Изобретение относится к производству сварных конструкций, в частности к устройствам для автоматической сварки стыковым или угловым швом цилиндрической обечайки с дном, и может быть использовано при изготовлении камеры испарения дистиллятора и корпуса сборника хранения дистиллированной воды.
Известны устройства для сварки обечаек с дном:
1. Патент RU №2140602 С1 «Композитный баллон высокого давления и способ его изготовления»;
2. Патент SU №1459881 А1 «Устройство для сборки и сварки цилиндрической обечайки с днищем»
Наиболее близким аналогом, взятым за прототип, является устройство для сборки под сварку обечаек с днищами, представленное в патенте SU №1468703 А1. Недостатком данного устройства являются, ограниченные технологические возможности, позволяющие производить только стыковой шов.
Целью изобретения является увеличение производительности, улучшения качества сварных соединений, расширение технологических возможностей устройства для сборки и сварки цилиндрической обечайки с дном.
Поставленная цель достигается тем, что устройство для автоматической сварки стыковым или угловым швом цилиндрической обечайки с дном позволит на одном рабочем месте выполнять сварку как стыковым, так и угловым швом в автоматическом режиме, при этом сварка стыковым швом осуществляется установкой обечайки и дна в горизонтальном положении на вертикальном опорном диске и поддерживающем диске с каналами подачи защитного газа в корень шва, закрепленных на выходящей из передней бабки горизонтальной оси, при этом дно поджимается задней бабкой установленной на горизонтальной станине, сварка угловым швом осуществляется установкой обечайки и дна в вертикальном положении, на горизонтальном опорном диске, закрепленном на вращательном механизме, с вертикальной осью установленным на горизонтальной станине.
Необходимо отметить, что в разработанной конструкции устройства для автоматической сварки стыковым или угловым швом цилиндрической обечайки с дном поставленная задача обеспечивается тем, что оно снабжено поперечиной общей рамы с опорными направляющими, на которых установлена подвижная в горизонтальном направлении платформа, колонной, установленной на платформе подвижно в вертикальном направлении, расположенным на горизонтальной станине вращательным механизмом с вертикальной осью, на которой закреплен горизонтальный опорный диск для установки обечайки в вертикальном положении, и установленным на упомянутом модуле датчиком положения, связанным с блоком управления, при этом вращательный механизм для установки и поворота упомянутой обечайки в ее горизонтальном положении выполнен в виде выходящей из передней бабки полой телескопической горизонтальной оси с возможностью осевого поворота и регулировки величины своего вылета, на которой закреплены вертикальный опорный диск и поддерживающий диск с каналами подачи защитного газа в корень шва, а задняя бабка установлена на горизонтальной станине подвижно по двум осям в горизонтальной плоскости, причем система подачи защитного газа, сварочный аппарат и блок управления размещены в передней бабке, а упомянутый модуль линейного перемещения расположен на колонне.
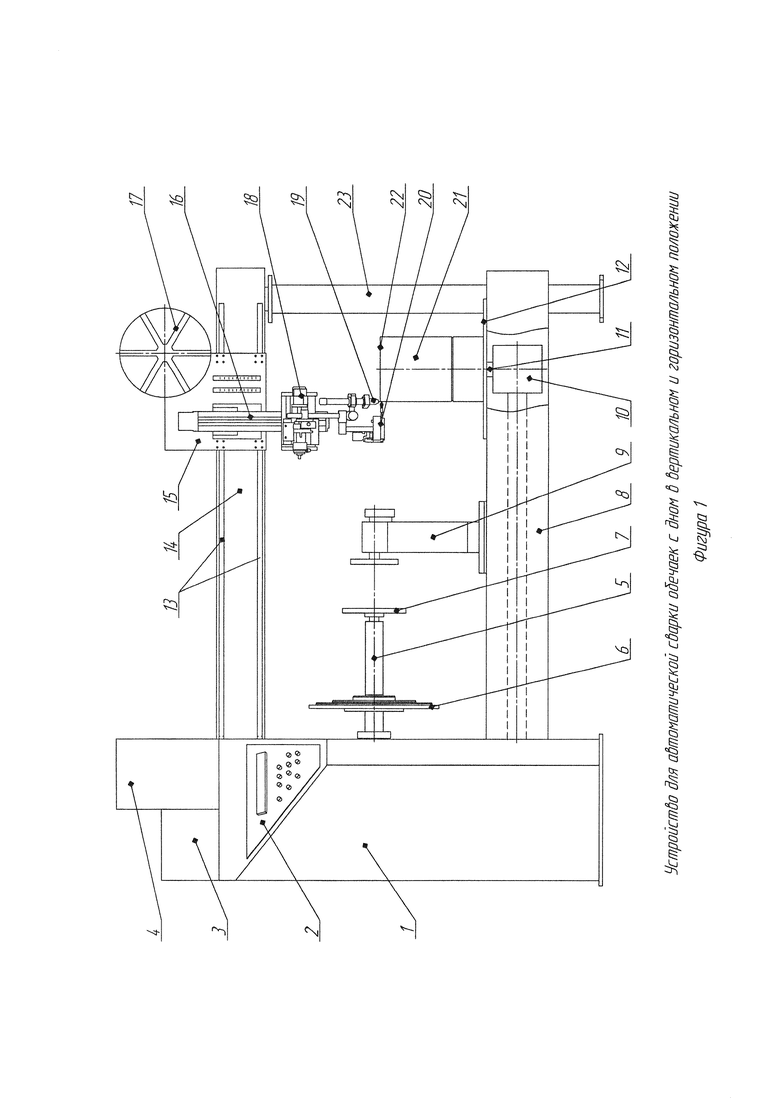
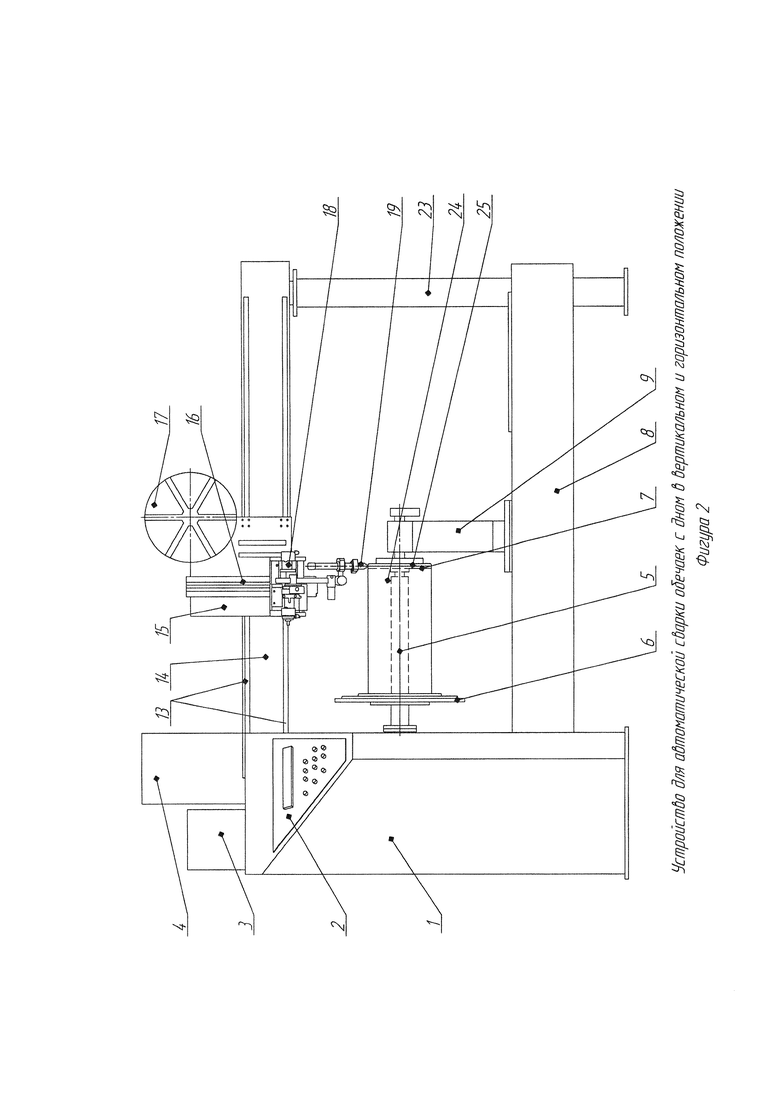
Сущность заявленного изобретения поясняется чертежами, где на фиг. 1 изображен общий вид устройства для автоматической сварки цилиндрической обечайки с дном в момент сварки угловым швом; на фиг. 2 -то же в, момент сварки стыковым швом.
