Изобретение относится к оснастке для изготовления полимерных композитных изделий.
Для изготовления изделий из полимерных композитных материалов используют оснастку, которая включает в себя формообразующую поверхность и опорный каркас. Формообразующая поверхность имеет геометрию, которая должна повторять геометрию будущего изделия, и служит для выкладывания на нее волокнистого материала, который для получения собственно изделия пропитывают связующим и подвергают полимеризации. Опорный каркас служит для поддержки формообразующей поверхности. Поскольку процесс изготовления изделия проводится при приложении давления и температуры, то разница в коэффициентах линейного термического расширении опорного каркаса и формообразующей поверхности может оказывать существенное влияние на геометрию изделия и его качество.
Проблема различного расширения может быть в значительной степени решена использованием для опорного каркаса и формообразующей поверхности материалов, которые имеют близкий коэффициент термического расширения. Однако также проблемой может быть характер соединения между опорным каркасом и формообразующей поверхностью, поскольку это соединение выполняется жестким и не обеспечивает тепловой и механической развязки между каркасом и поверхностью.
Поэтому, известны попытки обеспечить развязку между каркасом и формообразующей поверхностью. Одно из таких решений раскрыто в RU 2657913 С1. Раскрытая там оснастка имеет композитный опорный каркас, образованный из соединенных в паз ребер, и композитную формообразующую поверхность. После изготовления формообразующей поверхности на нее укладывают опорный каркас и закрепляют его силиконовым клеем-герметиком. В результате этого получается нежесткое или податливое соединение формообразующей поверхности и опорного каркаса, которое рассматривается в RU 2657913 С1 в качестве меры обеспечения тепловой развязки между каркасом и поверхностью.
Однако получаемое соединение является лишь ограниченно податливым, а именно только в направлении, параллельном плоскости формообразующей поверхности, ввиду того, что при формировании соединения каркас укладывается на формообразующую поверхность, вследствие чего получается жесткий контакт между каркасом и поверхностью и только после этого на стык между ними наносится силиконовый герметик. Таким образом, известная оснастка позволяет лишь незначительную развязку между каркасом и формообразующей поверхностью.
Тем не менее, некая подвижность между каркасом и формообразующей поверхностью имеется, что является причиной другой проблемы. Получаемое на оснастке изделие должно затем подвергаться механической обработке с использованием соответствующего инструмента. Однако, ввиду подвижности поверхности относительно каркаса, возникают вибрации и смещения находящегося на оснастке изделия относительно обрабатывающего инструмента, что приводит к преждевременному износу инструмента, повреждениям поверхности изделия и снижению скорости механической обработки. Перекладывание необработанного изделия на другую (более жесткую) оснастку также сопряжено с повреждением изделия и/или его деформациями.
Соответственно, задачей изобретения является предложение оснастки, которая при наличии термической и механической развязки между каркасом и формообразующей поверхностью (нежесткое/эластичное соединение) также может быть использована для механической обработки изделия на ней без риска повреждения обрабатывающего инструмента и/или поверхности изделия.
Указанная задача решается оснасткой для изготовления полимерных композитных изделий, включающей в себя формообразующую поверхность (далее также называется как «поверхность») и поддерживающий ее опорный каркас (далее также называется как «каркас»),
причем поверхность и каркас соединены друг с друга посредством эластичного соединителя,
причем предусмотрены усиливающие компоненты, каждый из которых выполнен с возможностью соединения с каркасом и поверхностью с предотвращением их взаимного смещения, для чего предусмотрена возможность разъединяемого соединения усиливающего компонента по меньшей мере с одним из каркаса и поверхности.
Использование эластичного соединителя обеспечивает подвижное (нежесткое) соединение каркаса и поверхности, которое позволяет обеспечить компенсацию температурных изменений каркаса и поверхности, неизбежно возникающих, в частности при нагреве в печи или автоклаве.
Эластичный соединитель может быть расположен вдоль стыка каркаса и поверхности, как это предполагается в RU 2657913 С1, без проникновения в сам стык.
