Изобретение относится к новому применению тиснения для улучшения растяжимости полимерной пленки.
Полимерную пленку очень часто используют в форме, в которой она была подвергнута одноосному или биаксиальному растяжению, проведенному в твердом состоянии. Одноосное растяжение может быть в продольном направлении (m.d.) или в поперечном направлении (t.d.), и биаксиальное растяжение может быть выполнено в одной или многих стадиях продольного растяжения и в одной или многих стадиях поперечного растяжения, или в комбинированном продольном и поперечном растяжении. Такую ориентированную пленку применяют, например, для изготовления мусорных мешков и хозяйственных сумок, в качестве замены брезента, и в качестве кровельного покрытия. Пленка, которая становится растянутой, может представлять собой экструдированную с последующим раздувом пленку, или может быть сформована из плоской экструзионной фильеры, в обоих случаях либо когда расплавлена, либо находится в растворенном состоянии. Если используют раздувную пленку, ее разглаживают перед растяжением. Эти способы являются очень хорошо известными. Конкретным применением продольно и/или поперечно ориентированной пленки является изготовление «кросс-ламинатов», то есть, полимерных многослойных материалов, которые, по аналогии с фанерой, проявляют перекрещивающуюся молекулярную ориентацию. Это важное применение следует дополнительно разъяснить в связи с описанием зависимого пункта формулы изобретения. В существующей технологии всегда было необходимым проведение указанного растяжения при температуре, довольно близкой к диапазону плавления полимера, и при степени растяжения, довольно близкой к точке разрыва.
Автор настоящего изобретения посчитал интересным выяснить, возможно ли было бы модифицировать технологию растяжения таким путем, который позволял бы применять более низкие температуры при растяжении и/или более низкие степени растяжения, и тем самым создавать различные и интересные свойства для каждого конечного изделия. Пример в настоящем описании показывает, что было достигнуто. Также возможно, хотя еще не проверено, что настоящее изобретение позволит проводить растяжение пленки в более широких масштабах, чем те, которые были достигнуты ранее.
В технологии механической обработки хорошо известно, что локализованный в виде пятна дефект в металлической плите склонен линейно развиваться, если плита находится под достаточной однонаправленной нагрузкой. Это развитие происходит под углом 45 градусов к направлению нагрузки. Подобным образом, автор настоящего изобретения нашел, что небольшой дефект в практически неориентированной полимерной пленке, например, маленький пузырек воздуха, склонен развиваться в тонкую, короткую, отклоненную под углом линию, когда пленка достигает достаточного натяжения.
В настоящем изобретении это явление использовано для улучшения ориентации полимерной пленки, сформированной из расплавленного, диспергированного или растворенного состояния. В начале этого процесса ориентации, пленка становится тисненой с рисунком из находящихся близко друг к другу точек или тонких коротких линий, чтобы становиться ориентированной внутри этих тиснений. После этого процесс ориентации продолжается в одной или многих стадиях посредством продольного (m.d.) растяжения, поперечного (t.d.) растяжения, или комбинированного продольного и поперечного растяжения, так, что тисненые и ориентированные точки или линии постепенно растут. Процесс ориентации проводят до такой степени, что по существу вся пленка становится ориентированной.
Для большинства вариантов применения полимер с высокой молекулярной массой главным образом состоит из полиолефина, полиамида, сложного полиэфира, поливинилиденхлорида, или биоразлагаемого полимера.
В зависимости от варианта применения конечного изделия, тиснение может быть проведено в одной, двух или более стадиях.
Кроме того, в отношении тиснения, расстояние между любыми соседними точками или короткими линиями предпочтительно является более коротким, чем 50 мм, более предпочтительно короче 30 мм, и еще более предпочтительно короче 10 мм. Это имеет отношение к ненатянутому состоянию непосредственно перед непрерывным растяжением.
Когда проводят тиснение в двух или более стадиях, может быть благоприятным формирование рисунка, в котором тисненые линии пересекаются между собой или образуют зигзаг.
Две пленки могут становиться тиснеными одновременно, когда одна размещена поверх другой.
