ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Настоящее изобретение относится к области технологий сварки, в частности, к способу сварки и сварочному аппарату.
УРОВЕНЬ ТЕХНИКИ
[002] Конструкции из больших толстых пластин широко используются в морской и аэрокосмической областях. Разделка кромок под сварку толстопластинчатых компонентов по большей части имеет форму Y-образной разделки, которая имеет характеристики высокой эффективности обработки и низкой стоимости обработки. Однако Y-образная разделка при производстве толстопластинчатых компонентов имеет проблемы, например, большой объем заполнения сварки и низкая эффективность сварки. Кроме того, Y-образная разделка кромок толстопластинчатых компонентов является разделкой с переменным зазором между кромками, склонной к таким дефектам сварки, как непровар, бугорки и наплыв.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[003] Некоторые варианты осуществления настоящего изобретения предусматривают способ сварки и сварочный аппарат для смягчения проблемы плохого результата сваривания.
[004] В одном аспекте настоящего изобретения предусмотрен способ сварки, включающий в себя следующий этап:
[005] управление напряженностью магнитного поля и частотой переключения направления магнитного поля для магнитного поля, генерируемого электромагнитной катушкой, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля.
[006] В некоторых вариантах осуществления, устройство сварки включает в себя устройство дуговой сварки, выполненное с возможностью генерации непрерывно падающих капель расплава;
[007] способ сварки дополнительно включает в себя следующий этап: управление магнитным полем, генерируемым электромагнитной катушкой, чтобы также действовать на дугу, испускаемую устройством дуговой сварки, чтобы направление испускания дуги отклонялось силой магнитного поля.
[008] В некоторых вариантах осуществления, способ сварки дополнительно включает в себя следующий этап: регулировку напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между свариваемыми кромками в разделке.
[009] В некоторых вариантах осуществления, этап регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между свариваемыми кромками в разделке включает в себя:
[010] регулировку напряженности магнитного поля согласно функциональному соотношению зазора между свариваемыми кромками и напряженности магнитного поля для удовлетворения требованию, что, чем больше зазор между свариваемыми кромками, тем выше должна быть напряженность магнитного поля.
[011] В некоторых вариантах осуществления, этап регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между свариваемыми кромками в разделке включает в себя:
[012] регулировку частоты переключения направления магнитного поля согласно функциональному соотношению зазора между свариваемыми кромками и частоты переключения направления магнитного поля для удовлетворения требованию, что, чем больше зазор, тем выше должна быть частота переключения направления магнитного поля.
[013] В некоторых вариантах осуществления, этап регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между свариваемыми кромками в разделке включает в себя:
[014] завершение сварки разделки за по меньшей мере два прохода;
[015] в случае сварки за первый проход, управление датчиком для обнаружения наиболее глубокого зазора между свариваемыми кромками в разделке, и регулировку напряженности магнитного поля и частоты переключения направления магнитного поля согласно наиболее глубокому зазору между свариваемыми кромками; и
[016] в случае сварки не за первый проход, управление датчиком для обнаружения зазора между свариваемыми кромками в разделке, соответствующего свариваемой поверхности, сформированной после предыдущего прохода сварки, и регулировку напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между свариваемыми кромками, соответствующему свариваемой поверхности.
[017] В некоторых вариантах осуществления, устройство сварки дополнительно включает в себя устройство лазерной сварки.
[018] Способ сварки дополнительно включает в себя следующий этап: управление устройством лазерной сварки для работы одновременно с устройством дуговой сварки для осуществления лазерно-дуговой гибридной сварки по разделке кромок.
[019] В некоторых вариантах осуществления, этапы управления напряженностью магнитного поля и частотой переключения направления магнитного поля, генерируемого электромагнитной катушкой, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля, включает в себя:
[020] управление направлением магнитного поля электромагнитной катушки как первым направлением, чтобы непрерывно падающие капли расплава подвергались силе магнитного поля, отклоненной к первой кромке разделки; и
[021] управление направлением магнитного поля электромагнитной катушки как вторым направлением, чтобы непрерывно падающие капли расплава подвергались силе магнитного поля, отклоненной ко второй кромке разделки;
[022] причем первое направление и второе направление являются противоположными направлениями, и частота переключения между первым направлением и вторым направлением является частотой переключения направления магнитного поля.
[023] В некоторых вариантах осуществления, этапы управления напряженностью магнитного поля и частотой переключения направления магнитного поля, генерируемого электромагнитной катушкой, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля, включает в себя:
[024] по мере того, как проходит процесс сварки, обуславливание перемещения непрерывно падающих капель расплава взад-вперед и их падания на две кромки разделки.
[025] В некоторых вариантах осуществления, способ сварки дополнительно включает в себя следующие этапы:
[026] регулировку линии прохождения сварочной проволоки в устройстве дуговой сварки для пересечения с опорной линией;
регулировку линии прохождения центральной оси электромагнитной катушки для пересечения с опорной линией; и регулировку точки лазерной обработки, генерируемой устройством лазерной сварки для падения на опорную линию; причем опорная линия является срединной линией разделки и проходящей в направлении сварки.
[027] В некоторых вариантах осуществления, способ сварки дополнительно включает в себя следующие этапы: управление мощностью лазера и величиной расфокусировки лазера устройства лазерной сварки в пределах от 4 кВт до 10 кВт и в пределах от -5 мм до +5 мм, соответственно; управление скоростью сварки в пределах от 2 м/мин до 4 м/мин; и управление расстоянием между точкой лазерной обработки устройства лазерной сварки и точкой дуговой обработки устройства дуговой сварки на опорной линии в пределах от 1 мм до 3 мм.
[028] В другом аспекте настоящего изобретения предусмотрен сварочный аппарат, включающий в себя: устройство сварки, электромагнитную катушку и контроллер, в котором устройство сварки выполнено с возможностью генерации непрерывно падающих капель расплава, контроллер электрически соединен с электромагнитной катушкой, и контроллер выполнен с возможностью осуществления вышеописанного способа сварки.
[029] В еще одном аспекте настоящего изобретения предусмотрен сварочный аппарат, включающий в себя:
[030] устройство сварки, выполненное с возможностью генерации непрерывно падающих капель расплава; и
[031] электромагнитную катушку, имеющую регулируемую напряженность магнитного поля и регулируемую частоту переключения направления магнитного поля, причем
электромагнитная катушка выполнена с возможностью генерации магнитного поля, которое действует на непрерывно падающие капли расплава, в результате чего траектория падения непрерывно падающих капель расплава отклоняется силой магнитного поля.
[032] В некоторых вариантах осуществления, сварочный аппарат дополнительно включает в себя датчик, выполненный с возможностью обнаружения зазора между свариваемыми кромками в разделке для регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между свариваемыми кромками.
[033] В некоторых вариантах осуществления, сварочный аппарат дополнительно включает в себя контроллер, причем контроллер электрически соединен с электромагнитной катушкой, и контроллер выполнен с возможностью управления напряженностью магнитного поля и частотой переключения направления магнитного поля, генерируемого электромагнитной катушкой, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля.
[034] В некоторых вариантах осуществления, устройство сварки включает в себя устройство дуговой сварки, выполненное с возможностью генерации непрерывно падающих капель расплава.
[035] В некоторых вариантах осуществления, устройство сварки дополнительно включает в себя устройство лазерной сварки, выполненный с возможностью работы одновременно с устройством дуговой сварки для осуществления лазерно-дуговой гибридной сварки по разделке кромок.
[036] На основании вышеупомянутых технических решений, это изобретение имеет по меньшей мере следующие полезные результаты:
[037] В некоторых вариантах осуществления, магнитное поле, генерируемое электромагнитной катушкой, действует на непрерывно падающие капли расплава, благодаря чему, траектория падения непрерывно падающих капель расплава отклоняется силой магнитного поля. В результате разных направлений магнитного поля капли расплава подвергаются действию сил магнитного поля в разных направлениях, и, таким образом, траектория падения капель расплава отклоняется в разных направлениях. В результате разных напряженностей магнитного поля капли расплава подвергаются разным силам магнитного поля, и, таким образом, траектория падения капель расплава отклоняется в разной степени. По мере того, как проходит процесс сварки, непрерывно падающие капли расплава могут падать на все кромки разделки, таким образом, достигая хорошего результата сваривания кромок разделки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[038] Описанные здесь чертежи призваны обеспечивать дополнительное понимание настоящего изобретения и составляют часть настоящей заявки. Иллюстративные варианты осуществления настоящего изобретения и его описание служат для пояснения настоящего изобретения и не налагают необоснованного ограничения на настоящее изобретение. В чертежах:
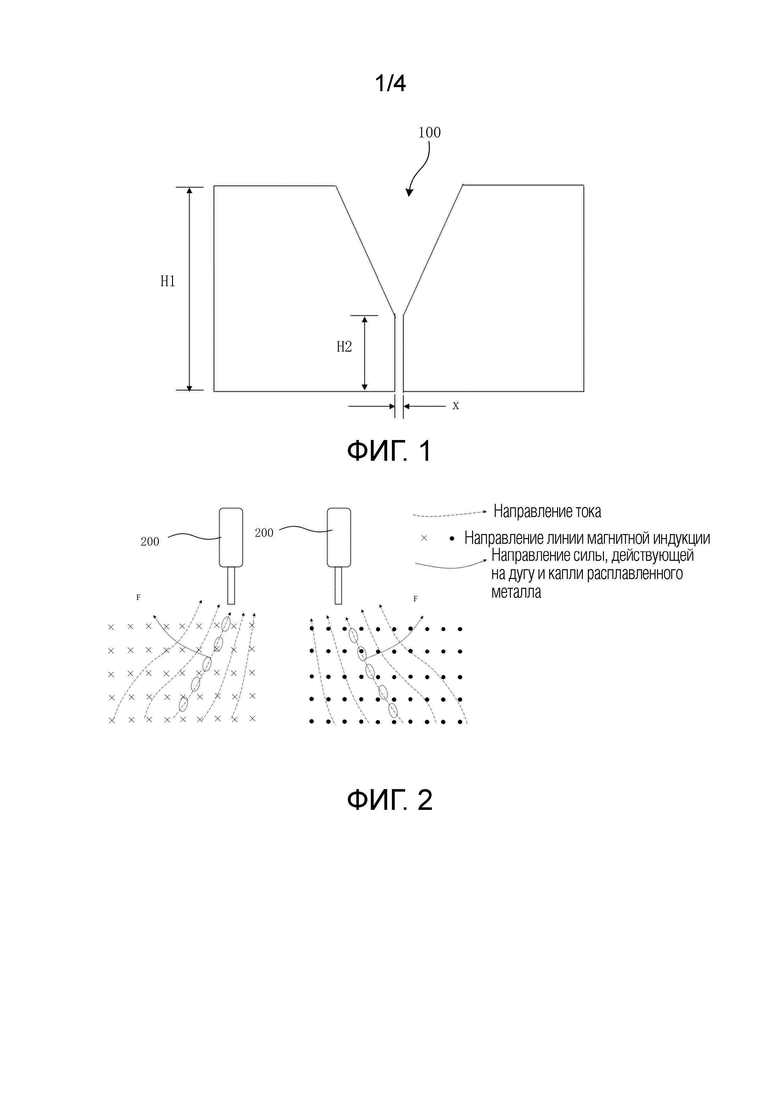
[039] фиг. 1 - схематический вид разделки кромок под сварку согласно некоторым вариантам осуществления настоящего изобретения;
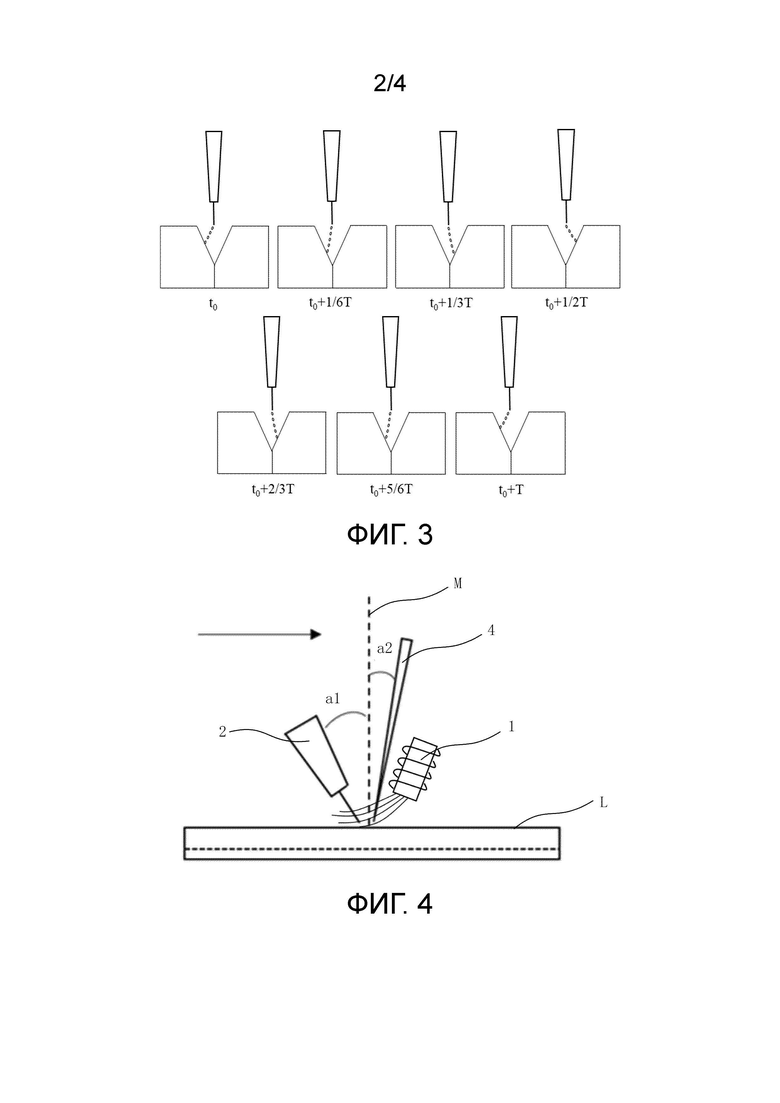
[040] фиг. 2 - схематический вид принципа действия переменного магнитного поля согласно некоторым вариантам осуществления настоящего изобретения;
[041] фиг. 3 - схематический вид процесса, в котором траектория падения непрерывно падающих капель расплава изменяется под действием силы магнитного поля согласно некоторым вариантам осуществления настоящего изобретения;
[042] фиг. 4 - схематический вид рабочих позиций устройства дуговой сварки и устройства лазерной сварки в ходе операций сварки согласно некоторым вариантам осуществления настоящего изобретения;
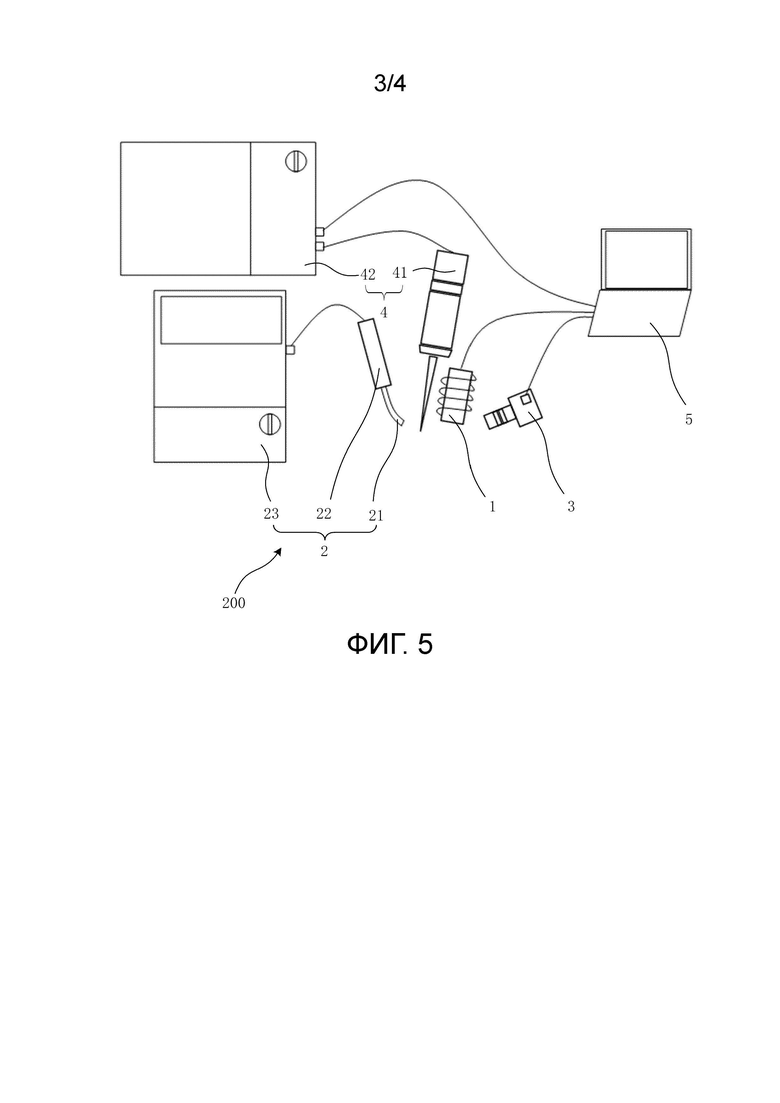
[043] фиг. 5 - схематический вид сварочного аппарата согласно некоторым вариантам осуществления настоящего изобретения;
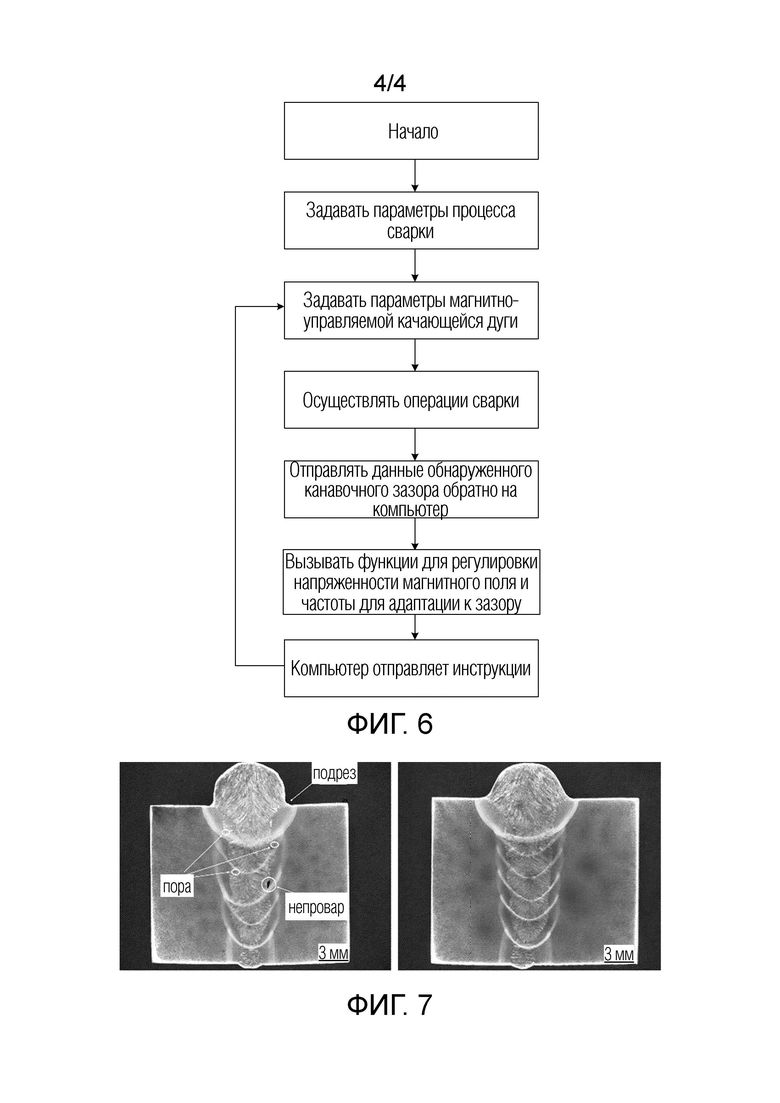
[044] фиг. 6 - диаграмма последовательности операций регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между свариваемыми кромками в разделке согласно некоторым вариантам осуществления настоящего изобретения; и
[045] фиг. 7 - металлографические изображения сварного соединения без магнитного поля и сварного соединения с переменным магнитным полем согласно некоторым вариантам осуществления настоящего изобретения.
[046] Описание ссылочных позиций в чертежах:
1 - электромагнитная катушка
2 - устройство дуговой сварки; 21 - сварочная проволока; 22 - сварочная горелка; 23 - источник питания;
3 - датчик;
4 - устройство лазерной сварки; 41 - лазерная головка; 42 -лазерное устройство;
5 - контроллер;
100 - разделка; 200 - сварочное устройство; L - опорная линия; М - перпендикулярная линия.
[047] Следует понимать, что размеры различных частей, показанных в чертежах, не приведены в фактическом масштабе. Кроме того, одинаковые или аналогичные ссылочные позиции обозначают одинаковые или аналогичные компоненты.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[048] Различные иллюстративные варианты осуществления настоящего изобретения будут подробно описаны ниже со ссылкой на прилагаемые чертежи. Описание иллюстративных вариантов осуществления является лишь иллюстративным и никак не ограничивает настоящее изобретение, его применение или использование. Настоящее изобретение можно реализовать во многих разных формах и не ограничивается описанными здесь вариантами осуществления. Эти варианты осуществления представлены таким образом, чтобы настоящее изобретение было подробным и завершенным, и объем настоящего изобретения был полностью доведен до сведения специалистов в данной области. Следует отметить, что, если конкретно не указано обратное, относительное расположение частей и этапов, составы материалов, численные выражения и численные значения, приведенные в этих вариантах осуществления, следует рассматривать только как иллюстративные и не как ограничительные.
[049] Используемые в настоящем изобретении термины "первый", "второй" и аналогичные слова не обозначают порядок, количество или важность, но используются лишь для различения разных частей. "Включающий в себя" или "содержащий" и аналогичные слова означают, что элемент, предшествующий слову, охватывает элементы, перечисленные после слова, и не исключает возможности охвата и других элементов. Такие слова, как "вверх", "вниз", "влево" и "вправо", используются только для указания относительных позиционных отношении. При изменении абсолютного положения описанного объекта, соответственно может изменяться также относительное позиционное соотношение.
[050] В настоящем изобретении, когда описано, что конкретное устройство располагается между первым устройством и вторым устройством, может существовать или не существовать промежуточное устройство между конкретным устройством и первым устройством или вторым устройством. Когда описано, что конкретное устройство соединено с другим устройством, конкретное устройство может быть напрямую соединено с другим устройством без промежуточного устройства или может не быть напрямую соединено с другим устройством, но имеет промежуточное устройство.
[051] Все термины (включающие в себя технические или научные термины), используемые в этом изобретении имеют то же смысловое значение, в котором их понимает специалист в данной области техники, к которой принадлежит это изобретение, если прямо не указано обратное. Следует также понимать, что термины определенные, например, в общих словарях, следует рассматривать в значениях, согласующихся с их значениями в контексте уровня техники и не интерпретировать в идеализированном или высокоформализованном смысле, если они явно заданы здесь таким образом.
[052] Методы, способы и устройства, известные специалистам в уровне техники, могут не рассматриваться подробно, но, когда это целесообразно, такие методы, способы и устройства следует рассматривать как часть описания.
[053] Cогласно фиг. 1, предусмотрена разделка 100 кромок под сварку согласно некоторым вариантам осуществления настоящего изобретения. Разделка 100 на фиг. 1 является Y-образной разделкой. Конечно, форма разделки 100 не ограничивается Y-образной разделкой и также может быть U-образной разделкой, V-образной разделкой, I-образной разделкой и т.п.
[054] Согласно варианту осуществления, показанному на фиг. 1, толщина H1 пластины, где располагается Y-образная разделка, составляет от 12 мм до 24 мм. Высота Н2 перпендикулярного сечения Y-образной разделки составляет от 4 мм до 8 мм. Наиболее глубокий зазор х между свариваемыми кромками в Y-образной разделке составляет от 0 мм до 1,5 мм. Односторонний раскрыв разделки составляет от 12° до 20°.
[055] Y-образная разделка при производстве толстопластинчатых компонентов имеет проблемы, например, большой объем заполнения сварки и низкая эффективность сварки. Кроме того, Y-образная разделка толстопластинчатых компонентов является разделкой с переменным зазором, склонная к таким дефектам сварки, как непровар, бугорки и наплыв.
[056] В этой связи, некоторые варианты осуществления настоящего изобретения предусматривают способ сварки и сварочный аппарат для смягчения проблемы плохого результата сваривания.
[057] В некоторых вариантах осуществления, способ сварки включает в себя следующий этап:
[058] управление напряженностью магнитного поля и частотой переключения направления магнитного поля для магнитного поля, генерируемого электромагнитной катушкой 1, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством 200 сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля.
[059] На фиг. 2 показана схема сравнения сил магнитного поля в разных направлениях, действующая на капли расплава, генерируемые устройством 200 сварки в магнитных полях противоположных направлений.
[060] Согласно вышеописанным вариантам осуществления, магнитное поле, генерируемое электромагнитной катушкой 1, действует на непрерывно падающие капли расплава, благодаря чему, траектория падения непрерывно падающих капель расплава отклоняется силой магнитного поля. В результате разных направлений магнитного поля капли расплава подвергаются действию сил магнитного поля в разных направлениях, и, таким образом, траектория падения капель расплава отклоняется в разных направлениях. В результате разных напряженностей магнитного поля капли расплава подвергаются разным силам магнитного поля, и, таким образом, траектория падения капель расплава отклоняется в разной степени. По мере того, как проходит процесс сварки, непрерывно падающие капли расплава могут падать на все кромки разделки 100, таким образом, достигая хорошего результата сваривания кромок.
[061] Кроме того, в случае переменного зазора между кромками в разделке, путем регулировки напряженности магнитного поля и частоты переключения направления магнитного поля, все еще можно достигать хорошего результата сваривания кромок разделки, таким образом повышая точность обработки разделки больших и сложных структурных частей и уменьшая дефекты сварки, например, непровар, бугорки и наплыв в сварке с переменным зазором между кромками.
[062] Кроме того, путем задания частоты переключения направления магнитного поля и переключения направления магнитного поля взад-вперед, направление силы, действующей на непрерывно падающие капли расплава, может периодически изменяться, и непрерывно падающие капли расплава могут периодически качаться и периодически попадать на все кромки разделки, таким образом, достигая хорошего результата сваривания кромок разделки.
[063] Способ сварки, предусмотренный вариантами
осуществления настоящего изобретения применим не только к сварка толстых пластин, но и к сварке тонких пластин.
[064] Способ сварки, предусмотренный вариантами
осуществления настоящего изобретения применим не только к Y-образным разделкам, но и к U-образным разделкам, V-образным разделкам, I-образным разделкам и т.п.
[065] В некоторых вариантах осуществления, устройство 200 сварки включает в себя устройство 2 дуговой сварки, выполненное с возможностью генерации непрерывно падающих капель расплава.
[066] Способ сварки дополнительно включает в себя следующий этап: управление магнитным полем, генерируемым электромагнитной катушкой 1, чтобы также действовать на дугу, испускаемую устройством 2 дуговой сварки, чтобы направление испускания дуги отклонялось силой магнитного поля.
[067] Согласно вышеописанным вариантам осуществления, путем задания частоты переключения направления магнитного поля и переключения направления магнитного поля взад-вперед, направление силы, действующей на непрерывно падающие капли расплава, и дуги может периодически изменяться, и под действием магнитного поля, непрерывно падающие капли расплава и дуга могут периодически качаться, и качающиеся капли расплава могут периодически попадать на все кромки разделки 100, таким образом, достигая хорошего результата сваривания кромок разделки. Кроме того, периодически качающиеся дуги и непрерывно падающие капли расплава может повышать адаптируемость способа сварки вариантов осуществления к переменному зазору между свариваемыми кромками. Кроме того, периодически качающиеся дуги также могут уменьшать размер капель расплава, что облегчает для малых капель расплава периодическое качание по дуге. Такое поведение капель позволяет каплям расплава лучше попадать на переход кромки разделки, таким образом, сглаживая проблемы неполного провара кромки разделки.
[068] Кроме того, магнитно-управляемая качающаяся дуга также может создавать эффект перемешивания на сварочной ванне, таким образом разрушая дендриты и очищая структуру. При этом эффект перемешивания качающейся дуги на сварочной ванне способствует выделению пор, что благоприятно для снижения пористости, повышения качества сварки и сглаживания проблемы дополнительных пор, обусловленных сваркой толстых пластин.
[069] В некоторых вариантах осуществления, способ сварки дополнительно включает в себя следующий этап: регулировка напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между кромками разделки 100.
[070] Согласно вышеописанным вариантам осуществления, регулировка напряженности магнитного поля и направления магнитного поля согласно зазору между кромками разделки 100 применяется к разделке 100 с переменным зазором между кромками, удовлетворяет требованиям о качестве сварки, например, адаптируемость к зазору между кромками, уменьшает дефекты сварки, например, непровар, бугорки и наплыв в сварке с переменным зазором между кромками, повышает эффективность сварки, достигает повышенной адаптируемости к узким зазорам между кромками, значительно уменьшает потребление расходных материалов, и сокращает затраты времени и энергии.
[071] В некоторых вариантах осуществления, этап регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между кромками разделки 100 включает в себя:
[072] регулировку напряженности магнитного поля согласно функциональному соотношению зазора между кромками и напряженности магнитного поля для удовлетворения требованию, что, чем больше зазор между кромками, тем выше должна быть напряженность магнитного поля.
[073] Согласно вышеописанным вариантам осуществления, чем больше зазор между кромками разделки 100, тем больше требуемая амплитуда качания непрерывно падающих капель расплава, и, соответственно, тем выше требуемая напряженность магнитного поля. Более высокая напряженность магнитного поля обуславливает увеличение силы магнитного поля, действующей на капли расплава, и непрерывно падающие капли расплава могут отклоняться в большей степени для адаптации к большому зазору между кромками. Аналогично, чем меньше зазор между кромками разделки 100, тем меньше требуемая амплитуда качания непрерывно падающих капель расплава, и, соответственно, тем ниже требуемая напряженность магнитного поля. Более низкая напряженность магнитного поля обуславливает уменьшение силы магнитного поля, действующей на капли расплава, и непрерывно падающие капли расплава могут отклоняться в меньшей степени для адаптации к малому зазору между кромками.
[074] В некоторых вариантах осуществления, функциональное соотношение зазора между кромками и напряженности магнитного поля может быть линейным функциональным соотношением или нелинейным функциональным соотношением.
[075] В некоторых вариантах осуществления, на основании нескольких наборов экспериментальных данных о зазоре между кромками и напряженности магнитного поля, можно подбирать функциональное соотношение зазора между кромками и напряженности магнитного поля. Например, функциональное соотношение зазора между кромками и напряженности магнитного поля можно получать методом подбора параболы или методом подбора наименьших квадратов.
[076] В некоторых вариантах осуществления, на основании нескольких наборов экспериментальных данных о зазоре между кромками и напряженности магнитного поля, функциональное соотношение зазора между кромками и напряженности магнитного поля подбирается следующим образом:

где х представляет зазор между кромками в разделке 100;
Н представляет напряженность магнитного поля; А, В и С - постоянные члены.
[077] А принимает значения от 8 до 12, В принимает значения от 8 до 12, и n - целое число, большее 1. Значение С не имеет ограничений и определяется согласно толщине пластина.
[078] В необязательном порядке, А принимает значение 10, В принимает значение 10, и n принимает значение 2. Функциональное соотношение зазора между кромками и напряженности магнитного поля выражается как: 
[079] С увеличением зазора между кромками, для управления амплитудой качания непрерывно падающих капель расплава и дуги требуется более высокая напряженность магнитного поля. Соотношение увеличения амплитуды качания и напряженности магнитного поля является нелинейным, которое применяется к разделке 100 с переменным зазором между кромками и удовлетворяет требованиям о качестве сварки, например, адаптируемость к зазору между кромками.
[080] В некоторых вариантах осуществления, этап регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между кромками разделки 100 включает в себя:
[081] регулировку частоты переключения направления магнитного поля согласно функциональному соотношению зазора между кромками и частоты переключения направления магнитного поля для удовлетворения требованию, что, чем больше зазор, тем выше должна быть частота переключения направления магнитного поля.
[082] Согласно вышеописанному варианту осуществления, чем больше зазор между кромками разделки 100, тем больше раз капли расплава должны непрерывно перемещаться взад-вперед и падать, и, соответственно, тем выше требуемая частота переключения направления магнитного поля. При более высокой частоте переключения направления магнитного поля капли расплава вынуждены непрерывно перемещаться взад-вперед больше раз и падать за единицу времени для адаптации к большому зазору между кромками. Аналогично, чем меньше зазор между кромками в разделке 100, тем меньше раз капли расплава должны непрерывно перемещаться взад-вперед и падать, и, соответственно, ниже требуемая частота переключения направления магнитного поля. При более низкой частоте переключения направления магнитного поля капли расплава вынуждены непрерывно перемещаться взад-вперед меньше раз и падать за единицу времени для адаптации к малому зазору между кромками.
[083] В некоторых вариантах осуществления, функциональное соотношение зазора между кромками и частоты переключения направления магнитного поля может быть линейным функциональным соотношением или нелинейным функциональным соотношением.
[084] В некоторых вариантах осуществления, на основании нескольких наборов экспериментальных данных о зазоре между кромками и частоте переключения направления магнитного поля, можно подбирать функциональное соотношение зазора между кромками и частоты переключения направления магнитного поля. Например, функциональное соотношение зазора между кромками и частоты переключения направления магнитного поля можно получать методом подбора параболы или методом подбора наименьших квадратов.
[085] В некоторых вариантах осуществления, на основании нескольких наборов экспериментальных данных о зазоре между кромками и частоте переключения направления магнитного поля, функциональное соотношение зазора между кромками и частоты переключения направления магнитного поля подбирается следующим образом: 
где х представляет зазор между кромками в разделке 100;
f представляет частоту переключения направления магнитного поля;
D и Е - постоянные члены.
[086] D принимает значения от 3 до 6, Е принимает значения от 3 до 6' и n - целое число, большее 1.
[087] В необязательном порядке, D принимает значение 5, Е принимает значение 5, и n принимает значение 2. Функциональное соотношение зазора между кромками и частоты переключения направления магнитного поля выражается как: 
[088] С увеличением зазора между кромками, для адаптации к зазору требуется более высокая частота переключения направления магнитного поля, если большой зазор между кромками не приведет к непровару.
[089] В некоторых вариантах осуществления, этап регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между кромками разделки 100 включает в себя:
[090] завершение сварки разделки 100 за по меньшей мере два прохода;
[091] в случае сварки за первый проход, управление датчиком 3 для обнаружения наиболее глубокого зазора между кромками разделки 100, и регулировку частоты переключения направления магнитного поля и напряженности магнитного поля согласно наиболее глубокому зазору между кромками; и
[092] в случае сварки не за первый проход, управление датчиком 3 для обнаружения зазора между кромками, соответствующего свариваемой поверхности, сформированной после предыдущего прохода сварки, и регулировку напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между кромками, соответствующему свариваемой поверхности.
[093] Зазор между кромками, соответствующий свариваемой поверхности, сформированной после предыдущего прохода сварки, также является наиболее глубоким зазором между кромками в разделке, подлежащей свариванию в этот момент.
[094] Для разделки кромок толстопластинчатых компонентов под сварку, разделка может свариваться за по меньшей мере два прохода вследствие большой глубины разделки. Каждый раз по завершении прохода сварки, наиболее глубокий зазор между кромками в незаконченной разделке обнаруживается для переопределения напряженности магнитного поля и частоты переключения направления магнитного поля. В направлении от наиболее глубокой части разделки к наименее глубокой части, зазор между кромками Y-образной разделки будет становиться все больше и больше. Поэтому, более высокая напряженность магнитного поля требуется, чтобы непрерывно падающие капли расплава качались в большей степени, и более высокая частота переключения направления магнитного поля требуется, чтобы капли расплава перемещались взад-вперед больше раз и падали.
[095] В некоторых вариантах осуществления, устройство 200 сварки дополнительно включает в себя устройство 4 лазерной сварки.
[096] Способ сварки дополнительно включает в себя следующий этап: управление устройством 4 лазерной сварки для работы одновременно с устройством 2 дуговой сварки для осуществления лазерно-дуговой гибридной сварки по разделке 100.
[097] В качестве способа сварки высокоэнергичным пучком, лазерная сварка имеет характеристики высокой плотности энергии и малого подвода тепла и имеет значительные преимущества в области сварки толстых пластин.
[098] Лазерно-дуговой гибридный способ сварки объединяет два источника тепла в виде лазера и дуги для получения хорошего провара и достижения эффективной и высококачественной сварки.
[099] В некоторых вариантах осуществления, этап управления напряженностью магнитного поля и частотой переключения направления магнитного поля, генерируемого электромагнитной катушкой 1, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством 200 сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля, включает в себя:
[0100] управление направлением магнитного поля электромагнитной катушки 1 как первым направлением, чтобы непрерывно падающие капли расплава подвергались силе магнитного поля, отклоненной к первой кромке разделки 100; и
[0101] управление направлением магнитного поля электромагнитной катушки 1 как вторым направлением, чтобы непрерывно падающие капли расплава подвергались силе магнитного поля, отклоненной ко второй кромке разделки 100;
[0102] причем первое направление и второе направление являются противоположными направлениями, и частота переключения между первым направлением и вторым направлением является частотой переключения направления магнитного поля.
[0103] Согласно фиг. 3, время t0 указывает состояние дуги и капель расплава в последний момент, когда дуга и капли расплава отклоняются к первой кромке силой, отклоненной к первой кромке, в случае, когда направление магнитного поля является первым направлением. Капли расплава, падающие на первую кромку в это время подвергаются силе магнитного поля, отклоненной к первой кромке в ходе всего процесса падения и достигают положения падения, где генерируется наибольшая амплитуда качания. В момент, когда положение отклонения достигает экстремального значения, смена боковой кромки осуществляется в наибольшей степени, и с этого момента направление магнитного поля также изменяется на противоположное направление. В этом случае, капли расплава и дуга начинают подвергаться действию силы магнитного поля, отклоненной ко второй кромке, и капли расплава, которые не падают на кромку разделки, начинают отклоняться ко второй кромке. В момент  , некоторые капли расплава еще не отклонились ко второй кромке, но уже упали на первую кромку. В момент
, некоторые капли расплава еще не отклонились ко второй кромке, но уже упали на первую кромку. В момент  , все капли расплава отклонились ко второй кромке. В момент
, все капли расплава отклонились ко второй кромке. В момент  , позиции отклонения дуги и капель расплава достигают экстремальных значений на второй кромке, и капли расплава осуществляют смену боковой кромки в наибольшей степени на второй кромке, и одновременно, направление магнитного поля снова изменяется на противоположное направление, и капли расплава и дуга начинают подвергаться действию силы, отклоненной к первой кромке. В момент
, позиции отклонения дуги и капель расплава достигают экстремальных значений на второй кромке, и капли расплава осуществляют смену боковой кромки в наибольшей степени на второй кромке, и одновременно, направление магнитного поля снова изменяется на противоположное направление, и капли расплава и дуга начинают подвергаться действию силы, отклоненной к первой кромке. В момент  , некоторые капли расплава еще не отклонились к первой кромке, но уже упали на вторую кромку. В момент
, некоторые капли расплава еще не отклонились к первой кромке, но уже упали на вторую кромку. В момент  , все капли расплава отклонились к первой кромке. В момент t0+Т, позиции отклонения дуги и капель расплава достигают экстремальных значении на первой кромке, и одновременно, направление магнитного поля снова изменяется на противоположное направление, и этот цикл повторяется для осуществления высокочастотной качающейся сварки и хорошей смены кромки разделки.
, все капли расплава отклонились к первой кромке. В момент t0+Т, позиции отклонения дуги и капель расплава достигают экстремальных значении на первой кромке, и одновременно, направление магнитного поля снова изменяется на противоположное направление, и этот цикл повторяется для осуществления высокочастотной качающейся сварки и хорошей смены кромки разделки.
[0104] В некоторых вариантах осуществления, этап управления напряженностью магнитного поля и частотой переключения направления магнитного поля, генерируемого электромагнитной катушкой 1, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством 200 сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля, включает в себя:
[0105] по мере того, как проходит процесс сварки, обуславливание перемещения непрерывно падающих капель расплава взад-вперед и их падания на две кромки разделки 100.
[0106] Согласно вышеописанным вариантам осуществления, направление силы, действующей на непрерывно падающие капли расплава, и дуги может периодически изменяться, и под действием магнитного поля, непрерывно падающие капли расплава и дуга могут периодически качаться, и качающиеся капли расплава могут периодически попадать на все кромки разделки 100, таким образом, достигая хорошего результата сваривания кромок разделки.
[0107] Согласно фиг. 4, способ сварки дополнительно включает в себя следующие этапы:
[0108] регулировку линии прохождения сварочной проволоки в устройстве 2 дуговой сварки для пересечения с опорной линией L;
[0109] регулировку линии прохождения центральной оси электромагнитной катушки 1 для пересечения с опорной линией L; и
[0110] регулировку точки лазерной обработки, генерируемой устройством 4 лазерной сварки для падения на опорную линию L;
[0111] причем опорная линия L является срединной линией разделки 100 проходящей в направлении сварки.
[0112] Согласно вышеописанным вариантам осуществления, путем регулировки положения сварочной проволоки устройства 2 дуговой сварки, положения электромагнитной катушки 1 и положения точки лазерной обработки, генерируемой устройством 4 лазерной сварки, может достигаться лучший результат сварки.
[0113] В некоторых вариантах осуществления, угол a1 между линией прохождения сварочной проволоки в устройстве 2 дуговой сварки и перпендикулярной линией М равен 35°, но не ограничивается этим.
[0114] В некоторых вариантах осуществления, угол а2 между лазерным лучом, генерируемым устройством 4 лазерной сварки, и перпендикулярной линией М равен 5°, но не ограничивается этим.
[0115] Перпендикулярная линия М перпендикулярна к опорной линии L.
[0116] В некоторых вариантах осуществления, способ сварки дополнительно включает в себя следующие этапы: управление мощностью лазера и величиной расфокусировки лазера устройства 4 лазерной сварки в пределах от 4 кВт до 10 кВт и в пределах от -5 мм до +5 мм, соответственно; управление скоростью сварки в пределах от 2 м/мин до 4 м/мин; и управление расстоянием между точкой лазерной обработки устройства 4 лазерной сварки и точкой дуговой обработки устройства 2 дуговой сварки на опорной линии L в пределах от 1 мм до 3 мм.
[0117] Точка лазерной обработки устройства 4 лазерной сварки, точка дуговой обработки устройства 2 дуговой сварки и скорость движения электромагнитной катушки 1 в направлении сварки согласуются со скоростью сварки.
[0118] Согласно фиг. 6, в некоторых вариантах осуществления, способ сварки включает в себя следующие этапы:
[0119] очистку и полировку разделки пластин, подлежащих свариванию;
[0120] зажимание и фиксацию пластин, подлежащих свариванию, с помощью зажимов;
[0121] задание параметров процесса сварки;
[0122] задание напряженности магнитного поля и частоты переключения направления магнитного поля электромагнитной катушки для управления амплитудой качания и периодом дуги и капель расплава;
[0123] осуществление лазерно-дуговых гибридных операций сварки; и
[0124] завершение сварки разделки за по меньшей мере два прохода, причем после завершения предыдущего прохода сварки и до следующего прохода сварки, датчик обнаруживает зазор между кромками в разделке перед лазерным пятном и отправляет данные обнаруженного зазора обратно на контроллер (компьютер); и
[0125] контроллер (компьютер) сбрасывает напряженность магнитного поля и частоту переключения направления магнитного поля электромагнитной катушки согласно принятым данным зазора между кромками для регулировки амплитуды качания и периода дуги и капель расплава, таким образом, достигая хорошей адаптации амплитуды качания к зазору между кромками.
[0126] Дуга и капли расплава могут периодически качаться под действием магнитного поля. Качающиеся капли расплава могут периодически совершат в переходы между кромками по обе стороны разделки, таким образом достигая хорошего результата сваривания боковых кромок.
[0127] В некоторых вариантах осуществления, способ сварки включает в себя следующие этапы:
[0128] 1) Очистку и шлифовку разделки пластин, подлежащих свариванию, и затем зажимание и фиксацию пластин, подлежащих свариванию, с помощью зажимов и размещение пластин на сварочном столе;
[0129] установку соответствующего устройства сварки, регулировку линии прохождения сварочной проволоки в устройстве 2 дуговой сварки для пересечения с опорной линией L; регулировку линии прохождения центральной оси электромагнитной катушки 1 для пересечения с опорной линией L; и регулировку точки лазерной обработки, генерируемой устройством 4 лазерной сварки для падения на опорную линию L.
[0130] 2) Задание параметров процесса сварки: задание мощности лазера и величины расфокусировки лазера устройства 4 лазерной сварки в пределах от 4 кВт до 10 кВт и в пределах от -5 мм до +5 мм, соответственно; задание скорости сварки в пределах от 2 м/мин до 4 м/мин; и задание расстояния между точкой лазерной обработки устройства 4 лазерной сварки и точкой дуговой обработки устройства 2 дуговой сварки на опорной линии L в пределах от 1 мм до 3 мм;
[0131] задание начальной напряженность магнитного поля и начальной частоты переключения направления магнитного поля согласно начальному наиболее глубокому зазору между кромками разделки 100. Фиг. 2, демонстрирует принцип действия переменного магнитного поля на дугу и капли расплава в ходе процесса сварки, где пунктирные стрелки указывают направление тока, и сплошные стрелки указывают направление силы, действующей на дугу и капли расплава. В одном цикле направление линий магнитной индукции изменяется.
[0132] В первом полуцикле, направление линий магнитной индукции противоположно направлению сварки и назад направления сварки, тогда как направление тока ориентировано от подложки к сварочной горелке. Согласно флемингову правилу левой руки дуга будет подвергаться действию ориентированной влево силы, перпендикулярной к направлению тока, и в результате дуга и капли расплава будут отклоняться и переходить к кромке на одной стороне разделки.
[0133] Во втором полуцикле, направление линий магнитной индукции совпадает с направлением сварки и вперед направления сварки, тогда как направление тока ориентировано от подложки к сварочной горелке. В этом случае, согласно флемингову правилу левой руки дуга будет подвергается действию ориентированной вправо силы, перпендикулярной к направлению тока, и в результате дуга и капли расплава будут отклонятся в противоположном направлении относительно направления в первом полуцикле и переходить к кромке на другой стороне разделки.
[0134] 3) Осуществление лазерно-дуговой гибридной сварки. В ходе процесса сварки, датчик 3 обнаруживает зазор разделки 100 в положении сваривания в реальном времени, и отправляет данные обнаруженного зазора между кромками обратно на контроллер.
[0135] 4) Вызов функции контроллером для регулировки напряженности магнитного поля. Конкретно, вызываемая функция представляет собой  где представляет зазор между кромками разделки 100, обнаруженный датчиком 3, Н представляет напряженность магнитного поля, и С - постоянный член (этот параметр используется в качестве загрузки для оптимизации качества сварки разных материалов). С увеличением зазора между кромками, более высокая напряженность магнитного поля требуется для управления амплитудой качания дуги. Соотношение увеличения амплитуды качания и напряженности магнитного поля является нелинейным, и предпочтительно является вышеупомянутым функциональным соотношением.
где представляет зазор между кромками разделки 100, обнаруженный датчиком 3, Н представляет напряженность магнитного поля, и С - постоянный член (этот параметр используется в качестве загрузки для оптимизации качества сварки разных материалов). С увеличением зазора между кромками, более высокая напряженность магнитного поля требуется для управления амплитудой качания дуги. Соотношение увеличения амплитуды качания и напряженности магнитного поля является нелинейным, и предпочтительно является вышеупомянутым функциональным соотношением.
[0136] При этом функция  вызывается для регулировки частоты переключения направления магнитного поля. С увеличением зазора между кромками для адаптации к зазору между кромками требуется более высокая частота f качания, если большой зазор между кромками не приведет к непровару.
вызывается для регулировки частоты переключения направления магнитного поля. С увеличением зазора между кромками для адаптации к зазору между кромками требуется более высокая частота f качания, если большой зазор между кромками не приведет к непровару.
[0137] 5) После приема данных о зазоре между кромками разделки 100, отправку, контроллером, инструкций на магнитное устройство управления для регулировки напряженности магнитного поля для дополнительного управления силой магнитного поля, действующей на капли расплава и дугу, чтобы таким образом управлять амплитудами качания дуги и капель расплава для дополнительной адаптации к сварочным работам и всегда достигать хорошей адаптации амплитуды качания к зазору между кромками в ходе процесса сварки.
[0138] Качание капель расплава в фактическом процессе сварки показано на фиг. 3. В момент t0, позиции отклонения дуги и капель расплава достигают экстремальных значений. В это время, смена боковой кромки осуществляется в наибольшей степени, и с этого момента направление магнитного поля также изменяется на противоположное направление. В этом случае, дуга и капли расплава начинают подвергаться действию силы магнитного поля в противоположном направлении, и капли расплава начинают отклоняться в другую сторону. В момент  , позиции отклонения дуги и капель расплава достигают экстремальных значений на другой стороне, и капли расплава осуществляют смену боковой кромки в наибольшей степени на другой стороне, и одновременно, направление магнитного поля снова изменяется на противоположное направление. Этот цикл повторяется для осуществления высокочастотной качающейся сварки и хорошей смена боковой кромки.
, позиции отклонения дуги и капель расплава достигают экстремальных значений на другой стороне, и капли расплава осуществляют смену боковой кромки в наибольшей степени на другой стороне, и одновременно, направление магнитного поля снова изменяется на противоположное направление. Этот цикл повторяется для осуществления высокочастотной качающейся сварки и хорошей смена боковой кромки.
[0139] На фиг. 7 изображение слева является металлографическим изображением сварного соединения без переменного магнитного поля, и изображение справа является металлографическим изображением сварного соединения с переменным магнитным полем. Сварное соединение в изображении слева имеет дефекты пористости и непровара, и размер непровара велик, достигая миллиметрового уровня. Это оказывал чрезвычайно серьезное и плохое влияние на эксплуатационные показатели фактического сварного соединения. Металлографическое изображение соединения с переменным магнитным полем показано в изображении справа. Сварные швы после нескольких проходов сварки являются однородными и аккуратными, и никаких дефектов пористости и непровара не возникает. Из наблюдения верхних слоев сварных соединений в изображениях, несколько дефектов подреза возникает в металлографической фазе сварного соединения без переменного магнитного поля, и в сварном соединении со сварным швом, сварной шов является более плоским и в плавном переходе с основным металлом, и дефекты подреза не образуются. Переменное магнитное поле благоприятно для расширения сварочной ванны для обеспечения плавного перехода между сварным швом и основным металлом.
[0140] Согласно фиг. 5, некоторые варианты осуществления настоящего изобретения дополнительно предусматривают сварочный аппарат, включающий в себя устройство 200 сварки, электромагнитную катушку 1 и контроллер 5. Устройство 200 сварки выполнено с возможностью генерации непрерывно падающих капель расплава. Контроллер 5 электрически соединен с электромагнитной катушкой 1, и контроллер 5 выполнен с возможностью осуществления способа сварки в любом из вышеупомянутых вариантов осуществления.
[0141] Согласно фиг. 5, некоторые варианты осуществления настоящего изобретения дополнительно предусматривают сварочный аппарат, включающий в себя:
[0142] устройство 200 сварки, выполненный с возможностью генерации непрерывно падающих капель расплава; и
[0143] электромагнитную катушку 1, имеющую регулируемую напряженность магнитного поля и регулируемую частоту переключения направления магнитного поля, причем электромагнитная катушка 1 выполнена с возможностью генерации магнитного поля, которое действует на непрерывно падающие капли расплава, в результате чего траектория падения непрерывно падающих капель расплава отклоняется силой магнитного поля.
[0144] В некоторых вариантах осуществления, сварочный аппарат дополнительно включает в себя датчик 3, выполненный с возможностью обнаружения зазора между кромками разделки 100 для регулировки напряженности магнитного поля и частоты переключения направления магнитного поля согласно зазору между кромками.
[0145] В некоторых вариантах осуществления, сварочный аппарат дополнительно включает в себя контроллер 5, причем контроллер 5 электрически соединен с электромагнитной катушкой 1, и контроллер 5 выполнен с возможностью управления напряженностью магнитного поля и частотой переключения направления магнитного поля, генерируемого электромагнитной катушкой 1, чтобы магнитное поле действовало на непрерывно падающие капли расплава, генерируемые устройством 200 сварки, и, таким образом, траектория падения непрерывно падающих капель расплава отклонялась силой магнитного поля.
[0146] Контроллер 5 может быть компьютерно-считываемым носителем данных.
[0147] В некоторых вариантах осуществления, устройство 200 сварки включает в себя устройство 2 дуговой сварки, выполненное с возможностью генерации непрерывно падающих капель расплава.
[0148] В некоторых вариантах осуществления, устройство 2 дуговой сварки включает в себя сварочную горелку 22, источник 23 питания и сварочную проволоку 21. Сварочная проволока 21 устанавливается на сварочной горелке 22, и источник 23 питания выполнен с возможностью подачи мощности на сварочную горелку 22, благодаря чему сварочная горелка 22 испускает дугу.
[0149] В некоторых вариантах осуществления, устройство 200 сварки дополнительно включает в себя устройство 4 лазерной сварки, выполненное с возможностью работы одновременно с устройством 2 дуговой сварки для осуществления лазерно-дуговой гибридной сварки по разделке 100.
[0150] В некоторых вариантах осуществления, устройство 4 лазерной сварки включает в себя лазерную головку 41 и лазерное устройство 42. Лазерное устройство 42 выполнено с возможностью генерации лазер, и лазерная головка 41 выполнена с возможностью испускать лазерный луч, генерируемый лазерным устройством 42.
[0151] Сварочный аппарат, предусмотренный вариантами осуществления настоящего изобретения, используется для осуществления способа сварки, предусмотренного вариантами осуществления настоящего изобретения, и, таким образом, имеет полезные результаты способа сварки соответственно.
[0152] На основании вышеизложенных различных вариантов осуществления настоящего изобретения, технические особенности одного варианта осуществления могут быть выгодно объединены с одним или более другими вариантами осуществления в отсутствие явного отрицания или конфликта.
[0153] Хотя некоторые конкретные варианты осуществления этого изобретения были подробно описаны в порядке примеров, специалистам в данной области техники очевидно, что вышеупомянутые примеры обеспечены только для иллюстрации, и не призваны ограничивать объем этого изобретения. Специалисты в данной области техники должны понимать, что, не выходя за рамки объема и сущности этого изобретения, можно модифицировать вышеописанные варианты осуществления или эквивалентно заменять некоторые технические особенности. Объем этого изобретения задается нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система лазерно-дуговой гибридной сварки и способ сварки | 2024 |
|
RU2831174C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ | 2012 |
|
RU2579851C2 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| СПОСОБ СВАРКИ ПРИХВАТОЧНЫМИ ШВАМИ ПРИ ПРОИЗВОДСТВЕ СВАРНОЙ СТАЛЬНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА | 2015 |
|
RU2656431C2 |
| Способ сварки дугой ,вращающейся в магнитном поле | 1986 |
|
SU1366334A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1992 |
|
RU2038937C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ сварки плавлением | 1979 |
|
SU837656A1 |
Настоящее изобретение относится к способу сварки деталей с разделкой кромок и сварочному аппарату. Воздействуют магнитным полем, генерируемым электромагнитной катушкой, на непрерывно падающие капли расплава, генерируемые устройством для сварки. Осуществляют регулирование напряженности магнитного поля и частоты переключения направления магнитного поля с учетом зазора между кромками свариваемых деталей в разделке для обеспечения отклонения траектории падения непрерывно падающих капель расплава силой магнитного поля и перемещения их от кромки к кромке свариваемых деталей при заполнении разделки. В результате разных направлений магнитного поля капли расплава подвергаются действию сил магнитного поля с отклонением траектории падения капель расплава в разных направлениях и в разной степени. В процессе сварки непрерывно падающие капли расплава попадают на стенки кромок, заполняя разделку и обеспечивая хороший результат сварки деталей. Дополнительное оснащение устройства дуговой сварки лазерным устройством обеспечивает осуществление лазерно-дуговой гибридной сварки деталей с разделкой кромок. 3 н. и 13 з.п. ф-лы, 7 ил. 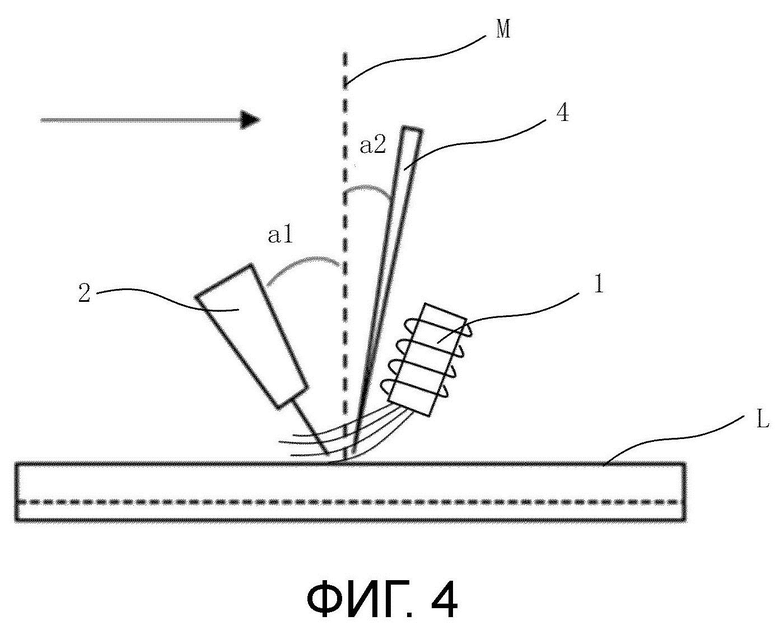
1. Способ сварки деталей с разделкой кромок (100), включающий воздействие магнитного поля, генерируемого электромагнитной катушкой (1), на непрерывно падающие капли расплава, генерируемые устройством (200) для сварки, при этом осуществляют регулирование напряженности магнитного поля и частоты переключения направления магнитного поля с учетом зазора между кромками свариваемых деталей в разделке (100) для обеспечения отклонения траектории падения непрерывно падающих капель расплава силой магнитного поля и перемещения их от кромки к кромке свариваемых деталей при заполнении разделки.
2. Способ сварки по п. 1, в котором устройство (200) для сварки содержит устройство (2) дуговой сварки, выполненное с возможностью генерации непрерывно падающих капель расплава, причем управляют магнитным полем, генерируемым электромагнитной катушкой (1), с обеспечением воздействия на дугу для отклонения ее направления силой магнитного поля.
3. Способ сварки по п. 1, в котором регулируют напряженность магнитного поля согласно соотношению ширины зазора между свариваемыми кромками деталей и напряженности магнитного поля из условия: чем больше зазор, тем выше напряженность магнитного поля.
4. Способ сварки по п. 1, в котором регулируют частоту переключения направления магнитного поля согласно соотношению ширины зазора между свариваемыми кромками деталей и частоты переключения направления магнитного поля из условия: чем больше зазор, тем выше частота переключения направления магнитного поля.
5. Способ сварки по п. 3 или 4, в котором осуществляют заполнение разделки (100) между свариваемыми кромками деталей по меньшей мере за два прохода, при этом
на первом проходе с помощью датчика (3) определяют наибольшую глубину зазора в разделке (100), в котором регулируют напряженность магнитного поля и частоту переключения направления магнитного поля, а
на последующих проходах с помощью датчика (3) определяют глубину зазора в разделке (100), соответствующего свариваемой поверхности, сформированной после предыдущего прохода сварки, в котором регулируют напряженность магнитного поля и частоту переключения направления магнитного поля.
6. Способ сварки по п. 2, в котором устройство (200) для сварки дополнительно содержит устройство (4) лазерной сварки, при этом управляют устройством (4) лазерной сварки для работы одновременно с устройством (2) дуговой сварки для осуществления лазерно-дуговой гибридной сварки деталей с разделкой кромок (100).
7. Способ сварки по п. 1, в котором управляют первым направлением магнитного поля электромагнитной катушки (1), чтобы непрерывно падающие капли расплава подвергались силе магнитного поля, отклоненной к первой кромке разделки (100), и управляют вторым направлением магнитного поля электромагнитной катушки (1), чтобы непрерывно падающие капли расплава подвергались силе магнитного поля, отклоненной ко второй кромке разделки (100), причем первое направление и второе направление являются противоположными направлениями, а частота переключения между первым направлением и вторым направлением является частотой переключения направления магнитного поля.
8. Способ сварки по п. 1, в котором в процессе сварки обеспечивают перемещение непрерывно падающих капель расплава и их падение на обе кромки разделки (100).
9. Способ сварки по п. 6, в котором:
регулируют линию прохождения сварочной проволоки в устройстве (2) дуговой сварки для пересечения с опорной линией (L), которая является срединной линией разделки (100) и проходит в направлении сварки деталей,
регулируют линию прохождения центральной оси электромагнитной катушки (1) для пересечения с опорной линией (L) и
регулируют точку лазерной обработки, генерируемую устройством (4) лазерной сварки, для падения на опорную линию (L).
10. Способ сварки по п. 9, в котором управляют мощностью лазера и величиной расфокусировки лазера устройства (4) лазерной сварки в пределах от 4 до 10 кВт и в пределах от -5 до +5 мм, соответственно, управляют скоростью сварки в пределах от 2 до 4 м/мин и управляют расстоянием между точкой лазерной обработки устройства (4) лазерной сварки и точкой дуговой обработки устройства (2) дуговой сварки на опорной линии (L) в пределах от 1 до 3 мм.
11. Сварочный аппарат для сварки деталей с разделкой кромок (100), содержащий: устройство (200) для сварки, электромагнитную катушку (1) и контроллер (5), причем устройство (200) для сварки выполнено с возможностью генерации непрерывно падающих капель расплава, контроллер (5) электрически соединен с электромагнитной катушкой (1) и выполнен с возможностью регулирования напряженности магнитного поля и частоты переключения направления магнитного поля с учетом зазора между кромками свариваемых деталей в разделке (100) для осуществления способа сварки по любому из пп. 1-10.
12. Сварочный аппарат для сварки деталей с разделкой кромок (100), содержащий: устройство (200) для сварки, выполненное с возможностью генерации непрерывно падающих капель расплава, и электромагнитную катушку (1), имеющую регулируемые напряженность магнитного поля и частоту переключения направления магнитного поля с учетом зазора между кромками свариваемых деталей в разделке (100), причем электромагнитная катушка (1) выполнена с возможностью генерации магнитного поля, которое действует на непрерывно падающие капли расплава так, что траектория падения непрерывно падающих капель расплава отклоняется силой магнитного поля с их перемещением от кромки к кромке свариваемых деталей при заполнении разделки (100).
13. Сварочный аппарат по п. 12, который дополнительно содержит датчик (3), выполненный с возможностью обнаружения зазора между кромками свариваемых деталей в разделке (100) для регулировки с его учетом напряженности магнитного поля и частоты переключения направления магнитного поля.
14. Сварочный аппарат по п. 12, который дополнительно содержит контроллер (5), который электрически соединен с электромагнитной катушкой (1) и выполнен с возможностью управления напряженностью магнитного поля и частотой переключения направления магнитного поля, генерируемого электромагнитной катушкой (1).
15. Сварочный аппарат по п. 14, в котором устройство (200) для сварки содержит устройство (2) дуговой сварки, выполненное с возможностью генерации непрерывно падающих капель расплава.
16. Сварочный аппарат по п. 15, в котором устройство (200) для сварки дополнительно содержит устройство (4) лазерной сварки, выполненное с возможностью работы одновременно с устройством (2) дуговой сварки, для осуществления лазерно-дуговой гибридной сварки деталей с разделкой кромок (100).
| Способ сварки плавящимся электродом | 1973 |
|
SU483214A1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| Способ сварки плавлением | 1979 |
|
SU837656A1 |
| SU 755469 А1, 15.08.1980 | |||
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| JP 60240382 B, 29.11.1985. | |||