Однако предпочтительнее размещать эластичный соединитель в виде слоя в сам стык между каркасом и поверхностью (между их обращенными друг к другу сторонами). Это позволит не только получить максимально возможную компенсацию разницы в изменении размеров каркаса и поверхности, но и позволит исключить жесткое взаимодействие между каркасом и поверхностью, которое в процессе формования изделия на оснастке могло бы привести к отпечатыванию оснастки в поверхности формуемого изделия. При этом выполненный в виде слоя эластичный соединитель, находясь между каркасом и поверхностью, имеет достаточную площадь, чтобы, несмотря на свою эластичность в целом, обеспечить достаточную надежную и стабильную поддержку формообразующей поверхности.
Эластичный соединитель предпочтительно образован из эластомера. «Эластомер» представляет собой эластичный материал на основе природного или синтетического каучука. Эластомер наносится в неотвержденном (вязком или пастообразном) виде и после отверждения переходит в резиноподобное/эластичное состояние. Примерами эластомеров являются, в частности, различные резины или силиконы, например, кремнийорганические одно-, двух- или многокомпонентные компаунды, в частности, используемые в качестве силиконовых клеев-герметиков, в частности, компаунды типа ВИКСИНТ, ПЕНТАЭЛАСТ, ЭЛАСТОСИЛ и пр. Эластомеры должны образовывать адгезионную связь (сами и/или посредством промоутеров адгезии) с каркасом и поверхностью. Соответственно, указанные эластомеры могут выбираться в зависимости от материала используемых каркаса и поверхности, а также в зависимости от способа формования изделия и условий его проведения. С учетом изложенных сведений специалист сможет выбрать подходящий эластомер для реализации в полезной модели.
«Эластичность» (или упругость) здесь понимается как способность материала (тела) к обратимой деформации сжатия-растяжения под действием нагрузки, результатом чего является укорачивание-удлинение материала (тела), и рассматривается как свойство, противоположное свойству пластиков (пластмасс), которые являются пластичными и не обладают значимой способностью к обратимому удлинению-укорачиванию.
Подобное эластичное соединение между каркасом и поверхностью положительно сказывается на формовании изделия на оснастке, но не обеспечивает достаточной жесткости, чтобы механическая обработка отформованного на оснастке изделия была бы возможна без ряда проблем.
Поэтому в изобретении используются механические усиливающие компоненты. Указанные усиливающие компоненты способны образовывать жесткую связь между каркасом и поверхностью, исключающую (по существу исключающую) подвижность между каркасом и поверхностью. Эта способность реализуется только на стадии механической обработки изделия. Для этого усиливающие компоненты на стадии формования изделия на оснастке соединены только с одним из компонентов оснастки: каркас или поверхность. На стадии механической обработки усиливающие компоненты соединяются со вторым компонентом оснастки: поверхность или каркас, соответственно, тем самым образуя жесткое соединение, которое исключает взаимное смещение каркаса и поверхности. Указанное жесткое соединение может быть вновь разъединено после завершения механической обработки в процессе подготовки оснастки к формованию нового изделия на ней. В ряде случаев усиливающие компоненты, входящие в состав оснастки, могут полностью сниматься с оснастки на стадии формования изделия и монтироваться на оснастке (с жестким соединением с каркасом и поверхностью) только перед механической обработкой изделия.
Усиливающие компоненты могут представлять собой уголки, треугольные или четырехугольные полые или цельные профили, стержневые элементы, например, упирающиеся концами в каркас и поверхность, и тому подобные элементы, которые могут жестко соединить каркас и поверхность. Соединение усиливающего компонента с каркасом или поверхностью может быть реализовано за счет клеевого соединения или резьбового соединения.
Клеевое соединение усиливающего компонента по меньшей мере с одним из каркаса и поверхности должно создаваться разъединяемым, то есть иметь прочность на отрыв, которое позволяет его разрушить ручным инструментом. В качестве клея может быть использован, например, эпоксидный клей или другой клей, который способен обеспечивать достаточно прочное соединение для сохранения жесткости конструкции во время механической обработки. Специалист без труда подберет соответствующий клей, исходя из материала оснастки, необходимости обеспечения жесткости и прочности соединения и, при необходимости, возможности разрушения клеевого соединения ручным инструментом.
Использование клеевого соединения может быть предпочтительным при использовании тонких (например, листовых) конструкций соединяемых элементов, как например, ребра каркаса в RU 2657913 С1, чтобы избежать нарушения целостности их структуры при выполнении в них отверстий.