Устройство для сборки и сварки цилиндрической обечайки с дном содержит (фиг. 1) переднюю бабку 1, блок управления 2, систему подачи защитного газа 3, сварочный аппарат 4, горизонтальную ось 5, вертикальный опорный диск 6, поддерживающий диск 7, горизонтальную станину 8, заднюю бабку 9, вращательный механизм 10, вертикальную ось 11, горизонтальный опорный диск 12, опорные направляющие 13, поперечина 14 платформу 15, колонну 16, механизм подачи сварочной проволоки 17, модуль линейного перемещения 18, сварочную головку 19, датчик положения 20, раму 23.
Предлагаемое устройство для сборки и сварки цилиндрической обечайки с дном угловым сварочным швом работает следующим образом (фиг. 1).
Обечайку 21 устанавливают на соответствующие упорно-центрирующую поверхность горизонтального опорного диска 12, затем в обечайку устанавливают дно 22, выравнивают кромку дна с кромкой обечайки, перемещая платформу 15 по опорным направляющим 13, установленным на поперечине 14 рамы и колонну 16 подводят сварочную головку 19 в зону сварки.
В сварочную головку подается защитный газ, одновременно с поджигом сварочной дуги вращательный механизм 10 начинает вращать обечайку и осуществляется сварка углового шва. При сварке системой подачи защитного газа 3 осуществляют непрерывный поддув защитного газа - аргона с внутренней стороны обечайки и механизмом подачи сварочной проволоки 17 осуществляется подача сварочной проволоки в зону сварки. Для слежения горизонтальных отклонений свариваемых кромок в зоне сварного шва относительно сварочной головки, устройство оснащено датчиком положения 20, подающим сигнал в блок управления, в свою очередь связанным с модулем линейного перемещения 18, перемещением которого осуществляется корректировка положения сварочной головки относительно зоны сварного шва Для слежения вертикальных отклонений свариваемых кромок, в блоке управлении предусмотрена система автоматической коррекции сварочной головки по заданной длине сварочной дуги, корректировка осуществляется перемещением колонны 16.
Предлагаемое устройство для сборки и сварки цилиндрической обечайки с дном стыковым сварочным швом работает следующим образом (фиг. 2).
Обечайку 24 устанавливают на соответствующие упорно-центрирующюю поверхность вертикального опорного диска 6 и поддерживающий диск 7. При этом вертикально опорный диск 6 и поддерживающий диск 7 закреплены на полой телескопической горизонтальной оси 5 выходящей из передней бабки и являющейся вращательным механизмом с возможность осевого поворота и регулировки величины своего вылета. Затем на поддерживающий диск 7 устанавливают дно 24, которое поджимают задней бабкой 9, перемещая платформу 15, по опорным направляющим 13, установленным на поперечине 14 рамы, и колонну 16 подводят сварочную головку 19 в зону сварки. В сварочную головку подается защитный газ, одновременно с поджигом сварочной дуги горизонтальная ось 5 начинает вращать обечайку и осуществляется сварка стыкового шва. При сварке системой подачи защитного газа 3 осуществляется, непрерывный поддув защитного газа, газ подается по полой телескопической горизонтальной оси 5 через поддерживающий диск 7 в корень шва свариваемых деталей и механизмом подачи сварочной проволоки 17 осуществляется подача сварочной проволоки в зону сварки. Для слежения вертикальных отклонений свариваемых кромок, в блоке управлении предусмотрена система автоматической коррекции сварочной головки по заданной длине сварочной дуги, корректировка осуществляется перемещением колонны 16. Задняя бабка 9 установлена на горизонтальной станине подвижно по двум осям в горизонтальной плоскости, что позволяет автоматизировать поджатие дна и обечайки.
Использование предлагаемого устройства для автоматической сварки стыковым или угловым швом цилиндрической обечайки с дном позволяет повысить производительность и расширить технологические возможности установки для сварки цилиндрических обечаек и дна, получать качественные сварные соединения и может быть настроена на сварку изделий широкой гаммы размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗИГОВКИ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК | 2023 |
|
RU2836714C2 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Устросйтво для сварки вертикальных швов | 1972 |
|
SU564131A1 |
Изобретение относится к области сварочного производства и может быть использовано, например, при изготовлении конструкций в виде цилиндрических обечаек. Устройство, которое имеет возможность для автоматической сварки обечайки с дном в вертикальном или горизонтальном положении, содержит общую раму с поперечиной и с опорными направляющими, на которых установлена подвижная платформа, расположенные на раме переднюю и заднюю бабки, горизонтальную станину, сварочный аппарат, связанный со сварочной головкой, систему подачи защитного газа, подвижную колонну, модуль линейного перемещения сварочной головки и блок управления, при этом на передней бабке расположен вращательный механизм для установки и поворота упомянутой обечайки в ее горизонтальном положении, выполненный в виде выходящей из передней бабки полой телескопической горизонтальной оси с возможностью осевого поворота и регулировки величины своего вылета, на которой закреплены вертикальный опорный диск и поддерживающий диск. Использование изобретения позволяет расширить технологические возможности устройства. 2 ил.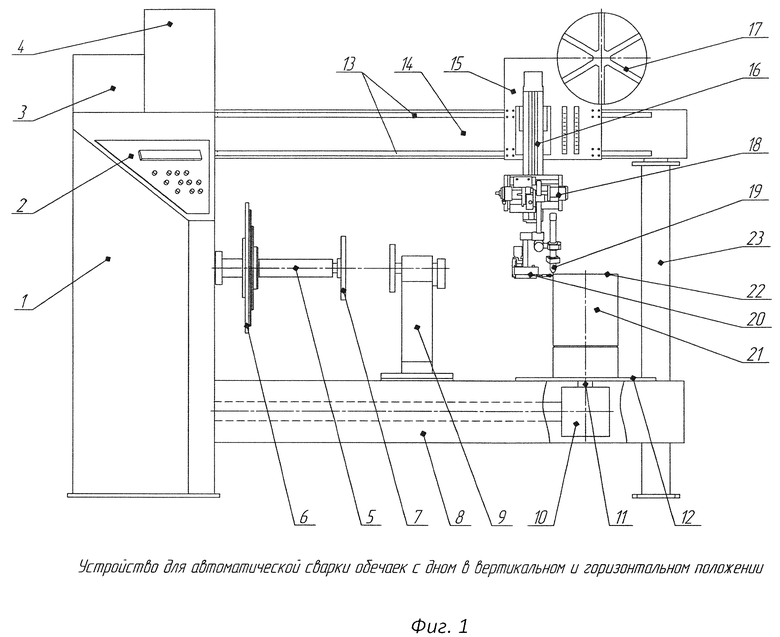
Устройство для автоматической сварки в вертикальном или горизонтальном положении обечайки с дном, содержащее общую раму, на которой расположены передняя и задняя бабки, горизонтальная станина, сварочный аппарат, связанный со сварочной головкой, система подачи защитного газа, модуль линейного перемещения сварочной головки и блок управления, связанный с системой подачи защитного газа, сварочным аппаратом и упомянутым модулем, при этом на передней бабке расположен вращательный механизм для установки и поворота упомянутой обечайки в ее горизонтальном положении, отличающееся тем, что оно снабжено поперечиной общей рамы с опорными направляющими, на которых установлена подвижная в горизонтальном направлении платформа, колонной, установленной на платформе подвижно в вертикальном направлении, расположенным на горизонтальной станине вращательным механизмом с вертикальной осью, на которой закреплен горизонтальный опорный диск для установки обечайки в вертикальном положении, и установленным на упомянутом модуле датчиком положения, связанным с блоком управления, при этом вращательный механизм для установки и поворота упомянутой обечайки в ее горизонтальном положении выполнен в виде выходящей из передней бабки полой телескопической горизонтальной оси с возможностью осевого поворота и регулировки величины своего вылета, на которой закреплены вертикальный опорный диск и поддерживающий диск с каналами подачи защитного газа в корень шва, а задняя бабка установлена на горизонтальной станине подвижно по двум осям в горизонтальной плоскости, причем система подачи защитного газа, сварочный аппарат и блок управления размещены в передней бабке, а упомянутый модуль линейного перемещения расположен на колонне.
| Устройство для сборки под сварку обечаек с днищами | 1987 |
|
SU1468703A1 |
| Устройство для сборки и сварки цилиндрической обечайки с днищами | 1987 |
|
SU1459881A1 |
| Устройство для сборки и сварки резервуара из обечайки и днищ | 1989 |
|
SU1696236A1 |
| Устройство для сборки и сварки обечаек | 1989 |
|
SU1673357A2 |
| JPS 5584291 A, 25.06.1980 | |||
| CN 103659137 A, 26.03.2014. | |||

