Изобретение относится к оборудованию для термической обработки металлов и сплавов с устройствами шахтного типа для термической, химико-термической и сопутствующей обработки, содержащему нагревательные печи, закалочный бак, промывочную ванну и другое оборудование. Ставится цель автоматизации перемещения садки (приспособления с загруженными в него деталями) из одного шахтного устройства в другое с применением простой кинематической схемы, повышения надежности и компактности, снижения металлоемкости. Также при закалке необходимо быстрое перемещение садки из высокотемпературной шахтной печи в закалочный бак, за время перемещения температура садки не должна упасть ниже допустимой; желательное время переноса составляет приблизительно от 5-10 с до нескольких десятков секунд и зависит от конфигурации и веса деталей и их расположения в садке, при этом для рыхлой садки с мелкими деталями время перемещения должно быть минимальным.
О практическом отсутствии проектов автоматизации термических участков с шахтными устройствами свидетельствует статья «Разработка основных требований к автоматизированному участку термической обработки кольцераскатного комплекса» в журнале «Литье и металлургия» №2 за 2022 г., ISSN 1683-6065. В аннотации к статье, стр. 97, написано: «Использование шахтных печей для термической обработки в автоматизированной линии термической обработки нецелесообразно, так как практически нет опыта встраивания их в такие линии».
Близким к предлагаемому техническому решению в части применения консольного крана является подающее устройство для низкошахтных печей, патент DE 000019807616 А1, опубл. 26.08.1999 г., МПК F27B 3/04, F27B 3/08, F27B 3/22, C21C 5/52, B66C 23/18, F27D 13/00 (имеется семейство патентов). В данном устройстве применен подъем и поворот крышки шахтной плавильной печи совместно с электродом при помощи консольного крана.
Наиболее близким к предлагаемому техническому решению является автоматизированный термический комплекс с шахтными устройствами известного производителя термического оборудования ЗАО "НАКАЛ" - ПРОМЫШЛЕННЫЕ ПЕЧИ", описание находится на сайте ЗАО "НАКАЛ" - ПРОМЫШЛЕННЫЕ ПЕЧИ" в сети «Интернет» по адресу https://www.nakal.ru/catalog/avtomatizirovannyy-kompleks-na-baze-shakhtnykh-pechey-sshoa/ под названием «Автоматизированный комплекс на базе шахтных печей СШОА», видео работы комплекса находится по адресу https://youtu.be/bKTvcZIpJ7U. Указанный комплекс состоит из четырех устройств шахтного типа: двух печей, закалочной ванны, промывочной ванны, а также манипулятора для перемещения садки. Комплекс имеет ряд недостатков: сложность и металлоемкость манипулятора, фактически представляющего собой мостовой кран, дополненный возможностью вертикального перемещения садки, наличие отдельного механизма перемещения у каждой крышки шахтного устройства, сравнительно медленное перемещение садки.
Предлагается новая компоновка комплекса для термической обработки деталей, заключающаяся в том, что:
- оси всех шахтных устройств расположены на одной окружности;
- в центре окружности находится общая колонна двух консольных кранов, ось колонны находится в центре окружности;
- нижний консольный кран обслуживает крышки устройств - поднимает крышку, при повороте открывает устройство, возвращает крышку на место;
- верхний консольный кран поочередно перемещает садки, которых может быть несколько;
- с целью увеличения жесткости конструкции и упрощения ее схемы у обоих кранов отсутствует перемещение груза вдоль стрелы, то есть имеются только две степени свободы - перемещение груза по вертикали и поворот вокруг оси, для этого достаточно двух электроприводов у каждого крана;
- в зону работы крана садки подаются автоматической тележкой, перемещающейся по полу или по рельсам;
- для обеспечения точности перемещения садки (садок) и возвращения на место крышек у каждого из шахтных устройств размещены два датчика положения (один для нижнего, второй для верхнего консольного крана) и как минимум один датчик положения в тележки в конечной точке ее перемещения, датчики могут быть любого известного типа, например магнитными, индуктивными, оптическими, ультразвуковыми;
- для предотвращения раскачивания садки и крышки при повороте подъемная часть кранов должна иметь достаточную жесткость.
