ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[001] Приоритет настоящей заявки испрашивается по дате подачи китайской заявки №202311018717.4, поданной 14 августа 2023 г. Раскрытое содержание китайской заявки полностью включено в настоящее описание.
ОБЛАСТЬ ТЕХНИКИ
[002] Настоящее изобретение относится к области техники сварки, в частности, к системе лазерно-дуговой гибридной сварки и к способу сварки.
УРОВЕНЬ ТЕХНИКИ
[003] Технология лазерно-дуговой гибридной сварки, как одна из «наиболее многообещающих технологий сварки в XXI веке», представляет собой способ точного соединения. Поскольку эта технология сварки позволяет не только улучшить проплавление при сварке, уменьшить образование сварных дефектов, таких как поры и подрезы, и ее легко автоматизировать, она широко используется в промышленном производстве. В родственных технологиях, известных изобретателю, для толстых листов технология лазерно-дуговой гибридной сварки все еще имеет такие проблемы, как низкая эффективность сварки и трудное управление напряжением и деформацией, а также плохие качество и результат сварки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[004] Варианты выполнения настоящего изобретения обеспечивают систему лазерно-дуговой гибридной сварки и способ сварки, которые могут улучшить качество сварки.
[005] В соответствии с одним аспектом настоящего изобретения, предложена система лазерно-дуговой гибридной сварки, выполненная с возможностью заварки зазора между первой заготовкой и второй заготовкой. Система лазерно-дуговой гибридной сварки содержит:
[006] лазерную сварочную горелку, выполненную с возможностью перемещения относительно зазора и выполненную с возможностью излучения лазерного луча, воздействующего на зазор, при этом лазерный луч колеблется в зазоре вдоль направления ширины зазора;
[007] дуговую сварочную горелку, выполненную с возможностью перемещения относительно зазора и выполненную с возможностью излучать дугу, которая следует за лазерным лучом и колеблется в зазоре;
[008] съемочную камеру, выполненную с возможностью синхронного перемещения с лазерной сварочной горелкой и выполненную с возможностью контроля величины зазора в направлении ширины; и
[009] контроллер, выполненный с возможностью регулировки амплитуды колебаний и частоты колебаний лазерного луча в соответствии с указанной величиной зазора.
[010] В некоторых вариантах выполнения изобретения съемочная камера также выполнена с возможностью получения информации о сварочной зоне, а контроллер выполнен с возможностью сравнения полученных данных с информацией о сварочной зоне в базе данных, чтобы регулировать положение и частоту колебаний лазерного луча.
[011] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит:
[012] измерительный элемент, подсоединенный к дуговой сварочной горелке и выполненный с возможностью измерения сварочного тока и/или сварочного напряжения на заданной частоте, причем контроллер выполнен с возможностью сравнения полученных данных с заданным значением для регулировки сварочного тока и/или сварочного напряжения.
[013] В некоторых вариантах выполнения лазерная сварочная горелка и дуговая сварочная горелка выполнены с возможностью перемещения вдоль направления длины зазора.
[014] В некоторых вариантах выполнения зазор проходит вдоль первого направления, а первую заготовку и вторую заготовку сваривают с образованием Т-образного соединения.
[015] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит:
[016] сварочный робот, выполненный с возможностью приведения в движение лазерной сварочной горелки, дуговой сварочной горелки и съемочной камеры в направлении длины зазора.
[017] В некоторых вариантах выполнения колеблющаяся траектория лазерного луча представляет собой круг.
[018] В некоторых вариантах выполнения угол между лазерным лучом и головкой дуговой сварочной горелки в вертикальной плоскости составляет от 15° до 50°
[019] В некоторых вариантах выполнения:
[020] амплитуда колебаний лазерного луча в 2-3 раза превышает величину зазора, а частота колебаний имеет значение в диапазоне от 60 Гц до 120 Гц; и/или
[021] частота колебаний лазерного луча уменьшается по мере увеличения величины зазора.
[022] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит:
[023] лазерное генерирующее устройство, соединенное с лазерной сварочной горелкой и выполненное с возможностью генерирования лазерного луча;
[024] источник питания, подключенный к дуговой сварочной горелке и выполненный с возможностью подачи питания на дуговую сварочную горелку; и
[025] устройство для хранения газа, выполненное с возможностью подачи защитного газа в зону сварки.
[026] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит:
[027] устройство генерации электрического поля, выполненное с возможностью приложения электрического поля к зоне сварки; и/или
[028] устройство генерации магнитного поля, выполненное с возможностью приложения магнитного поля к зоне сварки.
[029] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит:
[030] устройство генерации ультразвука, выполненное с возможностью подачи ультразвуковой волны в зону сварки.
[031] В соответствии с другим аспектом настоящего изобретения, предложен способ сварки, основанный на системе лазерно-дуговой гибридной сварки, выполненной в соответствии с вышеупомянутыми вариантами выполнения, и включающий:
[032] обеспечение возможности излучения лазерного луча лазерной сварочной горелкой и обеспечение возможности излучения дуги дуговой сварочной горелкой;
[033] обеспечение возможности перемещения съемочной камеры синхронно с лазерной сварочной горелкой и контроля камерой величины зазора;
[034] регулировку амплитуды колебаний и частоты колебаний лазерного луча в соответствии с величиной зазора;
[035] обеспечение возможности колебания лазерного луча в зазоре вдоль направления ширины зазора благодаря колебанию лазерной сварочной горелки, причем лазерный луч заставляет дугу колебаться так, что два источника тепла воздействуют одновременно на зону сварки для сварки в сварочной зоне.
[036] В некоторых вариантах выполнения в способе сварки дополнительно:
[037] получают информации о сварочной зоне съемочной камерой; и
[038] корректируют положение и частоту колебаний лазерного луча в соответствии с результатом сравнения полученных данных и данных в базе данных.
[039] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит измерительный элемент, соединенный с дуговой сварочной горелкой, а в способе сварки дополнительно:
[040] получают сварочный ток и/или сварочное напряжение измерительным элементом на заданной частоте;
[041] регулируют сварочный ток и/или сварочное напряжение в соответствии с результатом сравнения полученных данных и заданного значения.
[042] В некоторых вариантах выполнения перед операцией регулировки амплитуды колебаний и частоты колебаний лазерного луча в соответствии с величиной зазора в способе сварки дополнительно:
[043] перемещают лазерную сварочную горелку и дуговую сварочную горелку вдоль направления длины зазора.
[044] В некоторых вариантах выполнения в способе сварки дополнительно:
[045] выполняют лазерную очистку и/или механическую шлифовку свариваемого участка перед сваркой.
