Изобретение относится к электроэрозионным методам упрочнения и легирования токопроводящих материалов и может быть использовано при нанесении покрытий на рабочие части деталей машин и инструментов для повышения, упрочнения и улучшения коррозионной стойкости и восстановления размеров.
Известен способ электроискрового нанесения покрытий, когда на легирующий электрод относительно обрабатываемой поверхности накладывают напряжение от генератора эрозирующих импульсов и ультразвуковые колебания (JP, заявка N 54-81210 кл. C 23 C, 17/100,1981 г).
В этом способе контактирование электрода-анода с рабочей поверхностью катода осуществляется с ультразвуковой частотой, что способствует повышению эрозии электрода и увеличивает оплошность и плотность нанесения покрытия.
Однако в зоне воздействия электрода значительно поднимается температура, приводящая к заметному снижению твердости наносимого слоя.
Слои получаются тонкими, не превышающие 20 мкм.
Известен способ электроискрового легирования, при котором на рабочий электрод, совершающий низкочастотные контакты с деталью, согласованно с колебаниями подают импульсы разрядного тока и налагают непрерывные ультразвуковые колебания ( Электронная обработка материалов, 1984г. с 82-83, Бугаев А.А. и др. Электроискровое легирование с наложением ультразвука ).
В этом способе влияние низкочастотных колебаний незначительно, а увеличение производительности процесса, уменьшение шероховатости и пористости легированного слоя обусловлено в основном воздействием ультразвуковых колебаний. Однако средняя толщина слоя невысокая и составляет 7-10 МКМ.
Задачей, решаемой описываемым изобретением, является повышение толщины, сплошности, твердости наносимого покрытия, а также увеличения производительности процесса.
Для решения поставленной задачи при реализации способа электроискрового нанесения покрытий, при котором на рабочий электрод накладывают ультразвуковые колебания и напряжение от генератора эрозирующих импульсов, ультразвуковые колебания на электрод накладывают циклами, с интервалами между ними, причем выбирают соотношение между длительностью цикла обработки с генерацией ультразвуковых колебаний и при ее отсутствии в интервале 0,5 20 в зависимости от мощности разряда и материала электрода, при этом эрозирующие импульсы накладывают на электрод в периоды генерации ультразвуковых колебаний.
Такое наложение ультразвуковых колебаний не приводит к значительному разогреву наносимого слоя и его термическому отпуску по сравнению с известным способом наложения на электрод непрерывных ультразвуковых колебаний и способствует более эффективной эрозии электрода.
Ультразвуковые колебания, накладываемые в виде циклов, более эффективно активизируют механизмы образования в слое неравновесных соединений с мелкозернистой структурой (интерметаллидов, карбидов аморфных фаз и др.), способствуют протеканию диффузионных процессов проникновения легирующих элементов вглубь упрочняемого металла, осуществляют деформационное уплотнение кристаллической решетки.
Способ позволяет наносить покрытия как на термообработанные, так и на не подвергнутых термической обработке деталях с толщиной слоя до 100 мкм с микротвердостью до 700-800 кгс/мм2.
Изобретение поясняется представленными на чертеже временными диаграммами процесса для двух соотношений между длительностью цикла обработки с генерацией ультразвуковых колебали tУЗК и при ее отсутствии tк tУЗК/tк=0,5 и tУЗК/tк=2 (А смещение электрода, I ток разряда).
Процесс нанесения покрытия осуществляется следующим образом.
Легирующий электрод закрепляют на конце концентратора ультразвуковой колебательной системы с добротностью не более 100, позволяющей получать достаточно короткие циклы ультразвуковых колебаний. На преобразователь акустической системы подавались периодические серии колебаний возбуждающего тока от генератора, запуск которого производится с помощью прямоугольных импульсов, частота следования которых и длительность варьировалась. Электрод поджимают в поверхности детали с усилием 3-5 кгс. Выходное напряжение питающего генератора импульсного тока 50-110 В, сила тока 2,0 20,0 А.
