Изобретение относится к технологиям аддитивного производства, а именно к способам аддитивного производства металлических изделий, основанным на послойном электродуговом наплавлении присадочной проволоки с осуществлением управления термическим циклом в процессе наплавки.
Известен способ управления циклом электродуговой наплавки деталей типа тел вращения, включающий измерение действующих значений параметров процесса, сравнение этих параметров с номинальными значениями и, в случае их отклонения, корректировку режима наплавки путем корректировки параметра, характеризующего количество тепла, поступившего в деталь за установленный промежуток времени, по отношению к угловому перемещению детали за этот же промежуток времени (RU №2164845, B23K 9/04, 10.04.2001).
Однако для обеспечения согласования системы управления с режимами работы сварочного оборудования необходимо применить множество вспомогательных устройств, что значительно повышает сложность управления циклом электродуговой наплавки и негативно сказывается на надежности системы в целом. При этом параметрами, характеризующими тепловложение в наплавленный металл при аддитивном производстве изделий, являются сила и напряжение сварочного тока, которые задаются в ограниченном диапазоне значений, обеспечивающем необходимую геометрию наплавленного слоя и снижающем эффективность управления термическим циклом процесса.
Также известен способ управления термическим циклом многопроходной лазерной сварки в среде защитных газов, включающий подачу сварочной проволоки, ее плавление непрерывным лазерным излучением с предварительным подогревом свариваемых кромок до температуры 100-130°С на расстоянии не менее 75 мм в каждую сторону от свариваемых кромок деталей. Сварку заполняющих, облицовочных и отжигающего швов выполняют одновременно двумя сварочными головками с обеспечением межслойной температуры 50-200°С (RU №2754216, B23K 26/21, B23K 33/00, 30.08.2021).
Однако в предложенном способе управления термическим циклом отсутствует взаимосвязь между температурой свариваемых заготовок и рабочими режимами оборудования, что исключает возможность регулирования термического цикла в процессе аддитивного производства металлических деталей.
Прототипом предлагаемого изобретения является способ аддитивного производства металлических изделий с автоматическим регулированием режимов послойной наплавки, включающий последовательное послойное построение изделия из базового материала в соответствии с созданной трехмерной моделью указанного изделия, при этом послойное построение проводят проволочным присадочным материалом на режимах, включающих силу тока, напряжение дуги, диаметр присадочной проволоки, расход защитного газа, скорость наплавки и скорость подачи проволоки. В процессе послойного построения осуществляют автоматическое регулирование режимов наплавки, заключающееся в установлении заданных граничных значений температуры для конкретной марки стали на основе температуры ее критических точек, постоянном мониторинге температуры ванны расплавленного металла и зоны термического влияния. При достижении температуры ванны расплавленного металла и зоны термического влияния установленных граничных значений происходит автоматическое регулирование скорости наплавки, силы тока и напряжения дуги (RU, №2807572 С1, B33Y 10/00, B23K 9/04, 16.11.2023).