[046] На основании вышеизложенных технических решений система лазерно-дуговой гибридной сварки, выполненная в соответствии с вариантами выполнения настоящего изобретения, имеет высокую работоспособность. При сварке колеблющимся лазером благодаря нагревательному эффекту дуги можно в полной мере использовать преимущества двух источников тепла для получения более однородного сварного шва и достижения более высокого качества сварки. Применяя колебательную технологию, можно увеличить ширину сварочного пятна или сварочного шва, решить проблему заварки больших зазоров в соединениях, значительно снизить требования к точности сборки сварочных образцов, а также можно улучшить общее качество сварки продукта. На основе существующей горелки для лазерной сварки и горелки для дуговой сварки, добавив недорогую съемочную камеру для контроля величины зазора, можно в режиме реального времени осуществлять самоадаптирующуюся регулировку амплитуды и частоты колебаний лазерного луча, которая проста в выполнении и удобна в эксплуатации, обеспечивает высокую степень автоматизации и может улучшить качество и эффективность сварки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[047] Описанные здесь чертежи предназначены для обеспечения дальнейшего понимания настоящего изобретения и составляют часть настоящего изобретения. Иллюстративные варианты выполнения настоящего изобретения и их описание предназначены для объяснения настоящего изобретения и не представляют собой неправомерного ограничения настоящего изобретения. На чертежах:
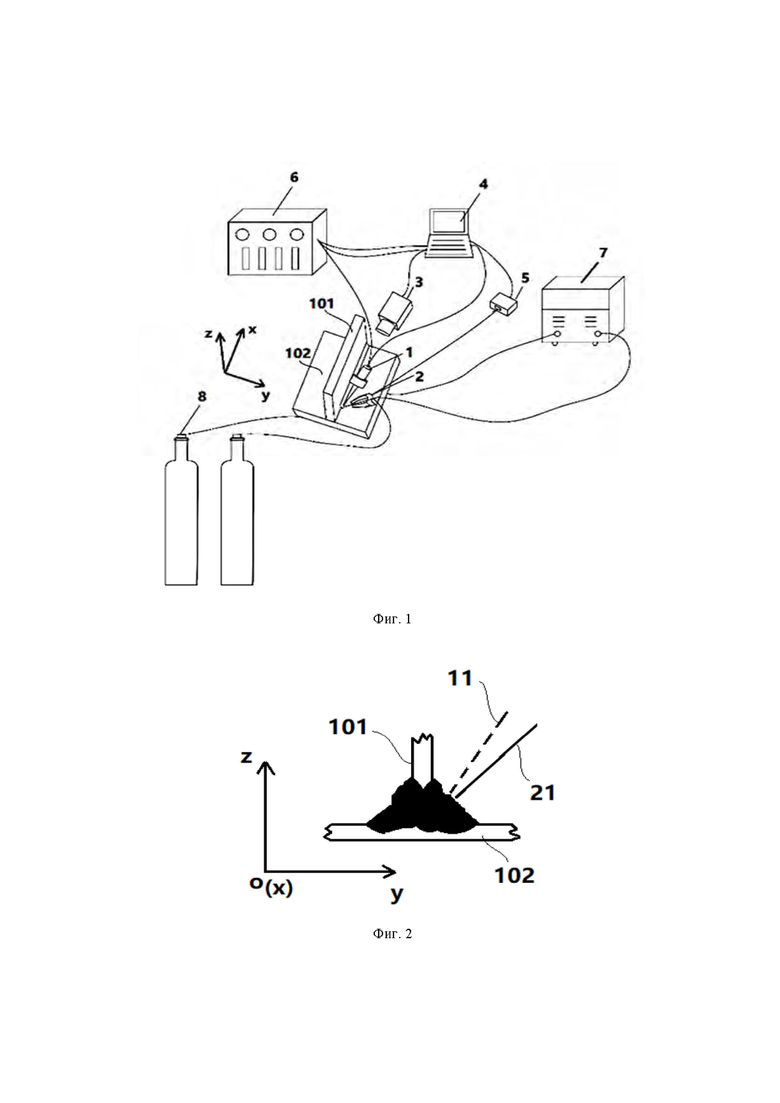
[048] Фиг. 1 изображает конструктивную схему некоторых вариантов выполнения системы лазерно-дуговой гибридной сварки, выполненной в соответствии с настоящим изобретением.
[049] Фиг. 2 изображает увеличенный вид в разрезе детали в некоторых вариантах выполнения системы лазерно-дуговой гибридной сварки, выполненной в соответствии с настоящим изобретением.
Номера позиций
1. лазерная сварочная горелка; 2. дуговая сварочная горелка; 3. съемочная камера; 4. контроллер; 5. измерительный элемент; 6. лазерное генерирующее устройство; 7. источник питания; 8. устройство для хранения газа; 11. лазерный луч; 21. головка дуговой сварочной горелки; 101. первая заготовка; 102. вторая заготовка; X. первое направление; Y. второе направление; и Z. третье направление.
ПОДРОБНОЕ ОПИСАНИЕ
[050] Настоящее изобретение подробно поясняется ниже. В последующих абзацах различные аспекты вариантов выполнения определены более подробно. Определенные таким образом аспекты могут быть объединены с любым другим аспектом или аспектами, если только не указано четко, что они не могут быть объединены. В частности, любой признак, считающийся предпочтительным или преимущественным, может быть объединен с одним или несколькими другими признаками, считающимися предпочтительными или преимущественными.
[051] Термины «первый», «второй» и т.д., встречающиеся в настоящем описании, предназначены только для удобства описания, чтобы различать разные элементы с одинаковым названием, и не указывают на последовательность или взаимосвязь основного и второстепенного.
[052] В описании настоящего изобретения следует понимать, что ориентация или позиционное соотношение, обозначенное термином «верхний», «нижний», «внутренний», «внешний», «передний» или «задний», определяется путем принятия зазора, горелки для лазерной сварки, горелки для дуговой сварки или т.п. в качестве эталона и только для удобства описания настоящего изобретения, вместо того, чтобы указывать или подразумевать, что указанное устройство должно иметь определенную ориентацию, быть сконструировано и эксплуатироваться в определенной ориентации, поэтому ориентация или позиционное соотношение не могут быть истолкованы как ограничивающие объем настоящего изобретения.
[053] Высококачественные, высокоэффективные и недорогие способы сварки всегда были неослабевающим стремлением сварщиков. Сварка MIG, сварка TIG, сварка трением с перемешиванием, вакуумная электронно-лучевая сварка и лазерная сварка в настоящее время являются наиболее распространенными способами сварки. Сварка MIG и сварка TIG, как наиболее традиционные и широко используемые способы сварки, используют разные источники тепла и имеют низкую плотность энергии, что приводит к плохой способности проплавления. Технология лазерно-дуговой гибридной сварки, являющаяся новой технологией, все еще имеет такие проблемы, как низкая эффективность сварки и трудный контроль напряжений и деформаций, и есть возможности для дальнейшего улучшения качества и результата сварки.
[054] Прежде всего, в настоящем изобретении предлагается система лазерно-дуговой гибридной сварки, называемая в дальнейшем «сварочной системой», как показано на Фиг. 1 и Фиг. 2, для заварки зазора между первой заготовкой 101 и второй заготовкой 102. Система лазерно-дуговой гибридной сварки содержит:
[055] лазерную сварочную горелку 1, выполненную с возможностью перемещения относительно зазора и с возможностью излучения лазерного луча 11, который воздействует на зазор, при этом лазерный луч 11 колеблется в зазоре вдоль направления ширины зазора;
[056] дуговую сварочную горелку 2, выполненную с возможностью перемещения относительно зазора и с возможностью излучения дуги, которая следует за лазерным лучом 11 и колеблется в зазоре;
[057] съемочную камеру 3, выполненную с возможностью синхронного перемещения с лазерной сварочной горелкой 1 и с возможностью контроля величины зазора в направлении ширины; и
[058] контроллер 4, выполненный с возможностью регулировки амплитуды колебаний и частоты колебаний лазерного луча 11 в соответствии с указанной величиной зазора.
