ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к технической области прутков из суперсплавов, в частности, к пруткам из порошкового суперсплавов, отличающимся низкой стоимостью, высокой однородностью и большими размерами, а также к способу изготовления горячей экструзией таких прутков.
УРОВЕНЬ ТЕХНИКИ
[0002] Под порошковыми суперсплавами понимают суперсплавы, полученные способом порошковой металлургии. В процессе изготовления порошка частицы порошка образуются в результате быстрого затвердевания жидкостей, и сегрегация компонентов ограничивается размером частиц порошка или меньшим размером, что исключает макроскопическую сегрегацию при обычном литье. Кроме того, порошок, полученный после быстрого затвердевания, обладает выдающимися преимуществами, такими как однородная структура и мелкая фракция, что значительно улучшает механические свойства и свойства термообрабатываемости сплава. Таким образом, порошковые суперсплавы необходимы для изготовления таких ключевых компонентов, как роторы турбин современных высокопроизводительных авиадвигателей. Порошковые суперсплавы характеризуются высокой степенью легирования, узким диапазоном термообработки и высокой устойчивостью к деформации, и требуют применения способа экструзии с плакированием.
[0003] Процесс горячей экструзии представляет собой технологию обработки, при которой на сырье воздействуют высокой температурой и давлением, что приводит к изменению свойств сырья. Процесс горячей экструзии сочетает в себе характеристики горячего сжатия и горячей деформации и способен существенно улучшить металлургическое качество сплава, а также улучшить и полностью раскрыть потенциальные свойства сплава. Прутки сплава, изготовленные известным способом горячей экструзией для прутков из порошкового суперсплава, имеют малый диаметр, неоднородную структуру, большую разность классов крупности зерна, низкий коэффициент использования материала и высокую себестоимость, а известный способ горячей экструзии для прутков из порошкового суперсплава не позволяет осуществлять экструзию с вытяжкой при высокой скорости экструзии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] С учетом вышеизложенного анализа, один из вариантов осуществления настоящего изобретения направлен на разработку крупногабаритного прутка из порошкового суперсплава и способа его изготовления путем горячей экструзии с целью решения по меньшей мере одной из следующих проблем, присущих известным способам изготовления горячей экструзией прутков из порошкового суперсплава: 1. Прутки сплава, изготовленные известным способом горячей экструзией для прутков из порошкового суперсплава, имеют небольшой диаметр, то есть известный способ горячей экструзии не позволяет изготавливать прутки большого размера. 2. Прутки сплава, изготовленные известным способом горячей экструзией для прутков из порошкового суперсплава, имеют неоднородную структуру и большую разность классов крупности зерна. 3. Прутки сплава, изготовленные известным способом горячей экструзией для прутков из порошкового суперсплава, имеют низкий коэффициент использования материала и высокую себестоимость. 4. Известный способ изготовления горячей экструзией прутков из порошковых суперсплавов не может обеспечить экструзию с вытяжкой при высокой скорости экструзии.
[0005] Задача настоящего изобретение решена преимущественно применением следующих технических решений:
[0006] В первом аспекте настоящего изобретения предложен способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, причем способ содержит следующие этапы:
[0007] S1: введение порошка суперсплава в вакуумную оболочку из нержавеющей стали и горячее изостатическое прессование порошка суперсплава для получения порошковой заготовки из суперсплава;
[0008] S2: приваривание передней прокладки и задней прокладки к переднему и заднему концам порошковой заготовки из суперсплава соответственно для получения первой заготовки для экструзии;
[0009] S3: предварительный нагрев первой заготовки для экструзии до 150-200°C, равномерное нанесение антиокислительного покрытия на поверхность первой заготовки для экструзии для получения первой промежуточной заготовки, нагрев первой промежуточной заготовки до 1040-1150°C и поддержание этой температуры для получения второй заготовки для экструзии;
[0010] S4: равномерное распыление смазки на поверхность второй заготовки для экструзии для получения второй промежуточной заготовки, размещение стеклянной прокладки на переднем конце второй промежуточной заготовки для получения третьей промежуточной заготовки и помещение третьей промежуточной заготовки в предварительно нагретую экструзионную головку для экструзии с получением экструдированного прутка; и
[0011] S5: воздушное охлаждение экструдированного прутка до комнатной температуры и механическое отрезание нестабильных сегментов в головной и хвостовой частях экструдированного прутка для получения прутка из порошкового суперсплава.
[0012] Кроме того, на этапе S2 осевое сечение передней прокладки имеет схожую с трапецией форму с двумя непараллельными дугообразными сторонами и является осесимметричным.
[0013] Кроме того, радиан каждой из дуг составляет от 30° до 35°.
[0014] Кроме того, на этапе S3 температуру поддерживают в течение от 7 до 24 часов.
[0015] Кроме того, на этапе S4 температура предварительного нагрева экструзионной головки составляет от 150°C до 200°C.
[0016] Кроме того, на этапе S4 угол наклона экструзионной головки составляет от 90° до 130°.
[0017] Кроме того, на этапе S4 скорость экструзии составляет от 20 мм/с до 25 мм/с.
[0018] Кроме того, на этапе S4 коэффициент экструзии составляет (8-9):1.
[0019] Во втором аспекте настоящего изобретения предложен пруток из порошкового суперсплава, отличающийся низкой стоимостью, высокой однородностью и большими размерами, и изготовленный способом горячей экструзией, раскрытым выше.
