Изобретение относится к области техники, а именно к горячей обработке металлов давлением, и может быть использовано для изготовления поковок заготовок для дисков из сталей и сплавов осадкой на прессах с усилием меньшим, чем требуется для осадки поковок на гладких бойках, например крупногабаритных дисков для газотурбинных двигателей (ГТД).
Известен способ осадки поковок плоскими бойками путем приложения усилия деформации по оси поковок.
Недостатком изготовления известного способа является значительное усилие на осадке и отсутствие хорошей проработки структуры металла.
Наиболее близким аналогом является секторная осадка поковок плоским бойком на прессе с применением поворотной плиты (стола), которая поворачивается либо ручным способом, либо при помощи приспособления производящего поворот плиты.
Недостатком известного способа является нестабильность геометрических размеров и неоднородность получаемой структуры. При ручном повороте плиты процессы малопроизводительны, ненадежны, а автоматизирование приспособления пресса поворотной плитой (столом) требует дополнительных затрат.
В основу изобретения поставлена задача снижение усилия деформирования, позволяющее выполнить осадку поковки заготовки для диска до необходимой высоты на имеющемся гидравлическом штамповочном прессе усилием 10000 МН.
Поставленная задача решается за счет осадки исходной заготовки на гладких бойках до минимально возможной высоты с максимальным усилием пресса 10000 МН и дальнейшей дробной осадки заготовки по высоте осадочными кольцами до получения необходимой высоты.
Технический результат: предложенный способ изготовления заготовок для дисков позволяет получать правильную геометрию заготовки, а за счет точности позиционирования пресса по высоте 1 мм,- получение однородной структуры в готовом диске; эффективно концентрирует максимальное рабочее давление пресса до 2-2,5 раз, это позволяет снижать усилие деформирования и осаживать заготовки для дисков, на осадку которых плоскими бойками требуется усилие до 20000-25000 МН, что значительно расширяет номенклатуру изготавливаемых крупногабаритных заготовок дисков для ГТД на прессе 10000 МН.
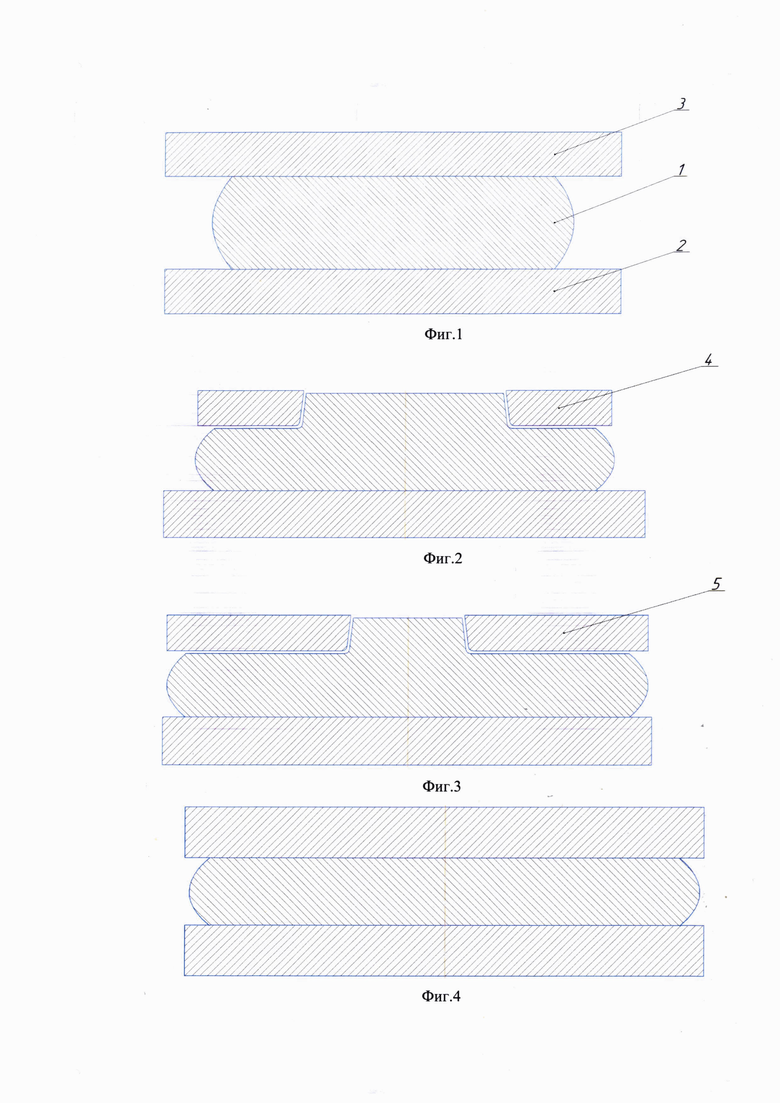
Суть изобретения поясняется чертежами, на которых изображен процесс изготовления заготовки для диска:
- фиг. 1 - осадка исходной поковки заготовки для диска на гладких бойках 2 и 3;
- фиг. 2 - осадка поковки с применением осадочного кольца 4;
- фиг. 3 - осадка поковки с применением осадочного кольца 5 меньшим внутренним диаметром;
- фиг. 4 - окончательная осадка (калибровка) заготовки для диска на гладких бойках Способ осуществляется следующим образом.
Исходную поковку 1 предварительно осаживают на гладких бойках 2 и 3 на гидравлическом штамповочном прессе усилием максимальным усилием 10000 МН до минимально возможной высоты.
После осадки на гладких бойках манипулятором на верхний торец поковки укладывается осадочное кольцо 4 и проводится осадка до минимально возможной высоты в зоне осадочного кольца, далее осадочное кольцо убирается, и проводится подкалибровка высоты поковки гладким бойком.
Затем на торец поковки манипулятором укладывается второе осадочное кольцо 5 и проводится осадка до минимально возможной высоты в зоне осадочного кольца, далее осадочное кольцо убирается и проводится окончательная осадка (калибровка) по высоте. В зависимости от геометрических размеров заготовки диска возможно применение большего количества осадочных колец.
Проведенный эксперимент подтверждает возможность получения заготовки для диска с необходимыми геометрическими размерами на гидравлическом штамповочном прессе усилием 10000 МН.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК | 2007 |
|
RU2358826C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
Изобретение относится к горячей обработке металлов давлением и может быть использовано для изготовления заготовок крупногабаритных дисков для газотурбинных двигателей (ГТД). Заготовку диска изготавливают на гидравлическом штамповочном прессе усилием 10000 МН. Осуществляют садку исходной заготовки на гладких бойках до минимально возможной высоты. Затем проводят осадку заготовки осадочным кольцом до минимально возможной высоты в зоне осадочного кольца и калибровку по высоте гладким бойком. После этого осуществляют осадку заготовки вторым осадочным кольцом, имеющим меньший внутренний диаметр, до минимально возможной высоты в зоне осадочного кольца и окончательную осадку заготовки. В результате обеспечивается изготовление заготовки правильной геометрии, позволяющей получить однородную структуру в готовом диске, и снижение усилия деформирования. 4 ил.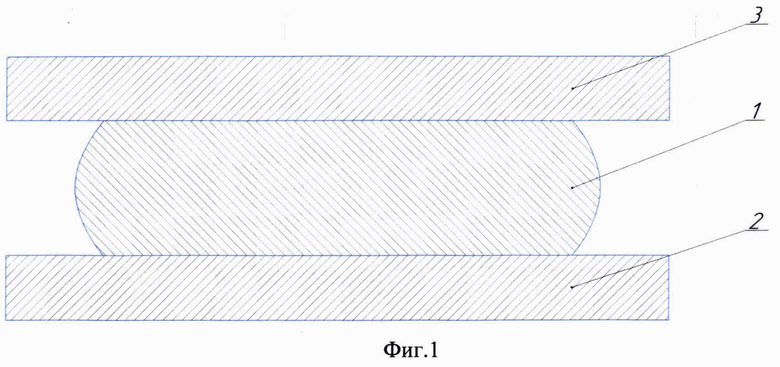
Способ изготовления заготовки диска для газотурбинного двигателя, включающий осадку исходной заготовки и осадку заготовки осадочным кольцом, отличающийся тем, что изготовление заготовки диска осуществляют на гидравлическом штамповочном прессе усилием 10000 МН, при этом осадку исходной заготовки осуществляют на гладких бойках до минимально возможной высоты, после чего проводят осадку заготовки осадочным кольцом до минимально возможной высоты в зоне осадочного кольца и калибровку по высоте гладким бойком, а затем осуществляют осадку заготовки вторым осадочным кольцом, имеющим меньший внутренний диаметр, до минимально возможной высоты в зоне осадочного кольца и окончательную осадку заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБИННЫХ ДИСКОВ | 0 |
|
SU261883A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ | 2023 |
|
RU2813160C1 |
| US 6113514 A1, 05.09.2000 | |||
| US 9136741 B2, 15.09.2015. | |||