Однако используемая в данном способе автоматическая регулировка режимов послойного наплавления, основанная на данных о температуре ванны расплавленного металла и зоны термического влияния, позволяет оказывать влияние на температуру наплавленного металла только в процессе наплавления нового слоя, что негативно сказывается на эффективности управления термическим циклом. Снижение температуры металла путем регулирования параметров режима послойного наплавления приводит к падению производительности процесса и вызывает нарушения геометрии наплавленного слоя. Использование сварочной ванны в качестве одной из контрольных точек температуры металла не позволяет с достаточной точностью производить измерения температуры, что связано с заветом контрольной точки электрической дугой с температурой от 6000 до 7000°С. В связи с вышеизложенным, данный способ регулирования режимов послойного наплавления не обеспечивает полноценное управление термическим циклом наплавленного металла.
Технической проблемой изобретения является необходимость разработки способа управления термическим циклом в процессе аддитивного производства металлических изделий за счет изменения начальной температуры металлического основания, а также регулирования времени межслойной выдержки и температуры наплавленного металла в процессе технологического перехода к наплавлению нового слоя.
Техническим результатом изобретения является достижение требуемой геометрии, структуры и свойств наплавленного металла за счет управления термическим циклом послойной электродуговой наплавки в зависимости от температуры поверхности наплавляемого слоя.
Техническая проблема решается и технический результат достигается за счет того, что способ аддитивного производства металлического изделия включает послойную электродуговую наплавку стального присадочного материала на режимах наплавки, обеспечивающих формирование металлического изделия с заданными геометрическими размерами, при этом в процессе производства осуществляют управление термическим циклом послойной наплавки и наплавку осуществляют на следующих режимах: сила тока I составляет 40-200 А, напряжение дуги U составляет 14-23 В, скорость подачи электродной проволоки νп составляет 3-5 м/мин, скорость послойного наплавления νн составляет 15-18 м/час и расход защитного газа Qгаз составляет 18-23 л/мин. Для осуществления управления термическим циклом предварительно моделируют температурное поле, возникающее в процессе послойной электродуговой наплавки изделия на упомянутых режимах, и определяют оптимальные графики термического цикла для всех этапов наплавки. С помощью полученных графиков оптимального термического цикла устанавливают начальную температуру металлического основания TO, соответствующую диапазону 20-250°С, максимальную температуру наплавленного металла Tmax не превышающую верхнюю границу температуры нормализации стали присадочной проволоки, минимальную температуру наплавленного металла Tmin, превышающую значение, соответствующее нижней границе температуры отпуска стали присадочной проволоки, и время межслойной выдержки τв, при этом во время выдержки осуществляют запись температуры поверхности наплавленного слоя TH и ее сопоставление с установленными граничными значениями Tmax и Tmin, а при ее отклонении ниже минимально и выше максимально установленных значений перед наплавкой нового слоя изменяют время выдержки τв, причем в случае превышения температуры поверхности наплавленного металла максимально установленной температуры более, чем на 30°С проводят ее принудительное воздушное охлаждение.
Предварительный расчет режимов наплавки обеспечивает оптимальное тепловложение в процессе послойной электродуговой наплавки, гарантирующее качественное сплавление присадочного металла с основанием, и позволяет изменять геометрические параметры наплавляемого слоя в зависимости от характеристик изготавливаемой детали.