[059] В частности, в процессе лазерно-дуговой гибридной сварки лазерный луч 11 движется впереди дуги и, путем использования эффекта притяжения колеблющегося лазерного луча 11 к дуге, можно направлять дугу так, чтобы она колебалась в зазоре вдоль направления его ширины. Например, направлением ширины зазора может быть третье направление z. В частности, во время сварки колеблющимся лазерным лучом 11 благодаря нагревательному эффекту дуги два источника тепла для сварки в сварочной зоне воздействуют на зазор одновременно, тем самым получая более однородное сварочное пятно или сварочный шов и достигая более высокого качества сварки. При желании сварочную систему можно применять для таких сценариев, как одноточечная сварка или непрерывная сварка.
[060] В частности, перемещение лазерной сварочной горелки 1 относительно зазора включает ее колебание относительно зазора, а также включает перемещение горелки 1 вдоль направления длины зазора, например, непрерывное перемещение или интервальное перемещение. Соответственно, синхронное перемещение съемочной камеры 3 и горелки 1 также включает синхронные колебания или синхронное перемещение вдоль направления длины зазора. В частности, перемещение дуговой сварочной горелки 2 относительно зазора включает ее перемещение вдоль направления длины зазора, такое как непрерывное перемещение или интервальное перемещение. Необязательно, исходя из того, что дуга, генерируемая дуговой сварочной горелкой 2, может следовать за лазерным лучом 11 и колебаться, горелка 2 может колебаться, а может и не колебаться.
[061] В частности, лазерная сварочная горелка 1 может перемещаться относительно зазора, так что лазерный луч 11 колеблется взад и вперед в зазоре вдоль направления его ширины, одновременно перемещаясь вдоль направления длины зазора, при этом припой может переполнять зазор. Необязательно, колеблющаяся траектория лазерного луча 11 может иметь любую форму, например, круг, линейный сегмент, цифру «8» или символ бесконечности «∞». Необязательно, перемещение горелок 1 и 2 и съемочной камеры 3 может быть предварительно задано или адаптивно отрегулировано с помощью сварочного робота или тому подобного.
[062] В частности, съемочная камера 3 может отслеживать величину зазора в реальном времени, а контроллер 4 регулирует амплитуду колебаний и частоту колебаний лазерного луча 11 в реальном времени в соответствии с величиной зазора, что легко реализовать и является высоко функциональным. Необязательно, съемочная камера 3 может представлять собой высокоскоростную съемочную камеру и т.п. В частности, в случае большого зазора амплитуда колебаний лазерного луча 11 может быть адаптивно увеличена, а частота колебаний лазерного луча 11 может адаптивно уменьшена; в случае небольшого зазора амплитуда колебаний лазерного луча 11 может быть адаптивно уменьшена, а частота колебаний лазерного луча 11 может быть адаптивно увеличена. Необязательно, контроллер 4 может представлять собой устройство мониторинга и управления в реальном времени, например, компьютер.
[063] Необязательно, мощность лазера может иметь значение в диапазоне от 1400 Вт до 2500 Вт, амплитуда колебаний лазерного луча 11 может иметь значение в диапазоне от 1 мм до 3 мм, частота колебаний может иметь значение в диапазоне от 60 Гц до 180 Гц, ток дуги может быть установлен в диапазоне от 150 А до 220 А, а напряжение дуги может быть установлено в диапазоне от 16 В до 20 В, частота контроля съемочной камеры 3 может иметь значение в диапазоне от 24 Гц до 30 Гц, а сухое удлинение длины сварочной проволоки может быть установлено в диапазоне от 15 мм до 20 мм (сухое удлинение сварочной проволоки относится к расстоянию от конца сварочной проволоки до конца контактного наконечника).
[064] В частности, сварочная система может повышать стабильность дуги с помощью колеблющегося лазерного луча 11. В соответствии с величиной зазора, отслеживаемой в реальном времени и возвращаемой съемочной камерой 3, параметры сварки могут автоматически регулироваться в соответствии с ситуацией со сваркой, при этом различных проблем при сварке можно избежать. Сварочное пятно или сварочный шов имеют хорошую форму, высокое качество, высокую однородность и отсутствие явных подрезов, что обеспечивает более высокое качество и эффективность сварки. В частности, в процессе сварки применяется технология лазерно-дуговой гибридной сварки, при которой колеблющийся лазерный луч 11 используется для отклонения дуги, что может повысить адаптируемость сварочной системы к зазору, тем самым обеспечивая более равномерное сварочное пятно после точечной сварки или более равномерный сварочный шов после непрерывной сварки и достижение более высокого качества сварки.
[065] Для трудносвариваемых материалов, таких как высокопрочная сталь, путем использования колеблющегося лазера сварочная система этого варианта выполнения может увеличить площадь нагрева во время сварки, уменьшить градиент конденсации расплавленного металла в сварочном шве и эффективно избежать дефектов сварочных трещин, вызванных чрезмерной скоростью охлаждения окружающей среды. Это также может снизить температуру предварительного нагрева во время сварки, чтобы снизить технические затраты.
[066] Сварочная система, выполненная в соответствии с настоящим изобретением, имеет высокую работоспособность. При сварке колеблющимся лазером за счет нагревательного эффекта дуги можно в полной мере использовать преимущества двух источников тепла для получения более однородного сварочного шва и достижения более высокого качества сварки. Применяя колебательную технологию, можно увеличить ширину сварочного пятна или сварочного шва, решить проблему заварки больших зазоров в соединениях, значительно снизить требования к точности сборки сварочных образцов, а также можно улучшить общее качество сваривания продукта. На основе существующей горелки для лазерной сварки и горелки для дуговой сварки, добавив недорогую съемочную камеру для контроля величины зазора, можно в режиме реального времени осуществлять самоадаптирующуюся регулировку амплитуды и частоты колебаний лазерного луча, что является простым в выполнении и удобным в эксплуатации, обеспечивает высокую степень автоматизации и может улучшить качество и эффективность сварки.
[067] В некоторых вариантах выполнения изобретения съемочная камера 3 также выполнена с возможностью получения информации о сварочной зоне, а контроллер 4 сравнивает полученные данные с информацией о сварочной зоне в базе данных, чтобы регулировать положение и частоту колебаний лазерного луча 11.
[068] В частности, съемочная камера 3 может представлять собой высокоскоростную съемочную камеру или тому подобное. В частности, съемочная камера 3 может идентифицировать такую информацию, как положение и форма сварочной зоны, и сравнивать информацию о сварочной зоне с информацией в базе данных через контроллер. Необязательно, информация о сварочной зоне, полученная съемочной камерой 3, может быть обработана программным обеспечением обработки данных изображения и затем сравнена с информацией о сварочной зоне в базе данных. Необязательно, положение и частота колебаний лазерного луча 11 могут регулироваться с помощью сварочного робота и т.п.
[069] В частности, регулировка положения лазерного луча 11 может быть реализована путем регулировки положения центральной линии сварки лазерной сварочной горелки 1. Путем регулировки положения лазерного луча 11, сварочного пятна или сварочного шва. может быть более однородным. В частности, путем сравнения информации о сварочной зоне частота колебаний лазерного луча 11 может быть уменьшена, когда наплавка припоем недостаточна или величина зазора велика. Когда наплавка припоем является разумной или величина зазора невелика, частота колебаний лазерного луча 11 может быть увеличена.
[070] В этом варианте выполнения съемочная камера может использоваться для обратной связи о ситуации со сваркой и качестве сварки на контроллер в режиме реального времени во время процесса лазерно-дуговой гибридной сварки, а также путем мониторинга информации о сварочной зоне в реальном времени, положение и частота колебаний лазерного луча могут автоматически регулироваться в режиме реального времени в зависимости от ситуации сварки. В то же время, благодаря адаптивной регулировке, параметры сварки можно автоматически регулировать в соответствии с различными условиями сварки и материалами заготовки, чтобы избежать таких проблем, как чрезмерное тепловое воздействие и дефекты термических трещин во время сварки. Это может повысить уровень автоматизации сварочной системы, обеспечить стабильность качества сварки, а также улучшить качество и эффективность сварки.
[071] В некоторых вариантах выполнения, как показано на Фиг. 1 и Фиг. 2, система лазерно-дуговой гибридной сварки дополнительно содержит:
[072] измерительный элемент 5, подключенный к дуговой сварочной горелке 2 и выполненный с возможностью регистрации сварочного тока и/или сварочного напряжения на заданной частоте, причем контроллер 4 сравнивает полученные данные с заданным значением для регулировки сварочного тока и/или сварочного напряжения.
[073] Необязательно, измерительный элемент 5 может представлять собой датчик Холла или тому подобное. Необязательно, частота сбора данных измерительного элемента 5 может быть установлена в диапазоне от 24 кГц до 50 кГц. Необязательно, полученные сварочный ток и сварочное напряжение можно сравнить с заданными значениями, рассчитав их средние значения и стандартные отклонения. При необходимости, контроллер 4 может регулировать сварочный ток и сварочное напряжение путем передачи управляющих сигналов на источник питания 7 и т.п.
[074] В этом варианте выполнения, путем мониторинга данных сварочного тока и/или сварочного напряжения и выполнения адаптивных регулировок, измерительный элемент может использоваться для обратной связи параметров сварки на контроллер в режиме реального времени во время процесса лазерно-дуговой гибридной сварки. Контролируя сварочный ток и сварочное напряжение в режиме реального времени и сравнивая их с заданными значениями, можно автоматически вовремя регулировать ток и напряжение, чтобы обеспечить стабильность сварочного процесса и постоянство качества сварки, а также улучшить качество сварки и эффективность. В то же время, благодаря адаптивной регулировке, напряжение и ток можно автоматически регулировать в соответствии с различными условиями сварки и материалами заготовки, чтобы избежать таких проблем, как чрезмерное тепловое воздействие и дефекты термических трещин во время сварки.
[075] В некоторых вариантах выполнения изобретения лазерная сварочная горелка 1 и дуговая сварочная горелка 2 могут перемещаться вдоль направления длины зазора.
[076] В частности, съемочная камера 3 перемещается синхронно с лазерной сварочной горелкой 1. Необязательно, направление длины зазора также может называться направлением сварки. Необязательно, перемещение горелок 1 и 2 вдоль направления длины зазора может быть непрерывным, интервальным и т.п. В случае непрерывного перемещения скорость подачи проволоки может составлять от 8 м/мин до 10 м/мин, а скорость сварки - от 1,8 м/мин до 3 м/мин.
[077] В этом варианте выполнения перемещение горелок 1 и 2 вдоль направления длины зазора может обеспечивать более равномерный сварочный шов и более высокое качество сварки. На основании вышеописанного варианта выполнения, параметры сварки и качество сварки могут передаваться в режиме реального времени через съемочную камеру и измерительный элемент, так что параметры сварки можно регулировать адаптивно, обеспечивая, тем самым, высокую степень автоматизации, высокое качество и эффективность сварки.
[078] В процессе производства изобретатель обнаружил, что при сварке Т-образных соединений с использованием только лазерной сварки или дуговой сварки трудно решить проблему сварки с большими зазорами в соединениях. Обычно используются такие способы сварки, как ручная дуговая сварка и двусторонняя двухдуговая сварка, что приводит к ухудшению качества сварки и таким недостаткам, как низкая эффективность сварки. Чтобы решить вышеупомянутую проблему сварки Т-образного соединения, в некоторых вариантах выполнения зазор проходит вдоль первого направления х, а первую заготовку 101 и вторую заготовку 102 сваривают с образованием Т-образного соединения.
[079] В частности, Т-образное соединение можно применять в различных инженерных машинах, таких как краны, роторные буровые установки или уборочные машины. В частности, как первая заготовка 101, так и вторая заготовка 102 Т-образного соединения представляют собой плоские пластины, первая заготовка 101 проходит в плоскости, где расположены первое направление х и третье направление z, а вторая заготовка 102 проходит в плоскости, в которой расположены первое направление х и второе направление у. В частности, процесс сварки Т-образного соединения обычно сначала использует способ точечной сварки, а затем непрерывной сварки, причем расстояние между первой заготовкой 101 и второй заготовкой 102 может мгновенно изменяться, то есть в первом направлении х зазор между первой заготовкой 101 и второй заготовкой 102 в третьем направлении z неравномерен. Необязательно, Т-образное соединение может представлять собой Т-образное соединение толстых пластин, например, конструкцию Q355 толщиной 5 мм.
[080] В частности, в сварочной системе, благодаря эффекту притяжения колеблющегося лазерного луча 11 к дуге, лазерный луч 11 может направлять дугу так, чтобы она колебалась в зазоре Т-образного соединения, тем самым увеличивая стабильность дуги. При сварке колеблющимся лазерным лучом 11 за счет нагревательного воздействия дуги на зону сварки Т-образной заготовки для сварки в зоне воздействуют одновременно два источника тепла, благодаря чему получается более равномерный сварочный шов и достигается более высокое качество сварки. Под зоной сварки понимается область, где находится завариваемый зазор и прилегающая к нему область. Например, она может представлять собой зазор и обе стороны зазора вдоль второго направления у.
[081] В частности, во время перемещения вдоль первого направления х, в соответствии с величины зазора Т-образного соединения, контролируемой в реальном времени и передаваемой по обратной связи съемочной камерой 3, амплитуда колебаний и частота колебаний лазерного луча 11 могут автоматически регулироваться, чтобы избежать различных проблем при сварке, при этом сварочный шов имеет хорошую форму, высокое качество, высокую однородность и отсутствие явных подрезов, что приводит к более высокому качеству и эффективности сварки.
[082] Для трудносвариваемых материалов, таких как высокопрочная сталь, благодаря использованию колеблющегося лазера сварочная система этого варианта выполнения может увеличить площадь нагрева во время сварки, уменьшить градиент конденсации расплавленного металла в сварочном шве и эффективно избежать дефектов сварочных трещин, вызванных чрезмерной скоростью охлаждения окружающей среды. Это также может снизить температуру предварительного нагрева во время сварки, чтобы снизить технические затраты. Проблема заварки больших зазоров в соединениях может быть решена, требования к точности сборки сварочных образцов могут быть значительно снижены, а общее качество свариваемого продукта может быть улучшено. На основе существующей лазерной сварочной горелки и дуговой сварочной горелки, путем добавления недорогой съемочной камеры для контроля величины зазора во время перемещения лазерной сварочной горелки и дуговой сварочной горелки в первом направлении, в режиме реального времени, амплитуда колебаний и частота колебаний лазерного луча могут быть адаптивно отрегулированы, что легко реализовать и очень удобно в эксплуатации, обеспечивает высокую степень автоматизации и может улучшить качество и эффективность сварки.
[083] В некоторых вариантах выполнения, как показано на Фиг. 1 и Фиг. 2, система лазерно-дуговой гибридной сварки дополнительно содержит:
[084] сварочный робот, выполненный с возможностью приведения в движение горелок 1 и 2 и камеры 3 в направлении длины зазора.
[085] В частности, положение и частота колебаний горелок 1 и 2 и камеры 3 могут регулироваться сварочным роботом или т.п.
[086] В данном варианте выполнения сварочный робот выполнен с возможностью приведения в движение горелок 1 и 2 и камеры 3 для перемещения вдоль направления длины зазора, что может оптимизировать точность перемещения каждого элемента и улучшить качество сварки, скорость адаптивного реагирования и уровень автоматизации сварочной системы.
[087] В некоторых вариантах выполнения колеблющаяся траектория лазерного луча 11 представляет собой круг.
[088] Необязательно, колеблющаяся траектория лазерного луча 11 может иметь любую форму, такую как форму круга, линейного сегмента, цифры «8» или символа бесконечности «∞». В частности, в случае, когда колеблющаяся траектория лазерного луча 11 имеет форму линейного сегмента, если лазерная сварочная горелка 1 движется вдоль первого направления х, лазерный луч 11 будет рисовать синус-косинусный узор.
[089] В этом варианте выполнения, благодаря заданию колеблющейся траектории лазерного луча в виде круга, припой может быть равномерно плакирован по всей площади сварки, а также можно улучшить однородность и качество сварки сварочного пятна или сварочного шва.
[090] В некоторых вариантах выполнения, как показано на Фиг. 1 и Фиг. 2, угол между лазерным лучом 11 и головкой 21 дуговой сварочной горелки в вертикальной плоскости имеет значение в диапазоне от 15° до 50°.
[091] Необязательно, внутренний угол между лазерным лучом 11 и второй заготовкой 102 в вертикальной плоскости может составлять 60°, а внутренний угол между головкой 21 дуговой сварочной горелки и второй заготовкой 102 в вертикальной плоскости может составлять 45°
[092] В этом варианте выполнения угол между лазерным лучом 11 и головкой 21 дуговой сварочной горелки имеет значение в диапазоне от 15° до 50°, что позволяет оптимизировать угол теплопередачи источника тепла и улучшить качество сварки. Это также позволяет избежать структурных помех во время перемещение горелок 1 и 2 и съемочной камеры 3, тем самым улучшая работоспособность и надежность сварочной системы.
[093] В некоторых вариантах выполнения амплитуда колебаний лазерного луча 11 в 2-3 раза превышает величину зазора, а частота колебаний имеет значение в диапазоне от 60 Гц до 120 Гц; и/или частота колебаний лазерного луча 11 уменьшается по мере увеличения величины зазора.
[094] В частности, амплитуда колебаний лазерного луча 11 в 2-3 раза больше, чем величина зазора, и/или частота колебаний лазерного луча 11 уменьшается по мере увеличения величины зазора, что и то, и другое может обеспечить ширину заполнения припоем так, чтобы припой мог полностью закрыть зазор. В частности, снижается частота колебаний лазерного луча 11, то есть снижается скорость колебаний. Необязательно, в случае увеличения величины зазора, частота колебаний лазерного луча 11 может уменьшаться до 50-80% от заданного значения.
[095] Необязательно, в случае, когда горелки 1 и 2 непрерывно движутся вдоль направления длины зазора, скорость перемещения лазерного луча 11 также может уменьшаться по мере увеличения величины зазора, например, скорость перемещения лазерного луча 11 также может снизиться до 50%-80% от заданного значения.
[096] В этом варианте выполнения, благодаря оптимизации амплитуды и частоты колебаний, можно улучшить однородность покрытия припоем и заполнения, можно обеспечить постоянство ширины и высоты заполнения, место сварки или сварочный шов можно сделать более однородным, и качество сварки может быть улучшено.
[097] В некоторых вариантах выполнения, как показано на Фиг. 1 и Фиг. 2, система лазерно-дуговой гибридной сварки дополнительно содержит:
[098] лазерное генерирующее устройство 6, соединенное с лазерной сварочной горелкой 1 и выполненное с возможностью генерирования лазерного луча 11;
[099] источник 7 питания, подключенный к дуговой сварочной горелке 2 и выполненный с возможностью подачи на нее питания; и
[0100] устройство 8 для хранения газа, выполненное с возможностью подачи защитного газа в зону сварки.
[0101] В частности, источник 7 питания может быть выполнен с возможностью регулирования сварочного тока и сварочного напряжения. Необязательно, защитный газ может представлять собой газ Ar высокой чистоты, а также может представлять собой другие смешанные газы, а скорость потока защитного газа может быть установлена в диапазоне от 15 до 20 л/мин. Необязательно, лазерное генерирующее устройство 6 может представлять собой лазерное устройство, источник 7 питания может представлять собой источник питания для управляемой дуговой сварки, а устройство 8 для хранения газа может представлять собой баллон с защитным газом.
[0102] В этом варианте выполнения лазерное генерирующее устройство, источник питания и устройство для хранения газа расположены на некотором расстоянии от зоны сварки и закреплены на ней, что может уменьшить количество ненужных движущихся частей, оптимизировать компоновку всей сварочной системы и улучшить работоспособность и эксплуатационную надежность сварочной системы.
[0103] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит:
[0104] устройство генерации электрического поля, выполненное с возможностью приложения электрического поля к области сварки; и/или
[0105] устройство генерации магнитного поля, выполненное с возможностью приложения магнитного поля к области сварки.
[0106] В частности, зона сварки может представлять собой область, где расположены зазор, подлежащий заварке, и его окрестности.
[0107] В этом варианте выполнения, прикладывая электрическое поле или магнитное поле к зоне сварки, можно получить большее проплавление композитным источником тепла при условии более низкой выходной мощности лазера.
[0108] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит:
[0109] устройство генерации ультразвука, выполненное с возможностью подачи ультразвуковых волн в зону сварки.
[0110] В этом варианте выполнения устройство генерации ультразвука может использовать ультразвуковые волны для значительного измельчения зерен структуры сварочного шва, тем самым делая элементы сплава структуры сварочного шва более однородными, уменьшая сегрегацию, улучшая прочность и коррозионную стойкость сварного шва, и еще больше улучшая послесварочные характеристики изделия.
[0111] Во-вторых, настоящее изобретение дополнительно предлагает способ сварки, основанный на системе лазерно-дуговой гибридной сварки вышеупомянутых вариантов выполнения, включающий:
[0112] обеспечение возможности излучения лазерного луча 11 лазерной сварочной горелкой 1 и обеспечение возможности излучения дуги дуговой сварочной горелкой 2;
[0113] обеспечение возможности перемещения съемочной камеры 3 синхронно с лазерной сварочной горелкой 1 и контроля камерой величины зазора;
[0114] регулировку амплитуды колебаний и частоты колебаний лазерного луча 11 в соответствии с величиной зазора;
[0115] при этом лазерный луч 11 колеблется в зазоре вдоль направления ширины зазора благодаря колебаниям лазерной сварочной горелки 1, а лазерный луч 11 заставляет дугу колебаться так, что два источника тепла воздействуют одновременно на зону сварки для выполнения сварки в сварочной зоне.
[0116] В частности, сварочная система может повысить стабильность дуги с помощью колеблющегося лазерного луча 11. В соответствии с величиной зазора, отслеживаемой в реальном времени и возвращаемой съемочной камерой 3, параметры сварки могут автоматически регулироваться в соответствии с ситуацией со сваркой, при этом различных проблем при сварке можно избежать. Сварочное пятно или сварочный шов имеют хорошую форму, высокое качество, высокую однородность и отсутствие явных подрезов, что обеспечивает более высокое качество и эффективность сварки. В частности, в процессе сварки применяется технология лазерно-дуговой гибридной сварки, при которой колеблющийся лазерный луч 11 используется для отклонения дуги, что может повысить адаптируемость сварочной системы к зазору, тем самым обеспечивая более равномерное сварочное пятно после точечной сварки или более равномерный сварочный шов после непрерывной сварки и достижение более высокого качества сварки.
[0117] Способ сварки, в соответствии с этим вариантом выполнения, может повысить стабильность дуги благодаря использованию колеблющегося лазерного луча для индукции отклонения дуги и в полной мере использовать преимущества двух источников тепла, так что ширина и однородность сварочного пятна или сварочного шва увеличиваются. В зависимости от величины зазора, контролируемой в режиме реального времени и полученной от съемочной камеры, можно выполнить самоадаптирующуюся регулировку амплитуды и частоты колебаний лазерного луча в реальном времени, что легко реализовать и очень удобно в эксплуатации. Способ сварки может быть автоматически завершен путем программирования контроллера, что может повысить как эффективность, так и качество сварки.
[0118] В некоторых вариантах выполнения способ сварки дополнительно включает:
[0119] получение информации о сварочной зоне съемочной камерой 3;
[0120] корректировку положения и частоты колебаний лазерного луча 11 в соответствии с результатом сравнения между полученными данными и данными в базе данных.
[0121] В соответствии со способом сварки в соответствии с этим вариантом выполнения, съемочная камера может использоваться для обратной связи о ситуации сварки и качестве сварки на контроллер в режиме реального времени, а также путем мониторинга информации о сварочной зоне в реальном времени, положение и частота колебаний лазерного луча может автоматически регулироваться в режиме реального времени в зависимости от ситуации сварки. В то же время, благодаря адаптивной регулировке, параметры сварки можно автоматически регулировать в соответствии с различными условиями сварки и материалами заготовки, тем самым обеспечивая постоянство качества сварки и улучшая качество и эффективность сварки.
[0122] В некоторых вариантах выполнения система лазерно-дуговой гибридной сварки дополнительно содержит измерительный элемент 5, соединенный с дуговой сварочной горелкой 2, а способ сварки дополнительно включает:
[0123] получение сварочного тока и/или сварочного напряжения измерительным элементом 5 на заданной частоте;
[0124] регулирование сварочного тока и/или сварочного напряжения в соответствии с результатом сравнения между полученными данными и заданным значением.
[0125] Используя измерительный элемент для контроля данных сварочного тока и/или напряжения и осуществляя самоадаптирующуюся регулировку, способ сварки, в соответствии с этим вариантом выполнения, может автоматически регулировать ток и напряжение во времени в соответствии с результатом сравнения, тем самым обеспечивая стабильность сварочного процесса и постоянство качества сварки, а также повышение качества и эффективности сварки.
[0126] В некоторых вариантах выполнения перед операцией регулировки амплитуды колебаний и частоты колебаний лазерного луча 11 в соответствии с величиной зазора способ сварки дополнительно включает:
[0127] перемещение лазерной сварочной горелки 1 и дуговой сварочной горелки 2 вдоль направления длины зазора.
[0128] Путем перемещения лазерной сварочной горелки и дуговой сварочной горелки вдоль направления длины зазора в этом варианте выполнения можно получить более равномерный сварочный шов, обеспечить постоянство качества сварки и достичь более высокого качества сварки. Способ сварки может быть автоматически завершен путем программирования контроллера, что может повысить как эффективность, так и качество сварки.
[0129] В некоторых вариантах выполнения перед сваркой способ сварки дополнительно включает:
[0130] лазерную очистку и/или механическую шлифовку свариваемого участка.
[0131] Благодаря выполнению лазерной очистки и/или механической шлифовки свариваемого участка перед сваркой данный вариант выполнения позволяет удалить загрязнения, такие как окалина и масляные пятна, с поверхности детали из нержавеющей стали, тем самым уменьшая дым и ядовитый газ, образующийся во время сварки и обеспечивая качество сварки.
[0132] В некоторых вариантах выполнения, перед началом периодической сварки, способ сварки может также включать проведение пилотного шва с переменным зазором на заготовке для проверки эффекта сварки, например, при минимальном зазоре шва 0 мм, максимальный зазор между кромками 2 мм, а расстояние между швами около 20-30 см. Способ сварки будет запущен в производственную линию после завершения пилотного проекта.
[0133] В некоторых конкретных вариантах выполнения, как показано на Фиг. 1 и Фиг. 2, система лазерно-дуговой гибридной сварки содержит лазерную сварочную горелку 1, дуговую сварочную горелку 2, съемочную камеру 3, контроллер 4, измерительный элемент 5, лазерное генерирующее устройство 6, источник 7 питания, устройство 8 для хранения газа и сварочный робот и используется для заварки зазора, проходящего вдоль первого направления х, между первой заготовкой 101 и второй заготовкой 102. Горелки 1 и 2 непрерывно движутся вдоль направления длины зазора. Первая заготовка 101 и вторая заготовка 102 свариваются с образованием Т-образного соединения.
