Изобретение относится к обработке металлов давлением, в частности к устройствам для автоматического получения зига на цилиндрической обечайке.
Известны устройства для зиговки цилиндрических обечаек:
1. Патент SU №1 184 583 А1 «Устройство для формовки кольцевого выступа на трубчатой заготовке»;
2. Патент SU №305 941 А1 «Устройство для формовки кольцевых рифтов на полых изделиях»;
3. Патент RU №2 010 645 С1 «Устройство для отбортовки кромки и выдавливания гофр в полых изделиях»;
4. Патент RU №2 042 461 С1 «Способ изготовления корпуса бочки и устройство для его осуществления»;
Наиболее близким аналогом, взятым за прототип, является устройство для отбортовки и зиговки полых изделий, представленное в патенте RU №2 010 644 С1. Недостатком данного устройства являются, ограниченные технологические возможности.
Целью изобретения является повышение качества и повторяемости выпускаемых изделий, увеличение производительности труда.
Указанная цель достигается объединением передней бабки, на которой расположен вращательный механизм с роликами для зиговки цилиндрической обечайки, горизонтальной станины, установочной платформы, опорной платформы, модуля линейного перемещения установочной платформы, блока управления в единую конструкцию с полностью автоматической системой управления, включающей в себя установку обечайки в размер относительно зиговочных роликов на опорной платформе, установку диска - центратора с возможностью осевого поворота и регулировкой расположенных на нем подвижных цилиндрических штифтов для зажима обечайки модулем перемещения штифтов диска - центратора.
Необходимо отметить, что в разработанной конструкции устройства для автоматической зиговки цилиндрических обечаек поставленная задача обеспечивается тем, что оно снабжено поперечиной общей рамы с опорными направляющими, на которых установлена подвижная в горизонтальном направлении платформа. Колонной, установленной на платформе подвижно в вертикальном направлении, а на колонне установлена опорная платформа. Механизмом для установки упомянутой обечайки в размер относительно зиговочных роликов выполнен в виде выходящих из передней бабки полых телескопических горизонтальных осей с возможностью регулировки величины своего вылета, на которых закреплена вертикальная упорная плита. Установкой на горизонтальной станине подвижной в горизонтальном направлении установочной платформы, при этом на установочной платформе установлен диск - центратор с возможностью перемещения модулем линейного перемещения диска - центратора в вертикальном направлении. Диск - центратор выполнен с возможностью осевого поворота, и на нем установлены подвижные цилиндрические штифты, перемещение которых осуществляется модулем перемещения штифтов диска - центратора. При этом передняя бабка электрически связана с блоком управления, в свою очередь, связанным с модулем линейного перемещения установочной платформы, модулем линейного перемещения платформы, модулем линейного перемещения колоны, модулем линейного перемещения диска - центратора, модулем перемещения штифтов диска - центратора, причем блок управления размещен на передней бабке.
Сущность заявленного изобретения поясняется чертежами, где на фиг.1 изображен общий вид устройства для автоматической зиговки цилиндрических обечаек; на фиг.2 разрез А-А на фиг.1, фиг.3-разрез Б-Б на фиг.1.
Устройство для автоматической зиговки цилиндрических обечаек содержит (фиг.1) переднюю бабку 1, горизонтальную станину 2, установочную платформу 3, опорную платформу 4, модуль линейного перемещения установочной платформы 5, блок управления 6, поперечину общей рамы 7, опорные направляющие 8, платформу 9, модуль линейного перемещения платформы 10, колонну 11, модуль линейного перемещения колоны 12, горизонтальные оси 13, упорную плиту 14, диск - центратор 15, модуль линейного перемещения диска - центратора 16, модуль перемещения штифтов диска - центратора 17, подвижные цилиндрические штифты 18, обечайка 19, ролик упорный 20, ролик подвижный 21, рама 22.
Предлагаемое устройство для автоматической зиговки цилиндрических обечаек работает следующим образом (фиг.1).
Оператор устанавливает обечайку 19 на опорную платформу 4, затем в системе управления устройства для автоматической зиговки цилиндрических обечаек расположенной в блоке управления 6 выбирает и запускает необходимую программу, в соответствии с которой ведется рабочий процесс зигования конкретной обечайки. При этом модуль линейного перемещения платформы 10 перемещает платформу 9 по опорным направляющим 8 на середину обечайки, после чего модуль линейного перемещения колоны 12 перемещая колонну 11 в вертикальном направлении устанавливает обечайку 19 на уровне верха формообразующего ролика упорного 20. Затем модуль линейного перемещения диска - центратора 16 устанавливаем диск - центратор 15 на одной оси с обечайкой 19, а модуль перемещения штифтов диска - центратора 17 устанавливает подвижные цилиндрические штифты 18 по внутреннему диаметру обечайки (фиг.3). Далее модуль линейного перемещения установочной платформы 5 перемещает установочную платформу 3, которая в свою очередь перемещает обечайку 19 до упора в упорную плиту 14 установленную в необходимый размер зигования от края обечайки посредством полых телескопических горизонтальных осей 13 (фиг.2).
Ролик упорный 20 и ролик подвижный 21 являются формообразующими, при этом ролик упорный 20 размещен на передней бабке неподвижно, а ролик подвижный 21 с возможностью радиального перемещения.
Затем включается вращение ролика упорного 20 и ролика подвижного 21, которые, вращаясь производят зиговку обечайки, вращая ее и диск - центратор 15.
После окончания зигования ролик подвижный 21 и установочная платформа 3 возвращаются в исходное положение. Используя модуль линейного перемещения колоны 12 поднимется обечайка, расположенная на опорной платформе 4 вверх до положения полученного зига над роликом упорным 20. Перемещая платформу 9 обечайка выводится из зоны зигования для беспрепятственного удаления с устройства.
Использование предлагаемого устройство для автоматической зиговки цилиндрических обечаек обеспечивает качество и повторяемость зига за счет однозначного положения обечайки в пространстве в течении всего процесса формообразования, точной стабильной фиксации обечайки на торец, а так, же позволяет повысить производительность труда и может быть настроена по заданной программе на зиговку обечаек широкой гаммы размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СТЫКОВЫМ ИЛИ УГЛОВЫМ ШВОМ ЦИЛИНДРИЧЕСКОЙ ОБЕЧАЙКИ С ДНОМ | 2019 |
|
RU2724750C1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ КОЛЬЦЕВЫХ ЗИГОВ НА КАРТОННЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1967 |
|
SU198120A1 |
| Устройство для зиговки корпусов картонных барабанов | 1988 |
|
SU1574510A1 |
| МАШИНА ДЛЯ ЗИГОВКИ | 1967 |
|
SU198279A1 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННОГО БЛОКА | 2005 |
|
RU2293235C1 |
| Станок для отбортовки и закатки жестяных изделий | 1988 |
|
SU1683846A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Зигмашина | 1988 |
|
SU1641484A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |



Изобретение относится к обработке металлов давлением, в частности к устройствам для автоматического получения зига на цилиндрической обечайке. На общей раме расположены передняя бабка, горизонтальная станина, установочная и опорная платформы, модуль линейного перемещения установочной платформы. На передней бабке установлен вращательный механизм с формообразующими роликами. Общая рама снабжена поперечиной с опорными направляющими, на которых установлена платформа. Предусмотрен механизм для установки обечайки в размер относительно роликов. На установочной платформе установлен диск-центратор с подвижными цилиндрическими штифтами. Передняя бабка электрически связана с блоком управления. В результате обеспечивается повышение качества получаемых изделий за счет стабильной фиксации положения обечайки. 3 ил.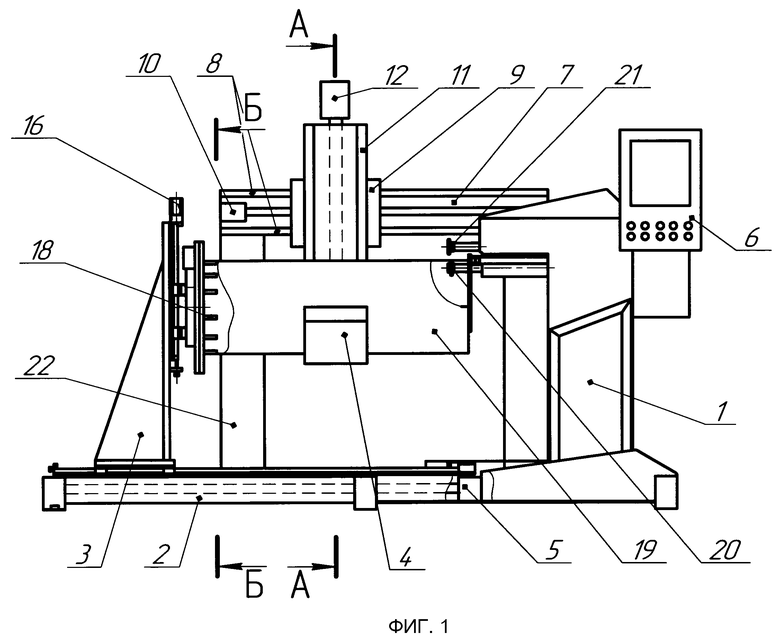
Устройство для автоматической зиговки цилиндрических обечаек, содержащее общую раму, на которой расположены передняя бабка, горизонтальная станина, установочная платформа, опорная платформа, модуль линейного перемещения установочной платформы, блок управления, при этом на передней бабке расположен вращательный механизм с роликами для зиговки упомянутой обечайки в ее горизонтальном положении, отличающееся тем, что оно снабжено поперечиной общей рамы с опорными направляющими, на которых установлена платформа, подвижная в горизонтальном направлении, модулем перемещения платформы, колонной, установленной на платформе подвижно в вертикальном направлении, а на колонне установлена опорная платформа, причем механизм для установки упомянутой обечайки в размер относительно зиговочных роликов выполнен в виде выходящих из передней бабки полых телескопических горизонтальных осей с возможностью регулировки величины своего вылета, на которых закреплена вертикальная упорная плита, при этом на горизонтальной станине установлена подвижная в горизонтальном направлении установочная платформа, а на установочной платформе установлен диск-центратор с возможностью перемещения модулем линейного перемещения диска-центратора в вертикальном направлении, при этом диск-центратор выполнен с возможностью осевого поворота, причем в диске-центраторе установлены подвижные цилиндрические штифты, перемещение которых осуществляется модулем перемещения штифтов диска-центратора, при этом передняя бабка электрически связана с блоком управления, в свою очередь связанным с модулем линейного перемещения установочной платформы, модулем линейного перемещения платформы, модулем линейного перемещения колонны, модулем линейного перемещения диска-центратора, модулем перемещения штифтов диска-центратора, причем блок управления размещен на передней бабке.
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ЗИГОВКИ ПОЛЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010644C1 |
| Устройство для отбортовки и зиговки полых изделий | 1988 |
|
SU1532131A1 |
| УСТРОЙСТВО для ЗИГОВКИ, НАКАТКИ И ОТРЕЗКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 0 |
|
SU205801A1 |
| Устройство для зиговки труб | 1990 |
|
SU1794537A1 |
| US 6935152 B2, 30.08.2005 | |||
| US 4041747 A1, 16.08.1977 | |||
| WO 2019125855 A1, 27.06.2019. | |||