Резьбовое соединение предпочтительно выполнять в виде болтового или винтового соединения, для чего усиливающий компонент и соответственно каркас или поверхность имеют по отверстию, при необходимости имеющему резьбу. Также резьбовое соединение возможно, например, за счет использования закладной детали с резьбой, которая устанавливается в каркас или поверхность и с которой соединяется усиливающий компонент. Резьбовое соединение является предпочтительным в случае необходимости многократной доработки изделия или самой формообразующей поверхности.
Предпочтительным вариантом соединения усиливающего компонента с каркасом и формообразующей поверхностью является клеевое в дальнейшем неразрушаемое соединение усиливающего компонента с формообразующей поверхностью и болтовое соединение с каркасом. Клеевое соединение с формообразующей поверхностью позволяет избежать выполнения в ней дополнительный отверстий, которые могут быть причиной нарушения ее формы и герметичности и усложнения ее изготовления, а неразрушаемый характер этого соединения (ввиду использования соответствующего клея или отказа от его разрушения при устранении жесткого соединения каркаса и поверхности) позволяет избежать повреждений этой поверхности, как наиболее важной и чувствительной части оснастки.
Альтернативным образом усиливающий компонент может быть полностью или частично выполнен за одно целое с формообразующей поверхностью или каркасом, например, в виде ребра (рифт) или внедренной закладной детали.
Предпочтительным образом предназначенная для соединения с каркасом часть усиливающего компонента располагается относительно каркаса с промежутком с возможностью ввода в этот промежуток проставки. Наличие указанного промежутка в процессе формования изделия на оснастке позволяет обусловленное воздействием температуры увеличение размера усиливающего компонента и каркаса и разгибание формообразующей поверхности без опасности упора усиливающего компонента в каркас с образованием между ними жесткого контакта и их возможного взаимного повреждения. Тем самым устраняются причины для повреждения оснастки и негативного воздействия на формуемое изделие со стороны оснастки. Для последующей механической обработки в указанный промежуток вводят проставку нужного размера или в нужном количестве, после чего через указанную проставку производится упомянутое выше жесткое соединение каркаса и усиливающего компонента, например, за счет указанного выше болтового соединения, которое стягивает друг с другом систему из каркаса, проставки и предназначенного для соединения с каркаса участка усиливающего компонента.
Материал каркаса и поверхности предпочтительно представляет собой полимерный композитный материал (стеклопластик, углепластик и т.п.), что обеспечивает максимальные проявление преимуществ изобретения. Однако в некоторых случаях материал может быть выбран и другим, например, металл (сплав), керамика и т.п.
Таким образом, в рамках изобретения реализовано свойство обратимой трансформации оснастки из нежесткого состояния, в котором соединение между каркасом и поверхностью является эластичным, в жесткое состояние, в котором соединение между каркасом и поверхностью исключает их подвижность друг относительно друга. Эта трансформация по своей сути является ключевым эффектом изобретения, следствием которого является наличие у оснастки максимальных преимуществ как при формовании изделия, так и при его механической обработке.
Далее изобретение поясняется на примере его осуществления со ссылками на чертежи, на которых показано:
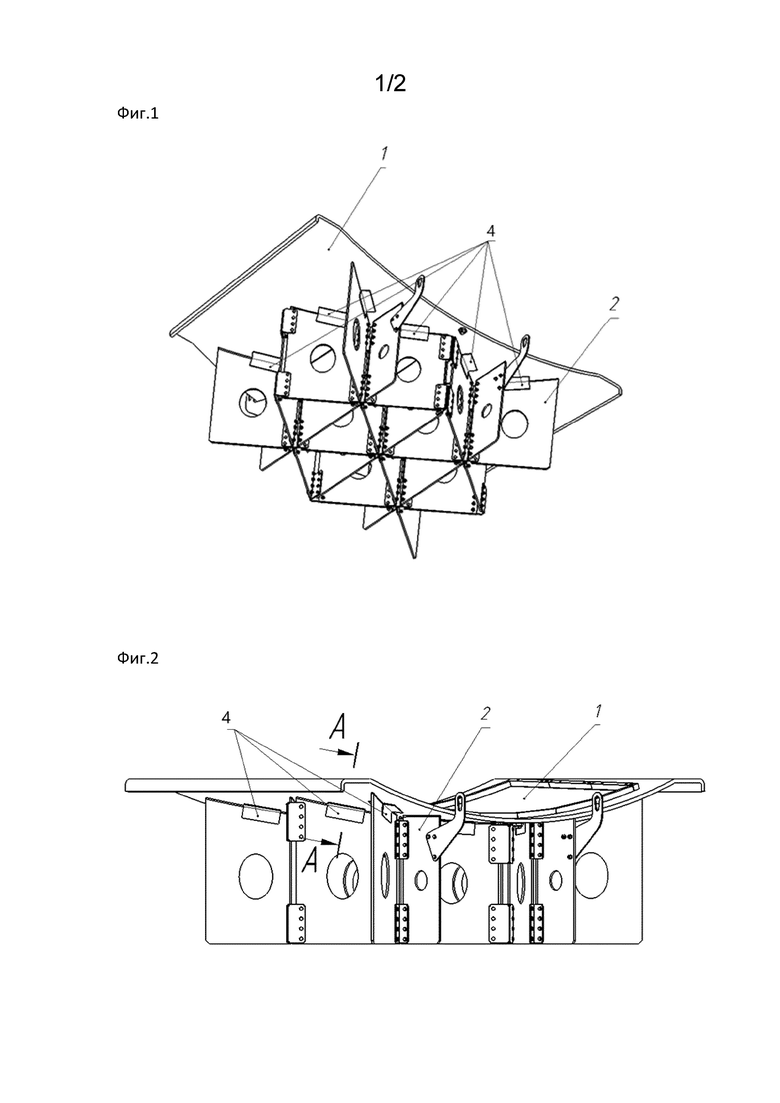
фиг.1 - вид снизу соответствующей изобретению оснастки в собранном виде;
фиг.2 - вид сбоку соответствующей изобретению оснастки;
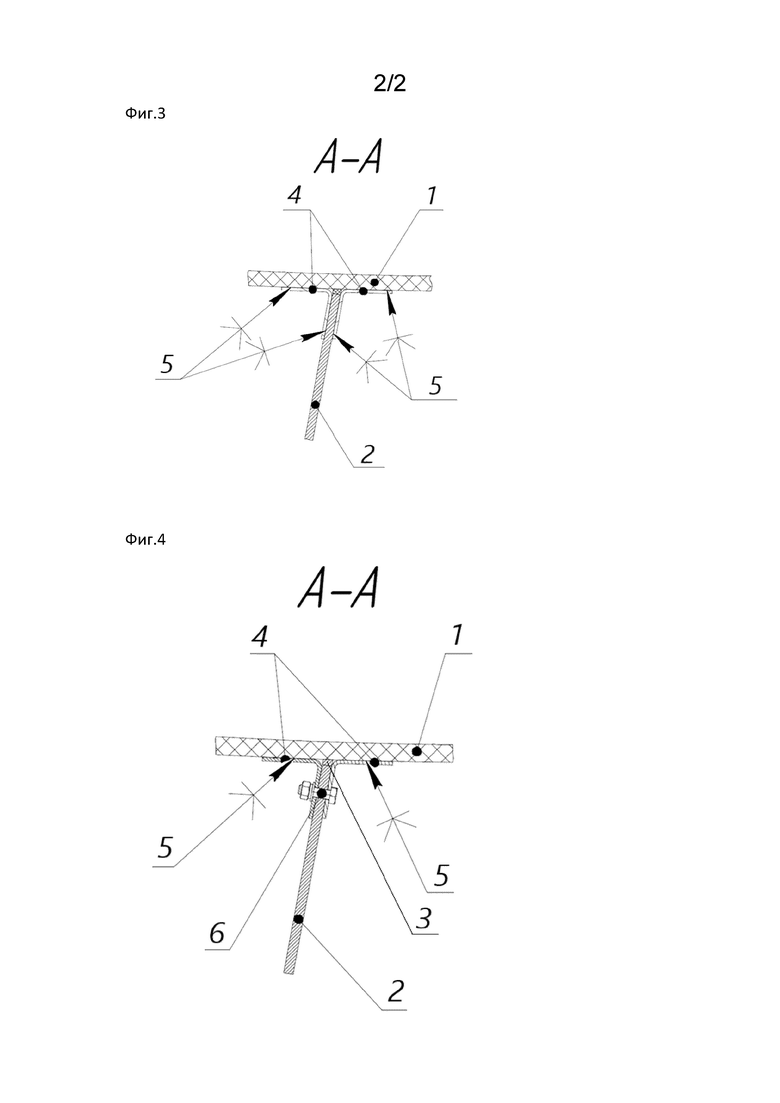
фиг.3 - фрагмент оснастки в разрезе, представляющий один вариант соединения усиливающего компонента и оснастки;
фиг.4 - фрагмент оснастки в разрезе, представляющий другой вариант соединения усиливающего компонента и оснастки.
На фиг.1 и 2 представлена соответствующая изобретению оснастка для изготовления полимерных композитных изделий в собранном виде. Оснастка включает в себя формообразующую поверхность 1 и опорный каркас 2. Каркас 2 и поверхность 1 в данном случае выполнены из сходных композитных полимерных материалов.
В представленном варианте изобретения каркас и поверхность соединены/склеены между собой эластичным соединителем 3, который расположен в виде слоя в стыке между поверхностью 1 и каркасом 2, что наглядно представлено на фиг.3 и 4. Указанный эластичный соединитель 3 (образованный им слой) изготовлен здесь из эластомера, в частности, из силиконового герметика/компаунда типа ВИКСИНТ.
Эластичный соединитель 3 имеет толщину минимум 2 мм, чтобы обеспечить необходимую компенсацию разницы в обусловленном изменением температуры изменении размеров поверхности 1 и каркаса 2 в ходе формования/изготовления изделий, например, в автоклаве. Предпочтительно, толщина составляет от 2 до 10 мм.
Таким образом, эластичный соединитель 3 обеспечивает гарантированное расстояние между поверхностью 1 и каркасом 2, которое даже при их температурном расширении не позволит получение жесткого места их соединения, которое могло бы привести к выступанию поверхности 1 в этом месте относительно остальной ее части в направлении изготавливаемого изделия и созданию нежелательного отпечатка в поверхности изделия.
На фиг.3 и 4 также представлены механические усиливающие компоненты. Указанные усиливающие компоненты в данном случае выполнены в виде металлических уголков 4. Металлический уголок 4 своей первой полкой приклеен (позиция 5) к нижней/нерабочей стороне формообразующей поверхности 1. Это предпочтительный вариант выполнения. Однако, возможно, чтобы металлический уголок 4 соединялся с поверхностью 1, например, через резьбу на закладной детали, встроенной в поверхность 1. Предпочтительно соединение металлического уголка 4 с поверхностью 1 является постоянным и не размыкается/разрушается в процессе эксплуатации оснастки, хотя и может являться разъединяемым.
На фиг.3 вторая полка металлического уголка 4 соединена клеевым соединением (позиция 5) с ребром каркаса 2. На фиг.4 иллюстрируется иной вариант соединения уголка 4 и каркаса 2, при котором вторая полка металлического уголка 4 соединена с ребром каркаса 2 посредством болтового соединения (позиция 6).
При этом упомянутые выше соединения второй полки металлического уголка 4 и ребра каркаса 2 могут быть реализованы через дополнительно используемую по меньшей мере одну проставку (не показана), размещаемую между второй полкой металлического уголка 4 и ребром каркаса 2. Для этого между второй полкой металлического уголка 4 и ребром каркаса 2 предусматривается промежуток, в который вводится упомянутая проставка перед осуществлением механической обработки.
Таким образом, реализовано жесткое соединение между поверхностью 1 и каркасом 2, которое временно исключает/блокирует действие эластичного соединителя 3 с целью осуществления механической обработки отформованного на оснастке изделия или доработки/правки при необходимости самой поверхности 1 без опасности взаимного смещения инструмента относительно изделия или поверхности 1.
После осуществления механической обработки соединение между второй полкой металлического уголка 4 и ребра каркаса 2 разъединяется за счет развинчивания болтового соединения (фиг.4) или за счет разрушения клеевого соединение ручным инструментом (фиг.3), соответственно. После этого вновь начинает работать эластичное соединение между поверхностью 1 и каркасом 2 и может формоваться новое изделие на оснастке.
При этом в процессе разъединения соединения также извлекаются (если предусмотрены) проставки, освобождая тем самым промежуток между второй полкой металлического уголка 4 и ребром каркаса и полностью исключая тем самым опасность упора металлического уголка 4 в ребро каркаса при нагреве оснастки в ходе формования изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ КАРКАС ДЛЯ ОСНАСТКИ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2024 |
|
RU2837867C1 |
| СПОСОБ СОЕДИНЕНИЯ ОПОРНОГО КАРКАСА И ФОРМООБРАЗУЮЩЕЙ ПОВЕРХНОСТИ ОСНАСТКИ (ВАРИАНТЫ) И ТАКАЯ ОСНАСТКА | 2024 |
|
RU2836127C1 |
| Композитная оснастка для формования изделий из полимерных композиционных материалов | 2022 |
|
RU2789177C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2716432C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| Способ изготовления композитной оснастки для формования изделий из полимерных композиционных материалов | 2021 |
|
RU2779722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2495744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОМПОЗИЦИОННАЯ ОКАНТОВКА ИЛЛЮМИНАТОРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2481954C1 |
Изобретение относится к оснастке для изготовления полимерных композитных изделий. Оснастка включает в себя формообразующую поверхность и поддерживающий ее опорный каркас, причем формообразующая поверхность и опорный каркас подвижно соединены друг с другом посредством эластичного соединителя. В оснастке предусмотрены усиливающие компоненты, каждый из которых выполнен с возможностью соединения с опорным каркасом и формообразующей поверхностью с предотвращением их взаимного смещения, для чего усиливающий компонент и по меньшей мере один из опорного каркаса и формообразующей поверхности выполнены с возможностью разъединяемого соединения. Технический результат изобретения заключается в обеспечении эластичного соединения в оснастке при формовании изделий на ней и жесткого соединения в оснастке при механической обработке изделий на ней. 8 з.п. ф-лы, 4 ил.
1. Оснастка для изготовления полимерных композитных изделий, включающая в себя формообразующую поверхность и поддерживающий ее опорный каркас,
причем формообразующая поверхность и опорный каркас подвижно соединены друг с другом посредством эластичного соединителя,
причем предусмотрены усиливающие компоненты, каждый из которых выполнен с возможностью соединения с опорным каркасом и формообразующей поверхностью с предотвращением их взаимного смещения, для чего усиливающий компонент и по меньшей мере один из опорного каркаса и формообразующей поверхности выполнены с возможностью разъединяемого соединения.
2. Оснастка по п.1, отличающаяся тем, что формообразующая поверхность и опорный каркас выполнены из полимерного композиционного материала.
3. Оснастка по п.1 или 2, отличающаяся тем, что эластичный соединитель расположен в стыке между опорным каркасом и формообразующей поверхностью.
4. Оснастка по любому из пп.1-3, отличающаяся тем, что эластичный соединитель расположен вдоль стыка между опорным каркасом и формообразующей поверхностью.
5. Оснастка по любому из пп.1-4, отличающаяся тем, что усиливающий компонент соединен с формообразующей поверхностью клеевым соединением.
6. Оснастка по любому из пп.1-5, отличающаяся тем, что усиливающий компонент и опорный каркас выполнены с возможностью клеевого соединения.
7. Оснастка по любому из пп.1-5, отличающаяся тем, что усиливающий компонент и опорный каркас выполнены с возможностью болтового соединения.
8. Оснастка по п.6 или 7, отличающаяся тем, что усиливающий компонент своей предназначенной для соединения с опорным каркасом частью расположен относительно опорного каркаса с промежутком, позволяющим ввод проставки, через которую обеспечивается возможность указанного соединения усиливающего компонента и опорного каркаса.
9. Оснастка по любому из пп.1-8, отличающаяся тем, что усиливающий компонент выполнен в виде металлического уголка.
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| Способ временной стабилизации электрических сигналов, воспроизводимых с различных носителей записи | 1959 |
|
SU126283A1 |
| RU 230267 U1, 25.11.2024 | |||
| Статор электрической машины | 1977 |
|
SU637913A1 |