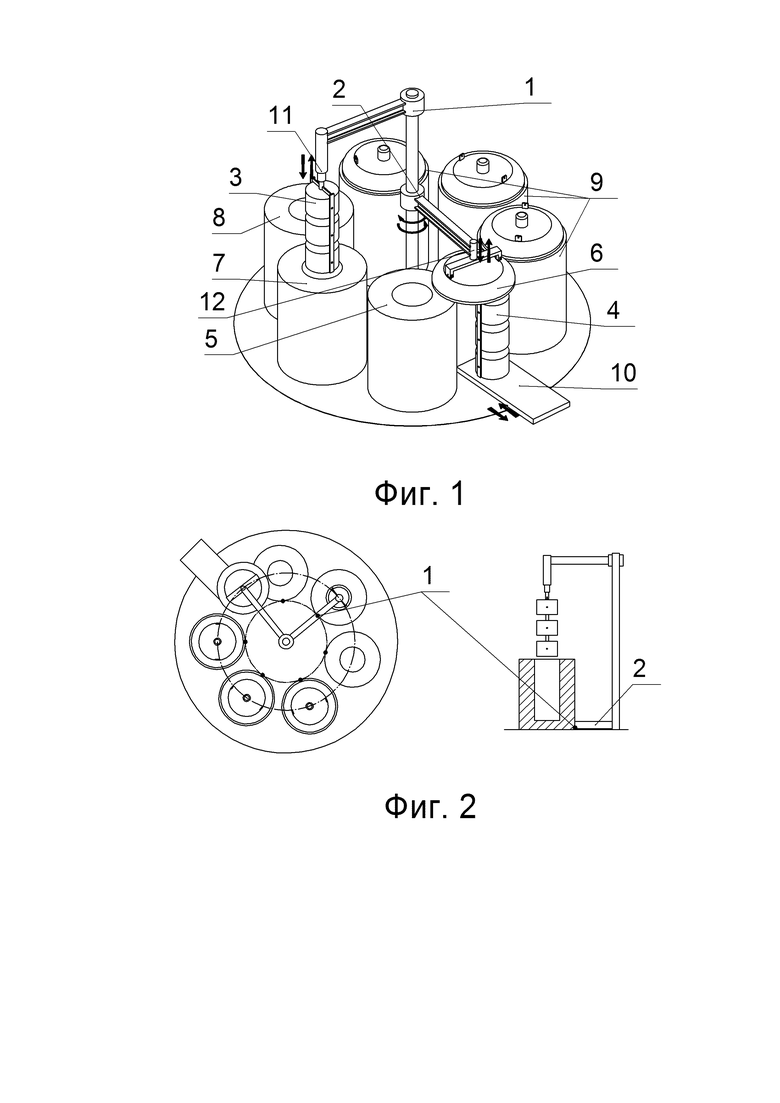
Пример осуществления комплекса для термической обработки деталей приведен на фиг. 1,
где 1 - консольный кран для перемещения садки (садок),
2 - консольный кран для перемещения крышек,
3 - садка, перемещаемая на закалку,
4 - следующая садка, ожидающая процесса термической обработки,
5 - высокотемпературная закалочная печь,
6 - крышка закалочной печи,
7 - закалочный бак,
8 - шахтное устройство для мойки,
9 - отпускные печи с различной температурой отпуска,
10 - автоматическая тележка для подачи и возврата садок,
11 - телескопическое подъемное устройство для садки,
12 - подъемное устройство для крышки.
Жесткость подъемной части кранов для предотвращения раскачивания перемещаемого груза при повороте обеспечивается обычными способами:
- для крана, перемещающего крышку, конструкцией в виде стержня, перемещающегося с минимальным зазором во втулке, так как высота подъема невелика (зависит от высоты крышки и наличия на крышке вентилятора атмосферы печи);
- для крана, перемещающего садку, ввиду значительной высоты садки, один метр и более, предпочтительнее конструкция в виде телескопической штанги.
Подъем или опускание садки и крышки может осуществляться тросом лебедки или гидравлическим устройством, кроме того, подъем или опускание крышки - передачей винт - гайка или кривошипно-шатунным механизмом.
Точность помещения садки в шахтное устройство или крышки на устройство составляет около 1-10 мм, что с учетом большого радиуса поворота, около 3 м и более, является высокой точностью. Для обеспечения такой точности поворота кранов может быть применена система датчиков положения по схеме, приведенной на фиг. 2,
где 13 - щелевые светодиодные источники,
14 - поворотная часть крана с фотодиодным датчиком, реагирующим на оптическое излучение.
На фиг. 2 показана схема для одного крана. Для двух кранов будут две одинаковые системы датчиков, для удобства расположенные на разной высоте. Также в качестве датчика может быть применен датчик оптический диодно-транзисторный щелевой, при этом щель датчика будет перекрываться шторкой с рядом щелей, закрепленной на поворотной части каждого крана; количество щелей и расстояние между ними обеспечивает определение направления поворота, скорости поворота и положения.
При повороте поднятой крышки в сторону от шахтного устройства высокая точность не требуется.
Датчик положения тележки имеет аналогичную конструкцию и обеспечивает остановку тележки в определенной точке, в которой центр подаваемой на термическую обработку (или возвращаемой с термической обработки) садки будет находиться на окружности осей шахтных устройств.
На тележке может находиться несколько разных подаваемых и возвращаемых садок, находящихся в определенных точках тележки.