[0134] В частности, параметры процесса могут быть установлены следующим образом. Мощность лазера может составлять от 1400 Вт до 2500 Вт.Амплитуда колебаний лазерного луча 11 в 2-3 раза превышает величину зазора. Например, амплитуда колебаний лазерного луча 11 может составлять от 1 мм до 3 мм. Частота колебаний может иметь значение в диапазоне от 60 Гц до 180 Гц. В случае, когда величина зазора увеличивается, частота колебаний лазерного луча 11 уменьшается. Например, в случае увеличения величины зазора частота колебаний лазерного луча 11 может снизиться до 50-80% от заданного значения. Ток дуги можно устанавливать в диапазоне от 150 А до 220 А, а напряжение дуги можно устанавливать в диапазоне от 16 В до 20 В; угол наклона между лазерным лучом 11 и второй заготовкой 102 в вертикальной плоскости может составлять 60°, а угол наклона между головкой 21 горелки для дуговой сварки и второй заготовкой 102 в вертикальной плоскости может составлять 45°. Частота контроля съемочной камеры 3 может иметь значение в диапазоне от 24 Гц до 30 Гц. Сухое удлинение сварочной проволоки может быть установлено в пределах от 15 мм до 20 мм. Частота сбора данных измерительного элемента 5 может быть установлена в диапазоне от 24 кГц до 50 кГц. Скорость подачи проволоки может иметь значение в диапазоне от 8 м/мин до 10 м/мин. Скорость сварки может иметь значение в диапазоне от 1,8 м/мин до 3 м/мин. Защитный газ может представлять собой газ Ar высокой чистоты или другие смешанные газы. Скорость потока защитного газа можно устанавливать в диапазоне от 15 до 20 л/мин.
[0135] Съемочная камера 3 также выполнена с возможностью получения информации о сварочной зоне, а контроллер 4 сравнивает полученные данные с информацией о сварочной зоне в базе данных, чтобы регулировать положение и частоту колебаний лазерного луча 11. Измерительный элемент 5 выполнен с возможностью получения сварочного тока и/или сварочного напряжения на заданной частоте, а контроллер 4 сравнивает полученные данные с заданным значением для регулировки сварочного тока и/или сварочного напряжения. Сварочный робот выполнен с возможностью приводить в движение лазерную сварочную горелку 1, дуговую сварочную горелку 2 и съемочную камеру 3 в направлении длины зазора. Колеблющаяся траектория лазерного луча 11 представляет собой круг. Перед сваркой способ сварки включает лазерную очистку и/или механическую шлифовку свариваемого участка.
[0136] В сварочной системе и способе сварки, выполненных в соответствии с этим вариантом выполнения, примеси, такие как окалина и масляные пятна, на свариваемой металлической поверхности сначала удаляются с помощью технологии лазерной очистки, чтобы уменьшить дым и ядовитый газ, образующиеся во время сварки и обеспечить качество сварки. В процессе гибридной сварки применяется технология гибридной сварки с колеблющейся лазерной дугой, при которой колеблющийся лазерный луч используется для отклонения дуги, тем самым увеличивая адаптируемость к зазору, получая более равномерный сварочный шов и достигая более высокого качества сварки. Кроме того, благодаря технологии самоадаптивного управления параметры сварки и качество сварки передаются в режиме реального времени через съемочную камеру и измерительный элемент, а параметры сварки, такие как амплитуда колебаний, частота колебаний, сварочный ток и напряжение адаптивно регулируются, тем самым достигая более высокого качества и эффективности сварки, а также гарантируя, что сварочный шов имеет хорошую форму, высокое качество, высокую однородность и отсутствие явных поднутрений.
[0137] В настоящем изобретении лазер и электрическая дуга объединены в большом зазоре между кромками, и лазер используется для направления и управления дугой с целью заставить ее колебаться в этом большом зазоре. Благодаря мониторингу в режиме реального времени и обратной связи по условиям сварки процесс гибридной лазерной сварки контролируется точно, что способствует улучшению качества сварки Т-образного соединения. Для трудносвариваемых материалов, таких как высокопрочная сталь, колеблющийся лазер в настоящем изобретении увеличивает площадь нагрева во время сварки, уменьшает градиент конденсации расплавленного металла в сварочном шве и эффективно предотвращает появление сварочных трещин, вызванных чрезмерным охлаждением окружающей среды. Использование способа сварки, в соответствии с настоящим изобретением, может снизить температуру предварительного нагрева во время сварки, чтобы добиться снижения технических затрат. Настоящее изобретение адаптивно регулирует параметры сварки посредством обратной связи в режиме реального времени о параметрах сварки и качестве сварки, тем самым обеспечивая качество и эффективность сварки, избегая различных проблем при сварке и улучшая качество и эффективность сварки.
[0138] Система лазерно-дуговой гибридной сварки и способ сварки, в соответствии с настоящим изобретением, подробно описаны выше. Принципы и способы выполнения настоящего изобретения описаны с использованием конкретных вариантов выполнения, приведенных в настоящем документе, и описания приведенных выше вариантов выполнения используются только для того, чтобы помочь понять способы и основные идеи настоящего раскрытия. Следует отметить, что для специалистов в данной области техники, не отступая от принципов настоящего изобретения, в настоящее изобретение могут быть внесены многочисленные улучшения и модификации, и эти улучшения и модификации также входят в объем защиты формулы настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ И СВАРОЧНЫЙ АППАРАТ | 2023 |
|
RU2826227C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ | 2012 |
|
RU2579851C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА С УЛЬТРАЗВУКОВОЙ ОБРАБОТКОЙ | 2018 |
|
RU2697685C1 |
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
Изобретение относится к системе лазерно-дуговой гибридной сварки и способу сварки. Система лазерно-дуговой гибридной сварки выполнена с возможностью заварки зазора между первой заготовкой и второй заготовкой. Указанная система содержит дуговую сварочную горелку и лазерную сварочную горелку, съемочную камеру и контроллер. Лазерная сварочная горелка выполнена с возможностью перемещения относительно зазора и с возможностью излучения лазерного луча, воздействующего на зазор. Лазерный луч колеблется в зазоре вдоль направления ширины зазора. Дуговая сварочная горелка выполнена с возможностью перемещения относительно зазора и с возможностью излучения дуги, которая следует за лазерным лучом и колеблется в указанном зазоре. Съемочная камера выполнена с возможностью перемещения синхронно с лазерной сварочной горелкой и с возможностью контроля величины зазора в направлении ширины. Контроллер выполнен с возможностью регулировки амплитуды колебаний и частоты колебаний лазерного луча в соответствии с величиной зазора. В результате обеспечивается возможность заварки больших зазоров в соединениях, снижаются требования к точности сборки сварочных образцов и улучшается качество сварки изделия. 2 н. и 13 з.п. ф-лы, 2 ил.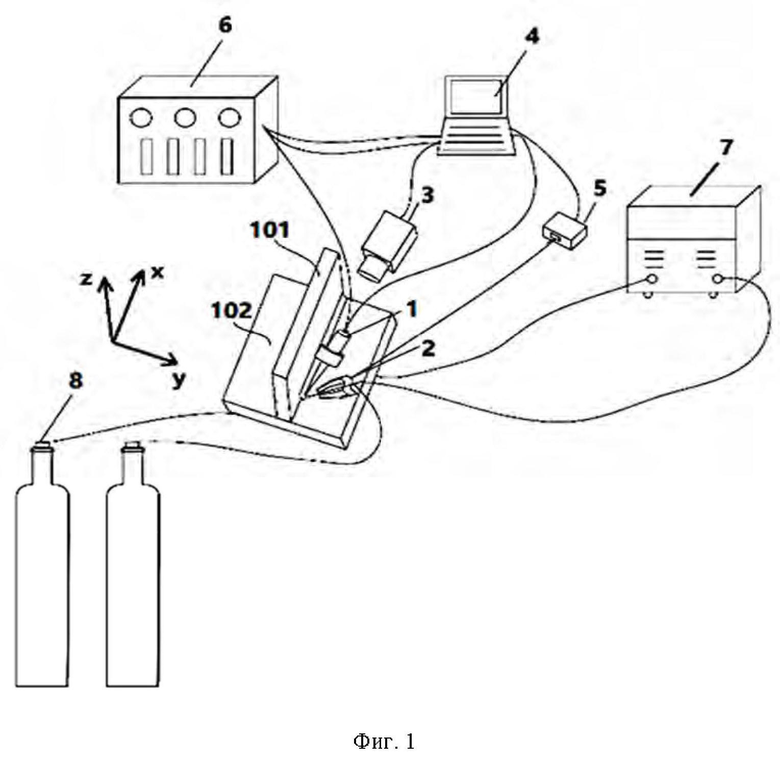