[0020] Кроме того, пруток из порошкового суперсплава, отличающийся низкой стоимостью, высокой однородностью и большими размерами, имеет диаметр, превышающий или равный 300 мм.
[0021] По сравнению с предшествующим уровнем техники, настоящее изобретение может обеспечить по меньшей мере один из следующих положительных эффектов:
[0022] 1. Способ изготовления прутка из суперсплава, предложенный настоящим изобретением, позволяет снизить температуру предварительного нагрева и напыления антиокислительного покрытия. В способе изготовления антиокислительное покрытие предварительно нагревают до низкой температуры, затем распыляют, контролируя плавное высыхание, после чего нагревают до высокой температуры, что позволяет затруднить отслаивание антиокислительного покрытия. Благодаря синергетическому действию угла наклона экструзионной головки и скорости экструзии способ позволяет обеспечить большой коэффициент экструзии и однородную структуру экструдированного прутка, а также избежать таких явлений, как дефекты при экструзии.
[0023] 2. Благодаря синергетическому действию расположения определенной структуры передней прокладки экструзии с другими параметрами процесса горячей экструзии, способ изготовления горячей экструзией прутка из суперсплава, предложенный настоящим изобретением, позволяет существенно снизить степень охватывания переднего сегмента экструдированного прутка, устранить явление «грибовидной головки», повысить коэффициент использования материала и снизить себестоимость по сравнению с известным способом изготовления горячей экструзией, и характеризуется коэффициентом использования материала выше 80%.
[0024] 3. Пруток из порошкового суперсплава, изготовленный способом горячей экструзией прутка из суперсплава, предложенным настоящим изобретением, имеет диаметр 300 мм и более, высокий коэффициент использования материала, однородную структуру, класс крупности зерна в сердцевине от 9 до 11, класс крупности зерна на краю от 9 до 10, и разность классов крупности зерна 1 и менее.
[0025] Раскрытые выше технические решения в настоящем изобретении также могут быть объединены друг с другом для получения более предпочтительных комбинированных решений. Другие характеристики и преимущества настоящего изобретения будут раскрыты в следующей спецификации, и некоторые преимущества станут очевидными из спецификации или будут понятны при осуществлении настоящего изобретения. Цели и другие преимущества настоящего изобретения могут быть реализованы или выведены из информации в раскрытии и на сопроводительных чертежах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0026] Сопроводительные чертежи предназначены только для иллюстрации определенных вариантов осуществления изобретения и не ограничивают защищаемый объем настоящего изобретения. На всех сопроводительных чертежах одинаковые ссылочные обозначения относятся к одинаковым компонентам.
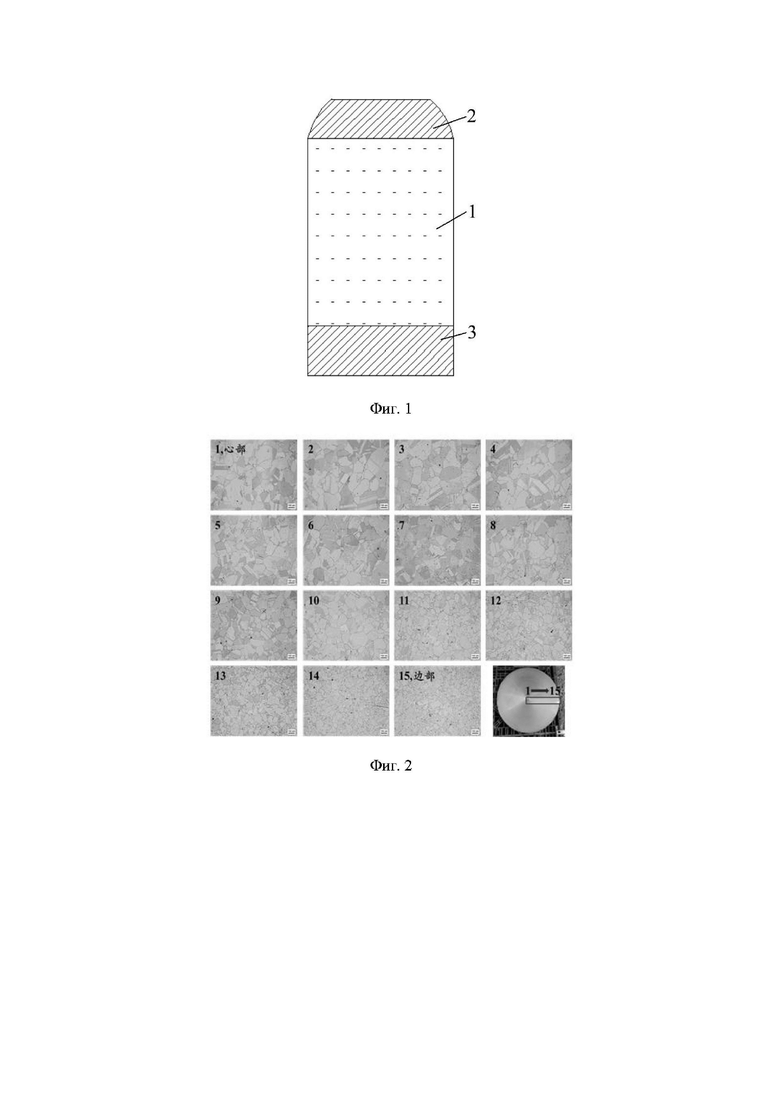
[0027] На ФИГ. 1 схематично изображена структурная схема заготовки для экструзии согласно одному из вариантов осуществления настоящего изобретения;