Заявляемое техническое решение:
- уменьшает время перемещения садки при закалке;
- имеет простую конструкцию;
- уменьшает количество электроприводов, в частности поворот всех крышек обеспечивается одним электроприводом;
- уменьшает металлоемкость и увеличивает компактность комплекса шахтных устройств, в частности все шкафы управления могут быть размещены вокруг общей колонны консольных кранов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора садок | 1977 |
|
SU729427A1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2051323C1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ШАХТНОЙ ПЕЧИ | 2012 |
|
RU2518980C1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| ШАХТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 2007 |
|
RU2360976C2 |
| Устройство для загрузки и разгрузкиВЕРТиКАльНОй пЕчи | 1979 |
|
SU807023A1 |
| Устройство для выгрузки керамических изделий из шахтной печи | 2017 |
|
RU2654223C1 |
| Установка для вакуумирования металла в потоке | 1983 |
|
SU1079672A1 |
| Вакуумная установка для термообработки | 1977 |
|
SU723337A1 |
| Линия для термической обработки | 1985 |
|
SU1416519A1 |
Изобретение относится к комплексу для термической обработки деталей. Комплекс содержит устройства шахтного типа, шкафы управления, автоматическую тележку и датчик ее положения. Комплекс снабжен двумя консольными кранами с общей колонной, один кран предназначен для перемещения садки, а другой кран - для перемещения крышек шахтных устройств, и системой датчиков положения кранов, оси шахтных устройств расположены на окружности, в центре которой находится ось колонны консольных кранов, каждый кран имеет две степени свободы - вращение и перемещение по вертикали, автоматическая тележка предназначена для подачи садки в зону обслуживания кранов, датчики положения каждого крана расположены на его поворотной части, при этом для обеспечения жесткости конструкции кран для перемещения садки имеет телескопическую штангу, а кран для перемещения крышек шахтных устройств - втулку со стержнем, а шкафы управления размещены вокруг общей колонны консольных кранов. Технический результат заключается в увеличении жесткости конструкции, обеспечении точности перемещения садок и возвращения на место крышек, уменьшении количества электроприводов, уменьшении металлоемкости и увеличении компактности комплекса шахтных устройств. 2 ил.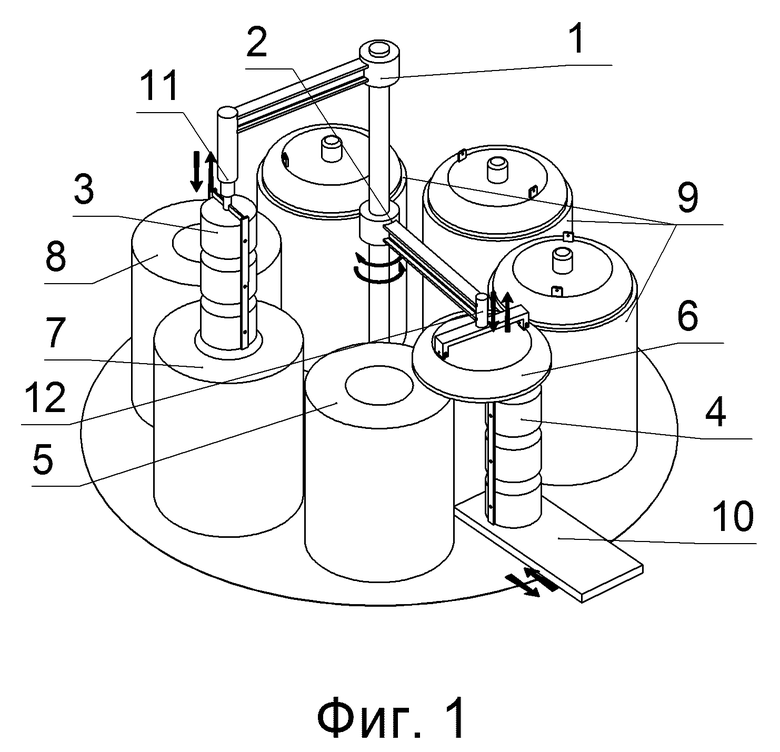
Комплекс для термической обработки деталей, содержащий устройства шахтного типа, шкафы управления, автоматическую тележку и датчик ее положения, отличающийся тем, что снабжен двумя консольными кранами с общей колонной, один кран предназначен для перемещения садки, а другой кран - для перемещения крышек шахтных устройств, и системой датчиков положения кранов; оси шахтных устройств расположены на окружности, в центре которой находится ось колонны консольных кранов, каждый кран имеет две степени свободы - вращение и перемещение по вертикали, автоматическая тележка предназначена для подачи садки в зону обслуживания кранов, датчики положения каждого крана расположены на его поворотной части, при этом для обеспечения жесткости конструкции кран для перемещения садки имеет телескопическую штангу, а кран для перемещения крышек шахтных устройств - втулку со стержнем, а шкафы управления размещены вокруг общей колонны консольных кранов.
| https://www.nakal.ru/catalog/avtomatizirovannyy-kompleks-na-baze-shakhtnykh-pechey-sshoa | |||
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| Механизированная линия для термообработки заготовок | 1988 |
|
SU1640505A1 |
| RU 2058515 C1, 20.04.1996 | |||
| CN 101839644 A, 22.09.2010 | |||
| DE 19807616 A1, 26.08.1999. | |||