Моделирование температурного поля, возникающего в процессе послойной электродуговой наплавки, позволяет определить значения температур в различных точках изделия для всех этапов послойной наплавки, оценить получаемую структуру и свойства наплавленного металла. Кроме того, моделирование температурного поля позволяет изучить характер структурно-фазовых превращений в наплавляемом металле и металле основания на раннее рассчитанных режимах послойной электродуговой наплавки, и, при необходимости, осуществить их корректировку.
С помощью полученной модели температурного поля строят оптимальные графики термического цикла для всех этапов послойной электродуговой наплавки. Далее полученные графики термического цикла используют на протяжении всего процесса послойного наплавления для контроля соответствия реальных температур процесса теоретическим. Решение о корректировке температуры наплавленного слоя TH и управлении термическим циклом процесса принимают на основании данных, полученных в результате записи температуры наплавленного металла во время межслойной выдержки τв.
Управление термическим циклом наплавки включает операции по изменению начальной температуры металлического основания TO, и температуры наплавленного слоя TH за счет изменения времени выдержки τв между наплавляемыми слоями и скорости охлаждения наплавленного металла νохл.
Температуру металлического основания Г0 изменяют в диапазоне от 20°С до 250°С, при этом значение температуры 20-25°С достигают в условиях нормальной температуры окружающего воздуха, а значение температуры 25-250°С достигают за счет предварительного подогрева основания в печи для термической обработки металлических изделий. Предложенный диапазон температур подбирают в зависимости от марки наплавляемого металла и режима наплавки первого слоя для обеспечения гарантированного сплавления присадочного материала с основанием. При температуре металлического основания TO ниже 20°С образуется резкий перепад температур между наплавляемым металлом и основанием, что негативно сказывается на качестве сплавления, повышается вероятность возникновения внутренних дефектов и образования закалочных структур в наплавленном металле. Температура металлического основания TO выше 250°С приводит к перегреву наплавленного металла и основания изделия, нарушает геометрию наплавленного слоя и способствует образованию крупнозернистой структуры с пониженными механическими свойствами.
При увеличении температуры наплавленного слоя TH на 20-30°С больше установленного для данного этапа граничного значения Tmax осуществляют увеличение времени выдержки τв на 120-240 секунд перед наплавкой нового слоя с учетом конвективного охлаждения на спокойном воздухе со скоростью νохл 0,5-1°С/сек при температуре металла 200-400°С. При этом увеличение времени выдержки τв менее чем на 120 секунд не приводит к достаточному снижению температуры наплавленного слоя TH, а его дополнительное увеличение более чем на 240 секунд является не рациональным с точки зрения производительности процесса аддитивного производства.
При отклонении температуры TH более чем на 30-50°С от граничных значений Tmax в момент выдержки τв дополнительно применяют принудительное воздушное охлаждение наплавленного металла со скоростью воздушного потока 12-15 м/с, что позволяет увеличить скорость охлаждения металла νохл до 8-10°С/сек. Снижение скорости воздушного потока менее 12 м/с приводит к потере эффективности принудительного охлаждения металла, а ее увеличение более чем на 15 м/с значительно повышает риски возникновения закалочных структур в наплавленном металле, приводящих к увеличению твердости поверхностных слоев, возникновению дефектов в структуре металла, а также ухудшает обрабатываемость резанием и увеличивает трудоемкость последующей термической обработки детали.