[0028] На ФИГ. 2 показаны изображения структуры сердцевины и краев прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, согласно Примеру 1 настоящего изобретения;
[0029] На ФИГ. 3 изображена головная часть прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами и изготовленного согласно Примеру 1 настоящего изобретения;
[0030] На ФИГ. 4 изображена хвостовая часть прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами и изготовленного согласно Примеру 1 настоящего изобретения;
[0031] На ФИГ. 5 изображена головная часть прутка из порошкового суперсплава, изготовленного согласно Сравнительному примеру 1;
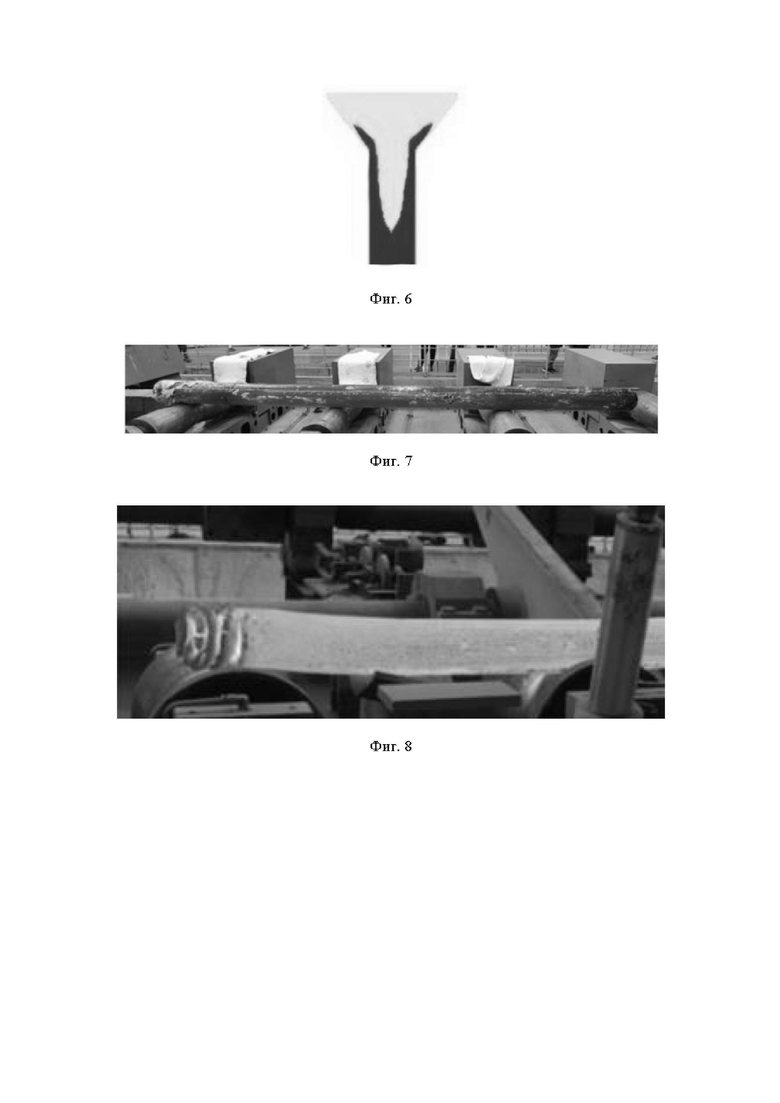
[0032] На ФИГ. 6 изображена хвостовая часть прутка из порошкового суперсплава, изготовленного согласно Сравнительному примеру 1;
[0033] На ФИГ. 7 представлено физическое изображение прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, изготовленного согласно Примеру 1 настоящего изобретения; и
[0034] На ФИГ. 8 представлено физическое изображение прутка из порошкового суперсплава, изготовленного согласно Сравнительному примеру 1.
[0035] Ссылочные обозначения:
[0036] 1: порошковая заготовка; 2: передняя прокладка; и 3: задняя прокладка.
ПОДРОБНОЕ РАСКРЫТИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0037] Предпочтительные варианты осуществления настоящего изобретения будут подробно раскрыты ниже со ссылкой на сопроводительные чертежи. Сопроводительные чертежи являются неотъемлемой частью настоящего изобретения и используются вместе с вариантами осуществления настоящего изобретения для объяснения принципов настоящего изобретения, а не для ограничения его защищаемого объема.
[0038] Настоящим изобретением предложен способ изготовления горячей экструзией прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, причем способ содержит следующие этапы:
[0039] S1: Порошок суперсплава вводят в вакуумную оболочку из нержавеющей стали и подвергают горячему изостатическому прессованию для получения порошковой заготовки из суперсплава;
[0040] S2: Передняя прокладка и задняя прокладка приваривают к переднему и заднему концам порошковой заготовки из суперсплава соответственно для получения первой заготовки для экструзии;
[0041] S3: Первую заготовку для экструзии предварительно нагревают до 150-200°C, антиокислительное покрытие равномерно наносят на поверхность первой заготовки для экструзии для получения первой промежуточной заготовки, первую промежуточную заготовку нагревают до 1040-1150°C и выдерживают при этой температуре для получения второй заготовки для экструзии;
[0042] S4: смазку равномерно распыляют на поверхность второй заготовки для экструзии для получения второй промежуточной заготовки, стеклянную прокладку размещают на переднем конце второй промежуточной заготовки для получения третьей промежуточной заготовки, и третью промежуточную заготовку помещают в предварительно нагретую экструзионную головку для экструзии с получением экструдированного прутка; и
[0043] S5: экструдированный пруток охлаждают воздухом до комнатной температуры, и нестабильные сегменты в головной и хвостовой частях экструдированного прутка механически отрезают для получения прутка из порошкового суперсплава.