Тиснение и последующее растяжение могут быть проведены на выплощенной трубе. В этом случае, и когда одновременно подвергают тиснению две пленки, одну поверх другой, тиснение предпочтительно проводят сначала от одной наружной поверхности, и затем от другой наружной поверхности.
Пленка, которая становится тисненой и растянутой, может быть поначалу в виде трубчатой пленки, экструдированной из кольцевой фильеры. Тогда расплавленную или полурасплавленную пленку в вытянутом вниз состоянии предпочтительно раздувают до соотношения не менее, чем 1,1:1, предпочтительно не менее, чем 1,2:1, и более предпочтительно не менее, чем 1,3:1.
Автор настоящего изобретения также заявляет любой набор оборудования, который пригоден для проведения любого варианта исполнения описанного выше способа, и любой полимерный продукт, полученный любым из вариантов исполнения. В этой связи конкретный представляющий интерес продукт является так называемым «кросс-ламинатом», который представляет собой аналогичную фанере пленку. Он может быть определен как пленочный многослойный материал, включающий по меньшей мере две пленки, каждая из которых является либо одноосно, либо биаксиально ориентированной, и наслоенных друг на друга таким образом, что одноосные или несбалансированные биаксиальные направления в различных пленках пересекаются друг с другом. Наиболее практично, когда m. d.