При снижении температуры TH более чем на 10-20°С от установленных граничных значений Tmin производят постепенное сокращение времени выдержки τв перед началом наплавки нового слоя металла с учетом конвективного охлаждения металла со скоростью 0,5-1°С/сек.
Управление термическим циклом послойной электродуговой наплавки осуществляется за счет использования системы, включающей устройство пирометрического контроля температуры [ГОСТ 28243-96 Группа П26. Межгосударственный стандарт. Пирометры. Общие технические требования] наплавленного металла в момент выдержки τв, установку для послойной электродуговой наплавки металла с механизмом принудительного охлаждения наплавленного металла и персональный компьютер, содержащий программное обеспечение, используемое для управления установкой, моделирования температурного поля, возникающего в процессе послойной электродуговой наплавки, а также вывода данных с пирометра.
Полученные в результате расчета параметры режима послойной наплавки вносят в программу управления установкой для послойной электродуговой наплавки металла. Далее в программу для моделирования температурного поля вносят геометрические размеры наплавляемой детали, на основе которых осуществляется расчет температурного поля, и строятся оптимальные графики термического цикла для всех этапов послойного наплавления. По полученным графикам устанавливают начальную температуру металлического основания TO, граничные значения температуры наплавленного металла Tmax и Tmin и время межслойной выдержки τв. С учетом полученных данных осуществляют послойную электродуговую наплавку детали, при этом, во время межслойной выдержки τв производится запись температуры наплавленного слоя TH с помощью пирометрического устройства. Данные с пирометрического устройства поступают на персональный компьютер, где осуществляется сравнение полученного графика термического цикла с оптимальным. В случае отклонения графиков в программе управления установкой производится изменение значения времени выдержки τв и осуществляется включение механизма принудительного охлаждения наплавленного металла, для увеличения скорости охлаждения наплавленного металла νохл.
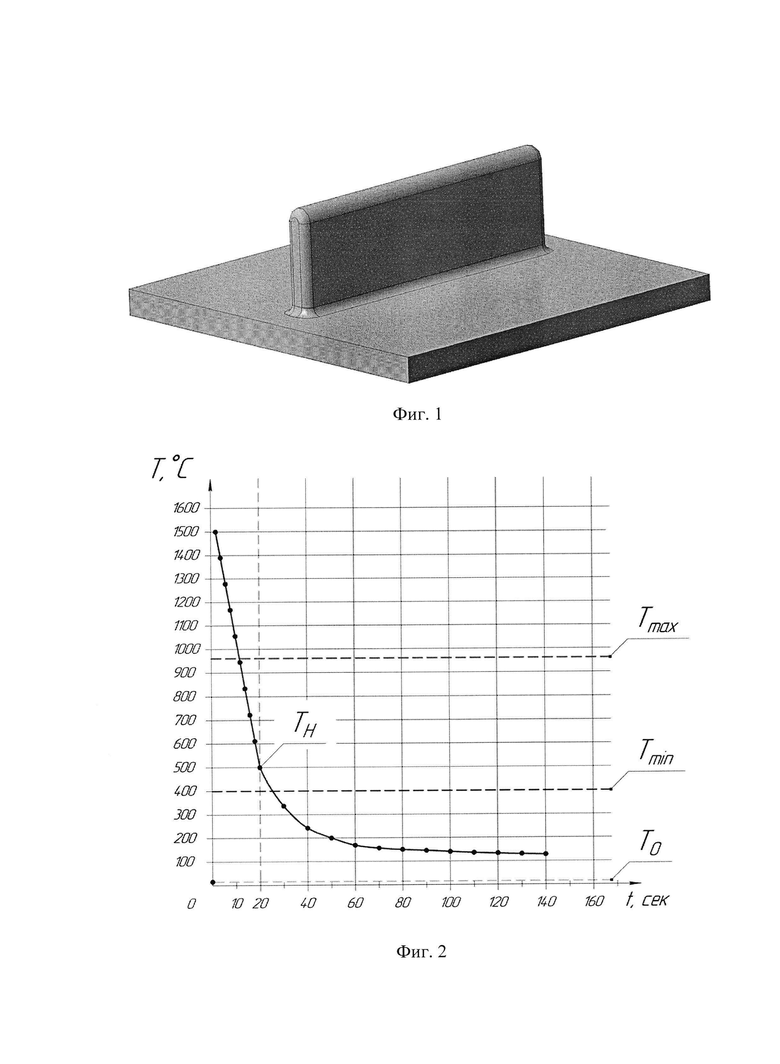
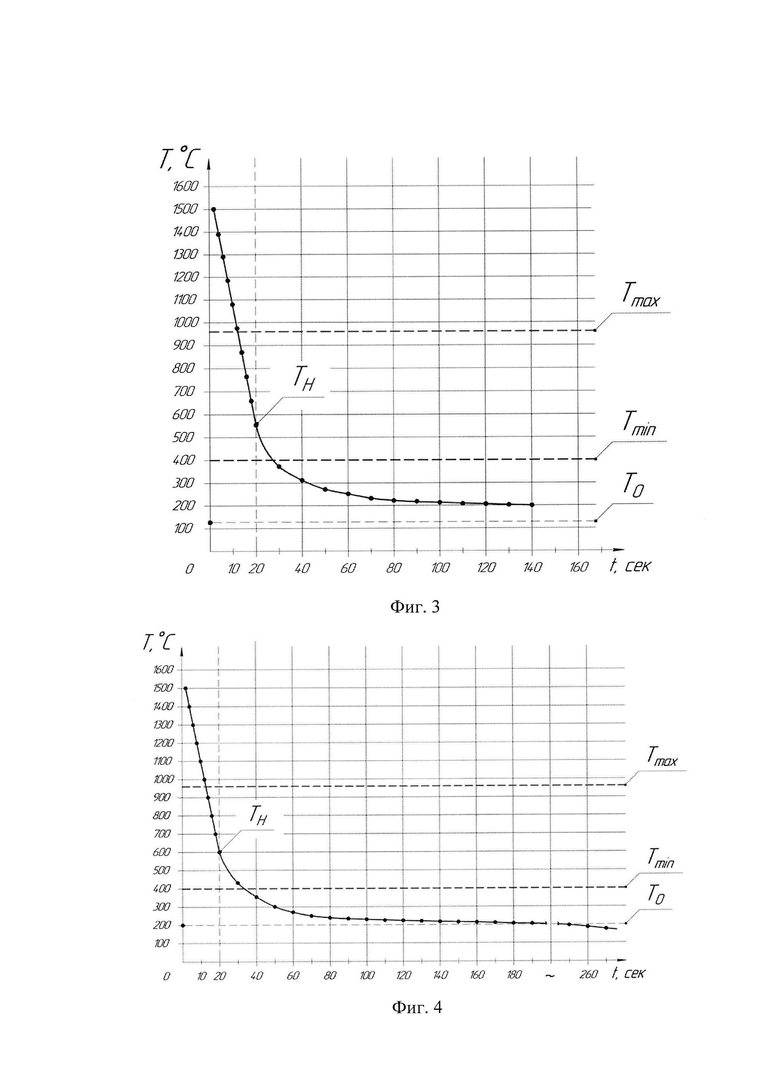
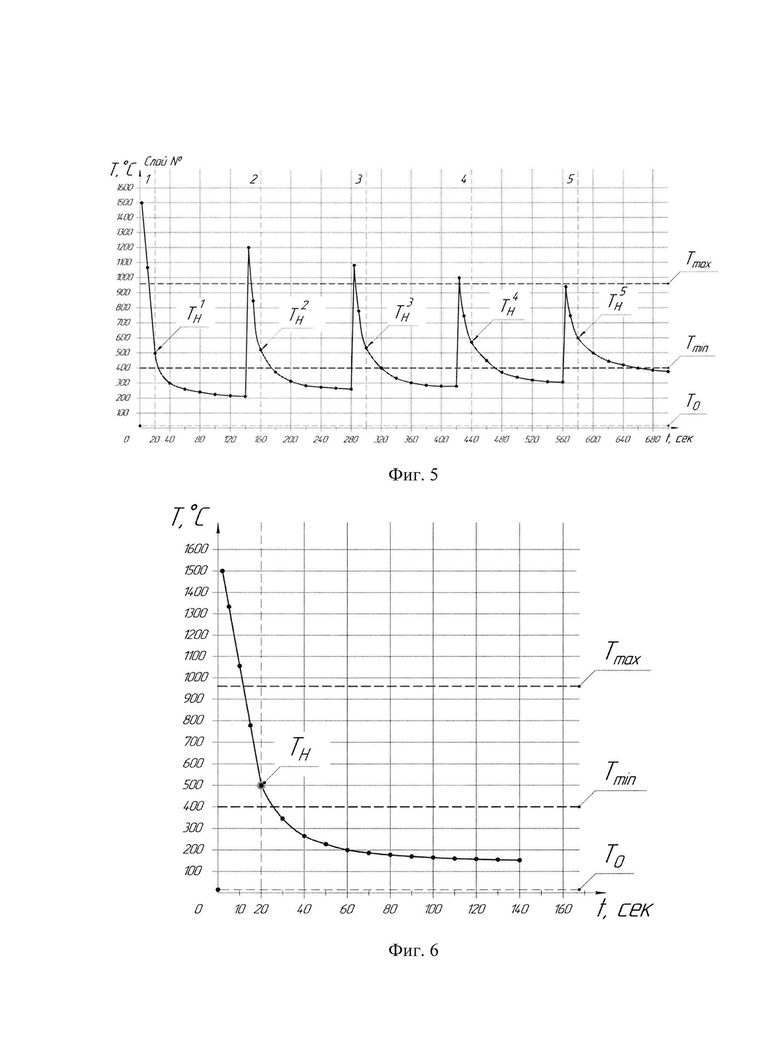
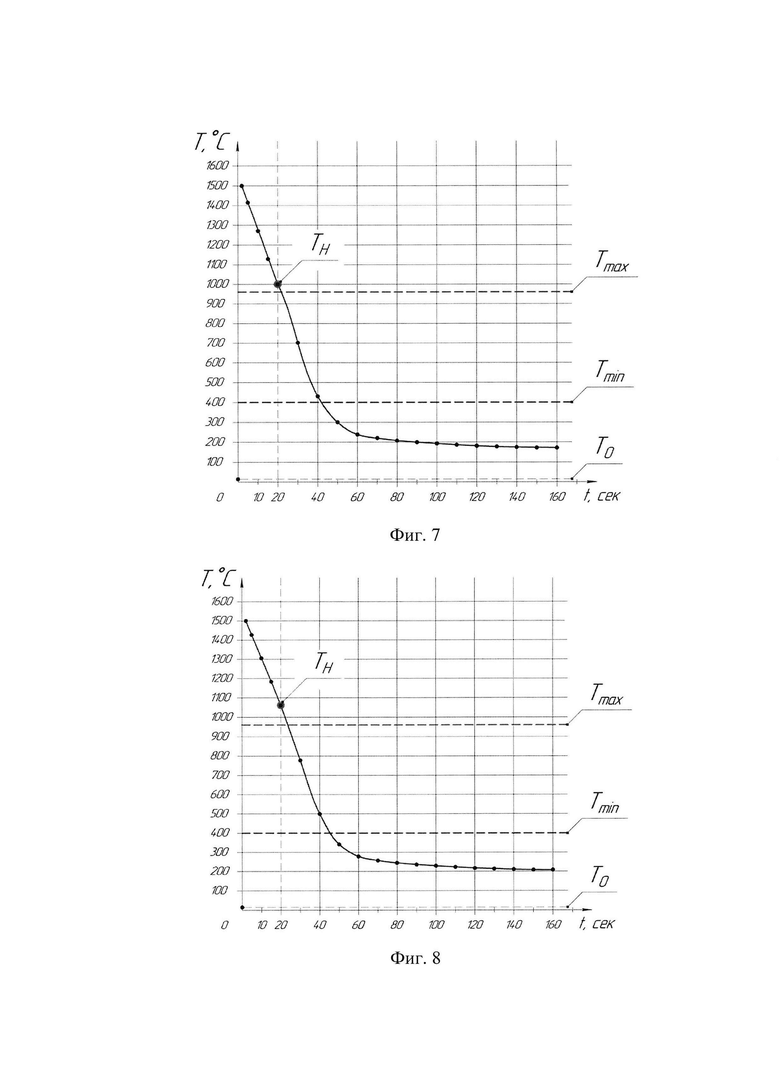
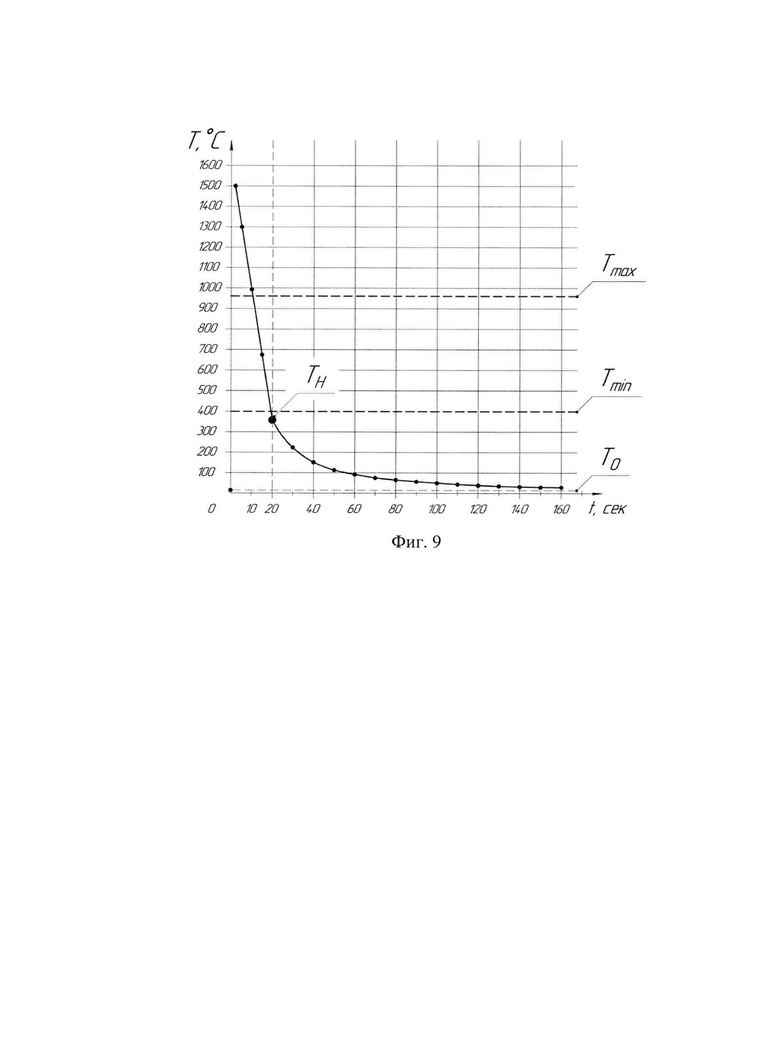
Изобретение поясняется следующими чертежами, где на фиг. 1 - изображена 3D-модель наплавляемой детали; на фиг. 2 - оптимальный график термического цикла для первого этапа послойного наплавления; на фиг. 3 - оптимальный график термического цикла для второго этапа послойного наплавления; на фиг. 4 - оптимальный график термического цикла для третьего этапа послойного наплавления; на фиг. 5 - общий график оптимального термического цикла для наплавления пяти слоев металла; на фиг. 6 - температура наплавленного металла соответствует оптимальным значениям; на фиг. 7 - отклонение температуры наплавленного металла выше Tmax на 20-30°С; на фиг. 8 - отклонение температуры наплавленного металла выше Tmax на 30-50°С; на фиг. 9 - отклонение температуры наплавленного металла ниже Tmim на 10-20°С.
Способ аддитивного производства металлических изделий реализуется следующим образом.
На основе исходных данных об изготавливаемой детали (Фиг. 1), а именно геометрических размерах стенки изделия и требуемых физико-механических свойствах, выбирают марку и диаметр наплавляемого присадочного материала. С учетом высоты наплавляемой детали Н рассчитывают число слоев металла S, в зависимости от высоты наплавляемого слоя h:

Для выбранного диаметра присадочной проволоки рассчитывают оптимальные режимы наплавки, включающие силу тока I в диапазоне 40-200 А, напряжение дуги U 14-23 В, скорость подачи электродной проволоки νп 3-5 м/мин, скорость послойного наплавления νн 15-18 м/час, расход защитного газа Qгаз 18-23 л/мин и время послойного наплавления одного слоя τ, при которых обеспечивается стабильный перенос электродного металла с минимальным разбрызгиванием и отклонением от заданных геометрических характеристик слоя.
Расчет режимов послойного наплавления осуществляют в последовательности, предложенной в патенте №2781510, по формулам 2-7.
На основании выбранного диаметра присадочной проволоки dпр, мм определяют силу сварочного тока Iн:

где α - плотность тока в электродной проволоке А/мм2.
Напряжение дуги U и расход защитного газа Qr определяют по справочным данным [Справочник сварщика. Под редакцией проф. д-ра техн, наук, В.В. Степанова. Изд. 3-е. М., «Машиностроение», 1974, 520 с.] в диапазоне: U=18-23 В; Qr=8-10 л/мин.
Далее рассчитывают коэффициент расплавления проволоки αр:

Определяют скорость подачи электродной проволоки νпр:

где ρ - плотность металла присадочной проволоки, составляет 7,8 г/см.
Для расчета скорости послойного наплавления νн определяют коэффициент наплавки αн:

