство (b3) располагаются на несущей раме (j), а приводное устройство (b3) дополнительно соединено с поворотной рамой (b1) и приводит в действие поворотную раму (b1), инициируя ее скольжение вдоль дугообразной направляющей (b2),
при этом все элементы из числа прижимного ролика (4), приводного ролика (2) и натяжного ролика (3) установлены на поворотной раме (b1), и предусмотрен, по меньшей мере, один прижимной ролик (4), причем поворотная рама (b1) приводит в действие прижимной ролик (4), инициируя его перемещение вдоль дугообразной направляющей (b2) с центром, совпадающим с центром непрерывного свариваемого материала (w), а прижимной ролик (4) при этом прижимает шлифовальную ленту (1) для шлифовки непрерывного свариваемого материала (w).
2. Устройство для шлифовки сварного шва по п. 1, отличающееся тем, что на приводном устройстве (b3) располагается кривошип (b3q), выполненный с возможностью совершения кругового движения, а между кривошипом (b3q) и поворотной рамой (b1) располагается соединительный шток (b3c); при этом приводное устройство (b3) может приводить в действие поворотную раму (b1) через кривошипно-шатунный механизм, образованный кривошипом (b3q) и соединительным штоком (b3c), инициируя ее периодическое качание в пределах фиксированного диапазона.
3. Устройство для шлифовки сварного шва по п. 2, отличающееся тем, что оно дополнительно снабжено подъемным механизмом (s), причем подъемный механизм (s) располагается между поворотной рамой (b1) и дугообразной направляющей (b2) и выполнен с возможностью приведения в движение поворотной рамы (b1), инициируя совершение ею линейных перемещений вверх и вниз, причем траектория, по которой поворотная рама (b1) совершает линейные перемещения вверх и вниз под действием подъемного механизма (s), всегда совпадает с центром непрерывного свариваемого материала (w).
4. Устройство для шлифовки сварного шва по п. 3, отличающееся тем, что подъемный механизм (s) дополнительно снабжен опорной рамой (sz), ходовым винтом (sk) и линейной направляющей (h), при этом на опорной раме (sz) установлена поворотная рама (b1), соединенная через линейную направляющую (h), сама опорная рама (sz) располагается на дугообразной направляющей (b2), а поворотная рама (b1) дополнительно снабжена отверстием (р) для винта; ходовой винт (sk) закреплен на опорной раме (sz), причем ходовой винт (sk) проходит через отверстие (р) для винта, а перемещение поворотной рамы (b1) вверх обеспечивается за счет вращения ходового винта (sk).
5. Устройство для шлифовки сварного шва по п. 4, отличающееся тем, что между нажимным роликом (4) и поворотной рамой (b1) дополнительно предусмотрен регулятор (уа) давления, причем регулятор (уа) давления может регулировать давление, оказываемое нажимным роликом (4) для прижатия шлифовальной ленты (1) к непрерывному сварному шву на непрерывном свариваемом материале (w), благодаря чему корректируется глубина шлифования, осуществляемого шлифовальной лентой (1).
| CN 105479309 B, 04.08.2020 | |||
| CN 211760560 U, 27.10.2020 | |||
| CN 104669091 B, 10.05.2017 | |||
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
| Устройство для натяжения шлифовальной ленты | 1979 |
|
SU927485A1 |
| Ленточно-шлифовальное устройство | 1985 |
|
SU1247245A1 |
| SU 761241 A1, 07.09.1980 | |||
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |

