Изобретение относится к обработке металлов давлением и может быть использовано в авиационной и энергетической промышленности при изготовлении дисков роторов газотурбинных двигателей (ГТД), газотурбинных установок (ГТУ) и роторов турбин тепловых и атомных электростанций.
Известен способ изготовления поковки диска из слитка, включающий удаление в отход дефектных прибыльной и донной частей слитка и последующую осадку заготовки на окончательные размеры поковки (см. кн. Ковка слитков на прессах / Л.Н.Соколов, Н.М.Золотухин, В.Н.Ефимов и др. Под ред. Л.Н.Соколова. - Киев.: Технiка, 1984. - С.24-39).
Недостатком указанного способа является то, что при таком изготовлении не достигается оптимальный уровень физико-механических свойств (вязкости разрушения) и структуры обрабатываемого материала в направлении действия максимальных рабочих напряжений в готовой детали.
Наиболее близким к предлагаемому изобретению является способ изготовления поковки диска из слитка, включающий чередование операций нагрева и деформации последнего с отклонением осей первого порядка дендритов слитка в направлении действия максимальных рабочих напряжений в детали (а.с. СССР №1747227, МКИ B21J 5/00, 1/04 / А.К.Онищенко и А.Б.Караев. Опубл. 15.07.92. Бюл. №26).
Недостатком указанного способа является отсутствие конкретных данных по параметрам процесса деформации слитка.
Техническим результатом, на достижение которого направлено заявляемое решение, является обеспечение оптимального уровня физико-механических свойств (в том числе вязкости разрушения) в поковке в направлении действия максимальных рабочих напряжений в детали (тангенциальном).
Указанный технический результат достигается тем, что в способе изготовления поковки диска из слитка, включающем чередование операций нагрева и деформации последнего с отклонением осей первого порядка дендритов слитка в направлении действия максимальных рабочих напряжений в детали, при этом сначала слиток протягивают вдоль его оси с уковом 4-11 и удаляют дефектные прибыльную и донную части слитка, затем производят поперечную осадку заготовки и ее обкатку на круг в перпендикулярной плоскости, после чего заготовку правят по торцам и осуществляют окончательную формовку поковки диска.
При этом перед поперечной осадкой производят промежуточную продольную осадку заготовки.
При этом окончательную формовку поковки диска осуществляют путем разгонки заготовки.
При этом окончательную формовку поковки диска осуществляют путем штамповки заготовки.
При этом окончательную формовку поковки диска осуществляют путем раскатки заготовки в наклонных валках-роликах.
Известно, что максимальный уровень механических свойств на поковках, изготавливаемых из слитков, имеет место на образцах, направление вырезки которых совпадает с направлением волокна в поковке. Сначала в 1989 г. в а.с. СССР №1747227 автором, а затем в 2002 г. в монографии Смирнова М.А., Счастливцева В.М., Журавлева Л.Г. Основы термической обработки стали. - М.: Наука и технологии, 2002. - 519 с. было показано, что волокно любой поковки, полученной из слитка промышленной выплавки, представляет собой ориентированные вдоль главной деформации при горячей обработке оси 1-го порядка дендритов исходного слитка (см. также А.К.Онищенко. Масштабные уровни пластической деформации и оптимальные параметры ковки крупных поковок. // Тяжелое машиностроение. - 2007. - №6. - С.8-12). И, следовательно, в диске ГТД, направление действия максимальных рабочих напряжений в котором является тангенциальным, направление волокна должно быть тангенциальным. При известных способах изготовления дисков этот фактор не учитывают, а поэтому и не достигают максимального уровня механических свойств в детали. Кроме того, известно, что для дисков ГТД применяют стали и сплавы высокого качества - в основном переплавных процессов (ЭШП, ВДП и ЭЛП), при которых в слитках полностью подавляется зональная ликвация и достигается высокая плотность литого металла с радиально-осевой дендритной кристаллизацией. Но так как зональная и дендритная кристаллизации слитка обратно пропорциональны между собой, то подавление зональной ликвации ведет к росту дендритной. А поэтому во всех промышленных слитках оси 1-го порядка дендритов являются не только самыми крупными, но и самыми прочными, так как в них содержится максимальное количество тугоплавких элементов сплава (W, Мо, Nb, V и др.).
В предлагаемом способе протяжка с уковом 4-11 обеспечивает направленную ориентацию осей 1-го порядка дендритов слитка вдоль его продольной оси. При этом меньший уков применяют к слиткам переплавных процессов, а больший - к слиткам разливаемым в изложницу. При укове меньшем 4 в слитке остается незаваренная междендритная пористость. А уков более 11 даже на слитках открытой выплавки незначительно повышает уровень свойств вдоль волокна поковки.
Поперечная осадка с последующей обкаткой заготовки приводит к трансформации продольного волокна первоначальной заготовки в тангенциальное, которое при последующей правке и окончательной формовке поковки диска своего направления не меняет. Промежуточная продольная осадка с образованием бочки также способствует зональной переориентации продольного волокна заготовки в тангенциальное диска.
Способ осуществляют следующим образом.
Слиток вакуумно-дугового переплава жаропрочного сплава нагревают в печи до верхней температуры начала ковки, выдерживают до выравнивания, а затем подают на пресс под протяжку. Слиток протягивают в бойках с уковом (У) 4-11 (где У=F0/Fк, a F0 и Fк соответственно площадь сечения слитка и заготовки). Удаляют прибыльную и донную части слитка, получая мерную заготовку для поковки диска.
Затем мерную заготовку нагревают в печи до ковочной температуры, выдерживают до выравнивания и подают к прессу на плоские бойки. Сначала осуществляют поперечную осадку - «плющение» мерной заготовки на пластину, после чего производят кантовку пластины на 90°, ее обкатку на круг, кантовку на 90° и правку торцов предварительной заготовки диска.
Полученную заготовку диска вновь нагревают до ковочной температуры и передают на окончательную формовку под ковочный или штамповочный пресс, либо на стан для раскатки.
Такое чередование операций обработки слитка позволяет получить ориентированное в тангенциальном направлении волокно и максимальный уровень механических свойств сплава в заданном направлении.
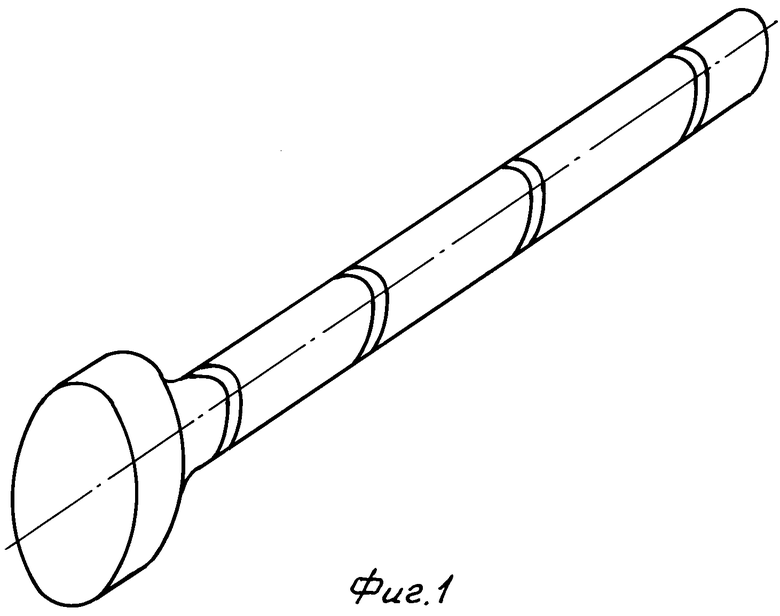
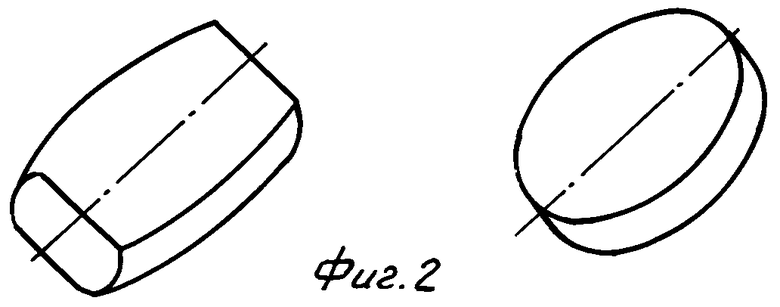
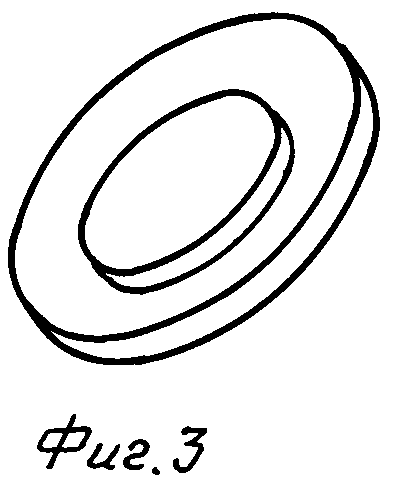
На эскизе представлены основные переходы изготовления поковки диска из слитка:
фиг.1 - протяжка слитка с уковом 4-11, рубка на мерные заготовки; удаление в отход прибыльной и донной частей слитка;
фиг.2 - поперечная осадка - плющение мерной заготовки, обкатка на круг и правка торцов заготовки диска;
фиг.3 - окончательная формовка поковки диска.
В качестве примера осуществления способа представлено изготовление поковки диска ГТД турбины из сплава ЭП - 742ИД.
Поковка имеет диаметр 550 мм и толщину 60 мм.
Слиток ВДП диметром 550 мм и длиной 2000 мм нагревали в печи до 1170°С и после 10-часовой выдержки передали на бойки гидравлического пресса 30 МН. После чего, захватив клещами манипулятора за прибыльную часть слитка, в вырезных бойках слиток по всей длине протянули на круг 220 мм с рубкой в отход донной части слитка и рубкой в меру заготовок диаметром 220 мм и длиной 400 мм каждая. Всего получили 21 заготовку. При этом уков (У) от слитка к заготовке составил 6,25 и в соответствии с формулой автора относительная деформация по сечению заготовки составляет  , где ε - относительная степень деформации в любой локальной зоне сечения поковки; и при укове 6, 25 равна 0,6. При такой деформации происходит 100% заварка пористости слитка и достигается практически полная трансформация дендритной литой структуры в деформированную волокнистую заготовки. Волокно - оси 1-го порядка дендритов слитка - направлено вдоль оси заготовки.
, где ε - относительная степень деформации в любой локальной зоне сечения поковки; и при укове 6, 25 равна 0,6. При такой деформации происходит 100% заварка пористости слитка и достигается практически полная трансформация дендритной литой структуры в деформированную волокнистую заготовки. Волокно - оси 1-го порядка дендритов слитка - направлено вдоль оси заготовки.
Полученные мерные заготовки загрузили в нагревательную печь с температурой 1170°С и после 5-часовой выдержки, на плоских бойках пресса провели поперечную осадку - плющение заготовки на пластину толщиной 100 мм и ее обкатку на диаметр 320 мм. После чего произвели правку торцов заготовки после обкатки.
Осаженные заготовки загрузили в печь и нагрели до температуры 1150°С. На прессе установили нижнюю поворотную плиту и верхний плоский боек шириной 100 мм. После чего произвели разгонку заготовки с кантовкой на 180° до заданных размеров поковки.
Сравнительные исследования механических свойств аналогичных материалов (ренэ 41) за рубежом показали, что при значениях предела прочности 125,2 кгс/мм2, относительного удлинения 30,0% и относительного сужения 32,8% - вдоль волокна эти показатели поперек волокна значительно меньше и составляют соответственно 114,5 кгс/мм2, 16,0% и 18, 2% (Жаропрочные сплавы. Симе Ч., Хагель В. Пер. с англ. М.: Металлургия. - 1976. - 568 с.).
То есть предлагаемый способ изготовления позволяет существенно повысить эксплуатационные характеристики известных и применяемых в ГТД и ГТУ сталей и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2024 |
|
RU2839977C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2380189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2005 |
|
RU2286862C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2008 |
|
RU2392086C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в авиационной и энергетической промышленности при изготовлении дисков роторов ГТД, ГТУ и роторов турбин тепловых и атомных электростанций. Чередуют операции нагрева и деформации слитка с отклонением осей первого порядка дендритов в направлении действия максимальных рабочих напряжений в детали. Протягивают слиток вдоль его оси с уковом 4-11. Удаляют прибыльную и донную части слитка. Производят поперечную осадку заготовки. Затем ее обкатывают на круг в перпендикулярной плоскости. После заготовку правят по торцам и осуществляют окончательную формовку поковки диска. В результате обеспечивается оптимальный уровень физико-механических свойств и повышение эксплуатационных характеристик известных и применяемых в ГТД и ГТУ сталей и сплавов. 4 з.п. ф-лы, 3 ил.
1. Способ изготовления поковки диска из слитка, включающий чередование операций нагрева и деформации последнего с отклонением осей первого порядка дендритов слитка в направлении действия максимальных рабочих напряжений в детали, отличающийся тем, что сначала слиток протягивают вдоль его оси с уковом 4-11 и удаляют дефектные прибыльную и донную части слитка, затем производят поперечную осадку заготовки и ее обкатку в перпендикулярной плоскости с получением круглой заготовки, после чего полученную заготовку правят по торцам и осуществляют окончательную формовку поковки диска.
2. Способ по п.1, отличающийся тем, что перед поперечной осадкой производят промежуточную продольную осадку заготовки.
3. Способ по п.1, отличающийся тем, что окончательную формовку поковки диска осуществляют путем разгонки заготовки.
4. Способ по п.1, отличающийся тем, что окончательную формовку поковки диска осуществляют путем штамповки заготовки.
5. Способ по п.1, отличающийся тем, что окончательную формовку поковки диска осуществляют путем раскатки заготовки в наклонных валках-роликах.
| Способ получения заготовок дисков | 1989 |
|
SU1697966A1 |
| Способ изготовления поковок типа дисков | 1980 |
|
SU902966A1 |
| Способ изготовления поковок из слитка | 1989 |
|
SU1747227A1 |
| KR 20050107818 A, 15.11.2005 | |||
| US 7008491 B2, 07.03.2006. | |||