[0044] В частности, на этапе S1 порошок суперсплава представляет собой любой сплав из группы, в которую входят FGH4095, FGH4096, FGH4720Li, FGH4097, FGH4098 и суперсплавы четвертого поколения, полученные способом порошковой металлургии. Условия горячего изостатического прессования не ограничиваются типом порошка суперсплава, и порошковая заготовка из суперсплава может быть получена при обычных условиях горячего изостатического прессования.
[0045] В частности, на этапе S2 поперечное сечение передней прокладки имеет схожую с трапецией форму, которая имеет две непараллельные дугообразные стороны и является осесимметричной, а радианы, соответствующие дугам, составляют от 30° до 35°. Например, радиан, соответствующий каждой дуге, составляет 31°, 32°, 33° или 34°. Когда передний сегмент заготовки для экструзии деформируют, металл края и металл сердцевины деформируются различным образом, в результате чего передняя прокладка обхватывает пруток, и коэффициент использования прутка снижается. Осевое сечение передней прокладки согласно настоящему изобретению имеет дугообразную форму. По сравнению с известным передней прокладки (круглого осевого сечения) дугообразная передняя прокладка способна существенно уменьшить степень охватывания переднего сегмента экструдированного прутка и устранить явление «грибовидной головки». Таким образом, использование передней прокладки с вышеуказанной структурой позволяет повысить коэффициент использования переднего сегмента прутка.
[0046] В частности, на этапе S2 радиальные формы и площади передней прокладки и задней прокладки соответствуют радиальной форме и площади порошковой заготовки, причем как передняя прокладка, так и задняя прокладка имеет толщину от 100 мм до 400 мм.
[0047] В частности, на этапе S3 первую заготовку для экструзии предварительно нагревают до 150-200°C, антиокислительное покрытие равномерно наносят на поверхность первой заготовки для экструзии и контролируют плавную сушку с получением первой промежуточной заготовки, после чего первую промежуточную заготовку помещают в нагревательную печь, нагревают до 1040°C-1150°C и выдерживают при этой температуре от 7 ч до 24 ч, что позволяет затруднить отслаивание антиокислительного покрытия. Например, первую заготовку для экструзии предварительно нагревают до 160°C, 170°C, 180°C или 190°C; и первую промежуточную заготовку нагревают до 1050°C, 1060°C, 1070°C, 1080°C, 1090°C, 1100°C, 1110°C, 1120°C, 1130°C или 1140°C и выдерживают при этой температуре в течение 8 ч, 9 ч, 10 ч, 11 ч, 12 ч, 13 ч, 14 ч, 15 ч, 16 ч, 17 ч, 18 ч, 19 ч, 20 ч, 21 ч, 22 ч, 23 ч или 24 ч. Антиокислительное покрытие выбирают из группы, в которую входит P35-a3, TE61-20 и ZS1051.
[0048] В частности, на этапе S4 экструзионную головку перед экструзией предварительно нагревают до температуры от 150°C до 200°C. Например, экструзионную головку предварительно нагревают до 160°C, 170°C, 180°C или 190°C. Материал самой экструзионной головки обладает соответствующей прочностью в заданном температурном диапазоне. Чем выше температура предварительного нагрева, тем меньше сопротивление экструзии собственно в экструзионной головке и тем более плавным будет процесс экструзии заготовки. Тем не менее, если температура предварительного нагрева слишком высока, экструзионная головка может полностью потерять свою прочность и, таким образом, оказаться повреждена. По результатам всестороннего рассмотрения выбран предварительный нагрев экструзионной головки до температуры от 150 до 200°C.
[0049] После выгрузки второй заготовки для экструзии смазку равномерно распыляют на поверхность второй заготовки для экструзии без охлаждения для получения второй промежуточной заготовки, стеклянную прокладку помещают на передний конец второй промежуточной заготовки для получения третьей промежуточной заготовки, и третью промежуточную заготовку помещают в предварительно нагретую экструзионную головку для экструзии при угле наклона экструзионной головки от 90° до 130°, скорости экструзии от 20 мм/с до 25 мм/с и коэффициенте экструзии (6-9):1 для получения экструдированного прутка. Предпочтительно, коэффициент экструзии составляет (8-9):1. Например, угол наклона экструзионной головки составляет 95°, 100°, 105°, 110°, 115°, 120° или 125°; скорость экструзии составляет 20,5 мм/с, 21 мм/с, 21,5 мм/с, 22 мм/с, 22,5 мм/с, 23 мм/с, 23,5 мм/с, 24 мм/с или 24,5 мм/с; коэффициент экструзии составляет 6,5:1, 7:1, 7,5:1, 8:1, 8,5:1 или 9:1.