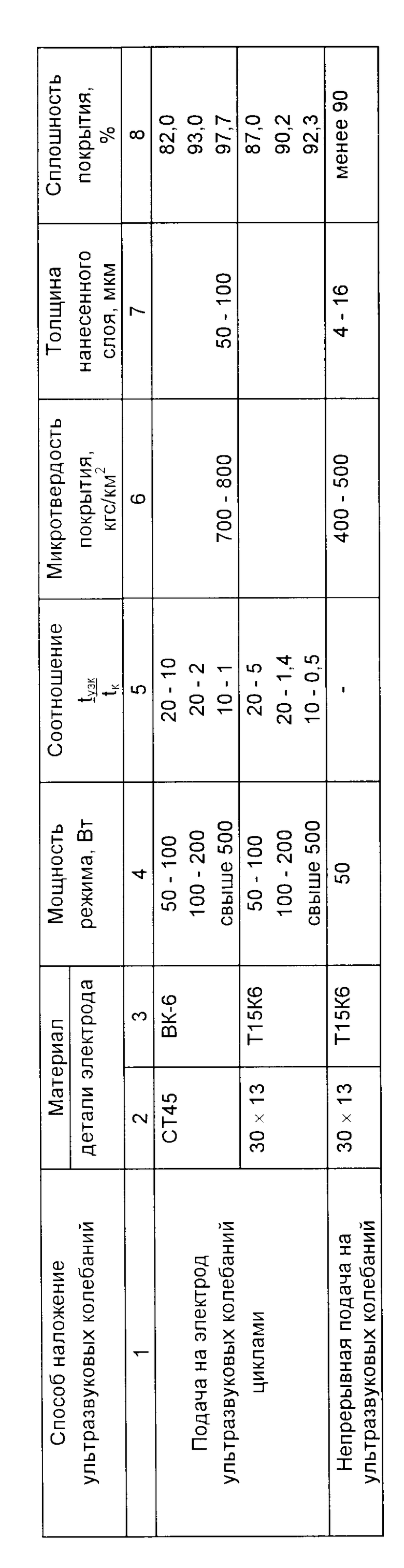
В результате испытаний определены соотношения между длительностью цикла обработки а генерацией ультразвуковых колебаний и при ее отсутствии tУЗК/tк, для некоторых пар материалов электрода и обрабатываемый детали, которые находятся в выбранном интервале соотношений 0,5-20. Для сравнения характеристик слоя покрытия приведены также результаты испытаний для случая электроискровой обработки о подачей на электрод исправных ультразвуковых колебаний.
Данные приведены в таблице 1.
Электроискровая обработка деталей и инструментов из токопроводящих материалов при нанесении упрочняющих покрытии о подачей на рабочий электрод циклами ультразвуковых колебаний обеспечивает получение качественных равномерных покрытий с высокой степенью оплошности, толщины и твердости. Предложенный способ нанесения покрытий значительно улучшает эксплуатационные характеристики обработанных деталей, увеличивая срок их службы в 3-5 раз. Производительность нанесения покрытия возрастает в среднем на 20-40% по сравнению с известным способом наложения непрерывных ультразвуковых колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2074796C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2072282C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1999 |
|
RU2164844C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2115762C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2132407C1 |
Использование: изобретение относится к электроэрозионным методам упрочнения и легирования токопроводящих материалов и может быть использовано при нанесении покрытий на рабочие части деталей машин и инструментов. Сущность изобретения: обработку токопроводящих материалов осуществляют электрическими разрядами. На рабочий электрод накладывают ультразвуковые колебания и напряжение от генератора эрозирующих импульсов. Ультразвуковые колебания накладывают циклами, с интервалами между ними. Соотношение между длительностью цикла обработки с генерацией ультразвуковых колебаний и при ее отсутствии выбирают в интервале от 0,5 до 20,0 в зависимости от мощности разряда и материала электрода. Эрозирующие импульсы накладывают на электрод в периоды генерации ультразвуковых колебаний. 1 ил., 1 табл.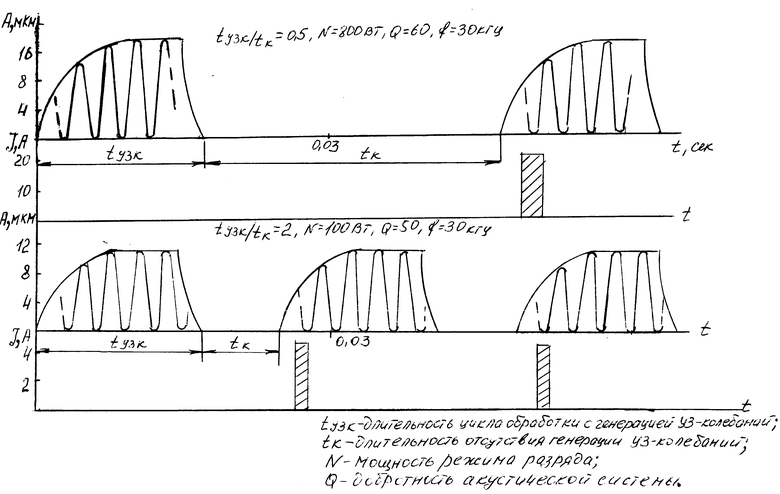
Способ электроискрового нанесения покрытий, включающий обработку токопроводящих материалов электрическими разрядами, при котором на рабочий электрод накладывают ультразвуковые колебания и напряжение от генератора эрозирующих импульсов, отличающийся тем, что ультразвуковые колебания на электрод накладывают циклами, с интервалами между ними, причем выбирают соотношение между длительностью цикла обработки с генерацией ультразвуковых колебаний и при ее отсутствии в интервале 0,5 20,0 в зависимости от мощности разряда и материала электрода, при этом эрозирующие импульсы накладывают на электрод в периоды генерации ультразвуковых колебаний.
| Заявка Японии N 5481210, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электронная обработка материалов | |||
| - Кишинев: Штиинца, 1984, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