-ориентированную трубчатую пленку разрезают по диагонали с образованием наклонно ориентированной пленки, которую после этого непрерывно наслаивают с подобным образом сформированной наклонно ориентированной пленкой, повернутой так, что направления ориентации пересекаются между собой. Первое изобретение такого кросс-ламинирования описано в патентном документе GB 816607 A (Ole-Bendt Rasmussen), который заявляет приоритет от 1954 года. Конкретный практический путь исполнения такого способа и устройство для этого известны из патентных документов US 5,248,366 и US 5,361,469 (оба от Ole-Bendt Rasmussen и с приоритетом от 1988 года).
Для некоторых вариантов конечного применения тисненой и растянутой пленки может быть благоприятным гофрированный вид пленки, но для некоторых вариантов применения может быть предпочтительным плоский вид. В таких случаях глубина исходного тиснения должна быть тщательно согласована так, что тиснения в конечном изделии становятся практически невидимыми, когда пленку изучают невооруженным глазом с расстояния около 100 см.
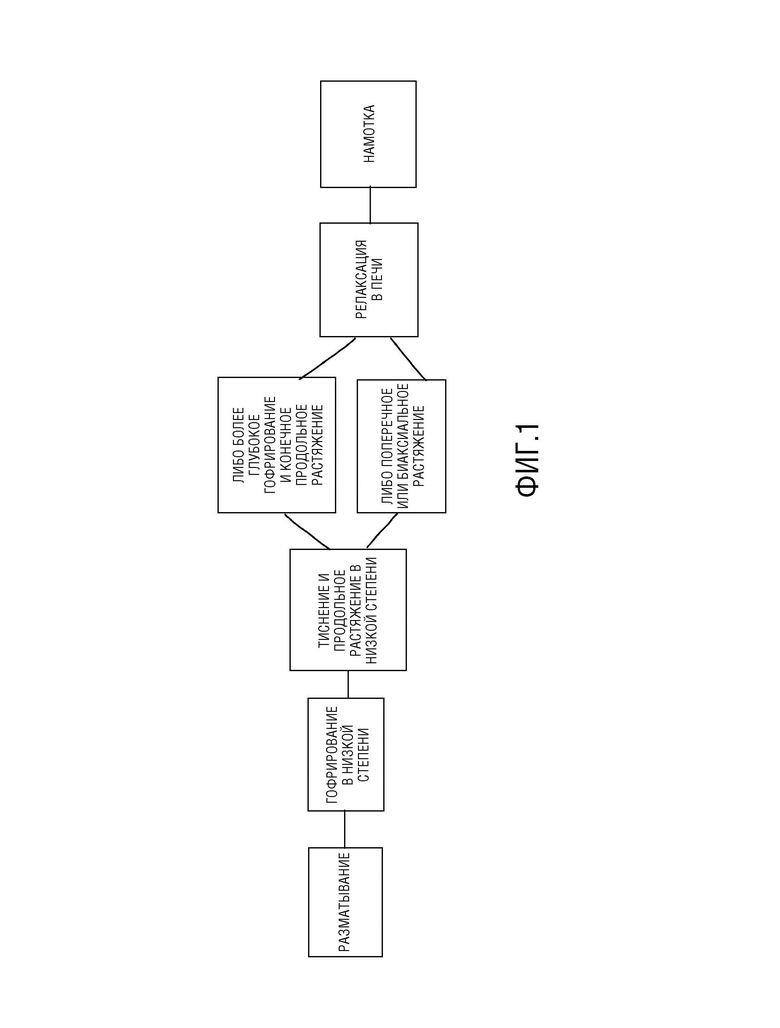
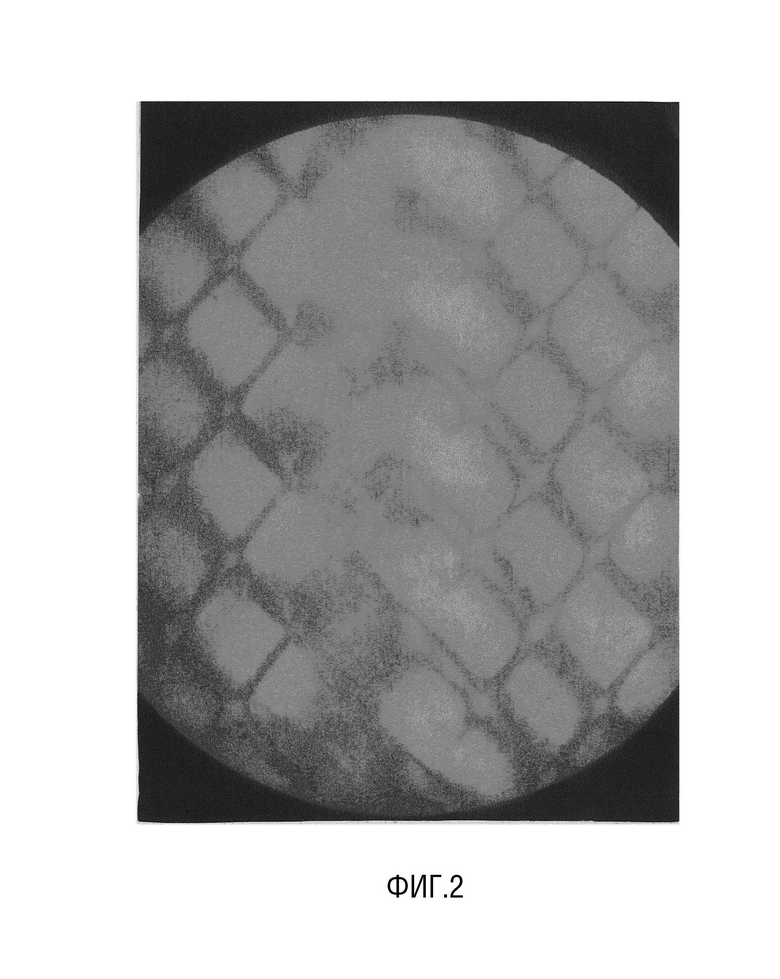
Способ, устройство и изделие теперь будут описаны более подробно со ссылкой на технологическую блок-схему в фиг.1 и фотографию в фиг.2, причем последняя показывает пленку в расслабленном состоянии непосредственно после тиснения и сразу после продольного растяжения до соотношения 1,5:1. Тиснение было в форме круглых точек. Расстояние между соседними точками на валике составляло 2 0 мм как в продольном направлении, так и в поперечном направлении. Когда проводили фотографирование, пленку поместили между пересекающимися поляризационными фильтрами, и свет направляли через сборную конструкцию.
В фиг.1 по существу неориентированная пленка (или сборная структура из двух несвязанных пленок) становится гофрированной в низкой степени, будучи поддерживаемой в продольном натяжении. Эта стадия является необязательной, но предпочтительной. В следующей стадии пленка становится тисненой между тиснильными валиками с выпуклостями и углублениями. Когда пленка выходит из этих валиков, она является в низкой степени растянутой в продольном направлении. Это растяжение также является необязательным, но предпочтительным. После этого следует процесс углубления гофрирования стандартными средствами (известными из традиционных способов продольного растяжения), и окончательного продольного растяжения, или, альтернативно, (без любого гофрирования) либо поперечного, либо биаксиального растяжения. Биаксиальное растяжение может быть выполнено тремя различными путями, а именно, а) первым продольном растяжением, затем поперечным растяжением в ширильной раме, Ь) противоположно варианту а), и с) комбинированным продольным и поперечным растяжением на специальной ширильной раме. Наконец, в ориентированной пленке снимают напряжение и доводят до некоторой степени сокращения в печи, нагретой до близкой к диапазону плавления полимера температуры, в иной же ситуации она будет постепенно сжиматься во время хранения и применения.
На фиг.2 вертикальное направление представляет продольное направление тисненой и непосредственно после этого умеренно растянутой пленки. Точки развивались и образовывали линии, которые в этом эксперименте становились сплошными. Это обусловлено коротким расстоянием между точками. Такой тонкий и равномерный рисунок облегчает конечное растяжение, но делает тиснильные валики более дорогостоящими, и, как видно из основного пункта формулы изобретения, изобретение имеет более широкие рамки в отношении формы и распределения тиснений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕКРЕСТНЫЙ СЛОИСТЫЙ ПЛАСТИК ИЗ ОРИЕНТИРОВАННЫХ ПЛЕНОК И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2490126C2 |
| ПЛЕНОЧНЫЙ МАТЕРИАЛ, ИМЕЮЩИЙ ТЕКСТИЛЬНЫЕ СВОЙСТВА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2486058C2 |
| ЛАМИНАТ С ПРОДОЛЬНО-ПОПЕРЕЧНОЙ ОРИЕНТАЦИЕЙ СЛОЕВ ИЗ ОРИЕНТИРОВАННЫХ ПЛЕНОК, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ГОЛОВКА ДЛЯ СОВМЕСТНОЙ ЭКСТРУЗИИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2314205C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОПЕРЕЧНО ОРИЕНТИРОВАННОЙ ПЛЕНКИ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА И ПРОДУКТЫ, ПОЛУЧАЕМЫЕ ТАКИМ СПОСОБОМ | 2007 |
|
RU2457945C2 |
| УСОВЕРШЕНСТВОВАННЫЕ МЕМБРАНЫ, КАЛАНДРИРОВАННЫЕ МИКРОПОРИСТЫЕ МЕМБРАНЫ, АККУМУЛЯТОРНЫЕ СЕПАРАТОРЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2021 |
|
RU2766873C1 |
| УСОВЕРШЕНСТВОВАННЫЕ МЕМБРАНЫ, КАЛАНДРИРОВАННЫЕ МИКРОПОРИСТЫЕ МЕМБРАНЫ, АККУМУЛЯТОРНЫЕ СЕПАРАТОРЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2022 |
|
RU2791012C1 |
| УСОВЕРШЕНСТВОВАННЫЕ МЕМБРАНЫ, КАЛАНДРИРОВАННЫЕ МИКРОПОРИСТЫЕ МЕМБРАНЫ, АККУМУЛЯТОРНЫЕ СЕПАРАТОРЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2016 |
|
RU2752855C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРИЕНТИРОВАННОЙ ПЛЕНКИ ИЗ СПЛАВОВ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПЛЕНКИ И ПОЛУЧАЮЩИЕСЯ В РЕЗУЛЬТАТЕ ПРОДУКТЫ | 2004 |
|
RU2349454C2 |
| УСОВЕРШЕНСТВОВАННЫЕ МЕМБРАНЫ, КАЛАНДРИРОВАННЫЕ МИКРОПОРИСТЫЕ МЕМБРАНЫ, АККУМУЛЯТОРНЫЕ СЕПАРАТОРЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2016 |
|
RU2732614C2 |
| ЛАМИНАТ, СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ЛАМИНАТА, А ТАКЖЕ ЗАМЕНИТЕЛЬ ГЕОТКАНИ | 2006 |
|
RU2412056C2 |
Изобретение относится к ориентации пленки. Предложен способ ориентации пленки из высокомолекулярного полимера, сформированной из расплавленного, диспергированного или растворенного состояния, заключающийся в том, что в начале этого процесса ориентации пленка становится тисненой с рисунком из близко расположенных друг к другу точек или тонких коротких линий, тем самым становясь ориентированной внутри этих тиснений, после этого процесс ориентации продолжается в одной или многих стадиях посредством продольного (m.d.) растяжения, поперечного (t.d.) растяжения или комбинированного продольного и поперечного растяжения так, что тисненые и ориентированные точки или линии постепенно растут и развиваются, пока, по существу, вся пленка не становится ориентированной, при этом две пленки становятся тиснеными одновременно, когда одна размещена поверх другой; и полимерное изделие из пленки, включая многослойные материалы с продольно-поперечной ориентацией слоев. Технический результат – создание технологии, позволяющей применять более низкие температуры при растяжении и/или более низкие степени растяжения. 2 н. и 8 з.п. ф-лы, 2 ил., 1 пр.
1. Способ ориентации пленки из высокомолекулярного полимера, сформированной из расплавленного, диспергированного или растворенного состояния, отличающийся тем, что в начале этого процесса ориентации пленка становится тисненой с рисунком из близко расположенных друг к другу точек или тонких коротких линий, тем самым становясь ориентированной внутри этих тиснений, после этого процесс ориентации продолжается в одной или многих стадиях посредством продольного (m.d.) растяжения, поперечного (t.d.) растяжения или комбинированного продольного и поперечного растяжения так, что тисненые и ориентированные точки или линии постепенно растут и развиваются, пока, по существу, вся пленка не становится ориентированной, при этом две пленки становятся тиснеными одновременно, когда одна размещена поверх другой.
2. Способ по п. 1, отличающийся тем, что высокомолекулярный полимер главным образом состоит из полиолефина, полиамида, сложного полиэфира, поливинилиденхлорида или биоразлагаемого полимера.
3. Способ по п. 1, отличающийся по меньшей мере двумя такими стадиями тиснения.
4. Способ по п. 1, отличающийся тем, что при измерении в ненатянутом состоянии непосредственно перед последующим растяжением расстояние между любыми соседними точками или короткими линиями является более коротким, чем 50 мм.
5. Способ по п. 4, отличающийся тем, что эти расстояния являются более короткими, чем 30 мм, предпочтительно короче 10 мм.
6. Способ по п. 3, отличающийся тем, что формируют рисунок из тисненых линий, которые пересекаются друг с другом, или образуют зигзагообразный рисунок.
7. Способ по п. 1, отличающийся тем, что способ осуществляют на уплощенной трубчатой пленке.
8. Способ по п. 6, отличающийся тем, что тиснение проводят сначала от одной наружной поверхности и затем от другой наружной поверхности.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что пленка первоначально представляла собой трубчатую пленку, экструдированную из кольцевой фильеры, и во время вытягивания вниз расплавленной или полурасплавленной трубчатой пленки ее раздувают до степени растяжения не менее чем 1,1:1, предпочтительно не менее чем 1,2:1 и более предпочтительно не менее чем 1,3:1.
10. Полимерное изделие из пленки, включая многослойные материалы с продольно-поперечной ориентацией слоев, полученное с использованием способа по п. 1.
| FR 1459458 A, 29.04.1966 | |||
| Механизм перемещения курсора | 1983 |
|
SU1206765A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРИРОВАННОГО ПОЛОТНА | 2010 |
|
RU2487012C2 |
| СЛОИСТАЯ ПЛЕНКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ, ИЗДЕЛИЕ ИЗ СЛОИСТОЙ ПЛЕНКИ | 1993 |
|
RU2106973C1 |
| US 3871947 A1, 18.03.1975 | |||
| US 5203941 A1, 20.04.1993 | |||
| ПЕРЕКРЕСТНЫЙ СЛОИСТЫЙ ПЛАСТИК ИЗ ОРИЕНТИРОВАННЫХ ПЛЕНОК И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2490126C2 |
| Способ изготовления тисненых термопластичных пленок | 1960 |
|
SU145739A1 |