[0050] Если угол наклона экструзионной головки слишком мал, усилие экструзии увеличивается, что приводит к резкому увеличению усилия экструзии в экструдере. В соответствии с принципом действия и противодействия сил, давление, действующее на оболочку и порошковую заготовку, увеличивается, что повышает скорость течения металла в порошковой заготовке для прутка и материале оболочку и приводит к выделению большого количества тепла за короткое время. После динамического восстановления рекристаллизации порошковой заготовки для прутка размер зерна поверхностной структуры порошковой заготовки явно превышает размер зерна в сердцевине структуры порошковой заготовки, что ухудшает структурную однородность. Если угол наклона экструзионной головки слишком велик, на оболочку действует сила экструзии, и явления воронки экструзии между прутком и оболочкой увеличиваются, что приводит к снижению коэффициента использования материала. Если скорость экструзии слишком мала, первоначальные границы частиц порошкового сплава не будут разрушены в достаточной степени, что приведет к недостаточной рекристаллизации и неудовлетворительному классу крупности зерна прутка. Кроме того, если скорость экструзии слишком мала, рекристаллизация сплава займет длительное время, и зерна успеют вырасти, что приведет к образованию крупных и неоднородных зерен с высоким классом крупности зерна, что не соответствует стандартам последующего производства. Если скорость экструзии слишком велика, порошковая заготовка для прутка воспринимает большое количество энергии за единицу времени, и образуется большое количество ядер рекристаллизации, что приводит к увеличению количества мелких зерен. Тем не менее, так как при деформации выделяется большое количество тепла, теплоотдача происходит медленно, и в структуре появляются крупные зерна, в результате чего структура прутка не отвечает применимому стандарту. Благодаря синергетическому действию угла наклона экструзионной головки и скорости экструзии настоящее изобретение позволяет обеспечить большой коэффициент экструзии и однородную структуру экструдированного прутка, а также избежать таких явлений, как дефекты при экструзии. В реальных условиях экструзия согласно настоящему изобретению может осуществляться с помощью многофункциональной установки для экструзии и штамповки 680MN.
[0051] В частности, на этапе S5 экструдированный пруток охлаждают воздухом до комнатной температуры, и нестабильные сегменты в головной и хвостовой частях экструдированного прутка механически отрезают для получения прутка из порошкового суперсплава. Поскольку способ согласно настоящему изобретению позволяет устранить явление «грибовидной головки» и существенно уменьшить явление экструзионной воронки в хвостовой части прутка, соответствующий пруток может быть получен путем удаления небольшого количества в головной и хвостовой части.
[0052] Настоящим изобретением также предложен пруток из порошкового суперсплава, отличающийся низкой стоимостью, высокой однородностью и большими размерами, и изготовленный способом горячей экструзией. Пруток из порошкового суперсплава, отличающийся низкой стоимостью, высокой однородностью и большими размерами, имеет диаметр 300 мм и более, класс крупности зерна в сердцевине от 8 до 11, класс крупности зерна на краю от 8 до 10 и разность классов крупности зерна 1 и менее.
[0053] Пример 1
[0054] В этом примере предложен способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, причем способ содержит следующие этапы:
[0055] S1: Порошок суперсплава FGH4096 ввели в вакуумную оболочку из нержавеющей стали (прямоугольного сечения) и подвергли горячему изостатическому прессованию при температуре 1160°C и давлении 130 МПа в среде аргона для получения порошковой заготовки из суперсплава с ϕ870 мм.
[0056] S2: Передняя прокладка и задняя прокладка приварили к переднему и заднему концам порошковой заготовки из суперсплава соответственно для получения первой заготовки для экструзии. Структурная схема первой заготовки для экструзии изображена на ФИГ. 1. Радианы, соответствующие дугам двух непараллельных сторон поперечного сечения передней прокладки, составляли 32° каждый.
[0057] S3: Первую заготовку для экструзии предварительно нагрели до 180°C, антиокислительное покрытие равномерно нанесли на поверхность первой заготовки для экструзии для получения первой промежуточной заготовки, и первую промежуточную заготовку поместили в нагревательную печь, нагрели до 1080°C и выдержали при этой температуре в течение 10 ч для получения второй заготовки для экструзии.
[0058] S4: Стеклянный порошок равномерно распылили на поверхность второй заготовки для экструзии для получения второй промежуточной заготовки, стеклянная прокладка разместили на переднем конце второй промежуточной заготовки для получения третьей промежуточной заготовки, и третью промежуточную заготовку поместили в экструзионную головку, предварительно нагретую до 180°C, для экструзии с углом наклона экструзионной головки 100°, скоростью экструзии 22 мм/с и коэффициентом экструзии 8,4:1 для получения экструдированного прутка.
[0059] S5: Экструдированный пруток охладили воздухом до комнатной температуры, нестабильные сегменты в головной и хвостовой частях экструдированного прутка механически отрезали для получения прутка из порошкового суперсплава, причем головную часть отрезали на длину 280 мм, а хвостовую часть - на длину 330 мм для получения прутка из суперсплава с длиной стабильного сегмента 4400 мм и диаметром 300 мм.
[0060] Пример 2
[0061] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 90°, скорость экструзии - 25 мм/с, а коэффициент экструзии - 6:1.
[0062] Пример 3
[0063] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 130°, скорость экструзии - 20 мм/с, а коэффициент экструзии - 9:1.