где ψ - потери металла на угар и разбрызгивание.
Далее определяют скорость наплавки νн:

где FB - площадь поперечного сечения валика в см2.
По полученному значению скорости наплавления рассчитывают время послойной электродуговой наплавки слоя металла τ:

где L - длина наплавляемого слоя в мм.
Осуществляют численное моделирование температурного поля для всех этапов послойного наплавления с учетом добавления новых частей расплавленного металла, времени выдержки между наплавленными слоями металла, а также особенностей изменения теплофизических свойств стали в зависимости от ее температуры. Полученная модель температурного поля для удобства обработки данных представлена в виде таблицы, содержащей значения температур в различных точках по толщине изделия.
Полученная модель используется как основа для построения оптимальных графиков термического цикла для всех этапов послойной электродуговой наплавки (Фиг. 2-5). При построении графиков термического цикла дополнительно используют справочные данные для выбранной марки стали [Марочник сталей и сплавов. 4-е изд. / Ю.Г. Драгунов, А.С. Зубченко, Ю.В. Каширский и др. Под общей ред. Ю.Г. Драгунова и А.С. Зубченко - М.: 2014. 1216 с.], включающие критические точки структурно фазовых превращения Ас1 Ac3 и температуру плавления Tпл.
По полученным графикам оптимального термического цикла корректируют начальную температуру металлического основания TO в диапазоне 20-250°С для первого этапа наплавки. Также уточняют граничные температуры наплавленного слоя, включающие максимальное Tmax и минимальное Tmin граничное значение. С учетом справочных данных [Металловедение и термическая обработка стали: Справ. изд. - 3-е изд., перераб. и доп. В 3-х томах. Т 2. Основы термической обработка / Под ред. Бернштейна М.Л., Рахштадта А.Г.М. Металлургия, 1983, 368 с.], максимальное значение температур наплавленного слоя Tmax не должно превышать температуру верхней границы области нормализации и обеспечивать стабильное формирование заданной геометрии наплавленного слоя:

Минимальная температура наплавленного слоя Tmin должна быть выше нижнего граничного значения области отпуска стали:

Далее осуществляют послойную электродуговую наплавку металла в следующей последовательности: первый этап - наплавка первого валика металла, обеспечивающего гарантированное сплавление наплавляемого металла с металлическим основанием; второй этап - наплавка основной части изделия со стабильным формированием требуемой геометрической формы стенки изделия и качеством наплавленного металла; третий этап - наплавка окончательных слоев металла, необходимых для обеспечения заданной структуры металла по всему сечению стенки изделия.
В процессе перехода между наплавленными слоями металла осуществляют запись температуры поверхности наплавленного слоя при помощи пирометрического устройства для дистанционного измерения температуры в диапазоне 0-1500°С. Значения температуры с пирометра передаются на персональный компьютер в текстовом виде и в графическом виде, что позволяет произвести сравнительный анализ полученного графика термического цикла с оптимальным.
В случае выявления отклонения графиков термического цикла осуществляют управление термическим циклом путем изменения температуры наплавленного металла TH за счет изменения времени выдержки τв и скорости охлаждения наплавленного металла νохл.
При температуре наплавленного металла выше максимального граничного значения Tmax происходит чрезмерный нагрев в процессе наплавки последующего слоя, что негативно сказывается на формировании заданной геометрии стенки изделия, приводит к распространению области перегрева и снижению механических свойств наплавленного металла. В случае достижения температуры наплавленного металла TH значений, превышающих Tmax на 20-30°С (Фиг. 7), осуществляют увеличение времени выдержки τв на 120-240 секунд при скорости охлаждения νохл 0,5-1°С/сек на спокойном воздухе. Заданный интервал времени межслойной выдержки позволяет уменьшить температуру металла в горячей области и способствует равномерному распределению тепла в наплавленном металле. При увеличении температуры металла более чем на 30-50°С (Фиг. 8) во время межслойной выдержки τв дополнительно применяют принудительное охлаждение металла, увеличивающее скорость охлаждения металла до 8-10°С/сек.
При температуре наплавленного металла ниже установленного граничного значения Tmin происходит рост температурного градиента между сформированными слоями металла и наплавляемым металлом (Фиг. 9), что приводит к увеличению скорости охлаждения и повышает риск образования закалочных структур в металле. В данном случае осуществляют сокращение времени выдержки с учетом потери тепла наплавленным металлом со скоростью 0,5-1°С/сек.
После процесса послойного наплавления полученное изделие остывает на спокойном воздухе, при этом запись температуры металла продолжается до достижения изделием температуры 20°С. Далее осуществляют обработку полученных данных и их сопоставление с оптимальным графиком термического цикла послойной электродуговой наплавки для оценки качества структуры наплавленного металла. Также проводят визуально-измерительный контроль геометрии полученной детали и осуществляют ее механическая обработка для достижения требуемой шероховатости поверхности.
В результате получают металлическое изделие, изготовленное по технологии аддитивного производства с управлением термическим циклом послойной электродуговой наплавки за счет изменения начальной температуры металлического основания TO и наплавленного слоя TH.
Изобретение описывается примерами 1-4.
В качестве исходных данных для процесса послойной электродуговой наплавки металла выбирают следующие геометрические характеристики детали (Фиг. 1): длина L=100 мм, ширина В=3 мм, высота Н=50 мм.
Для ширины наплавленного слоя 3 мм выбирают проволочный присадочный материал диаметром 1,2 мм марки 08Г2С, обеспечивающий стабильное наплавление слоя шириной b=4 мм и высотой h=3 мм. Материал основания детали - сталь 09Г2С.
Далее определяют количество наплавленных слоев S для стенки высотой 50 мм (1):
На основе выбранного диаметра присадочной проволоки рассчитывают силу тока наплавки Iн (2):
Рабочий диапазон силы тока наплавки устанавливают в диапазоне

Для расчета скорости подачи присадочной проволоки νп определяют коэффициент расплавления αр (3):

Тогда скорость подачи проволоки νп будет составлять (4):

Для удобства настройки сварочного оборудования скорость подачи проволоки νп переводят из м/час в м/мин:

Устанавливают скорость подачи присадочной проволоки νп=3 м/мин.
Далее рассчитывают скорость послойного наплавления νн. Для этого определяют коэффициент наплавки (5)

и площадь поперечного сечения наплавленного слоя

Тогда скорость послойного наплавления будет составлять (6)

Аналогично скорости подачи проволоки, для удобства настройки технологического оборудования скорость послойного наплавления νн переводят из м/час в мм/мин:

Устанавливают скорость послойного наплавления νн=300 мм/мин.
На основе полученного значения скорости наплавки νн и длины наплавляемого слоя L определяют время послойного наплавления (7):

Напряжение дуги и расход защитного газа устанавливают в диапазонах:

Перед процессом аддитивного производства детали осуществляют моделирование температурного поля для всех этапов послойного электродугового наплавления. С помощью полученного при математическом моделировании температурного распределения строят оптимальные графики термического цикла (Фиг 2-5). На основе температуры критических точек Ас1=725°С, Ac3=860°С и температуру плавления T=1537°С для стали 09Г2С корректируют граничные температуры для всех этапов послойного наплавления (8, 9)
Tmax=960~1060°С,
Tmin=20~200°С.
Устанавливают начальную температура наплавленного слоя
TO=25°С,
и время межслойной выдержки
τв=60 сек.
Производят послойную электродуговую наплавку металла на рассчитанных ранее режимах с записью температуры наплавляемого слоя TH в процессе межслойной выдержки τв. В зависимости от температуры металла принимается решение об управлении термическим циклом послойного наплавления. Для описания процесса управления термическим циклом наплавки приведены следующие примеры.
Пример 1 - Соответствие реального и оптимального графика термического (Фиг. 6). В данном случае отсутствует необходимость изменения температуры наплавленного слоя TH.
Пример 2 - Увеличение температуры наплавленного металла TH на 20-30°С выше максимально допустимого значения Tmax (Фиг. 7). Необходимо произвести увеличение времени межслойной выдержки наплавленного металла τв на 120 секунд для выравнивания температуры по всему объему наплавляемой детали.
Пример 3 - Температура наплавленного металла TH превышает максимально допустимое значение Tmax на 30-50°С (Фиг. 8). Требуется применение принудительного воздушного охлаждения наплавленного металла в период межслойной выдержки τв для увеличения скорости охлаждения наплавляемой детали νохл.
Пример 4 - Отклонение температуры наплавленного слоя ниже минимально установленного граничного значение Tmin на 10-20°С (Фиг. 9). Требуется уменьшение интервала межслойной выдержки τв на 20-30 секунд.
После процесса послойного наплавления полученное изделие остывает на спокойном воздухе и производится оценка качества структуры наплавленного металла путем сопоставления полученных реальных графиков термического цикла с оптимальными. Далее проводят визуальную оценку соответствия геометрии наплавленной детали заданный параметрам и осуществляют ее механическую обработку для достижения требуемой шероховатости поверхности.
Настоящее изобретение позволяет повысить качество деталей, изготавливаемых по технологии послойной электродуговой наплавкой, за счет управления термическим циклом послойного наплавления в зависимости от температуры наплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аддитивного производства металлических изделий | 2022 |
|
RU2781510C1 |
| Способ аддитивного производства тонкостенного металлического изделия | 2024 |
|
RU2841422C1 |
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| Способ изготовления башмака дискового тормоза подвижного состава | 2022 |
|
RU2791122C1 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ, ЖАРОСТОЙКИХ ПОКРЫТИЙ | 2009 |
|
RU2414336C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОЛЕБАНИЯМИ ЭЛЕКТРОДА | 1991 |
|
RU2047435C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ КАТАНЫХ ЦЕНТРОВ ЛОКОМОТИВНЫХ КОЛЕС ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2584301C1 |
Изобретение относится к технологиям аддитивного производства и может быть использовано для управления термическим циклом процесса послойной электродуговой наплавки металлического изделия. Выбирают режимы наплавки и предварительно моделируют температурное поле. Определяют оптимальные графики термического цикла для всех этапов наплавки, на основе которых устанавливают начальную температуру металлического основания, максимальную и минимальную температуру наплавленного металла и время межслойной выдержки. Во время выдержки осуществляют запись температуры поверхности наплавленного слоя и ее сопоставление с установленными граничными значениями, а при ее отклонении перед наплавкой нового слоя изменяют время выдержки. В случае превышения температуры поверхности наплавленного металла максимально установленной температуры более чем на 30°С проводят ее принудительное воздушное охлаждение. Способ обеспечивает достижение требуемой геометрии, структуры и свойств наплавленного металла за счет управления термическим циклом послойной электродуговой наплавки в зависимости от температуры поверхности наплавляемого слоя. 9 ил., 4 пр.
Способ аддитивного производства металлического изделия, включающий послойную электродуговую наплавку стального присадочного материала на режимах наплавки, обеспечивающих формирование металлического изделия с заданными геометрическими размерами, при этом в процессе производства осуществляют управление термическим циклом послойной наплавки, отличающийся тем, что наплавку осуществляют на следующих режимах: сила тока I составляет 40-200 А, напряжение дуги U составляет 14-23 В, скорость подачи электродной проволоки νп составляет 3-5 м/мин, скорость послойного наплавления νн составляет 15-18 м/час и расход защитного газа Qгаз составляет 18-23 л/мин, причем для осуществления управления термическим циклом предварительно моделируют температурное поле, возникающее в процессе послойной электродуговой наплавки изделия на упомянутых режимах, и определяют оптимальные графики термического цикла для всех этапов наплавки, на основе которых устанавливают начальную температуру металлического основания TO, соответствующую диапазону 20-250°С, максимальную температуру наплавленного металла Tmax, не превышающую верхнюю границу температуры нормализации стали присадочной проволоки, минимальную температуру наплавленного металла Tmin, превышающую значение, соответствующее нижней границе температуры отпуска стали присадочной проволоки, и время межслойной выдержки τв, при этом во время выдержки осуществляют запись температуры поверхности наплавленного слоя TH и ее сопоставление с установленными граничными значениями Tmax и Tmin, а при ее отклонении ниже минимально и выше максимально установленных значений перед наплавкой нового слоя изменяют время выдержки τв, причем в случае превышения температуры поверхности наплавленного металла максимально установленной температуры более чем на 30°С проводят ее принудительное воздушное охлаждение.
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| Способ аддитивного производства металлических изделий | 2022 |
|
RU2781510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО БИМЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2468901C2 |
| WO 2017103849 A1, 22.06.2017 | |||
| EP 13546588 A3, 03.11.2004. | |||