1. Система лазерно-дуговой гибридной сварки, выполненная с возможностью заварки зазора между первой заготовкой (101) и второй заготовкой (102), причем зазор проходит вдоль первого направления (х), а первая заготовка (101) и вторая заготовка (102) свариваются с образованием Т-образного соединения, причем система лазерно-дуговой гибридной сварки содержит:
лазерную сварочную горелку (1), выполненную с возможностью перемещения относительно зазора и с возможностью излучения лазерного луча (11), который воздействует на зазор, при этом лазерный луч (11) колеблется в зазоре вдоль направления ширины зазора,
дуговую сварочную горелку (2), выполненную с возможностью перемещения относительно зазора и с возможностью излучения дуги, которая следует за лазерным лучом (11) для колебания в зазоре,
съемочную камеру (3), выполненную с возможностью перемещения синхронно с лазерной сварочной горелкой (1) и с возможностью контроля величины зазора в направлении ширины, и
контроллер (4), выполненный с возможностью регулировки амплитуды и частоты колебаний лазерного луча (11) в соответствии с величиной зазора,
причем лазерная сварочная горелка (1) и дуговая сварочная горелка (2) выполнены с возможностью обеспечения угла между лазерным лучом (11) и головкой (21) дуговой сварочной горелки (2) в вертикальной плоскости, составляющего от 15 до 50°, и
причем лазерная сварочная горелка (1) выполнена с возможностью обеспечения амплитуды колебаний лазерного луча (11), которая в 2–3 раза превышает величину зазора, при частоте колебаний от 60 до 120 Гц.
2. Система по п.1, в которой съемочная камера (3) выполнена с возможностью получения информации о сварочной зоне, а контроллер (4) выполнен с возможностью сравнения полученных данных с информацией о сварочной зоне в базе данных для настройки положения и частоты колебаний лазерного луча (11).
3. Система по п.1, дополнительно содержащая измерительный элемент (5), соединенный с дуговой сварочной горелкой (2) и выполненный с возможностью регистрации сварочного тока и/или сварочного напряжения на заданной частоте, при этом контроллер (4) выполнен с возможностью сравнения полученных данных с заданной величиной для регулировки сварочного тока и/или сварочного напряжения.
4. Система по п.1, в которой лазерная сварочная горелка (1) и дуговая сварочная горелка (2) выполнены с возможностью перемещения вдоль направления длины зазора.
5. Система по п.1, дополнительно содержащая сварочный робот, выполненный с возможностью приведения в движение лазерной сварочной горелки (1), дуговой сварочной горелки (2) и съемочной камеры (3) вдоль направления длины зазора.
6. Система по п.1, в которой колеблющаяся траектория лазерного луча (11) представляет собой круг.
7. Система по п.1, в которой частота колебаний лазерного луча (11) уменьшается с увеличением величины зазора.
8. Система по п.1, дополнительно содержащая лазерное генерирующее устройство (6), соединенное с лазерной сварочной горелкой (1) и выполненное с возможностью генерирования лазерного луча (11), источник (7) питания, соединенный с дуговой сварочной горелкой (2) и выполненный с возможностью подачи питания на дуговую сварочную горелку (2), и устройство (8) хранения газа, выполненное с возможностью подачи защитного газа в зону сварки.
9. Система по любому из пп.1-8, дополнительно содержащая устройство генерации электрического поля, выполненное с возможностью приложения электрического поля к зоне сварки, и/или устройство генерации магнитного поля, выполненное с возможностью приложения магнитного поля к зоне сварки.
10. Система по любому из пп.1-8, дополнительно содержащая устройство генерации ультразвука, выполненное с возможностью подачи ультразвуковой волны в зону сварки.
11. Способ сварки с использованием системы лазерно-дуговой гибридной сварки, выполненной по любому из пп.1-10, включающий:
обеспечение излучения лазерного луча (11) лазерной сварочной горелкой (1) и обеспечение излучения дуги дуговой сварочной горелкой (2);
обеспечение перемещения съемочной камеры (3) синхронно с лазерной сварочной горелкой (1) и отслеживания камерой величины зазора; и регулировку амплитуды колебаний и частоты колебаний лазерного луча (11) в соответствии с величиной зазора;
обеспечение колебания лазерного луча (11) в зазоре вдоль направления ширины зазора за счет колебаний лазерной сварочной горелки (1), при этом лазерный луч (11) заставляет дугу колебаться так, что два источника тепла действуют одновременно на зону сварки для сварки в сварочной зоне.
12. Способ по п.11, в котором дополнительно получают информацию о сварочной зоне с помощью съемочной камеры (3) и корректируют положение и частоту колебаний лазерного луча (11) в соответствии с результатом сравнения полученных данных с данными в базе данных.
13. Способ по п.11, в котором система лазерно-дуговой гибридной сварки дополнительно содержит измерительный элемент (5), соединенный с дуговой сварочной горелкой (2), при этом в способе дополнительно:
получают сварочный ток и/или сварочное напряжение измерительным элементом (5) на заданной частоте; и
регулируют сварочный ток и/или сварочное напряжение в соответствии с результатом сравнения полученных данных с заданным значением.
14. Способ по п.11, в котором дополнительно перед операцией регулировки амплитуды колебаний и частоты колебаний лазерного луча (11) в соответствии с величиной зазора перемещают лазерную сварочную горелку (1) и дуговую сварочную горелку (2) вдоль направления длины зазора.
15. Способ по любому из пп.11-14, в котором дополнительно выполняют лазерную очистку и/или механическую шлифовку свариваемого участка перед сваркой.
| CN 0108788471 A, 13.11.2018 | |||
| CN 0208262083 U, 21.12.2018 | |||
| RU 2063853 C1, 20.07.1996 | |||
| Способ изготовления труб сваркой | 2017 |
|
RU2637039C1 |
| Блокнот в виде браслета | 1927 |
|
SU9255A1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Способ определения амплитудного распределения электрической компоненты поля в волноводе | 1962 |
|
SU151703A1 |
| US 20210178513 A1, 17.06.2021. | |||