[0064] Пример 4
[0065] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S3 первую заготовку для экструзии предварительно нагрели до 150°C.
[0066] Пример 5
[0067] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S3 первую заготовку для экструзии предварительно нагрели до 200°C.
[0068] Пример 6
[0069] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S3 первую промежуточную заготовку нагрели до 1120°C и выдержали при этой температуре в течение 16 ч.
[0070] Пример 7
[0071] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S3 первую промежуточную заготовку нагрели до 1040°C и выдержали при этой температуре в течение 7 ч.
[0072] Пример 8
[0073] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S3 первую промежуточную заготовку нагрели до 1150°C и выдержали при этой температуре в течение 24 ч.
[0074] Пример 9
[0075] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S2 радианы, соответствующие дугам двух непараллельных сторон поперечного сечения передней прокладки для порошковой заготовки из суперсплава, составляли 30° каждый.
[0076] Пример 10
[0077] Способ изготовления прутка из порошкового суперсплава, отличающегося низкой стоимостью, высокой однородностью и большими размерами, в этом примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S2 радианы, соответствующие дугам двух непараллельных сторон поперечного сечения передней прокладки для порошковой заготовки из суперсплава, составляли 35° каждый.
[0078] Сравнительный пример 1
[0079] В этом сравнительном примере предложен способ изготовления прутка из порошкового суперсплава большого размера, содержащий следующие этапы:
[0080] S1: Порошок суперсплава FGH4096 ввели в вакуумную оболочку из нержавеющей стали (прямоугольного сечения) и подвергли горячему изостатическому прессованию при температуре 1160°C и давлении 130 МПа в среде аргона для получения порошковой заготовки из суперсплава с ϕ870 мм.
[0081] S2: Передняя прокладка и задняя прокладка приварили к переднему и заднему концам порошковой заготовки из суперсплава соответственно для получения первой заготовки для экструзии, причем передняя прокладка представляла собой квадратный блок.
[0082] S3: Первую заготовку для экструзии предварительно нагрели до 800°C, антиокислительное покрытие равномерно нанесли на поверхность первой заготовки для экструзии для получения первой промежуточной заготовки, и первую промежуточную заготовку поместили в нагревательную печь, нагрели до 1080°C и выдержали при этой температуре в течение 10 ч для получения второй заготовки для экструзии.
[0083] S4: Стеклянный порошок равномерно распылили на поверхность второй заготовки для экструзии для получения второй промежуточной заготовки, стеклянную прокладку разместили на переднем конце второй промежуточной заготовки для получения третьей промежуточной заготовки, и третью промежуточную заготовку поместили в экструзионную головку, предварительно нагретую до 180°C, для экструзии с углом наклона экструзионной головки 60°, скоростью экструзии 30 мм/с и коэффициентом экструзии 8,5:1 для получения экструдированного прутка.
[0084] S5: Экструдированный пруток охладили воздухом до комнатной температуры, нестабильные сегменты в головной и хвостовой частях экструдированного прутка механически отрезали для получения прутка из порошкового суперсплава, причем головную часть отрезали на длину 600 мм, а хвостовую часть - на длину 700 мм для получения прутка из суперсплава с длиной стабильного сегмента 3800 мм и диаметром 300 мм.
[0085] Сравнительный пример 2
[0086] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 85°, скорость экструзии - 22 мм/с, а коэффициент экструзии - 8,4:1.
[0087] Сравнительный пример 3
[0088] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзии в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 135°, скорость экструзии - 22 мм/с, а коэффициент экструзии - 8,4:1.
[0089] Сравнительный пример 4
[0090] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 100°, скорость экструзии - 18 мм/с, а коэффициент экструзии - 8,4:1.
[0091] Сравнительный пример 5
[0092] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзии в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 100°, скорость экструзии - 26 мм/с, а коэффициент экструзии - 8,4:1.
[0093] Сравнительный пример 6
[0094] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзии в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 85°, скорость экструзии - 26 мм/с, а коэффициент экструзии - 8,4:1.
[0095] Сравнительный пример 7
[0096] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзии в примере 1 за исключением того, что на этапе S4 угол наклона экструзионной головки составлял 135°, скорость экструзии - 18 мм/с, а коэффициент экструзии - 8,4:1.
[0097] Сравнительный пример 8
[0098] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзии в примере 1 за исключением того, что на этапе S3 первую промежуточную заготовку нагрели до 1170°C и выдержали при этой температуре в течение 30 ч.
[0099] Сравнительный пример 9
[0100] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзии в примере 1 за исключением того, что на этапе S2 радианы, соответствующие дугам двух непараллельных сторон поперечного сечения передней прокладки для порошковой заготовки из суперсплава, составляли 25° каждый.
[0101] Сравнительный пример 10
[0102] Способ изготовления прутка из порошкового суперсплава в этом сравнительном примере был аналогичен способу горячей экструзией в примере 1 за исключением того, что на этапе S2 радианы, соответствующие дугам двух непараллельных сторон поперечного сечения передней прокладка для порошковой заготовки из суперсплава, составляли 40° каждый.
