Изобретение относится к электротермии и может быть использовано во всех отраслях народного хозяйства при производстве сварочных электродов.
Известны установки для транспортировки изделий и их термообработки, включающие источник нагрева, цепной транспортер с держателями изделий и механизмы загрузки и разгрузки 1.
Недостатками устройства являются недостаточная механизация загрузки и выгрузки изделий на цепной транспортер и некачественная обработка изделий.
Наиболее близкой к предлагаемой по те:хнической сущности и достигаемому результату является установка для осущки и прокалки покрытий сварочных электродов, включающая источник Нагрева в виде щелевого индуктора, цепной транспортер, с держателями электродов, механизм загрузки и раз грузки 2.
Недостатком установки является повреждение покрь1тий сварочных электродов изза контакта с ними зажимных элементов. Кроме того, наличие больщого количества прижимных зажимных элементов понижает надежность установки, а поломка даже одного из них приводит к выпадению электродов, KOTopbie замыкают индуктор.
Цель изобретения - обеспечение возможности предотвр.ащения повреждения покрьггий сварочных электродов и повыщение надежности работы установки.
Указанная цель достигается тем, что в установке для сущки и прокалки покрь1тий сварочных электродов держатели электродов выполнены из магнитного материала, а механизмы загрузки и выгрузки - в виде дополнительных ориентирующих транспортеров, каждый из KOTopbix представляет собой несущую ветвь, уложенную в направляющую, выполненную по винтовой линии, при этом на участке загрузки размещена нисходящая направляющая, а на участке разгрузки - восходящая.
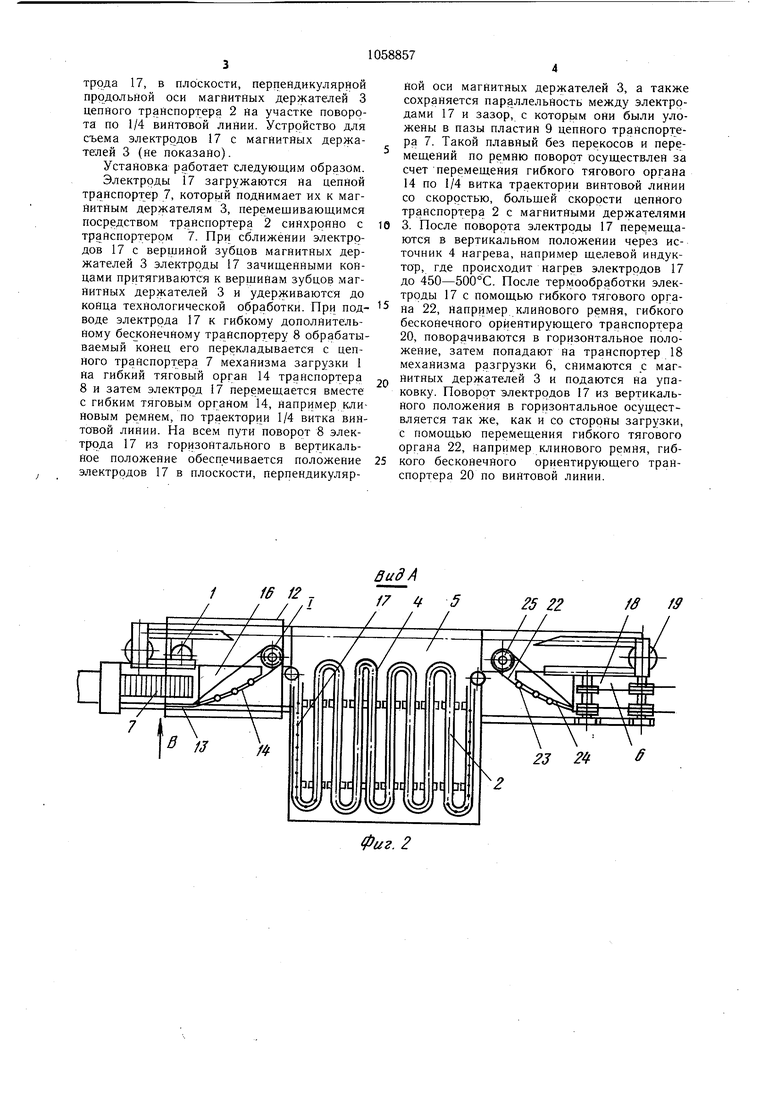
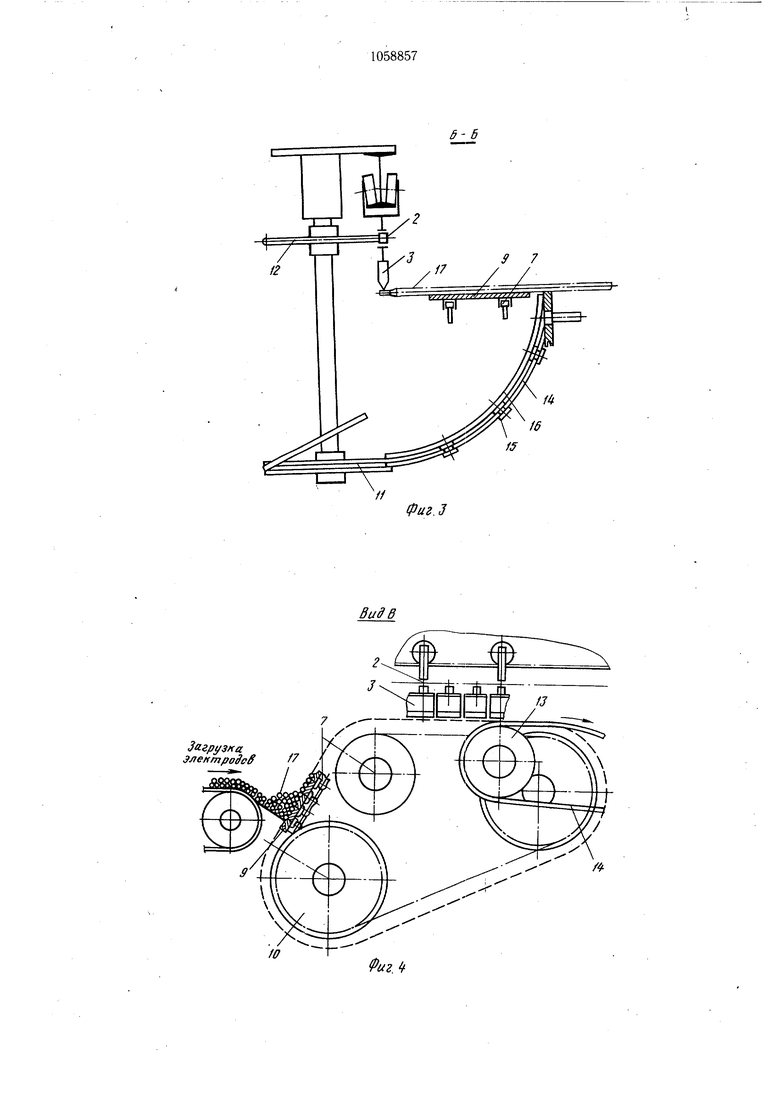
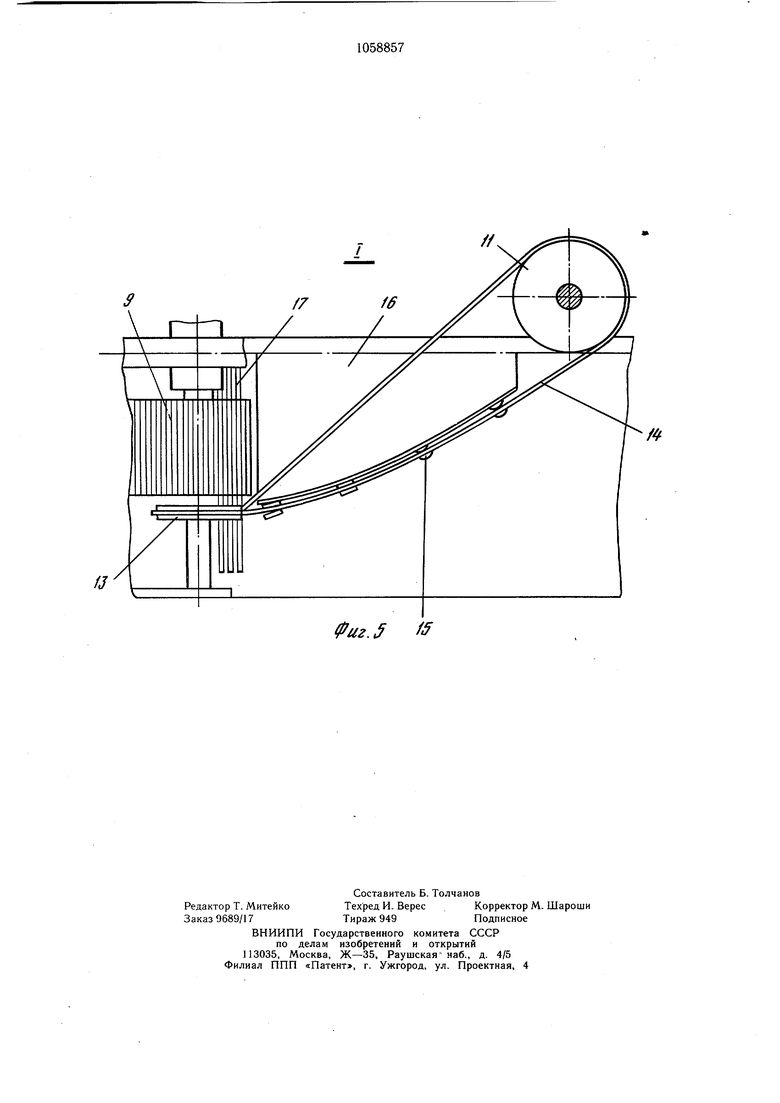
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В На фиг. 2. на фиг. 5 - узел I на фиг. 2.
Установка для сущки и прокалки покрытий сварочных электродов состоит из механизма загрузки 1, цепного транспортера 2 с магнитными держателями 3, источника 4 нагрева электродов, например щелевого индуктора, размещенного в камере 5 механизма разгрузки 6. Для подачи электродов к механизму загрузки служит цепной транспортер 7. Механизм загрузки 1 выполнен в виде дополнительного ориентирующего транспортера 8. К цепному транспортеру 7 закреплены пластины 9, выполненные с поперечными открь1тыми пазами. Натяжной ролик 10 цепного транспортера
7 установлен с возможностью горизонтального перемещения.
Дополнительный ориентирующий транспортер состоит из приводного щкива 11, получающего вращение через звездочку 12 от щепного транспортера 2, ведомого шкива 13, несущей ветви в виде гибкого тягового органа 14, например клинового ремНя, опирающегося на направляющую 15, Например ролики, укрепленную на опоре 16
0 и выполненную по винтовой нисход,ящей. линии. Расчетный диаметр приводного шкива 11 Дщ больше диаметра начальной окружности звездочки 12 Дзв, что позволяет обеспечить скорость перемещения гибкого тягового органа 14, сохраняющего положение
5 перемещаемого электрода 17 в плоскости, перпендикулярной оси магнитных держателей 3 цепного трансформатора 2 на всем участке 1/4 витка винтовой линии с углом подъема а , не допускающим пррскаль0 зывания электродов 17 при нахождении его на гибком тяговом органе 14, например клиновом ремне. Для обеспечения поворота электрода 17 из горизонтального в вертикаль Ное положение без проскальзывания, расчетный диаметр приводного щкива 11 оп5 ределяется исходя из угла подъема винтовой линии.
Цепной транспортер 2 с магнитными держателями 3 состоит из цепи, напри.мер втулочно-роликовой, которая с помощью планок прикреплена к ходовым каткам, опира0 ющимся йа ездовые балки. К нижней части цепи прикреплены магнитные держатели 3 Привод иепного транспортера 2 не показан. Источник 4 нагрева электродов, например щелевой индуктор, установлен так, что рабочий зазор индуктора ориентирован вертикально. Он состоит из прямых и обратных токопррводов, подключенных к высокочастотному преобразователю частоты (не ). Механизм разгрузки 6 содержит транспортер 18 с гибким тяговым органом
0 и на стороне разгрузки электродов он при водится во вращение звездочкой 19 цепного транспортера 2.
Дополнительный бесконечный ориентирующий транспортер 20, служащий для пово5 рота электродов 17 из вертикального в горизонтальное положение, состоит из ведущего шкива 21 с расчетным диаметром Дш, большим диаметра расчетного Дшз транспортера 18, гибкого тягового органа 22, например клинового ремНя, 6пирающегося на направляющую 23, например ролики, закрепленную к опоре 24 и ведомого шкива 25. Направляющая выполнена по винтовой восходящей линии.
Ведущий шкив 21, так же как и со
5 стороны загрузки электродов 17 в установку, обеспечивает скорость перемеи ения гибкого тягового органа 22, позволяющую сохранить положение поворачиваемого электррда 17, в плоскости, перпендикулярной продольной оси магнитных держателей 3 цепного транспортера 2 йа участке поворота по 1/4 винтовой линии. Устройство для съема электродов 17 с магнитных держателей 3 (не показано).
Устайовка работает следуюи.1им образом.
Электроды 17 загружаются на цепной транспортер 7, который поднимает их к магнитным держателям 3, перемешивающимся посредством транспортера 2 синхронно с транспортером 7. При сближении электродов 17 с верцдиной зубцов магнитных держателей 3 электроды 17 зачищенными концами притягиваются к вершинам зубцов магнитных держателей 3 и удерживаются до конца технологической обработки. При подводе электрода 17 к гибкому дополнительному бес конечному транспортеру 8 обрабатываемый конец его перекладывается с цепного транспортера 7 механизма загрузки 1 на гибкий тяговый орган 14 транспортера 8 и затем электрод 17 перемещается вместе с гибким тяговым органом 14, например клиновым ремйем, по траектории 1/4 витка винтоБой линии. На всем пути поворот 8 электрода 17 из горизонтального в вертикальное положение обеспечивается положение электродов 17 в плоскости, перпендикулярной оси магнитных держателей 3, а также сохраняется параллельность между электродами 17 и зазор, с которым они были уложены в пазы пластин 9 цепного транспортера 7. Такой плавный без перекосов и перемещений по ремню поворот осуществлен за счет перемещения гибкого тягового органа 14 по 1/4 витка траектории винтовой линии со скоростью, большей скорости цепного трайспортера 2 с магнитными держателями
3. После поворота электроды 17 пер мещаются в вертикальном положении через источник 4 нагрева, например щелевой индуктор, где происходит нагрев электродов 17 до 450-500°С. После термообработки электроды 17 с помощью гибкого тягового органа 22, например клинового ремйя, гибкого бесконечного ориентирующего транспортера 20, поворачиваются в горизонтальное положение, затем попадают на транспортер 18 механизма разгрузки 6, снимаются с магнитных держателей 3 и подаются на упаковку. Поворот электродов 17 из вертикального положения в горизонтальное осуществляется так же, как и со стороны загрузки, с помощью перемещения гибкого тягового органа 22, например клинового ремня, гибкого бесконечного ориентирующего транспортера 20 по винтовой линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования сварочных электродов при термообработке их покрытий | 1980 |
|
SU1049382A1 |
| Установка для глазурования фарфоровых изделий | 1983 |
|
SU1145007A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Станок для нагрева цилиндрических заготовок | 1974 |
|
SU737480A1 |
| РЕМЕННЫЙ ПРИВОД ТЯГОВОГО КАНАТА | 2014 |
|
RU2545405C1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Многопильная установка для распиловки древесных материалов | 1985 |
|
SU1320062A1 |
| Устройство для загрузки-выгрузки и перемещения изделий | 1985 |
|
SU1330438A1 |
| Устройство для сортирования плодов | 1988 |
|
SU1720745A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ | 1999 |
|
RU2152706C1 |
УСТАНОВКА ДЛЯ СУШКИ И ПРОКАЛКИ ПОКРЫТИЙ СВАРОЧНЫХ ЭЛЕКТРОДОВ, включающая источник нагрева в виде щелевого индуктора, цепной транспортер с держателями электродов, механизмы загрузки и разгрузки, отличающаяся тем, что, с целью обеспечения возможности предотвращения повреждения покрытий сварочных электродов и повыщения надежности работы установки, держатели электродов выполненьГТ13 магнитного материала, а механизмы загрузки и выгрузки - в виде дополнительных ориентирующих транспортеров, каждый из которых представляет собой несущую ветвь, уложенную в направляющую, выполненную по винтовой линии, при этом на участке загрузки размещена нисходящая направляющая, а на участке разгрузки - восходящая. сд оо оо сд 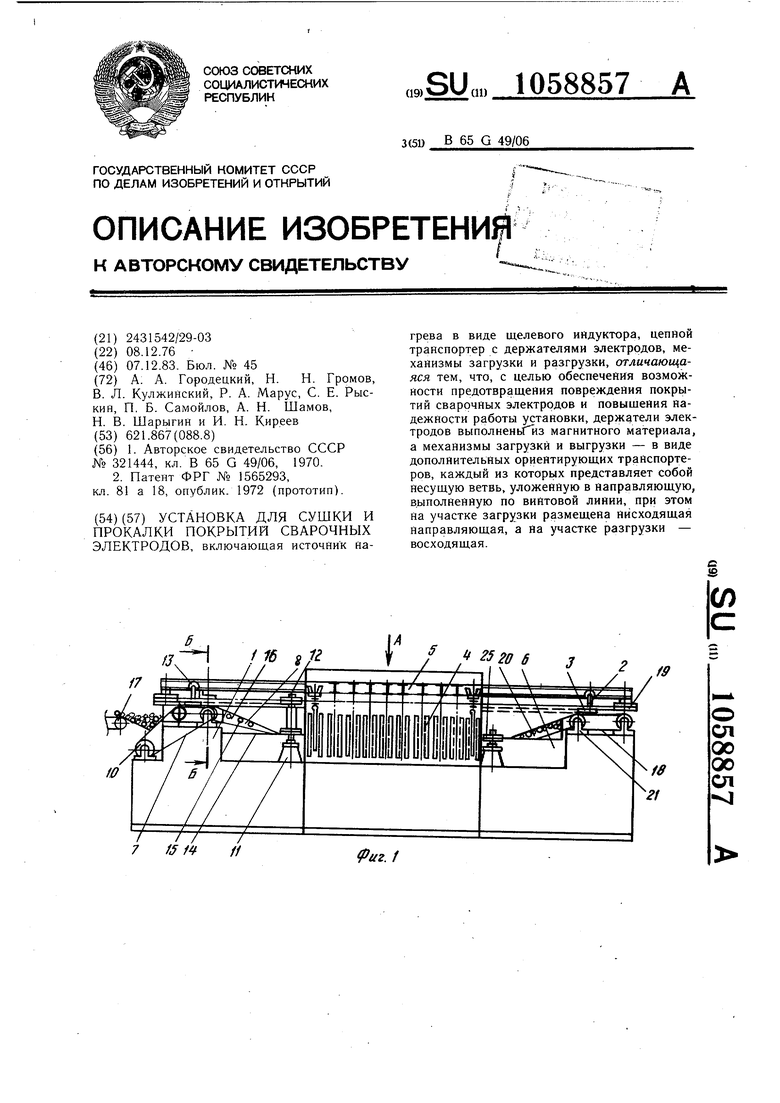
В ид А fS
Фиг. 2 /ff
Злгр1/з га etfmpoffcS
Фиг. ft
иг. S /S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU321444A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ № 1565293, кл | |||
| Горный компас | 0 |
|
SU81A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