[0103] На ФИГ. 2 изображены структуры сердцевины и краев прутка из порошкового суперсплава большого размера, изготовленного согласно Примеру 1 настоящего изобретения, причем числа от 1 до 15 соответствуют 15 образцам, взятым из поперечного сечения задней торцевой поверхности прутка, соответственно; центральная точка поперечного сечения принята за 1, краевая точка принята за 15, и образцы взяты через равные промежутки вдоль радиуса, проходящего от 1 до 15. На этой фигуре показано, что разность классов крупности зерна в структуре прутка, полученного в Примере 1, от сердцевины до края составляет 1 и менее. Классы крупности зерна и разность классов крупности зерна от сердцевины к краю прутков сплава, полученных в различных примерах и сравнительных примерах в одних и тех же положениях, сведены в таблицу 1.
[0104] На ФИГ. 3-6 схематично изображена головная и хвостовая части прутка из порошкового суперсплава большого размера, изготовленного согласно Примеру 1, и схематично изображена головная и хвостовая части прутка, изготовленного согласно Сравнительному примеру 1 настоящего изобретения, соответственно. На этой фигуре видно, что пруток, изготовленный согласно настоящему изобретению, не имеет явления «грибовидной головки», а явление экструзионной воронки в хвостовой части прутка значительно уменьшено, что существенно повышает коэффициент использования материала и, тем самым, относительно снижает производственные затраты. Размеры и коэффициент использования материала прутков, полученных в различных примерах и сравнительных примерах настоящего изобретения, указаны в таблице 2.
[0105] На ФИГ. 7 представлено физическое изображение прутка из порошкового суперсплава, изготовленного согласно Примеру 1 настоящего изобретения. На ФИГ. 8 представлено физическое изображение прутка, изготовленного согласно Сравнительному примеру 1. Это физическое изображение дополнительно подтверждает, что пруток, изготовленный способом горячей экструзией согласно настоящему изобретению, не имеет явления «грибовидной головки», и явление экструзионной воронки в хвостовой части прутка значительно уменьшено. Тем не менее, для головной части прутка, изготовленного способом горячей экструзией согласно Сравнительному примеру 1, характерна проблема периодического растрескивания. Из данных таблицы 2 также следует, что длина хвостовой части, отрезанной в процессе изготовления прутка из порошкового суперсплава в каждом примере, значительно меньше длины хвостовой части, отрезанной в процессе изготовления прутка из порошкового суперсплава той же спецификации длины в каждом сравнительном примере, что указывает на существенное уменьшение образования экструзионной воронки в хвостовой части прутка, изготовленного способом горячей экструзией согласно настоящему изобретению.
[0106] Из таблиц 1 и 2 следует, что пруток порошкового суперсплава, изготовленный способом согласно настоящему изобретению, имеет диаметр 300 мм и более, однородную структуру, класс крупности зерна в сердцевине от 9 до 11, класс крупности зерна на краю от 9 до 10, и разность классов крупности зерна 1 и менее.
[0107] Таблица 1 Классы крупности зерна и разность классов крупности зерна прутков из порошкового суперсплава согласно примерам и сравнительным примерам
[0108] Таблица 2 Размеры и коэффициент использования материала различных прутков
[0109] Выше раскрыты лишь предпочтительные определенные варианты осуществления настоящего изобретения, не ограничивающие защищаемый объем настоящего изобретения. Любой специалист в данной области техники может легко разработать модификации или замены в рамках сущности настоящего изобретения, и эти модификации или замены будут входить в защищаемый объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАРОПРОЧНЫЙ КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА NiAl И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2371496C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ПРУТКОВ ИЗ ДИСПЕРСНОУПРОЧНЕННЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1990 |
|
SU1772955A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ МИШЕНИ И ЕЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2353473C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕДКОЗЕМЕЛЬНОГО МАГНИТА | 2013 |
|
RU2595073C1 |
| ЭКСТРУДИРОВАННЫЕ ХЛОПЬЯ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2014 |
|
RU2672603C2 |
| Способ изготовления вспененного сшитого полиэтилена или сополимеров этилена | 2022 |
|
RU2790692C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| МАГНИЙ ИЛИ МАГНИЕВЫЙ СПЛАВ, ОБЛАДАЮЩИЙ СВЕРХВЫСОКОЙ ФОРМУЕМОСТЬЮ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2809648C2 |
| ЭКСТРУДИРОВАННЫЕ ХЛОПЬЯ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2014 |
|
RU2672602C2 |
| ЭКСТРУДИРОВАННЫЕ МАКАРОННЫЕ ИЗДЕЛИЯ И ЭЛЕМЕНТ ФОРМУЮЩЕЙ ГОЛОВКИ ДЛЯ ЭКСТРУДИРОВАННЫХ МАКАРОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2575751C2 |

Изобретение относится к металлургии, а именно прутку из порошкового суперсплава. Способ изготовления прутка из порошкового суперсплава содержит следующие этапы S1-S5. На этапе S1 осуществляют введение порошка суперсплава в вакуумную оболочку из нержавеющей стали и горячее изостатическое прессование порошка суперсплава для получения порошковой заготовки из суперсплава. На этапе S2 проводят приваривание передней прокладки и задней прокладки к переднему и заднему концам порошковой заготовки из суперсплава соответственно для получения первой заготовки для экструзии, при этом поперечное сечение передней прокладки имеет схожую с трапецией форму, которая имеет две непараллельные дугообразные стороны и является осесимметричной, причем радианы дуг составляют от 30° до 35° каждая. На этапе S3 ведут предварительный нагрев первой заготовки для экструзии до 150-200°C, равномерное нанесение антиокислительного покрытия на поверхность первой заготовки для экструзии для получения первой промежуточной заготовки, нагрев первой промежуточной заготовки до 1040-1150°C и поддержание этой температуры для получения второй заготовки для экструзии. На этапе S4 осуществляют равномерное распыление смазки на поверхность второй заготовки для экструзии для получения второй промежуточной заготовки, размещение стекломата на переднем конце второй промежуточной заготовки для получения третьей промежуточной заготовки и помещение третьей промежуточной заготовки в предварительно нагретую экструзионную головку для экструзии с получением экструдированного прутка. На этапе S5 ведут воздушное охлаждение экструдированного прутка до комнатной температуры и механическое отрезание переднего и заднего концов прутка с получением прутка из порошкового суперсплава. Получают прутки с однородной структурой при высоком коэффициенте использования материала. 5 з.п. ф-лы, 8 ил., 2 табл., 10 пр.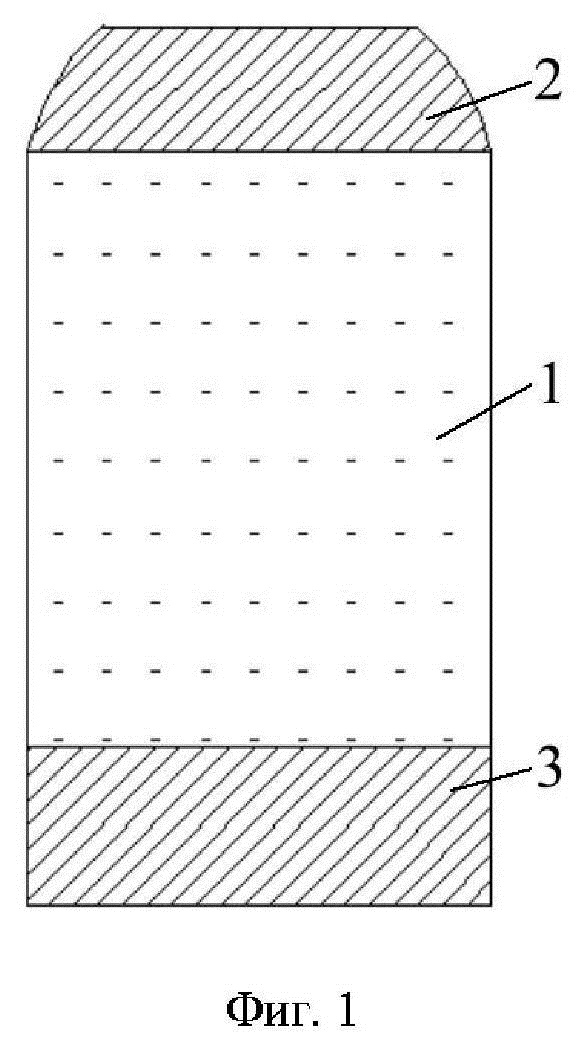
1. Способ изготовления прутка из порошкового суперсплава, содержащий следующие этапы:
S1: введение порошка суперсплава в вакуумную оболочку из нержавеющей стали и горячее изостатическое прессование порошка суперсплава для получения порошковой заготовки из суперсплава;
S2: приваривание передней прокладки и задней прокладки к переднему и заднему концам порошковой заготовки из суперсплава соответственно для получения первой заготовки для экструзии, при этом поперечное сечение передней прокладки имеет схожую с трапецией форму, которая имеет две непараллельные дугообразные стороны и является осесимметричной, причем радианы дуг составляют от 30° до 35° каждая;
S3: предварительный нагрев первой заготовки для экструзии до 150-200°C, равномерное нанесение антиокислительного покрытия на поверхность первой заготовки для экструзии для получения первой промежуточной заготовки, нагрев первой промежуточной заготовки до 1040-1150°C и поддержание этой температуры для получения второй заготовки для экструзии;
S4: равномерное распыление смазки на поверхность второй заготовки для экструзии для получения второй промежуточной заготовки, размещение стекломата на переднем конце второй промежуточной заготовки для получения третьей промежуточной заготовки и помещение третьей промежуточной заготовки в предварительно нагретую экструзионную головку для экструзии с получением экструдированного прутка; и
S5: воздушное охлаждение экструдированного прутка до комнатной температуры и механическое отрезание переднего и заднего концов прутка с получением прутка из порошкового суперсплава.
2. Способ по п. 1, в котором на этапе S3 температуру поддерживают в течение от 7 до 24 часов.
3. Способ по п. 1, в котором на этапе S4 температура нагрева предварительно нагретой экструзионной головки составляет от 150°C до 200°C.
4. Способ по п. 3, в котором на этапе S4 угол экструзионной головки составляет от 90° до 130°.
5. Способ по п. 4, в котором на этапе S4 скорость экструзии составляет от 20 мм/с до 25 мм/с.
6. Способ по п. 5, в котором на этапе S4 коэффициент экструзии составляет (8-9):1.
| CN 104741612 A, 01.07.2015 | |||
| CN 113305289 A, 27.08.2021 | |||
| CN 104593702 B, 24.08.2016 | |||
| CN 114273658 A, 05.04.2022 | |||
| Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе ВЖ175-ВИ методом горячей экструзии | 2020 |
|
RU2752819C1 |
| SU 914181 A1, 23.03.1982 | |||
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |

